Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
Analiza FMEA Tomasz Greber tomasz.greber@proqual.pl
Zarządzanie ryzykiem w wytwarzaniu i kontroli jakości produktów leczniczych Tomasz Greber

2
Analiza FMEA Tomasz Greber

3
Plan prezentacji Teoria – podstawy oceny ryzyka
Praktyka – metody oceny ryzyka Pasja – zarządzanie ryzykiem jako styl życia organizacji

4
Ryzyko - definicja A.H. Willet
Ryzyko jest czymś obiektywnym, związanym z subiektywną niepewnością

5
Działania Działanie doskonalące Działanie zapobiegawcze
Działanie korygujące Korekcja

6
ISO 9001: 7.5.2 – kiedy? = Proces Wykrywanie Skutek Wykrywanie Proces

7
Koszty jakości ANALIZA RYZYKA KOSZTY JAKOŚCI Koszty zgodności
Koszty NIEzgodności Kontrole, sprawdzenie Niezgodności wykryte w organizacji (nie doszły do klienta) Zapobieganie Niezgodności wykryte przez klienta (skutki u klienta zewnętrznego)
 Zapobieganie. Niezgodności wykryte przez klienta (skutki u klienta zewnętrznego)")
8
Zarządzanie ryzykiem - oczekiwania
Skuteczność Efektywność ISO 9001 ISO 9004

9
Zarządzanie ryzykiem Źródło: Zarządzenie Ryzykiem Jakości
Europejskiego Przewodnika Dobrej Praktyki Wytwarzania Produktów Leczniczych Przeznaczonych dla Ludzi i Zwierząt

10
Typowe przyczyny ryzyka
Maszyna Materiał Człowiek Niezgodność Zarządzanie Pomiar Technologia

12
Analiza krytyczności (PN-EN 60812:2009)
Analiza FMEA Analiza krytyczności (PN-EN 60812:2009) Skala krytyczności: I Każde zdarzenie, które może spowodować utratę pierwotnej funkcji systemu, prowadząc do znaczących zniszczeń systemu lub środowiska i/lub spowodować utratę życia lub kalectwo II Każde zdarzenie, które może spowodować utratę pierwotnej funkcji systemu, prowadząc do znaczących zniszczeń systemu lub środowiska i pomijanego ryzyka utraty życia lub kalectwa III Każde zdarzenie, które powoduje degradację osiągów funkcjonalnych systemu bez znacznych zniszczeń systemu i bez zagrożenia życia lub groźby kalectwa IV Każde zdarzenie, które może spowodować degradację osiągów funkcjonalnych systemu prowadząc do pomijalnych zniszczeń systemu lub środowiska bez zagrożenia życia lub groźby kalectwa
 Skala krytyczności: I Każde zdarzenie, które może spowodować utratę pierwotnej funkcji systemu, prowadząc do znaczących zniszczeń systemu lub środowiska i/lub spowodować utratę życia lub kalectwo. II Każde zdarzenie, które może spowodować utratę pierwotnej funkcji systemu, prowadząc do znaczących zniszczeń systemu lub środowiska i pomijanego ryzyka utraty życia lub kalectwa. III Każde zdarzenie, które powoduje degradację osiągów funkcjonalnych systemu bez znacznych zniszczeń systemu i bez zagrożenia życia lub groźby kalectwa. IV Każde zdarzenie, które może spowodować degradację osiągów funkcjonalnych systemu prowadząc do pomijalnych zniszczeń systemu lub środowiska bez zagrożenia życia lub groźby kalectwa.")
13
Siatka krytyczności IV Poziomy krytyczności III II I
Analiza FMEA Siatka krytyczności Poziomy krytyczności I II III IV bardzo małe małe średnie duże Prawdopodobieństwo wystąpienia uszkodzenia

14
Siatka krytyczności IV Poziomy krytyczności III II I
Analiza FMEA Siatka krytyczności Prawdopodobieństwo wystąpienia uszkodzenia Poziomy krytyczności I II III IV bardzo małe małe średnie duże

