Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
Logistyka produkcji Dr inż. Jacek Rudnicki Politechnika Wrocławska
Wydział Informatyki i Zarządzania Instytut Organizacji i Zarządzania Zakład Zarządzania Logistycznego PWSZ w Legnicy Wydział Zarządzania i Informatyki

2
Zarządzanie logistyczne w strategii zintegrowanego zarządzania MRPII/ERP
Główne planowanie produkcji i planowanie potrzeb materiałowych (MPS + MRP) Zarządzanie logistyczne w strategii JIT/Lean Production Zarządzanie logistyczne w strategii TOC – zarządzanie ograniczeniami
 Zarządzanie logistyczne w strategii JIT/Lean Production. Zarządzanie logistyczne w strategii TOC – zarządzanie ograniczeniami.")
3
Łańcuch dostaw przedsiębiorstwa
Logistyka produkcji Logistyka produkcji – funkcja zarządzania przepływem dóbr i informacji w procesach produkcji Łańcuch dostaw przedsiębiorstwa DOSTAWCY PRODUKCJA ODBIORCY Logistyka produkcji Logistyka dystrybucji Logistyka zaopatrzenia

4
Logistyka produkcji Zarządzanie logistyczne produkcją
Zarządzanie logistyczne produkcją to koncepcja zarządzania przepływami dóbr i informacji w procesach transformacji (produkcji) oparta na zintegrowanym i systemowym – procesowym ujmowaniu przepływów w funkcjach planowania, organizowania, sterowania i kontrolowania Zarządzanie logistyczne produkcją – podejście zintegrowane i systemowe (czyli procesowe i kompleksowe) w zarządzaniu przepływami materiałowymi i informacyjnymi Zasady zarządzania logistycznego 5W: Właściwy produkt Właściwa ilość Właściwa jakość Właściwe miejsce Właściwy czas
 oparta na zintegrowanym i systemowym – procesowym ujmowaniu przepływów w funkcjach planowania, organizowania, sterowania i kontrolowania. Zarządzanie logistyczne produkcją – podejście zintegrowane i systemowe (czyli procesowe i kompleksowe) w zarządzaniu przepływami materiałowymi i informacyjnymi. Zasady zarządzania logistycznego 5W: Właściwy produkt. Właściwa ilość. Właściwa jakość. Właściwe miejsce. Właściwy czas.")
5
Racjonalizacja przepływu materiałów
PRZEDSIĘBIORSTWO Wielkość przepływu Czas przepływu Zakupy Sprzedaż Racjonalizacja przepływu – minimalizacja wielkości i czasu przepływu Korzyść uzyskana z zamawiania właściwych materiałów, we właściwych ilościach i we właściwym czasie Czas realizacji

6
Ewolucje orientacji gospodarczych
„Wczoraj” Rynek producenta (era masowej produkcji) produkcyjna koncepcja zarządzania zasada „wytwórz produkt i poszukaj nabywcę” IM WIĘCEJ, TYM LEPIEJ „Dzisiaj” Rynek konsumenta (era masowego marketingu) marketingowa koncepcja zarządzania zasada „znajdź nabywcę i wytwarzaj według jego życzeń” 5W
 produkcyjna koncepcja zarządzania. zasada. „wytwórz produkt i poszukaj nabywcę IM WIĘCEJ, TYM LEPIEJ. „Dzisiaj Rynek konsumenta (era masowego marketingu) marketingowa koncepcja zarządzania. zasada. „znajdź nabywcę i wytwarzaj według jego życzeń 5W.")
7
Orientacje zarządzania przedsiębiorstwem
Zarządzanie współczesnym przedsiębiorstwem wymaga pogodzenia sprzecznych orientacji Orientacja rynkowa Orientacja efektywnościowa Wysoki poziom obsługi klientów SKUTECZNOŚĆ Utrzymanie wysokiej rentowności EFEKTYWNOŚĆ SPRZECZNOŚĆ zwiększone koszty niskie koszty

8
Zmiana preferencji rynkowych
Dominacje w konkurencji Lata 70-te CENA PRODUKTÓW Lata 80-te JAKOŚĆ PRODUKTÓW Lata 90-te SZYBKOŚĆ DOSTAW JAKOŚĆ PRODUKTÓW (typu, wykonania) – przewaga w jakości NIEZAWODNOŚC DOSTAW (ilość, termin) – przewaga w pewności ELASTYCZNOŚĆ DOSTAW (rodzaj, ilość, termin) – przewaga w zmienności SZYBKOŚĆ DOSTAW – przewaga w dostępności CENA (KOSZT) – przewaga w produktywności
 – przewaga w jakości. NIEZAWODNOŚC DOSTAW (ilość, termin) – przewaga w pewności. ELASTYCZNOŚĆ DOSTAW (rodzaj, ilość, termin) – przewaga w zmienności. SZYBKOŚĆ DOSTAW – przewaga w dostępności. CENA (KOSZT) – przewaga w produktywności.")
9
Środowisko produkcyjne
ŚRODOWISKO PRODUKCYJNE relacja typu „przedsiębiorstwo - klient” ŚRODOWISKA KLASYCZNE PRODUKCJA NA MAGAZYN PRODUKCJA NA ZAMÓWIENIE FIRMA dostawca KLIENT odbiorca FIRMA dostawca KLIENT odbiorca Produkty standardowe standaryzacja Brak wpływu klienta na ostateczną postać produktu Produkcja powtarzalna (masowa, wielkoseryjna) Produkty zorientowane na klienta indywidualizacja Duży zakres wpływu klienta na ostateczną postać produktu Produkcja niepowtarzalna (jednostkowa, małoseryjna) „SPRZEDAWANIE TEGO, CO SIĘ WYPRODUKOWAŁO” „WYTWARZANIE TEGO, CO SIĘ FORMALNIE SPRZEDAŁO”
 Produkty zorientowane na klienta. indywidualizacja. Duży zakres wpływu klienta na ostateczną postać produktu. Produkcja niepowtarzalna (jednostkowa, małoseryjna) „SPRZEDAWANIE TEGO, CO SIĘ WYPRODUKOWAŁO „WYTWARZANIE TEGO, CO SIĘ FORMALNIE SPRZEDAŁO")
10
Współczesne środowiska produkcyjne
FAZA PRODUKCJI FAZA DYSTRYBUCJI KONSTRUKCJA NA ZAMÓWIENIE - KNZ Engineer to Order - ETO PRODUKCJA NA ZAMÓWIENIE - PNZ Make to Order - MTO MONTAŻ NA ZAMÓWIENIE - MNZ Assemble to Order - ATO PRODUKCJA NA MAGAZYN - PNM Make to Stock - MTS WYKOŃCZENIE NA ZAMÓWIENIE Finish to Order - FTO KOMPLETOWANIE NA ZAMÓWIENIE Kit to Order - KTO PAKOWANIE NA ZAMÓWIENIE Wrapp to Order - WTO

11
Punkt oddziaływania zamówienia klienta
Customer Order Decoupling Point D O S T A W C Y K L I E N PNM MNZ PNZ KNZ Produkcja oparta o prognozy standardowa Produkcja oparta o zamówienia zorientowana na klienta

12
Środowisko produkcyjne a konkurencyjność
D O S T A W C Y K L I E N C PNM MNZ PNZ KNZ Wzrost elastyczności dostaw Wzrost szybkości dostaw Wzrost efektywności wytwarzania

13
Cele zarządzania produkcją
Cele rynkowe Cele produkcyjne

14
Orientacja efektywnościowa - preferencje
Dlaczego zapasy ? - zmiana w strukturze kosztów wytwarzania Zapasy - jeden z najkosztowniejszych aktywów przedsiębiorstw Współczesne podejścia w zarządzaniu produkcją KONCEPCJE LOGISTYCZNE „postawić do dyspozycji odpowiednie materiały, we właściwej ilości, o odpowiedniej jakości, we właściwym miejscu i czasie”

15
ZAPASY W ZARZĄDZANIU PRODUKCJĄ - UJĘCIE LOGISTYCZNE
Zarządzanie zapasami Funkcja zarządzania produkcją kształtująca ilościowo-czasowe parametry przepływów materiałowych ZAPASY W ZARZĄDZANIU PRODUKCJĄ - UJĘCIE LOGISTYCZNE D O S T A W C Y Zarządzanie produkcją K L I E N C Zarządzanie zapasami Zaopatrzenie Sprzedaż Produkcja elementów Montaż wyrobów Zapasy kupowane Zapasy sprzedawane Zapasy przetwarzane

16
Zapasy a kapitał obrotowy

17
Determinanty poziomu zapasu
Parametr ilościowy (wielkość przepływu) Parametr czasowy (szybkość przepływu) SERIA / PARTIA Ilość materiałów przebywanych w przedsiębiorstwie CZAS REALIZACJI Czas przebywania materiałów w przedsiębiorstwie ZAPAS Ilość i czas przebywania materiałów w przedsiębiorstwie Ilość Produkcja Czas zużycia zapasu Q1 Q1 Ilość Zapas średni Czas Q2 Czas Q2 Zakupy Q1 Zapas średni Q2 Czas Czas zużycia zapasu Q1 Czas Q2
 Parametr czasowy (szybkość przepływu) SERIA / PARTIA. Ilość materiałów przebywanych w przedsiębiorstwie. CZAS REALIZACJI. Czas przebywania materiałów w przedsiębiorstwie. ZAPAS. Ilość i czas przebywania materiałów w przedsiębiorstwie. Ilość. Produkcja. Czas zużycia zapasu Q1. Q1. Ilość. Zapas średni. Czas. Q2. Czas Q2. Zakupy. Q1. Zapas średni. Q2. Czas. Czas zużycia zapasu Q1. Czas Q2.")
18
Zależność parametrów przepływu
Parametr ilościowy (wielkość przepływu) Parametr czasowy (szybkość przepływu) SERIA / PARTIA Ilość materiałów przebywanych w przedsiębiorstwie CZAS REALIZACJI Czas przebywania materiałów w przedsiębiorstwie ZAPAS Ilość i czas przebywania materiałów w przedsiębiorstwie Ilość Q1 Sprzedaż Zapas średni Q2 Czas Czas realizacji
 Parametr czasowy (szybkość przepływu) SERIA / PARTIA. Ilość materiałów przebywanych w przedsiębiorstwie. CZAS REALIZACJI. Czas przebywania materiałów w przedsiębiorstwie. ZAPAS. Ilość i czas przebywania materiałów w przedsiębiorstwie. Ilość. Q1. Sprzedaż. Zapas średni. Q2. Czas. Czas realizacji.")
19
Wskaźnik rotacji zapasów
SPRZEDAŻ (OBRÓT) WRZ = ZAPAS ŚREDNI [w razach] ZAPAS ŚREDNI · LICZBA DNI W OKRESIE WRZ = SPRZEDAŻ (OBRÓT) [w dniach]
 WRZ = ZAPAS ŚREDNI. [w razach] ZAPAS ŚREDNI · LICZBA DNI W OKRESIE. WRZ = SPRZEDAŻ (OBRÓT) [w dniach]")
20
Współczesne strategie logistycznego zarządzania produkcją
MRPII/ERP – strategia zintegrowanego zarządzania produkcją JIT/Lean Production – strategia odchudzonej produkcji OPT/TOC – strategia zarządzania ograniczeniami

