Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
Urządzenia podająco–manipulacyjne w ESW
Przezentacja wygłoszona dnia Urządzenia podająco–manipulacyjne w ESW Gr. R57 Zespół 2 w składzie: Tomasz Dziugieł; Robert Jastrzębski; Jacek Łuszczyński; Maciej Miedzik; Daniel Ochnio; Jacek Osmulski; Robert Ręgowski;

2
Wstęp Urządzenia podająco—manipulacyjne stanowią bardzo ważny człon wszelkich systemów wytwórczych. Obecne, w dobie automatyzacji elastycznej gdzie wymagana jest szybka adaptacja do zmieniających się warunków procesu, szczególne zastosowanie w czynnościach manipulacyjnych zdobywają manipulatory programowalne – roboty przemysłowe.

3
Zakres prezentacji Rola robotów w elastycznej automatyzacji wytwarzania; Budowa robota przemysłowego; Właściwości robota przemysłowego; Sterowanie i programowanie robotów; Zastosowanie robotów w elastycznej automatyzacji; Urządzenia manipulująco–podające w zautomatyzowanej obróbce skrawaniem; Urządzenia manipulująco–podające w elastycznie zautomatyzowanym procesie montażu;

4
Roboty przemysłowe Robot przemysłowy jest automatem ogólnego stosowania przeznaczonym do przemieszczania przedmiotów lub narzędzi w wielu kierunkach. Przemieszczanie realizowane przez robot jest programowalne oraz może być korygowane przez czujniki stanowiące wyposażenie robota. Roboty przemysłowe są wyposażane w chwytaki, narzędzia i inne środki manipulacyjne i mogą być wykorzystywane do wielu różnych zadań. Zasadniczym celem stosowania robotów jest odciążenie ludzi od żmudnych, męczących i niebezpiecznych prac.

5
Podstawowy podział robotów
Roboty przemysłowe można zakwalifikować do jednej z dwóch grup: Roboty przeznaczone do manipulowania przedmiotami, tzn. do wykonywania takich czynności, jak: załadowanie i rozładowanie obrabiarki, sortowanie, układanie przedmiotów np. w magazynach, montowanie z części składowych wyrobów gotowych. Roboty przeznaczone do manipulowania narzędziami, jak np. pistolety malarskie, pistolety spawalnicze, oczyszczarki odlewów itp.

6
Cechy robotów w porównaniu z obrabiarkami
Z punktu widzenia podstawowych zespołów funkcjonalnych robot przemysłowy jest podobny do obrabiarek NC. Zawiera: osie sterowane numerycznie, indywidualny napęd każdej osi, układ pomiarowy położenia każdej osi, zmieniacze chwytaków, sterowanie numeryczne kształtowe dla równoczesnego napędu wszystkich osi. Robot przemysłowy w odróżnieniu od obrabiarek NC nie ma takich funkcji, jak: prędkość obrotowa wrzeciona, numer narzędzia, korekcja narzędzia, interpolacja kołowa.

7
Roboty przemysłowe nie są zaliczane do obrabiarek sterowanych numerycznie. Decydują o tym m.in. następujące powody: niska stabilność mechaniczna (mała sztywność konstrukcji), znacznie większa zależność ruchów od czujników, znacznie mniejsze dopuszczalne obciążenie siłami zewnętrznymi, znacznie większa obsługiwana powierzchnia (przy porównywalnej powierzchni zajmowanej przez obrabiarkę i robot przemysłowy), znacznie bardziej zróżnicowany zakres zadań.
, znacznie większa zależność ruchów od czujników, znacznie mniejsze dopuszczalne obciążenie siłami zewnętrznymi, znacznie większa obsługiwana powierzchnia (przy porównywalnej powierzchni zajmowanej przez obrabiarkę i robot przemysłowy), znacznie bardziej zróżnicowany zakres zadań.")
8
Budowa robota przemysłowego
Robot przemysłowy składa się z sześciu podstawowych zespołów funkcjonalnych: zespołu mechaniczno-kinematycznego, zespołu chwytaka, zespołu sterowania, zespołu napędu, zespołu pomiarowego, zespołu czujników.