15
Siatka krytyczności IV Poziomy krytyczności III II I
Analiza FMEA Siatka krytyczności Prawdopodobieństwo wystąpienia uszkodzenia Poziomy krytyczności I II III IV bardzo małe małe średnie duże

16
FMECA - prawdopodobieństwo
Źródło: MIL-STD-1629A za: Zespół Technologii Sieciowych i Inżynierii Bezpieczeństwa (Politechnika Gdańska)
")
17
FMECA – ocena ryzyka Czas „pracy” systemu
Stosunek intensywności niezgodności danego rodzaju do całkowitej intensywności systemu Intensywność uszkodzeń

18
Analiza FMEA Failure Mode and Effects Analysis Fehler Möglichkeits- und Einfluß Analyse Analiza niezgodności i ich skutków FMEA

19
Jakie działają przyczyny? Które są najpoważniejsze?
Analiza FMEA Istota FMEA Jakie niezgodności? Jakie skutki? Jakie działają przyczyny? Które są najpoważniejsze? Jak im zapobiec? … kryteria jakości … grupy klientów … 7.5.2

20
FMEA – analiza… RPN Rodzajów niezgodności oraz: wykrywalności niezg.
Analiza FMEA FMEA – analiza… Rodzajów niezgodności oraz: wykrywalności niezg. występowania niezg. znaczenia niezg. dla klientów DETECTION OCCURRENCE SEVERITY RPN

21
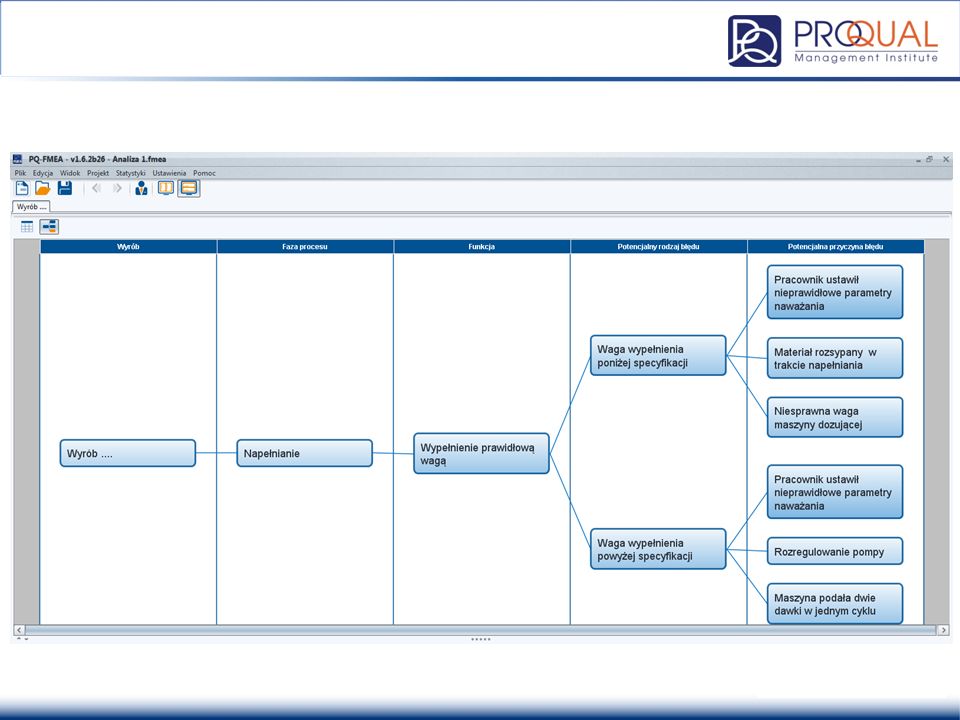
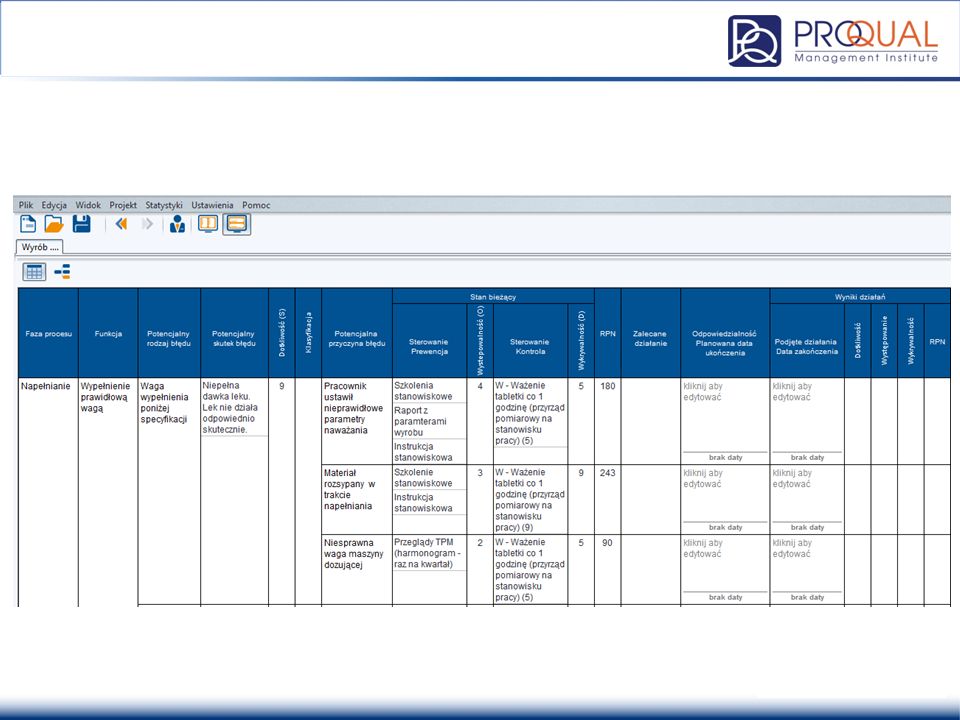
Formularz FMEA OPISZ RYZYKA OCEŃ RYZYKA ZAPLANUJ DZIAŁANIA
Analiza FMEA Formularz FMEA OPISZ RYZYKA OCEŃ RYZYKA ZAPLANUJ DZIAŁANIA