21
Planowanie produkcji w przedsiębiorstwie
Przebieg działań planistycznych i sterujących Plan strategiczny Plan sprzedaży i produkcji (zagregowany) Główny plan produkcji (MPS) Plan potrzeb materiałowych Nabywanie Sterowanie produkcją Kontrola wejścia/wyjścia Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów Plan Realizacja Popyt Prognozy Zamówienia Zasoby
 Główny plan produkcji (MPS) Plan potrzeb materiałowych. Nabywanie. Sterowanie produkcją. Kontrola wejścia/wyjścia. Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów. Plan. Realizacja. Popyt. Prognozy. Zamówienia. Zasoby.")
22
Planowanie sprzedaży i produkcji Sales and Operations Planning (SOP)
Planowanie sprzedaży i operacji (produkcji) – proces realizowany przez kierownictwo wysokiego szczebla, które co miesiąc ocenia zaktualizowane, podzielone na okresy prognozy podaży, popytu i wyników finansowych Proces decyzyjny planowania i koordynowania decyzji i działań dotyczących łańcucha dostaw przedsiębiorstwa w średnim okresie 4-12 miesięcy Celem SOP jest znalezienie kompromisu w ramach jednego planu operacyjnego, określającego sposób podziału najważniejszych zasobów – ludzi, zdolności produkcyjnej, materiałów, czasu i pieniędzy, który umożliwi efektywne i skuteczne zaspokojenie potrzeb rynku i wypracowanie zysku SOP określa, jak organizacja powinna wykorzystać swoją zdolność produkcyjną w celu zaspokojenia oczekiwanego popytu
 – proces realizowany przez kierownictwo wysokiego szczebla, które co miesiąc ocenia zaktualizowane, podzielone na okresy prognozy podaży, popytu i wyników finansowych. Proces decyzyjny planowania i koordynowania decyzji i działań dotyczących łańcucha dostaw przedsiębiorstwa w średnim okresie 4-12 miesięcy. Celem SOP jest znalezienie kompromisu w ramach jednego planu operacyjnego, określającego sposób podziału najważniejszych zasobów – ludzi, zdolności produkcyjnej, materiałów, czasu i pieniędzy, który umożliwi efektywne i skuteczne zaspokojenie potrzeb rynku i wypracowanie zysku. SOP określa, jak organizacja powinna wykorzystać swoją zdolność produkcyjną w celu zaspokojenia oczekiwanego popytu.")
23
Zagregowane planowanie produkcji
Wchodzi w skład SOP Cel: opracowanie planu produkcji, który umożliwi zaspokojenie zagregowanego popytu, będzie realnym, wykonalnym ze względu na ograniczone zasoby (zdolność produkcyjna, ludzie, materiały, czas, pieniądze), będzie charakteryzował się możliwie najniższymi kosztami realizacji. Dane do opracowania planu produkcji Plan strategiczny (jakie produkty, jakie procesy, jaka zdolność produk.) Prognoza popytu, plan sprzedaży, zamówienia klientów Aktualny poziom produkcji Zasoby: wyposażenie, zatrudnienie, materiały Aktualne stany zapasów Opcje decyzyjne (zapasy, dodatkowe zmiany, nadgodziny, podwykonawstwo, zwalnianie/ zatrudnianie, zaległe zamówienia, Koszty Przyjęta strategia zaspokajania popytu
, będzie charakteryzował się możliwie najniższymi kosztami realizacji. Dane do opracowania planu produkcji. Plan strategiczny (jakie produkty, jakie procesy, jaka zdolność produk.) Prognoza popytu, plan sprzedaży, zamówienia klientów. Aktualny poziom produkcji. Zasoby: wyposażenie, zatrudnienie, materiały. Aktualne stany zapasów. Opcje decyzyjne (zapasy, dodatkowe zmiany, nadgodziny, podwykonawstwo, zwalnianie/ zatrudnianie, zaległe zamówienia, Koszty. Przyjęta strategia zaspokajania popytu.")
24
PLAN SPRZEDAŻY I PRODUKCJI W BIZNES PLANIE
STRUKTURA BIZNES PLANU PLAN TECHNICZNO EKONOMICZNY CZĘŚĆ TECHNICZNA CZĘŚĆ EKONOMICZNA PROGNOZY PLAN SPRZEDAŻY PLAN PRZYCHODÓW ZAMÓWIENIA PLAN PRODUKCJI PLAN ZAOPATRZENIA PLAN PLAN WYNIKÓW FINANSOWY PLAN ZATRUDNIENIA PLAN INWESTYCJI I REMONTÓW PLAN WYDATKÓW INNE PLANY FUNKCJONAL NE

25
Zagregowane planowanie produkcji Cechy
Poziom planowania – planowanie taktyczne, średniookresowe (roczne) Charakter planowania – planowanie postępowo – ciągłe (kroczące) Przedmiot planowania – produkt finalny lub rodziny produktów finalnych Jednostki – umowne jednostki zagregowane (sztuki wyrobu finalnego, metry, tony, litry i inne) Horyzont planowania – okres od 4 do 12 miesięcy (1 rok) Okres planistyczny – miesiąc, kwartał
 Charakter planowania – planowanie postępowo – ciągłe (kroczące) Przedmiot planowania – produkt finalny lub rodziny produktów finalnych. Jednostki – umowne jednostki zagregowane (sztuki wyrobu finalnego, metry, tony, litry i inne) Horyzont planowania – okres od 4 do 12 miesięcy (1 rok) Okres planistyczny – miesiąc, kwartał.")
26
Parametry planowania produkcji
POZIOM PLANOWANIA PRZEDMIOT rodzina wyrobów wyrób element serwisowy element (składnik) operacja technologiczna lub montażowa HORYZONT < 1 miesiąc < 6 miesiąc OKRES miesiąc (kwartał) dzień zmiana godzina Harmonogramowanie produkcji Planowanie potrzeb materiałowych Sterowanie produkcją (harmonogramy szczegółowe warsztatowe) tydzień (miesiąc) tydzień (dzień) PODMIOT zakład prod. wydział stanowisko organizacja 1 rok Planowanie produkcji
 operacja technologiczna. lub montażowa. HORYZONT. < 1 miesiąc. < 6 miesiąc. OKRES. miesiąc. (kwartał) dzień. zmiana. godzina. Harmonogramowanie produkcji. Planowanie potrzeb materiałowych. Sterowanie produkcją (harmonogramy szczegółowe warsztatowe) tydzień (miesiąc) tydzień. (dzień) PODMIOT. zakład prod. wydział. stanowisko. organizacja. 1 rok. Planowanie produkcji.")
27
Zagregowane planowanie produkcji
Efekty dobrego planowania produkcji Osiąganie celów i strategii przedsiębiorstwa odzwierciedlonych w planie strategicznym Ustalanie kompromisu między działem produkcji, marketingu (sprzedaży), finansowym, zasobów ludzkich, dostawcami, firmami transportowymi Racjonalne gospodarowanie zasobami Podstawa ustalania właściwego Głównego planu produkcji Podstawa koordynacji działań partnerów z łańcucha dostaw
, finansowym, zasobów ludzkich, dostawcami, firmami transportowymi. Racjonalne gospodarowanie zasobami. Podstawa ustalania właściwego Głównego planu produkcji. Podstawa koordynacji działań partnerów z łańcucha dostaw.")
28
Zagregowane planowanie produkcji Strategie planowania i zaspokajania popytu
Zadanie wyższego kierownictwa w ramach SOP: zaspokoić zagregowany popyt po jak najniższych kosztach poprzez manipulowanie zestawem i wielkością opcji decyzyjnych W celu ustalenia hierarchii stosowanych opcji decyzyjnych ustala się strategię zaspokajania popytu Rodzaje strategii: STRATEGIE AKTYWNE STRATEGIE PASYWNE STRATEGIA CZYSTA STRATEGIA MIESZANA STRATEGIE AKTYWNE (Active Strategies) Wykorzystanie opcji zmian modelu popytu (sfera marketingu) STRATEGIE PASYWNE (Passive Strategies) Wykorzystanie opcji zmian modelu zdolności produkcyjnej (sfera produkcji) STRATEGIA CZYSTA (Pure Strategy) Wykorzystanie tylko jednej opcji decyzyjnej STRATEGIA MIESZANA (Mixed Strategy) Kombinacja kilku opcji decyzyjnych
 Wykorzystanie opcji zmian modelu popytu (sfera marketingu) STRATEGIE PASYWNE (Passive Strategies) Wykorzystanie opcji zmian modelu zdolności produkcyjnej (sfera produkcji) STRATEGIA CZYSTA (Pure Strategy) Wykorzystanie tylko jednej opcji decyzyjnej. STRATEGIA MIESZANA (Mixed Strategy) Kombinacja kilku opcji decyzyjnych.")
29
Modele popytu Popyt stabilny (bez trendu)
Czas Popyt stabilny (bez trendu) Popyt stabilny (trend rosnący) Popyt stabilny (trend malejący) Popyt stabilny (sezonowy)
 Popyt stabilny (trend rosnący) Popyt stabilny (trend malejący) Popyt stabilny (sezonowy)")
30
Popyt a zdolność produkcyjna (podaż)
UJĘCIE STATYCZNE Popyt średni w horyzoncie planowania Czas Przypadek B P ZP P ZP Przypadek C P ZP WARUNEK KONIECZNY BILANSOWANIA P ZP w horyzoncie planowania Przypadek A P = ZP popyt zdolność produkcyjna