9
Wzajemne usytuowanie zespołów robota

10
Struktury kinematyczne i obszary działania

11
Właściwości robotów Wyróżniamy dwie odmiany robotów ze względu na sposób sterowania: Roboty ze sterowaniem punktowym(PTP, MP); możliwie jak najmniejsza liczba osi sterowanych (do 4 osi), szybkie programowanie metodą nauczania (ang. teach-in), powtarzalność pozycjonowania chwytaka 0,5-0, l mm, duża prędkość pozycjonowania, podprogramy dla załadowania i rozładowania przedmiotów, pamięć programów sterujących, duża niezawodność pracy, automatyczne rozpoznawanie położenia przedmiotów podczas załadowywania lub rozładowywania.
, szybkie programowanie metodą nauczania (ang. teach-in), powtarzalność pozycjonowania chwytaka 0,5-0, l mm, duża prędkość pozycjonowania, podprogramy dla załadowania i rozładowania przedmiotów, pamięć programów sterujących, duża niezawodność pracy, automatyczne rozpoznawanie położenia przedmiotów podczas załadowywania lub rozładowywania.")
12
Roboty ze sterowaniem kształtowym ciągłym (CP);
do 6 lub 7 niezależnie sterowanych osi (3 ruchy podstawowe, 3 ruchy pomocnicze, l ruch przesuwny całego robota), szybkie, ręczne programowanie robota metodą nauczania, powtarzalność pozycjonowania chwytaka w całym obszarze pracy robota od 1,5 mm do 0,1 mm, podprogramy do realizacji różnych funkcji załadowczo-wyładowczych, dużą niezawodność pracy, linearyzację ruchów realizowanych za pomocą mechanizmów przegubowych, możliwość zainstalowania czujników do rozpoznawania otoczenia,
, szybkie, ręczne programowanie robota metodą nauczania, powtarzalność pozycjonowania chwytaka w całym obszarze pracy robota od 1,5 mm do 0,1 mm, podprogramy do realizacji różnych funkcji załadowczo-wyładowczych, dużą niezawodność pracy, linearyzację ruchów realizowanych za pomocą mechanizmów przegubowych, możliwość zainstalowania czujników do rozpoznawania otoczenia,")
13
Szkic robota 6-osiowego

14
Sterowanie robotami przemysłowymi
Sterowanie manipulatorowe, Jest to sterowanie najczęściej "sztywne", umożliwiające zaprogramowanie ruchów manipulatora w 2, rzadziej 3 osiach. Programowanie polega na rozmieszczaniu łączników drogowych. Tak sterowane manipulatory nie mają zespołów pomiarowych ani regulowanych napędów w poszczególnych osiach. Bardzo często do napędu wykorzystuje się siłowniki pneumatyczne i hydrauliczne. Są to rozwiązania najtańsze, ale zapewniające wymaganą dokładność pozycjonowania i dużą prędkość ruchu zespołów roboczych robota.