25
Źródła danych

26
MSA – ryzyko w kontroli

27
Znaczenie jakości pomiarów
Sterowanie M1 M2 M3 POMIAR Proces, którym zarządzamy Analiza so2 = sp2+sm2 Na uzyskiwany rozrzut wyników pomiarów so wpływają różne czynniki: sp ………………………………………………...……………...….………………………………………………...……………...…. sm ………………………………………………...……………...…………………………………………………...……………...….

28
Czynniki ryzyka przy kontroli
S – W – I – P – E – standard workpiece instrument person / procedure environment SWIPE – (ang.) zamachnięcie się, cios
 zamachnięcie się, cios.")
29
Podstawowy podział badań
Jaki jest charakter badanej cechy? Cecha liczbowa Cecha atrybutowa MSA liczbowe Specyficzne warunki Metody specjalne Badany tylko przyrząd Brak wpływu operatora MSA atrybutowe Wpływ operatora i przyrządu Metoda krótka, metoda detekcji sygnałów, KAPPA Procedura 1 Procedura 2 Procedura 3 Obliczanie Cg/Cgk Metoda ARM i RM Metoda rozstępów

30
Schemat MSA EV AV

31
Przykładowe wyniki badania MSA
% prawidłowo ocenionych (skuteczność): 44,44% (powinno być co najmniej 90%), % niezauważonych wyrobów niezgodnych: 18,75% (nie powinno być więcej niż 2%), % niesłusznie zatrzymanych wyrobów zgodnych: 45% (nie powinno być więcej niż 5%).
: 44,44% (powinno być co najmniej 90%), % niezauważonych wyrobów niezgodnych: 18,75% (nie powinno być więcej niż 2%), % niesłusznie zatrzymanych wyrobów zgodnych: 45% (nie powinno być więcej niż 5%).")
33
Pytania i dyskusja

Podobne prezentacje