31
Popyt a zdolność produkcyjna (podaż)
UJĘCIE DYNAMICZNE Popyt średni w okresach planowania P ZP Czas popyt zdolność produkcyjna WARUNEK WYSTARCZAJĄCY BILANSOWANIA P ZP w okresach planowania

32
Opcje decyzyjne planowania
OPCJE MARKETINGU CEL - zmiana modelu popytu różnicowanie cen różnicowanie reklamy zaległe zamówienia kształtowanie popytu uzupełniającego OPCJE PRODUKCJI CEL - zmiana modelu zdolności produkcyjnej (podaży) zatrudnianie/zwalnianie nadgodziny/skrócony czas pracy pracownicy sezonowi zapasy podzlecanie (podwykonawstwo) ZALETY - niższe koszty w relacji z opcjami produkcji - lepsze (bardziej równomierne) wykorzystanie zdolności produkcyjnej WADY - utrata potencjalnych zysków w „szczytowych” okresach popytu - spadek poziomu obsługi (prestiż firmy) ZALETY - dodatkowe zyski w „szczytowych” okresach popytu - wzrost poziomu obsługi (prestiż firmy) WADY - wyższe koszty w relacji z opcjami marketingu - gorsze (nierównomierne) wykorzystanie zdolności produkcyjnej
 zatrudnianie/zwalnianie. nadgodziny/skrócony czas pracy. pracownicy sezonowi. zapasy. podzlecanie (podwykonawstwo) ZALETY. - niższe koszty w relacji z opcjami produkcji. - lepsze (bardziej równomierne) wykorzystanie zdolności produkcyjnej. WADY. - utrata potencjalnych zysków w „szczytowych okresach popytu. - spadek poziomu obsługi (prestiż firmy) ZALETY. - dodatkowe zyski w „szczytowych okresach popytu. - wzrost poziomu obsługi (prestiż firmy) WADY. - wyższe koszty w relacji z opcjami marketingu. - gorsze (nierównomierne) wykorzystanie zdolności produkcyjnej.")
33
STRATEGIE PLANOWANIA I ZASPOKAJANIA POPYTU
Strategie pasywne Strategia poziom zdolności produkcyjnej (Level Capacity) Produkcja na stałym poziomie zdolności produkcyjnej w nominalnym czasie, wykorzystywanie zapasów dla zaspokojenia popytu. Podstawowa zasada – stały poziom zatrudnienia. Dopuszcza się zapasy i zaległe zamówienia Zalety: stały spływ produkcji i równomierne zapotrzebowanie na materiały, minimalne koszty rekrutacji i szkolenia, mała liczba nadgodzin i małe koszty przestojów, zadowolenie i dobre morale pracowników oraz równomierne i stabilne wykorzystanie maszyn i urządzeń Strategia dostosowawcza – pogoń za popytem (Chase Demand) Zmiany poziomu zatrudnienia dla zrównoważenia popytu i podaży przy zasadzie nie produkowania na zapas Zalety: znikome koszty utrzymywania zapasów lub ich brak Wady: brak stabilności w produkcji i atmosfera pracy w rytmie popytu Zastosowanie: przedsiębiorstwa usługowe, w warunkach sezonowości popytu Strategia mieszana Kombinacja wielu opcji decyzyjnych obu strategii bez wyróżniania wiodącej opcji Zalety: duża elastyczność w zaspokajaniu nieregularnego popytu, możliwość eksperymentowania z wieloma różnymi podejściami Wady: brak dominującej jednej zmiennej może prowadzić do nieusystematyzowanego podejścia i braku zrozumienia strategii przez zatrudnionych STRATEGIA RÓWNOMIERNEGO POZIOMU PRODUKCJI STRATEGIA PRODUKCJI DLA POPYTU (Produce to Demand) STRATEGIA MIESZANA (Mixed Strategy)
 Produkcja na stałym poziomie zdolności produkcyjnej w nominalnym czasie, wykorzystywanie zapasów dla zaspokojenia popytu. Podstawowa zasada – stały poziom zatrudnienia. Dopuszcza się zapasy i zaległe zamówienia. Zalety: stały spływ produkcji i równomierne zapotrzebowanie na materiały, minimalne koszty rekrutacji i szkolenia, mała liczba nadgodzin i małe koszty przestojów, zadowolenie i dobre morale pracowników oraz równomierne i stabilne wykorzystanie maszyn i urządzeń. Strategia dostosowawcza – pogoń za popytem (Chase Demand) Zmiany poziomu zatrudnienia dla zrównoważenia popytu i podaży przy zasadzie nie produkowania na zapas. Zalety: znikome koszty utrzymywania zapasów lub ich brak. Wady: brak stabilności w produkcji i atmosfera pracy w rytmie popytu. Zastosowanie: przedsiębiorstwa usługowe, w warunkach sezonowości popytu. Strategia mieszana. Kombinacja wielu opcji decyzyjnych obu strategii bez wyróżniania wiodącej opcji. Zalety: duża elastyczność w zaspokajaniu nieregularnego popytu, możliwość eksperymentowania z wieloma różnymi podejściami. Wady: brak dominującej jednej zmiennej może prowadzić do nieusystematyzowanego podejścia i braku zrozumienia strategii przez zatrudnionych. STRATEGIA RÓWNOMIERNEGO POZIOMU PRODUKCJI. STRATEGIA PRODUKCJI DLA POPYTU (Produce to Demand) STRATEGIA MIESZANA (Mixed Strategy)")
34
STRATEGIA POZIOM ZDOLNOŚCI PRODUKCYJNEJ Produkcja równomierna
PS PP Czas PP PS Plan produkcji Plan sprzedaży Profil zapasów Czas Zdolność produkcyjna Nominalna Wykorzystana

35
STRATEGIA POGOŃ ZA POPYTEM Produkcja dla popytu
Czas PS PP PP = PS Plan produkcji Plan sprzedaży Profil zapasów Czas Zdolność produkcyjna Nominalna Wykorzystana

36
METODY ZAGREGOWANEGO PLANOWANIA PRODUKCJI
METODY NIEFORMALNE manualne METODY FORMALNE matematyczne Metoda „prób i błędów” procedury manualne Sformalizowane procedury wykorzystujące szereg metod (technik) matematycznych programowanie liniowe programowanie dynamiczne programowanie celu techniki heurystyczne modele symulacyjne i inne ZALETY - zrozumiałość i prostota stosowania - nie wymaga wysokich kwalifikacji planistów WADY - brak gwarancji rozwiązania optymalnego (nie tworzy optymalnej strategii planowania, ale pomaga ocenić i wybrać strategię najodpowiedniejszą) ZALETY - gwarancja rozwiązania optymalnego WADY - złożoność oferowanych algorytmów - duża pracochłonność obliczeń - wysokie kwalifikacje użytkowników - ograniczenia przyjmowanych założeń
 matematycznych. programowanie liniowe. programowanie dynamiczne. programowanie celu. techniki heurystyczne. modele symulacyjne i inne. ZALETY. - zrozumiałość i prostota stosowania. - nie wymaga wysokich kwalifikacji planistów. WADY. - brak gwarancji rozwiązania optymalnego (nie tworzy optymalnej strategii planowania, ale pomaga ocenić i wybrać strategię najodpowiedniejszą) ZALETY. - gwarancja rozwiązania optymalnego. WADY. - złożoność oferowanych algorytmów. - duża pracochłonność obliczeń. - wysokie kwalifikacje użytkowników. - ograniczenia przyjmowanych założeń.")
37
(technika prób i błędów) – oparte na doświadczeniu planistów
METODY NIEFORMALNE (technika prób i błędów) – oparte na doświadczeniu planistów Procedura planowania przy podejściu nieformalnym Określenie prognozy zagregowanego popytu w każdym okresie planowania Określenie zdolności produkcyjnej w każdym okresie (czasu nominalnego, nadgodzin, podwykonawstwa) Ustalenie dopuszczalnych opcji decyzyjnych i ich kosztów jednostkowych Opracowanie alternatywnych planów i ich ocena kosztowa Wybór planu najkorzystniejszego i satysfakcjonującego cele firmy (gdy brak takiego planu powrót do punktu 4) Metoda tabelaryczno-graficzna Wykorzystanie techniki arkusza kalkulacyjnego (EXCEL) Wykorzystanie wykresów dynamiki popytu, produkcji i zapasów P PP Rozkład z okresu na okres P PP Rozkład skumulowany (narastający) Popyt Plan produkcji Plan produkcji Popyt Czas Czas
 – oparte na doświadczeniu planistów. Procedura planowania przy podejściu nieformalnym. Określenie prognozy zagregowanego popytu w każdym okresie planowania. Określenie zdolności produkcyjnej w każdym okresie (czasu nominalnego, nadgodzin, podwykonawstwa) Ustalenie dopuszczalnych opcji decyzyjnych i ich kosztów jednostkowych. Opracowanie alternatywnych planów i ich ocena kosztowa. Wybór planu najkorzystniejszego i satysfakcjonującego cele firmy (gdy brak takiego planu powrót do punktu 4) Metoda tabelaryczno-graficzna. Wykorzystanie techniki arkusza kalkulacyjnego (EXCEL) Wykorzystanie wykresów dynamiki popytu, produkcji i zapasów. P PP. Rozkład z okresu na okres. P PP. Rozkład skumulowany. (narastający) Popyt. Plan produkcji. Plan produkcji. Popyt. Czas. Czas.")
38
METODY FORMALNE Metody matematyczne oparte na rachunku optymalizacyjnym Programowanie liniowe Algorytm transportowy Technika macierzy transportowej Modele symulacyjne Wykorzystanie oprogramowanego modelu planowania produkcji dla wybranej strategii Stan aktualny poziom produkcji poziom zatrudnienia poziom zapasów Ograniczenia zdolności produkcyjnej nominalny czas pracy dodatkowe zmiany nadgodziny podwykonawstwo wyposażenie dostawców Materiały Prognoza popytu sprzedaży Funkcja planowania produkcji Plan produkcji poziom produkcji poziom zatrudnienia poziom zapasów