15
Sterowanie punktowe Pozwala zaprogramować każdą pozycję we wszystkich osiach (w zakresie obszaru roboczego). Każda oś robota sterowanego punktowo ma własny zespół pomiarowy i serwonapęd. Natomiast ruch robota pomiędzy kolejnymi zaprogramowanymi punktami nie jest interpolowany. Programowanie robota może odbywać się zarówno metodą nauczania (teach-in), jak i przez bezpośrednie wprowadzanie wierszy programowych do sterowania. Sterowanie punktowe uważa się za bardzo proste i stosunkowo tanie.
. Każda oś robota sterowanego punktowo ma własny zespół pomiarowy i serwonapęd. Natomiast ruch robota pomiędzy kolejnymi zaprogramowanymi punktami nie jest interpolowany. Programowanie robota może odbywać się zarówno metodą nauczania (teach-in), jak i przez bezpośrednie wprowadzanie wierszy programowych do sterowania. Sterowanie punktowe uważa się za bardzo proste i stosunkowo tanie.")
16
Sterowanie kształtowe
Jest sterowaniem z tzw. swobodnie programowalnymi ruchami robota, we wszystkich osiach. Każda oś sterowana ma własny zespół pomiarowy, serwonapęd i możliwe jest osiągnięcie każdego punktu w obszarze pracy robota. Programowalna jest również prędkość przejazdu. Sterowanie to umożliwia programowanie ruchu robota wzdłuż żądanego toru. Ponieważ ruch poszczególnych członów mechanicznych robota odbywa się we współrzędnych walcowych, kulistych, itp. to w celu uzyskania ruchu chwytaka wzdłuż żądanego toru konieczna jest tzw. linearyzacja

17
Programowanie robotów
Przez bezpośrednie wprowadzanie poszczególnych poleceń do pamięci sterowania. W tym przypadku programowanie może być ręczne i automatyczne (języki programowania niskiego i wysokiego rzędu). Metodą nauczania (teach-in) – ręczne sterowanie ruchami robota w taki sposób, aby chwytak kolejno osiągał żądane położenie i zaprogramowanie wszystkich miejsca, w których chwytak ma się znaleźć. Odtwarzanie tych ruchów następuje w takiej kolejności, w jakiej zostały zaprogramowane. (MP, CP) Metodą odtworzeniową (playback). Jest ona podobna do metody nauczania. Operator ręcznie steruje ruchem chwytaka wzdłuż żądanego toru. Ruchowi temu towarzyszy generowanie impulsów z układów pomiarowych robota, które zostają zachowane w pamięci robota. Ponowne odtworzenie (playback) stanowi program pracy robota. (CP)
. Metodą nauczania (teach-in) – ręczne sterowanie ruchami robota w taki sposób, aby chwytak kolejno osiągał żądane położenie i zaprogramowanie wszystkich miejsca, w których chwytak ma się znaleźć. Odtwarzanie tych ruchów następuje w takiej kolejności, w jakiej zostały zaprogramowane. (MP, CP) Metodą odtworzeniową (playback). Jest ona podobna do metody nauczania. Operator ręcznie steruje ruchem chwytaka wzdłuż żądanego toru. Ruchowi temu towarzyszy generowanie impulsów z układów pomiarowych robota, które zostają zachowane w pamięci robota. Ponowne odtworzenie (playback) stanowi program pracy robota. (CP)")
18
Zastosowanie robotów w zależności od konstrukcji
Definicja robota przemysłowego nie precyzuje jego konstrukcji. Dlatego spotyka się wiele odmian konstrukcyjnych urządzeń manipulacyjnych, które mogą być zaliczane do robotów przemysłowych. Wszystkie te roboty mogą zostać zakwalifikowane do jednej z dwóch następujących grup: roboty uniwersalne albo wolno stojące, roboty specjalne albo bramowe.