39
Technika graficzno - tabelaryczna (przykład)
PODAŻ Zdolność produkcyjna Nominalna = 300 szt./m-c Nadgodziny = 75 szt./m-c Podzlecanie = 50 szt./m-c Zapas początkowy = 0 szt. 500 RAZEM 1.800 Okres planowania (miesiąc) Prognoza popytu [szt.] 200 06 05 04 03 02 01 300 400 KOSZTY Produkcji w czasie nominalnym = 20 zł/szt. Produkcji w nadgodzinach = 30 zł/szt. Podzlecania = 40 zł/szt. Zapasów = 7 zł/szt./m-c Niedoborów = 50 zł/szt./m-c Zatrudniania = 35 zł/szt. Zwalniania = 35 zł/szt. Czas P ZP popyt zdolność produkcyjna
 Prognoza popytu [szt.] KOSZTY. Produkcji w czasie nominalnym = 20 zł/szt. Produkcji w nadgodzinach = 30 zł/szt. Podzlecania = 40 zł/szt. Zapasów = 7 zł/szt./m-c. Niedoborów = 50 zł/szt./m-c. Zatrudniania = 35 zł/szt. Zwalniania = 35 zł/szt. Czas. P. ZP. popyt. zdolność produkcyjna.")
40
Plan A - produkcja równomierna
PODAŻ [szt.] Okres planowania POPYT [szt.] Nominalna Zapasy Niedobory Styczeń 200 300 400 1.800 500 300 100 Luty 300 200 Marzec 300 200 Kwiecień 300 100 Maj 300 100 Czerwiec 300 100 RAZEM [szt.] 1.800 700 100 KOSZTY CZĄSTKOWE [zł] 36.000 4.900 5.000 KOSZT CAŁKOWITY = zł

41
Plan B - produkcja dla popytu
PODAŻ [szt.] Okres planowania POPYT [szt.] Nominalna Zatrudnianie Zwalnianie Zapasy Styczeń 200 200 100 Luty 200 200 Marzec 300 300 100 Kwiecień 400 400 100 Maj 500 500 100 Czerwiec 200 200 300 RAZEM [szt.] 1.800 1.800 300 400 KOSZTY CZĄSTKOWE [zł] 36.000 10.500 13.500 KOSZT CAŁKOWITY = zł

42
Plan C - strategia mieszana
PODAŻ [szt.] Okres planowania POPYT [szt.] Nominalna Nadgodziny Podzlecanie Zapasy Styczeń 200 300 400 1.800 500 300 1.800 36.000 100 Luty 200 Marzec 200 Kwiecień 100 Maj 75 25 Czerwiec 100 RAZEM [szt.] 75 25 700 KOSZTY CZĄSTKOWE [zł] 2.250 1.000 4.900 KOSZT CAŁKOWITY = zł

43
Planowanie sprzedaży i produkcji (SOP) Integracja procesu SOP w łańcuchu dostaw
W procesie SOP należy uwzględnić wpływ realizacji planu na jednostki funkcjonalne firmy oraz na podmioty zewnętrzne – partnerów przedsiębiorstwa z łańcucha dostaw Koordynacja planów w łańcuchu dostaw: Zwiększa całkowitą produktywność łańcucha dostaw (obniża koszty) Eliminuje niepewność Poprawia synchronizację działań partnerów SOP Dostawca I rzędu SOP Przedsiębiorstwo SOP Klient SOP Dostawca II rzędu Informacje płyną w dół i w górę ł.d. Partnerzy na podstawie SOP firmy mogą zaplanować własne działania (unikają prognozowania niepewnego popytu) Informacja o zwiększeniu zdolności produkcyjnej dostawcy jest bardzo przydatna w procesie SOP przedsiębiorstwa
 Eliminuje niepewność. Poprawia synchronizację działań partnerów. SOP Dostawca I rzędu. SOP Przedsiębiorstwo. SOP Klient. SOP Dostawca II rzędu. Informacje płyną w dół i w górę ł.d. Partnerzy na podstawie SOP firmy mogą zaplanować własne działania (unikają prognozowania niepewnego popytu) Informacja o zwiększeniu zdolności produkcyjnej dostawcy jest bardzo przydatna w procesie SOP przedsiębiorstwa.")
44
Planowanie sprzedaży i produkcji Sales and Operations Planning (SOP)
Planowanie sprzedaży i operacji (produkcji) – proces realizowany przez kierownictwo wysokiego szczebla, które co miesiąc ocenia zaktualizowane, podzielone na okresy zagregowane prognozy podaży, popytu i wyników finansowych Proces decyzyjny planowania i koordynowania decyzji i działań dotyczących łańcucha dostaw przedsiębiorstwa w średnim okresie 4-12 miesięcy Celem SOP jest znalezienie kompromisu w ramach jednego planu operacyjnego, określającego sposób podziału najważniejszych zasobów – ludzi, zdolności produkcyjnej, materiałów, czasu i pieniędzy, który umożliwi efektywne i skuteczne zaspokojenie potrzeb rynku i wypracowanie zysku SOP określa, jak organizacja powinna wykorzystać swoją zdolność produkcyjną w celu zaspokojenia oczekiwanego popytu
 – proces realizowany przez kierownictwo wysokiego szczebla, które co miesiąc ocenia zaktualizowane, podzielone na okresy zagregowane prognozy podaży, popytu i wyników finansowych. Proces decyzyjny planowania i koordynowania decyzji i działań dotyczących łańcucha dostaw przedsiębiorstwa w średnim okresie 4-12 miesięcy. Celem SOP jest znalezienie kompromisu w ramach jednego planu operacyjnego, określającego sposób podziału najważniejszych zasobów – ludzi, zdolności produkcyjnej, materiałów, czasu i pieniędzy, który umożliwi efektywne i skuteczne zaspokojenie potrzeb rynku i wypracowanie zysku. SOP określa, jak organizacja powinna wykorzystać swoją zdolność produkcyjną w celu zaspokojenia oczekiwanego popytu.")
45
Punkt ingerencji klienta w konfigurację wyrobu
Customer Order Decoupling Point D O S T A W C Y Montaż zespołów Montaż wyrobów Produkcja części Zaopatrzenie K L I E N C PNM MNZ PNZ KNZ Produkcja oparta o prognozy standardowa Produkcja oparta o zamówienia zorientowana na klienta

46
ZAPASY W ZARZĄDZANIU PRODUKCJĄ - UJĘCIE LOGISTYCZNE
Zarządzanie zapasami Funkcja zarządzania produkcją kształtująca ilościowo-czasowe parametry przepływów materiałowych ZAPASY W ZARZĄDZANIU PRODUKCJĄ - UJĘCIE LOGISTYCZNE D O S T A W C Y Zarządzanie produkcją K L I E N C Zarządzanie zapasami Zaopatrzenie Sprzedaż Produkcja elementów Montaż wyrobów Zapasy kupowane Zapasy sprzedawane Zapasy przetwarzane

48
Klasyczne systemy sterowania zapasami
SYSTEMY WIELOOKRESOWE (cykliczne uzupełnianie zapasów) SYSTEM: STAŁA WIELKOŚĆ ZAMÓWIENIA ZASADY prognozowany charakter popytu zasada uzupełniania zapasu SYSTEM: STAŁY OKRES ZAMAWIANIA SYSTEMY JEDNOOKRESOWE MODEL JEDNEGO OKRESU (Newsboy Problem) ZASADY prognozowany charakter popytu planowanie na jeden okres
 SYSTEM: STAŁA WIELKOŚĆ ZAMÓWIENIA. ZASADY. prognozowany charakter popytu. zasada uzupełniania zapasu. SYSTEM: STAŁY OKRES ZAMAWIANIA. SYSTEMY JEDNOOKRESOWE. MODEL JEDNEGO OKRESU (Newsboy Problem) ZASADY. prognozowany charakter popytu. planowanie na jeden okres.")
49
System: stała wielkość zamówienia - SWZ
Fixed Order Quantity System (zasada R, Q) ZAŁOŻENIA Wielkość zamówienia - stała Okres (cykl) zamawiania - zmienny Ciągła kontrola stanów zapasów ILE ZAMAWIAĆ / ZLECAĆ ? (modele wielkości zamówienia) STAŁA WIELKOŚĆ ZAMÓWIENIA Wielkość zamówienia ustalana arbitralnie (np. dostawa 1 palety = 1000 sztuk) Fixed Order Quantity - FOQ EKONOMICZNA WIELKOŚĆ ZAMÓWIENIA Economic Order Quantity Model - EOQ
 ZAŁOŻENIA. Wielkość zamówienia - stała. Okres (cykl) zamawiania - zmienny. Ciągła kontrola stanów zapasów. ILE ZAMAWIAĆ / ZLECAĆ (modele wielkości zamówienia) STAŁA WIELKOŚĆ ZAMÓWIENIA. Wielkość zamówienia ustalana arbitralnie (np. dostawa 1 palety = 1000 sztuk) Fixed Order Quantity - FOQ. EKONOMICZNA WIELKOŚĆ ZAMÓWIENIA. Economic Order Quantity Model - EOQ.")
50
Model ekonomicznej wielkości zamówienia
Economic Order Quantity Model - EOQ ZAŁOŻENIA MODELU Popyt na zapas jest znany i stały Czas dostawy (realizacji zamówienia) jest znany i stały Uzupełnianie zapasu jest natychmiastowe Występują tylko zmienne koszty zamawiania i utrzymania zapasu Oznaczenia PARAMETRY ILOŚCIOWE Q - wielkość zamówienia S - zapas maksymalny Sśr - zapas średni R - punkt zamawiania PARAMETRY CZASOWE T - okres (cykl) zamawiania Cz - cykl zapasów TD - czas dostawy LD - liczba dni roboczych w roku
 jest znany i stały. Uzupełnianie zapasu jest natychmiastowe. Występują tylko zmienne koszty zamawiania i utrzymania zapasu. Oznaczenia. PARAMETRY ILOŚCIOWE. Q - wielkość zamówienia. S - zapas maksymalny. Sśr - zapas średni. R - punkt zamawiania. PARAMETRY CZASOWE. T - okres (cykl) zamawiania. Cz - cykl zapasów. TD - czas dostawy. LD - liczba dni roboczych w roku.")
51
Ustalanie ekonomicznej wielkości zamówienia
Q Koszty roczne K KU KZ Q* Kmin Oznaczenia D - popyt roczny KU - koszt utrzymania zapasu Ku - jednostkowy koszt utrzymania KZ - koszt zamawiania Kz - jednostkowy koszt zamawiania K - łączny roczny koszt zmienny Kmin - minimalny roczny koszt zmienny Q - wielkość zamówienia Q* - ekonomiczna wielkość zamówienia C - jednostkowa cena zakupu KRYTERIUM OPTYMALIZACJI Minimalizacja łącznych kosztów zmiennych (zamawiania i utrzymania zapasów) Ekonomiczna wielkość zamówienia
 Ekonomiczna wielkość zamówienia.")
52
Model EOQ - przykład Liczba zamówień w roku
DANE D = 1200 szt./rok Kz = 100 zł/zamówienie Ku = 6 zł/szt./rok LD = 240 dni roboczych/rok Liczba zamówień w roku Roczny koszt utrzymania zapasu Ekonomiczna wielkość zamówienia Roczny koszt zamawiania Zapas maksymalny Łączny roczny koszt zapasu Zapas średni Cykl zapasów = Okres (cykl) zamawiania
 zamawiania.")
53
Kiedy zamawiać? - model punktu zamawiania
Punkt zamawiania R (Reorder Point - ROP) Ustalony poziom zapasu sygnalizujący konieczność ponownego złożenia zamówienia uzupełniającego stan zapasu Oznaczenia Q - wielkość zamówienia S - zapas maksymalny SS - zapas bezpieczeństwa Sśr - zapas średni R - punkt zamawiania d - tempo popytu TD - czas dostawy
 Ustalony poziom zapasu sygnalizujący konieczność ponownego złożenia zamówienia uzupełniającego stan zapasu. Oznaczenia. Q - wielkość zamówienia. S - zapas maksymalny. SS - zapas bezpieczeństwa. Sśr - zapas średni. R - punkt zamawiania. d - tempo popytu. TD - czas dostawy.")
54
System: stały okres zamawiania - SOZ
Fixed Order Period System (zasada T, S) ZAŁOŻENIA Wielkość zamówienia - zmienna Okres (cykl) zamawiania - stały Okresowa kontrola stanów zapasów ILE ZAMAWIAĆ? (ustalanie wielkości zamówienia) Oznaczenia T - okres (cykl) zamawiania Q - wielkość zamówienia S - zapas maksymalny s - zapas ma koniec przyjętego okresu T SS - zapas bezpieczeństwa d - tempo popytu TD - czas dostawy
 ZAŁOŻENIA. Wielkość zamówienia - zmienna. Okres (cykl) zamawiania - stały. Okresowa kontrola stanów zapasów. ILE ZAMAWIAĆ (ustalanie wielkości zamówienia) Oznaczenia. T - okres (cykl) zamawiania. Q - wielkość zamówienia. S - zapas maksymalny. s - zapas ma koniec przyjętego okresu T. SS - zapas bezpieczeństwa. d - tempo popytu. TD - czas dostawy.")
55
Systemy SWZ i SOZ - porównanie
SYSTEM: STAŁA WIELKOŚĆ ZAMÓWIENIA SWZ SYSTEM: STAŁY OKRES ZAMAWIANIA SOZ

56
Atrybuty systemów SWZ i SOZ
STAŁA WIELKOŚĆ ZAMÓWIENIA STAŁY OKRES ZAMAWIANIA Tankowanie 40 litrów paliwa po osiągnięciu poziomu sygnalizacyjnego ANALOGIA Tankowanie do pełna co tydzień NORMY STEROWANIA Punkt zamawiania R Wielkość zamówienia Q Okres zamawiania T Zapas maksymalny S Zwiększenie tempa popytu skraca okres (cykl) zamawiania Zwiększenie tempa popytu zwiększa wielkość zamówienia CECHY Okres osłaniany zapasem bezpieczeństwa CZAS DOSTAWY TD Okres osłaniany zapasem bezpieczeństwa CZAS DOSTAWY TD + OKRES T Bieżąca informacja o stanie zapasu Wygoda. Zarządzanie przez wyjątki Zamawianie w stałych ilościach Mały zapas bezpieczeństwa Brak konieczności ciągłej kontroli zapasów Okresowość (cykliczność) zamawiania Możliwość grupowania zamówień ZALETY Brak bieżącej informacji o stanie zapasów Cykliczne ustalanie wielkości zamówienia Duży zapas bezpieczeństwa Wymóg ciągłej kontroli zapasów Konieczność (na ogół) informatyzacji WADY Większe koszty inwestycyjne Mniejsze koszty eksploatacyjne Mniejsze koszty inwestycyjne Większe koszty eksploatacyjne KOSZTY
 zamawiania. Zwiększenie tempa popytu zwiększa wielkość zamówienia. CECHY. Okres osłaniany zapasem bezpieczeństwa. CZAS DOSTAWY TD. Okres osłaniany zapasem bezpieczeństwa. CZAS DOSTAWY TD + OKRES T. Bieżąca informacja o stanie zapasu. Wygoda. Zarządzanie przez wyjątki. Zamawianie w stałych ilościach. Mały zapas bezpieczeństwa. Brak konieczności ciągłej kontroli zapasów. Okresowość (cykliczność) zamawiania. Możliwość grupowania zamówień. ZALETY. Brak bieżącej informacji o stanie zapasów. Cykliczne ustalanie wielkości zamówienia. Duży zapas bezpieczeństwa. Wymóg ciągłej kontroli zapasów. Konieczność (na ogół) informatyzacji. WADY. Większe koszty inwestycyjne. Mniejsze koszty eksploatacyjne. Mniejsze koszty inwestycyjne. Większe koszty eksploatacyjne. KOSZTY.")
57
Planowanie produkcji w przedsiębiorstwie
Przebieg działań planistycznych i sterujących Plan strategiczny Plan sprzedaży i produkcji (zagregowany) Główny plan produkcji (MPS) Plan potrzeb materiałowych Nabywanie Sterowanie produkcją Kontrola wejścia/wyjścia Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów Plan Realizacja Popyt Prognozy Zamówienia Zasoby
 Główny plan produkcji (MPS) Plan potrzeb materiałowych. Nabywanie. Sterowanie produkcją. Kontrola wejścia/wyjścia. Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów. Plan. Realizacja. Popyt. Prognozy. Zamówienia. Zasoby.")
58
Mapa procesu Order to Delivery
Proces od złożenia zamówienia do dostawy do klienta Klient Dostawcy Dział Obsługi Klienta Główny Planista MPS MRP Dział sterowania produkcją Harmonogramy Zleceń Produkcyjnych Zaopatrzenie Wydział Przygotowania Produkcji Produkcji 1 Produkcji 2 Montaż Wysy³ka Zamówienie Planowane zlecenia zakupów Zamówiwnie MPS - Master Production Schedule - Główny harmonogram produkcji MRP - Material Requirements Planning - Planowanie potrzeb materiałowych PROCES ORDER TO DELIVERY System ERP Planowane zlecenia produkcji Przepływ materiałów i wyrobów Przepływ informacji Zapasy