19
Roboty a) uniwersalne, b) bramowe
 uniwersalne, b) bramowe")
20
Roboty uniwersalne Charakterystyczna jest możliwość zainstalowania go w dowolnym miejscu systemu wytwórczego i przystosowania (zaprogramowania) do realizacji wszystkich czynności w zakresie jego właściwości. Uniwersalne roboty wolno stojące należą do bardzo kosztownych urządzeń. Dlatego ich zastosowanie do prostych, pojedynczych czynności manipulacyjnych jest nieekonomiczne.
 do realizacji wszystkich czynności w zakresie jego właściwości. Uniwersalne roboty wolno stojące należą do bardzo kosztownych urządzeń. Dlatego ich zastosowanie do prostych, pojedynczych czynności manipulacyjnych jest nieekonomiczne.")
21
Roboty bramowe Roboty bramowe są charakterystyczne dla elastycznej automatyzacji jednostanowiskowej (ASO). Pełnią wówczas rolę manipulatorów przedmiotów obrabianych i narzędzi. Rozwiązania konstrukcyjne takich manipulatorów są dwojakie: z podwójnym wózkiem (dla przedmiotów i dla narzędzi), z automatycznie wymiennym chwytakiem. Cechą robotów bramowych jest duży obszar roboczy (5x30 m) i udźwig (75 kg i więcej). Mogą być stosowane również w systemach wielomaszynowych. Roboty bramowe uważa się za najkorzystniejsze z punktu widzenia systemu wytwórczego. Robot umieszczony centralnie obsługuje kilka stanowisk wytwórczych, które mogą być zorganizowane np. w formie elastycznego gniazda lub elastycznego systemu obróbkowego.
. Pełnią wówczas rolę manipulatorów przedmiotów obrabianych i narzędzi. Rozwiązania konstrukcyjne takich manipulatorów są dwojakie: z podwójnym wózkiem (dla przedmiotów i dla narzędzi), z automatycznie wymiennym chwytakiem. Cechą robotów bramowych jest duży obszar roboczy (5x30 m) i udźwig (75 kg i więcej). Mogą być stosowane również w systemach wielomaszynowych. Roboty bramowe uważa się za najkorzystniejsze z punktu widzenia systemu wytwórczego. Robot umieszczony centralnie obsługuje kilka stanowisk wytwórczych, które mogą być zorganizowane np. w formie elastycznego gniazda lub elastycznego systemu obróbkowego.")
22
Urządzenia manipulująco–podające w elastycznie zautomatyzowanej obróbce skrawaniem

23
Podział środków manipulacji
Środki techniczne manipulacji dzieli się na: 1) Środki do manipulacji nośnikami przedmiotów, 2) Środki do manipulacji przedmiotami. Do pierwszej grupy zalicza się mechanizmy do manipulacji paletami z zamocowanymi przedmiotami, a więc głównie dla przedmiotów typu korpus. Podstawowymi urządzeniami manipulacyjnymi są zmieniacze palet. Koncepcja palet przedmiotowych, które w zasadzie są już znormalizowane, rozwiązała problem elastyczności manipulatorów. Elastyczność zapewnia w tym przypadku nie manipulator, lecz nośnik przedmiotów obrabianych.
 Środki do manipulacji nośnikami przedmiotów, 2) Środki do manipulacji przedmiotami. Do pierwszej grupy zalicza się mechanizmy do manipulacji paletami z zamocowanymi przedmiotami, a więc głównie dla przedmiotów typu korpus. Podstawowymi urządzeniami manipulacyjnymi są zmieniacze palet. Koncepcja palet przedmiotowych, które w zasadzie są już znormalizowane, rozwiązała problem elastyczności manipulatorów. Elastyczność zapewnia w tym przypadku nie manipulator, lecz nośnik przedmiotów obrabianych.")
24
Zmiana palet

25
Manipulowanie przedmiotami obrotowosymetrycznmymi
Może być zrealizowane na trzy sposoby: Za pomocą manipulatorów zintegrowanych z obrabiarką – proste manipulatory z jedną osią sterowaną numerycznie, które zapewniają uchwycenie przedmiotu i przemieszczenie go do osi obrabiarki. Manipulatory te są wygodne w obsłudze i nie utrudniają dostępu do obrabiarki. Za pomocą robotów wolno stojących, usytuowanych obok obrabiarki i obsługujących ją zarówno z boku, jak i od czoła. Za pomocą manipulatorów bramowych usytuowanych ponad obrabiarką i obsługujących ją od góry. Zapewniają one łatwy dostęp do przestrzeni roboczej, są także łatwe do rozbudowy.