59
Dział logistyki w przedsiębiorstwie
Główny planista – odpowiada za MPS (główny plan produkcji, główny harmonogram produkcji) – pracuje z modułem MPS i RCCP (moduł ogólnego planowania zdolności produkcyjnej) Planista MRP – odpowiada za planowane zlecenia produkcji i zakupów do uruchomienia – pracuje z modułem MRP (moduł planowania zleceń produkcyjnych i potrzeb materiałowych) i CRP (moduł planowania zdolności produkcyjnej) Sprzedaż i obsługa klienta – (opcjonalnie, albo w dziale logistyki, albo w dziale sprzedaży) – wykorzystuje dostępną ofertę (ATP)
 – pracuje z modułem MPS i RCCP (moduł ogólnego planowania zdolności produkcyjnej) Planista MRP – odpowiada za planowane zlecenia produkcji i zakupów do uruchomienia – pracuje z modułem MRP (moduł planowania zleceń produkcyjnych i potrzeb materiałowych) i CRP (moduł planowania zdolności produkcyjnej) Sprzedaż i obsługa klienta – (opcjonalnie, albo w dziale logistyki, albo w dziale sprzedaży) – wykorzystuje dostępną ofertę (ATP)")
60
GŁÓWNE PLANOWANIE PRODUKCJI (Master Production Scheduling - MPS)
Istota, cele, zadania i środowisko Głównego planowania produkcji Opracowanie Głównego planu produkcji (MPS) 2.1. Dezagregacja zagregowanego planu 2.2. Równoważenie głównego planu z zagregowanym 2.3. Wprowadzanie bieżących zamówień 2.4. Ustalanie dostępnej oferty 2.5. Konsumpcja prognoz 3. Główne planowanie produkcji w ujęciu dynamicznym 3.1. Aktualizacja odgórna 3.2. Aktualizacja oddolna 3.3. Zamrażanie części MPS
 2.1. Dezagregacja zagregowanego planu Równoważenie głównego planu z zagregowanym Wprowadzanie bieżących zamówień Ustalanie dostępnej oferty Konsumpcja prognoz. 3. Główne planowanie produkcji w ujęciu dynamicznym Aktualizacja odgórna Aktualizacja oddolna Zamrażanie części MPS.")
61
Główne planowanie produkcji Master Production Scheduling (MPS)
Występuje w każdym zakładzie produkcyjnym Odpowiedzialny: Główny planista, główny logistyk Cel: Ustalenie planu produkcji wyrobów indywidualnych zakładu produkcyjnego Przekształcenie zagregowanego planu produkcji w plan produkcji wyrobów indywidualnych i jego dostosowanie do bieżących potrzeb rynku Określenie jakie wyroby, w jakich ilościach i na kiedy powinien zakład produkcyjny wyprodukować Dane: Zagregowany plan produkcji Krótkookresowe prognozy popytu wyrobów finalnych Bieżące zamówienia klientów Bieżące zapasy Rezultat: Główny plan produkcji, Główny harmonogram produkcji, Master Production Schedule – Plan spływu produkcji zakładu produkcyjnego - co, ile i na kiedy. Podstawa przyrzeczenia zamówień klientom Okres planistyczny: dzień, tydzień, miesiąc Horyzont planowania: od kilku do kilkunastu tygodni (w zależności od zakładu produkcyjnego)
")
62
Główne planowanie produkcji Master Production Scheduling (MPS)
Tydzień 1 2 3 4 5 6 7 8 Wyrób X 50 Podstawowy warunek efektywnego głównego planowania produkcji: plan produkcji skorelowany z marketingiem i produkcją Główny plan produkcji powinien: uwzględniać potrzeby działu obsługi klienta (dostawa do klienta) spełniać postulat realności wykonania (zdolność produkcyjną i priorytety zamówień) spełniać postulat efektywności produkcji (wielkość partii produkcyjnej) MPS definiuje układ między różnymi obszarami funkcjonalnymi zakładu Dział sprzedaży/obsługi klienta…...Terminy i wielkość dostaw do klientów Produkcja…………………………….. Zdolności produkcyjne/ priorytety Finanse ………………………………..Budowa zapasów/ przepływ gotówki Dział rozwoju produktu…………… Uruchamianie nowych produktów Dział osobowy ………………………..Planowanie zatrudnienia
 spełniać postulat realności wykonania (zdolność produkcyjną i priorytety zamówień) spełniać postulat efektywności produkcji (wielkość partii produkcyjnej) MPS definiuje układ między różnymi obszarami funkcjonalnymi zakładu. Dział sprzedaży/obsługi klienta…...Terminy i wielkość dostaw do klientów. Produkcja…………………………….. Zdolności produkcyjne/ priorytety. Finanse ………………………………..Budowa zapasów/ przepływ gotówki. Dział rozwoju produktu…………… Uruchamianie nowych produktów. Dział osobowy ………………………..Planowanie zatrudnienia.")
63
Główne planowanie produkcji (MPS)
Rozbija zagregowane plany opracowane w SOP w informacje dotyczące indywidualnych wyrobów finalnych Tworzy plan MPS, który uwzględnia aktualne zamówienia klientów jako uzupełnienie danych prognostycznych Tworzy źródła informacji dla opracowania bardziej szczegółowych planów zdolności produkcyjnej i zasobów Stanowi metodę transformacji zamówień klientów w zamówienia produkcyjne sfazowane w czasie dla zakładu produkcyjnego Stanowi efektywne narządzie planowania poziomu zapasów, szczególnie zapasów wyrobów końcowych zakładu produkcyjnego Stanowi podstawowy instrument koordynacji przepływu: Decyzje MPS balansują planowane obciążenie i zdolność produkcyjną Decyzje MPS warunkują wielkość przepływu od dostawców, poprzez produkcję do klientów (odbiorców) zakładu produkcyjnego
 zakładu produkcyjnego.")
64
Główne planowanie produkcji Operatywne planowanie produkcji
Główny plan produkcji GŁÓWNE PLANOWANIE PRODUKCJI Opracowanie Głównego planu produkcji (równoważenie popytu i zasobów produkcyjnych)
")
65
Główne planowanie produkcji
Główne planowanie produkcji a środowisko produkcyjne MPS HMK PNM PNZ PNM MPS PNZ MPS Produkcja na magazyn Montaż na zamówienie Produkcja na zamówienie MPS - Główny plan produkcji HMK – Harmonogram montażu końcowego

66
Główne planowanie produkcji Środowisko Produkcja na magazyn PNM (Make To Stock MTS)
MPS PNM Klient nie ma wpływu na projekt wyrobu finalnego. MPS może być traktowany jak harmonogram uzupełniania zapasu wyrobów finalnych. Stosunkowo niewiele rodzajów wyrobów finalnych. Przyrzekanie (potwierdzanie zamówień) nie może odbywać się w oparciu o MPS – zamówienia są realizowane z zapasów. Pozycje planu MPS produkty indywidualne (numery katalogowe wyrobów) rodziny produktów (dla kilku rodzajów podobnych wyrobów produkowanych w znanych proporcjach) części zamienne Źródła popytu Prognozy, zamówienia dla uzupełnienia zapasu w magazynie wyrobów gotowych, zamówienia magazynów regionalnych, centralnych i hurtowni
 nie może odbywać się w oparciu o MPS – zamówienia są realizowane z zapasów. Pozycje planu MPS. produkty indywidualne (numery katalogowe wyrobów) rodziny produktów (dla kilku rodzajów podobnych wyrobów produkowanych w znanych proporcjach) części zamienne. Źródła popytu. Prognozy, zamówienia dla uzupełnienia zapasu w magazynie wyrobów gotowych, zamówienia magazynów regionalnych, centralnych i hurtowni.")
67
Główne planowanie produkcji Środowisko Montaż na zamówienie MNZ (Assemble To Order ATO)
MPS HMK PNZ PNM Klient ma wpływ na kombinację lub włączenie zespołów opcjonalnych lub cech wyrobu finalnego. W środowisku MNZ występuje stosunkowo duża liczba składników materiałowych i duża liczba opcji wyrobu finalnego ale mała liczba opcji zespołów. Produkt finalny nie jest planowany w MPS gdyż wiąże się to ze zbyt dużą liczbą prognozowanych i planowanych pozycji MPS. MPS opracowuje się dla modułów i zespołów opcjonalnych Główny plan produkcji (MPS) – PNM Pozycje planu MPS – moduły opcjonalne i składniki wspólne wyrobów finalnych Planowanie w oparciu prognozy popytu wyrobu finalnego (zagregowana prognoza sprzedaży) Harmonogram montażu końcowego - PNZ Pozycje planu (HMK) – wyroby indywidualne wg specyfikacji klienta Ustalany w oparciu o zamówienia – rzeczywisty popyt odbiorców
 – PNM. Pozycje planu MPS – moduły opcjonalne i składniki wspólne wyrobów finalnych. Planowanie w oparciu prognozy popytu wyrobu finalnego (zagregowana prognoza sprzedaży) Harmonogram montażu końcowego - PNZ. Pozycje planu (HMK) – wyroby indywidualne wg specyfikacji klienta. Ustalany w oparciu o zamówienia – rzeczywisty popyt odbiorców.")
68
Główne planowanie produkcji Produkcja na zamówienie PNZ (Make To Order MTO)
MPS HMK PNZ Klient ma duży wpływ na postać wyrobu finalnego lub usługi. W środowisku tym jest niewiele składników materiałowych ale bardzo duża potencjalnych wyrobów finalnych. MPS odzwierciedla potrzeby materiałowe i zdolności produkcyjnej Pozycje harmonogramu montażu końcowego (HMK) – wyroby indywidualne wg specyfikacji klienta Pozycje planu MPS – - pozycje materiałowe
 – wyroby indywidualne wg specyfikacji klienta. Pozycje planu MPS – - pozycje materiałowe.")
69
Zadania Głównego Planisty
Pogodzenie trzech sprzecznych celów: Minimalizacja zapasów (obniżenie poziomu obsługi) Maksymalizacja poziomu obsługi (większe zapasy) Maksymalizacja efektywności produkcji (większe partie produkcyjne) Sposób: Zachowanie dwóch wskaźników na stałym poziomie np.: poziom obsługi 95%, zapasy w granicach 15 tyś – 20 tyś. Maksymalizacja efektywności produkcji poprzez optymalne, równomierne wykorzystanie zasobów i ciągłość przepływów procesów. Równomierność jest ważna z punktu widzenia planowania w MRP - realizacja MRP nie byłaby możliwa, gdyby MPS zmieniał się zbyt często i w dużym zakresie. Zapasy Poziom obsługi Efektywność produkcji
 Maksymalizacja poziomu obsługi (większe zapasy) Maksymalizacja efektywności produkcji (większe partie produkcyjne) Sposób: Zachowanie dwóch wskaźników na stałym poziomie np.: poziom obsługi 95%, zapasy w granicach 15 tyś – 20 tyś. Maksymalizacja efektywności produkcji poprzez optymalne, równomierne wykorzystanie zasobów i ciągłość przepływów procesów. Równomierność jest ważna z punktu widzenia planowania w MRP - realizacja MRP nie byłaby możliwa, gdyby MPS zmieniał się zbyt często i w dużym zakresie. Zapasy. Poziom obsługi. Efektywność produkcji.")
70
Główne planowanie produkcji Zakres oddziaływania zamówienia klienta
Dostawca Klient ODP Działania według zamówień klientów Działania według prognoz popytu ODP (Order Decoupling Point) – punkt rozdziału zamówienia, punkt indywidualizacji zamówień
 – punkt rozdziału zamówienia, punkt indywidualizacji zamówień.")
71
Prognoza popyty opracowana dla poziomu wyrobu finalnego (zaagregowana prognoza sprzedaży)
Główne planowanie produkcji na poziomie składników opcjonalnych Planistyczny BOM (planning bill of materials) wprowadza się dla zaplanowania w MPS zapotrzebowania na składniki opcjonalne i wspólne Planistyczny BOM nie określa jak wyrób jest zbudowany
 wprowadza się dla zaplanowania w MPS zapotrzebowania na składniki opcjonalne i wspólne. Planistyczny BOM nie określa jak wyrób jest zbudowany.")
72
ZAKRES ODDZIAŁYWANIA ZAMÓWIENIA KLIENTA Punkt indywidualizacji produkcji
Produkcja bazująca na prognozach Produkcja bazująca na zamówieniach KNZ PNM PNZ MNZ Surowce Moduły opcjonalne Składniki wspólne Składniki Wyroby gotowe DOSTAWCY KLIENCI PNM – Produkcja Na Magazyn MNZ – Montaż Na Zamówienie PNZ – Produkcja Na Zamówienie KNZ – Konstrukcja Na Zamówienie