27
Manipulatory bramowe mają wiele zalet, takich jak:
duży udźwig ( kg), duży zakres przesuwu (przy liniowych do 10 m, a przy powierzchniowych do 15 metrów w kierunku wzdłużnym i poprzecznym, w pionie do 2 m), duża prędkość przesuwu liniowego (1-2 m/s), duża dokładność pozycjonowania (0,025-0,25 mm), możliwość wykorzystywania zarówno do manipulacji przedmiotów, narzędzi, jak i uchwytów narzędziowych, budowa modułowa umożliwiająca łatwą ich rozbudowę. Dzięki wymienionym zaletom manipulatory bramowe uważa się za perspektywiczne, co potwierdza praktyka. W roku 1986 ich udział w istniejących ASO wynosił ok. 20%, a dwa lata później już się podwoił.
, duży zakres przesuwu (przy liniowych do 10 m, a przy powierzchniowych do 15 metrów w kierunku wzdłużnym i poprzecznym, w pionie do 2 m), duża prędkość przesuwu liniowego (1-2 m/s), duża dokładność pozycjonowania (0,025-0,25 mm), możliwość wykorzystywania zarówno do manipulacji przedmiotów, narzędzi, jak i uchwytów narzędziowych, budowa modułowa umożliwiająca łatwą ich rozbudowę. Dzięki wymienionym zaletom manipulatory bramowe uważa się za perspektywiczne, co potwierdza praktyka. W roku 1986 ich udział w istniejących ASO wynosił ok. 20%, a dwa lata później już się podwoił.")
28
Chwytak Istotnym problemem w przypadku manipulatorów bramowych dla przedmiotów obrotowosymetrycznych jest konstrukcja chwytaka. Chwytak musi być tak skonstruowany, aby zapewniał: jednoznaczne i powtarzalne uchwycenie przedmiotu obrabianego, uchwycenie przedmiotu z dostatecznie dużą siłą zacisku, uchwycenie przedmiotu w całym zakresie jego wymiarów gabarytowych Zasada wymiany szczęk chwytaka; 1 - korpus chwytaka, 2 - magazyn szczęk, 3 - szczęka

29
Urządzenia manipulująco–podające w elastycznie zautomatyzowanym montażu

30
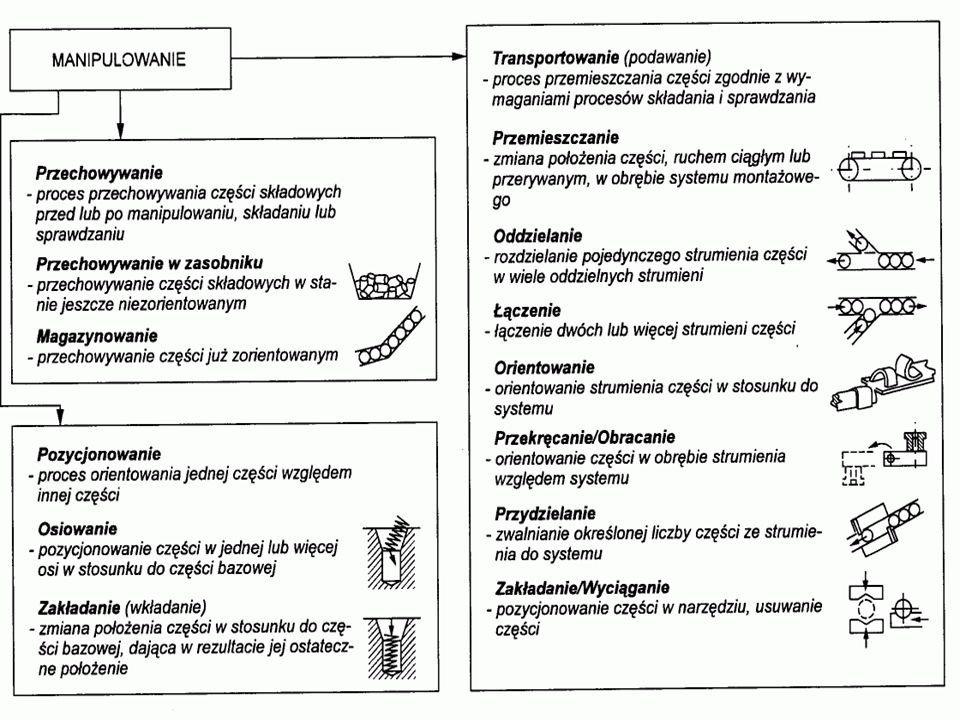
Czynności manipulacyjne przy montażu
Manipulowanie przy montażu można podzielić na: Podawanie; Przechowywanie; Pozycjonowanie;

32
Podawanie Podawanie obejmuje wszystkie ruchy przemieszczające części lub zespoły składowe od miejsca ich składowania do miejsca montażu. Jest procesem pomocniczym, ale ściśle związanym z czynnościami głównymi. Podawanie wykonywane jest za pomocą mechanizmów lub układów podawania, które przeważnie stanowią integralną część maszyn lub systemów montażowych. Podział podawania: Operacyjne (wewnątrz operacji montażu); Międzyoperacyjne (transport do następnej operacji);
; Międzyoperacyjne (transport do następnej operacji);")
33
Czynnościami elementarnymi podawania są:
przemieszczanie polegające na transportowaniu części składowych w obrębie maszyny lub systemu montażowego; oddzielanie lub łączenie części składowych w strumienie części składowych również w obrębie maszyny lub systemu montażowego, orientowanie polegające na określeniu położenia części składowych względem elementów ustawczych maszyny lub systemu montażowego. obracanie części składowych do określonego położenia względem elementów ustawczych maszyny lub systemu montażowego, przydzielanie określonej przez technologię liczby części składowych w określonym czasie, usuwanie zespołu części zmontowanych z przestrzeni montażowej maszyny lub systemu.

34
Przechowywanie w pojemnikach transportowych, w stanie nieuporządkowanym, w kasetach, w stanie częściowo lub całkowicie zorientowanym, w paletach, w stanie częściowo lub całkowicie zorientowanym, w pojemnikach magazynowych, w stanie zorientowanym.