73
Indywidualizacja w łańcuchu dostaw Punkt indywidualizacji- punkt oddziaływania zamówienia klienta (ODP) KNZ PNZ MNZ PNM Projektowanie Materiały źródłowe Wytwarzanie Montaż/ wykańczanie Dystrybucja ODP ODP - Punkt oddziaływania zamówienia

74
Punkt przejścia od działań uczestników łańcucha dostaw determinowanych prognozą do działań zależnych od popytu Centra dystrybucji Fabryki Magazyny Sklepy Działania uczestników łańcucha dostaw determinowane prognozą Działania uczestników łańcucha dostaw determinowane zamówieniami Punkt rozdziału

75
Główne planowanie produkcji Dezagregacja planu produkcji
· dezagregacja rodzajowa - określenie zapotrzebowania na konkretne produkty końcowe · dezagregacja czasowa - określenie zapotrzebowania w okresach planowania operatywnego (krótsze okresy - zwykle tygodnie) Równoważenie głównego planu (MPS) z zagregowanym planem Postulaty: Þ produkcja ilości zgodnej z planem zagregowanym Þ produkcja każdego wyrobu w ilości zgodnej z szacowanym popytem Þ produkcja nie przekraczająca zaplanowanej zdolności produkcyjnej
 Równoważenie głównego planu (MPS) z zagregowanym planem. Postulaty: Þ produkcja ilości zgodnej z planem zagregowanym. Þ produkcja każdego wyrobu w ilości zgodnej z szacowanym popytem. Þ produkcja nie przekraczająca zaplanowanej zdolności produkcyjnej.")
76
Plan produkcji (zagregowany) (rodzina wyrobów ABC)
Miesiąc 1 2 3 4 5 6 Wielkość produkcji 3000 3400 Dezagregacja czasowa i rodzajowa w miesiącach 3 i 4 Rozkład zapotrzebowania na wyroby ABC w miesiącu 3 i 4 Miesiąc 3 4 Tydzień 9 10 11 12 13 14 15 16 Wyrób A 350 450 Wyrób B 200 300 Wyrób C 100

77
Okres planowania (tydzień)
Równoważenie głównego planu z zagregowanym (w warunkach produkcji w seriach) Nettowanie i planowanie produkcji przy ujemnym saldzie zapasu Wyrób ...B.. Okres planowania (tydzień) Wielkość serii = 400 szt. 9 10 11 12 13 14 15 16 Prognoza popytu 200 300 Plan. zapas końcowy 100 -100 Zapas początkowy Potrzeby netto Główny plan prod.MPS 400
 Nettowanie i planowanie produkcji przy ujemnym saldzie zapasu. Wyrób ...B.. Okres planowania (tydzień) Wielkość serii = 400 szt Prognoza. popytu Plan. zapas. końcowy Zapas. początkowy. Potrzeby netto. Główny. plan prod.MPS")
78
Okres planowania (tydzień)
Planowanie spływu produkcji (MPS) w seriach 400 szt. (Produkcja Na Magazyn) Wyrób ...B.. Okres planowania (tydzień) Wielkość serii = 400 szt. 9 10 11 12 13 14 15 16 Prognoza popytu 200 300 Plan. zapas końcowy 100 400 Zapas początkowy Główny plan prod.MPS Planowany zapas końcowy + Planowany zapas końcowy = Zapas początkowy MPS Prognoza popytu -
 w seriach 400 szt. (Produkcja Na Magazyn) Wyrób ...B.. Okres planowania (tydzień) Wielkość serii = 400 szt Prognoza. popytu Plan. zapas. końcowy Zapas. początkowy. Główny. plan prod.MPS. Planowany zapas końcowy. + Planowany. zapas końcowy. = Zapas. początkowy. MPS. Prognoza. popytu. -")
79
Wprowadzanie bieżących zamówień (zarządzanie popytem)
Źródła popytu: indywidualni klienci, dystrybutorzy, serwis, zakłady przedsiębiorstwa, magazyn wyrobów gotowych, kooperacja, B&R, marketing Rozpoznanie źródeł i wielkości zapotrzebowania w zarządzaniu popytem Nr tygodnia 9 10 11 12 13 14 15 16 Zamówienia klientów 150 40 30 20 Serie próbne marketingu z magazynu 100 z hurtowni 50 B&R Suma 250 200 170 130 80 70

80
Wprowadzanie bieżących zamówień
Wyrób ...B... Okres planowania (tydzień) Wielkość serii. 9 10 11 12 13 14 15 16 Prognoza popytu 200 300 Przyjęte zamówienia 250 170 130 80 70 Plan. zapas końcowy 50 350 150 Zapas początkowy Główny plan prod.MPS 400 Większe prognoza/zamówienia MPS Zapas początkowy Planowany zapas końcowy - = +
 Wielkość serii Prognoza. popytu Przyjęte. zamówienia Plan. zapas. końcowy Zapas. początkowy. Główny. plan prod.MPS Większe. prognoza/zamówienia. MPS. Zapas. początkowy. Planowany. zapas końcowy. - = +")
81
Dostępna oferta (available-to-promise-ATP)
Dostępna oferta, możliwe do dostawy, możliwe do przyrzeczenia - podstawa koordynacji działań produkcji i marketingu w cyklu negocjowania zamówień. Większość firm posiada potrzebę udzielenia szybkiej odpowiedzi na zapytanie ofertowe lub złożone zamówienie. W wielu przypadkach klient chce mieć natychmiastową odpowiedź, czy jesteśmy w stanie spełnić jego oczekiwania w zakresie wielkości i terminu dostawy, a jeśli nie, to oczekuje on alternatywnie odpowiedzi ile w zadanym terminie możemy mu dostarczyć i/lub w jakim terminie pełna wielkość zamówienia może zostać zrealizowana. Umożliwia przedsiębiorstwu: Bardzo szybko i realistycznie przyrzec dostawy produktu do klienta w określonych przedziałach czasu Ocenę możliwości przyjęcia zamówienia w wymaganym przez klienta terminie

82
Dostępna oferta ATP

83
Ustalanie ilości dostępnej do przyrzeczenia
Dostępna oferta jest stosowana najczęściej w środowisku PNM oraz MNZ Dostępna ATP nie jest planowanym zapasem końcowym w okresie ATP określa: Ile sztuk nie zostało przypisanych do określonych zamówień klientów, dla każdej wielkości MPS Matematycznie można mieć ujemną ATP (wielkość przyrzeczonych zamówień przekracza planowaną produkcję (MPS). Sytuacja taka wymaga zbadania, aby rozwiązać możliwy niedobór. Próbuje się pracując wstecz od okresu (z ujemną ATP) zaspokoić popyt z poprzedniej dodatniej wartości ATP. Jeżeli nie można, powinno się sprawdzić możliwość zwiększenia MPS, w ostateczności renegocjować wielkości zamówień lub terminy Przyjęte zamówienia do następnego MPS MPS Zapas aktualny Dostepna oferta (1) - + = oferta Dostępna oferta dla dalszych okresów planowania MPS Dostępna oferta dla pierwszego okresu planowania MPS
. Sytuacja taka wymaga zbadania, aby rozwiązać możliwy niedobór. Próbuje się pracując wstecz od okresu (z ujemną ATP) zaspokoić popyt z poprzedniej dodatniej wartości ATP. Jeżeli nie można, powinno się sprawdzić możliwość zwiększenia MPS, w ostateczności renegocjować wielkości zamówień lub terminy. Przyjęte zamówienia. do następnego MPS. MPS. Zapas. aktualny. Dostepna. oferta (1) - + = oferta. Dostępna oferta dla dalszych okresów planowania MPS. Dostępna oferta dla pierwszego okresu planowania MPS.")
84
Okres planowania (tydzień)
Obliczanie dostępnej oferty w środowisku montaż na zamówienie (MNZ) Wyrób ...B.... Okres planowania (tydzień) Wielkość serii. 9 10 11 12 13 14 15 16 Prognoza popytu 200 300 Przyjęte zamówienia 250 170 130 80 70 Zapas końcowy (300) 50 350 150 Główny plan prod.MPS 400 Dostępna oferta ATP 30 270 240 330 ATP skumulowana 590 920 1320 Przyjęte zamówienia do następnego MPS MPS Zapas aktualny Dostepna oferta (1) - + = oferta Dostępna oferta dla dalszych okresów planowania MPS Dostępna oferta dla pierwszego okresu planowania MPS
 Wyrób ...B.... Okres planowania (tydzień) Wielkość serii Prognoza. popytu Przyjęte. zamówienia Zapas. końcowy (300) Główny. plan prod.MPS Dostępna. oferta ATP ATP. skumulowana Przyjęte zamówienia. do następnego MPS. MPS. Zapas. aktualny. Dostepna. oferta (1) - + = oferta. Dostępna oferta dla dalszych okresów planowania MPS. Dostępna oferta dla pierwszego okresu planowania MPS.")
85
Wymagany termin (tydzień)
Konsumpcja prognoz Konsumpcja prognoz polega na wstępnym planowaniu w oparciu o prognozy i ich sukcesywnym konsumowaniu przez bieżący napływ zamówień Rodzaje konsumpcji: 1.konsumpcja częściowa, 2. konsumpcja pełna, 3. nadkonsumpcja Negocjowanie przyjmowanych zamówień (dział sprzedaży) Kolejne zamówienia Wielkość zamówienia Wymagany termin (tydzień) 1 110 12 2 160 14 3 70 13 4 350 15 Suma 690 (do 16 tygodnia)
 Kolejne zamówienia. Wielkość. zamówienia. Wymagany termin (tydzień) Suma (do 16 tygodnia)")
86
Konsumpcja prognoz wraz z negocjowaniem zamówień
Wyrób ...B.... Okres planowania (tydzień) Wielkość serii. = 9 10 11 12 13 14 15 16 Prognoza popytu 200 300 Przyjęte zamówienia 250 170 240 150 70 350 Plan. zapas końcowy 50 210 310 110 160 Zapas początkowy Główny plan prod.MPS 400 Dostępna oferta ATP 30 330 ATP skumulowana 80 580 630 Ujemne stany planowanego zapasu wskazują na potrzebę zwiększenia produkcji. Zamówienie z terminem na 15 tydzień zostało po negocjacjach z klientem przesunięte na 16 tydzień. Możliwa jest częściowa dostawa: 330 szt. w tyg. 15 oraz 20 szt. w tygodniu 16.
 Wielkość serii. = Prognoza. popytu Przyjęte. zamówienia Plan. zapas. końcowy Zapas. początkowy. Główny. plan prod.MPS Dostępna. oferta ATP ATP. skumulowana Ujemne stany planowanego zapasu wskazują na potrzebę zwiększenia produkcji. Zamówienie z terminem na 15 tydzień zostało po negocjacjach z klientem przesunięte na 16 tydzień. Możliwa jest częściowa dostawa: 330 szt. w tyg. 15 oraz 20 szt. w tygodniu 16.")
87
Główne planowanie produkcji w ujęciu dynamicznym (planowanie postępowo-ciągłe, kroczące)
Podstawowy warunek efektywnego planowania spływu produkcji w środowisku PNM: Równoczesne wykorzystywanie informacji o: stanach zapasów wielkości dostępnej oferty PRZYJĘTE ZAMÓWIENIA DOSTĘPNA OFERTA PLANOWANY ZAPAS GŁÓWNY PLAN PRODUKCJI Cykl Głównego planowania produkcji Planowanie kroczące polega na przesuwanie planu w czasie co przyjęty okres planowania z zachowaniem horyzontu planowania. W trakcie przesuwania w czasie dokonywana jest aktualizacja (korekta) planu, celem bieżącego ujmowania zmienionych stanów.
 planu, celem bieżącego ujmowania zmienionych stanów.")
88
Aktualizacja planu Rodzaje aktualizacji planu:
1. Aktualizacja odgórna (en ante) Przyczyny zewnętrzne: - zmieniona sytuacja rynkowa a) błędna prognoza popytu b) zmiany w zamówieniach ( ilościowo- terminowe) Przyczyny wewnętrzne - zmiany techniczne (konstrukcji, technologii, wyposażenia) 2. Aktualizacja oddolna (ex post) Przyczyny zewnętrzne - problemy w zaopatrzeniu (opóźnienia w dostawach, zła jakość dostaw itp.) Przyczyny wewnętrzne - problemy w wytwarzaniu (opóźnienia w realizacji, zła jakość, awarie itp)
 Przyczyny zewnętrzne: - zmieniona sytuacja rynkowa. a) błędna prognoza popytu. b) zmiany w zamówieniach ( ilościowo- terminowe) Przyczyny wewnętrzne - zmiany techniczne (konstrukcji, technologii, wyposażenia) 2. Aktualizacja oddolna (ex post) Przyczyny zewnętrzne - problemy w zaopatrzeniu (opóźnienia w dostawach, zła jakość dostaw itp.) Przyczyny wewnętrzne - problemy w wytwarzaniu (opóźnienia w realizacji, zła jakość, awarie itp)")
89
Strefy czasowe MPS 1 2 3 4 5 6 7 8 9 10 MPS 150 Okres
Planning time fence - PTF Strefa zamrażana Strefa elastyczna Strefa zmian komputerowych Horyzont planowania Okres 1 2 3 4 5 6 7 8 9 10 MPS 150 Demand time fence - DTF Etap prod. dotknięty zmianą Montaż końcowy Produkcja i zaopatrzenie Zmiany w MPS Awaryjne Planowane Bez ograniczeń Autoryzacja zmian Zarząd Główny planista Program komputerowy Uwzględniany popyt Tylko zamówienia Zamówienia i prognoza Tylko prognoza Skumulowany czas realizacji