35
Pozycjonowanie Polega na bazowaniu jednej części lub grupy części w urządzeniach ustalających. Klasyfikacja części ze względu na pozycjonowanie rozróżnia powierzchnie cylindryczne, płaskie i mieszane, Pozycjonowanie może następować według: środków symetrii, osi symetrii. osi symetrii i płaszczyzn (powierzchni bazowych) Wyróżnia się osiowanie części składowej w stosunku do osi części bazowej oraz wkładanie części składowej do części bazowej, poprzedzone zmianą położenia części składowej.
 Wyróżnia się osiowanie części składowej w stosunku do osi części bazowej oraz wkładanie części składowej do części bazowej, poprzedzone zmianą położenia części składowej.")
36
Chwytaki stosowane w procesach montażu
Są najbardziej zróżnicowanym konstrukcyjnie zespołem manipulatorów i robotów ze względu na dużą różnorodność masy, kształtu i wymiarów przedmiotów manipulacji. 60 — 70% obecnie zastosowanych manipulatorów i robotów przemysłowych należało skonstruować specjalne chwytaki, a tylko w % przypadków możliwe było wykorzystanie standardowych chwytaków oferowanych przez producentów. Możliwe jest natomiast szerokie wykorzystanie elementów i zespołów znormalizowanych:np.: ustalających i mocujących chwytaki do kiści lub ramienia robota, napędzających szczęki chwytaka (siłowniki, silniki pneumatyczne i hydrauliczne) itd. Przy realizacji zadań transportowych chwytaki wypełniają następujące zadania elementarne: pobierają i chwytają przedmiot w położeniu początkowym, trzymają przedmiot w trakcie przemieszczania, uwalniają przedmiot w miejscu docelowym.
 itd. Przy realizacji zadań transportowych chwytaki wypełniają następujące zadania elementarne: pobierają i chwytają przedmiot w położeniu początkowym, trzymają przedmiot w trakcie przemieszczania, uwalniają przedmiot w miejscu docelowym.")
37
Podział chwytaków Chwytaki centrujące ustalają przedmioty według ich osi symetrii (przedmioty cylindryczne) lub według płaszczyzn symetrii (przedmioty płaskie symetryczne). Chwytaki ustalające jedną powierzchnią przedmiotu zapewniają dokładne ustalenie przedmiotu według jednej wybranej powierzchni tego przedmiotu. Chwytaki utrzymujące niezmienne położenie przedmiotu – chwytają i przemieszczają przedmiot dokładnie w takim położeniu, w jakim znajdował się w momencie chwytania. Chwytaki centrujące i ustalające jedną powierzchnię przedmiotu mają stosunkowo proste konstrukcje, natomiast chwytaki utrzymujące niezmienne położenie przedmiotu mają zwykle konstrukcje bardzo złożone, gdyż muszą być wyposażone w niezależny i odpowiednio zsynchronizowany napęd każdego elementu chwytnego.
 lub według płaszczyzn symetrii (przedmioty płaskie symetryczne). Chwytaki ustalające jedną powierzchnią przedmiotu zapewniają dokładne ustalenie przedmiotu według jednej wybranej powierzchni tego przedmiotu. Chwytaki utrzymujące niezmienne położenie przedmiotu – chwytają i przemieszczają przedmiot dokładnie w takim położeniu, w jakim znajdował się w momencie chwytania. Chwytaki centrujące i ustalające jedną powierzchnię przedmiotu mają stosunkowo proste konstrukcje, natomiast chwytaki utrzymujące niezmienne położenie przedmiotu mają zwykle konstrukcje bardzo złożone, gdyż muszą być wyposażone w niezależny i odpowiednio zsynchronizowany napęd każdego elementu chwytnego.")
38
Praca robota montażowego
Przedstawiony przykład ilustruje zakres czynności, z którymi mamy do czynienia w procesach manipulowania: uchwycenie części, skontrolowanie czy jest ona prawidłowa, zmiana orientacji w przestrzeni do wymaganej pozycji (jeśli taka konieczność zachodzi), połączenie z innymi częściami wyrobu. Urządzenie do wkładania wałka do otworu w korpusie z wymaganą siłą
, połączenie z innymi częściami wyrobu. Urządzenie do wkładania wałka do otworu w korpusie z wymaganą siłą.")
39
Zastosowanie w ramieniu robota elastycznego łącznika z układem tensometrycznym umożliwia kontrolę prawidłowości montażu: czy wałek nie został wsunięty do otworu skośnie i czy pasowanie obu łączonych elementów było prawidłowe.

40
Tendencje rozwojowe i prognozy
wprowadzenie do układów sterowania robotów cech sztucznej inteligencji oraz wiedzy – algorytmy sterowania oparte na zbiorach rozmytych i sieciach neuronowych. rozwijana jest technologia automatycznego rozpoznawania obiektów manipulacji z zastosowaniem komputerowych systemów wizyjnych. Układy widzenia maszynowego połączone z inteligentnymi układami sterowania zapewnić mogą takiemu zrobotyzowanemu stanowisku pełną adaptację do zmieniających się warunków produkcji;

41
Dziękuję za uwagę

42
Literatura Jan Barczyk i inni: Układy podawania w systemach automatycznego montażu OWPW Warszawa 1996; Jan Kosmol: Automatyzacja obrabiarek i obróbki skrawaniem WNT Warszawa 1995; Tadeusz Kowalski i inni: Technologia i automatyzacja montażu maszyn OWPW Warszawa 2000;

Podobne prezentacje














 Bazowanie w technologii maszyn>")

 Projektowanie Procesów i Oprzyrządowania Technologicznego Zasady wyboru baz obróbkowych Przykłady bazowania Typowe sposoby ustalenia.>")