90
Strefy czasowe MPS Podział na strefy czasowe (time fences) wyznacza nie tylko inny sposób wyliczania dostępnego zapasu końcowego i potrzeb netto, ale także inne podejście do potencjalnych zmian. Strefy czasowe są ustalane dla poszczególnych rodzin wyrobów i zawierają określoną przez zarząd politykę dotyczącą sposobu wprowadzania zmian w MPS. Część zamrażana i elastyczna powinna być ≥ od skumulowanego czasu realizacji produktu CLT. W idealnej sytuacji zmiany powinny być wprowadzane jedynie w okresach poza PTF. W praktyce jednak bardzo często zdarzają się one w okresie elastycznym (między DTF i PTF), czyli krótszym niż całkowity czas wytwarzania, co powoduje konieczność przyśpieszonych dostaw i dodatkowych przestawień produkcji.
 wyznacza nie tylko inny sposób wyliczania dostępnego zapasu końcowego i potrzeb netto, ale także inne podejście do potencjalnych zmian. Strefy czasowe są ustalane dla poszczególnych rodzin wyrobów i zawierają określoną przez zarząd politykę dotyczącą sposobu wprowadzania zmian w MPS. Część zamrażana i elastyczna powinna być ≥ od skumulowanego czasu realizacji produktu CLT. W idealnej sytuacji zmiany powinny być wprowadzane jedynie w okresach poza PTF. W praktyce jednak bardzo często zdarzają się one w okresie elastycznym (między DTF i PTF), czyli krótszym niż całkowity czas wytwarzania, co powoduje konieczność przyśpieszonych dostaw i dodatkowych przestawień produkcji.")
91
„Zamrażanie” części MPS
Zamrożenie części planu oznacza, że żadne uzupełniające zmiany nie mogą być dokonywane do ustalonego punktu w czasie Zmiany w okresie zamrożonym zasadniczo w ogóle nie powinny mieć miejsca gdyż pociągają za sobą znaczące zwiększenie kosztów. Przypominają one gaszenie pożarów i często niosą poważne konsekwencje. Aby im zapobiec wprowadza się dodatkowy wymóg, by zmiany te wymagały akceptacji zarządu; nie jest to wynikiem braku zaufania do głównego planisty, ale sposobem na ochronienie jego (i procesu produkcyjnego) przed różnymi naciskami z innych działów. Dla części zamrażanej MPS przy obliczaniu planowanego zapasu końcowego uwzględnia się tylko złożone zamówienia, prognozy są ignorowane Dla części elastycznej MPS planowany zapas końcowy obliczany jest na podstawie większej wielkości z: prognoza popytu, złożone zamówienia
 przed różnymi naciskami z innych działów. Dla części zamrażanej MPS przy obliczaniu planowanego zapasu końcowego uwzględnia się tylko złożone zamówienia, prognozy są ignorowane. Dla części elastycznej MPS planowany zapas końcowy obliczany jest na podstawie większej wielkości z: prognoza popytu, złożone zamówienia.")
92
Etapy tworzenia MPS Opracowanie wstępnego MPS Zgrubne planowanie zdolności produkcyjnej (RCCP) Zbilansowanie obciążenia i zdolności produkcyjnej Zatwierdzony MPS MPS może być prostym wynikiem jego wygenerowania na podstawie np. SOP z wykorzystaniem struktury planistycznej (planning BOM). Główny planista wykonuje zgrubne planowanie zdolności (RCCP) i stara się zniwelować różnice, czyli wprowadzić w MPS takie zmiany, które zlikwidowałyby ewentualne przeciążenia lub nierówną pracę stanowisk. Musi uwzględnić także inne ograniczenia: prognozowany stan zapasu nie może spadać poniżej zapasu bezpieczeństwa, polityka dot. stref czasowych może mu ograniczać możliwości dokonywania zmian w strefie zamrożonej, zakładane docelowe poziomy zapasów muszą zostać osiągnięte itd. Po wprowadzeniu zmian ponownie jest wykonywane RCCP. Proces jest powtarzany tak długo, aż plan będzie spełniał wszystkie oczekiwania i ograniczenia. MPS zostaje zatwierdzony
. Główny planista wykonuje zgrubne planowanie zdolności (RCCP) i stara się zniwelować różnice, czyli wprowadzić w MPS takie zmiany, które zlikwidowałyby ewentualne przeciążenia lub nierówną pracę stanowisk. Musi uwzględnić także inne ograniczenia: prognozowany stan zapasu nie może spadać poniżej zapasu bezpieczeństwa, polityka dot. stref czasowych może mu ograniczać możliwości dokonywania zmian w strefie zamrożonej, zakładane docelowe poziomy zapasów muszą zostać osiągnięte itd. Po wprowadzeniu zmian ponownie jest wykonywane RCCP. Proces jest powtarzany tak długo, aż plan będzie spełniał wszystkie oczekiwania i ograniczenia. MPS zostaje zatwierdzony.")
93
Aktualizacja oddolna (ex post)
System zarządzania produkcją klasy MRP II umożliwia poprzez sprzężenie informacyjne (system „zamknięta pętla”) - połączenie fazy planowania z fazą realizacji Główny plan produkcji (MPS) Plan potrzeb materiałowych (MRP) Zlecenia zakupu Zlecenia produkcyjne Problemy w produkcji Problemy w zaopatrzeniu Poziom realizacji
 - połączenie fazy planowania z fazą realizacji. Główny plan produkcji. (MPS) Plan potrzeb materiałowych. (MRP) Zlecenia zakupu. Zlecenia produkcyjne. Problemy w produkcji. Problemy w zaopatrzeniu. Poziom realizacji.")
94
Zmiana w planowanej realizacji zlecenia produkcyjnego
(opóźnienie w realizacji pełnej serii w tyg realizacja częściowa = 300 szt.) Korekta planu MPS z powodu odchyleń w realizacji Wyrób ...B... Okres planowania (tydzień) Wielkość serii. 10 11 12 13 14 15 16 17 18 Prognoza popytu 200 300 Przyjęte zamówienia 170 240 260 350 100 Plan. zapas końcowy 150 50 210 310 110 160 360 Zapas początkowy Główny plan prod.MPS 400 Dostępna oferta ATP 230
 Korekta planu MPS z powodu odchyleń w realizacji. Wyrób ...B... Okres planowania (tydzień) Wielkość serii Prognoza. popytu Przyjęte. zamówienia Plan. zapas. końcowy Zapas. początkowy. Główny. plan prod.MPS Dostępna. oferta ATP")
95
Rodzaje ATP Przesuniete ATP (Backward ATP lub Forward ATP)
Wadą „zwykłego” ATP jest brak możliwości zaspokojenia potrzeb klienta z różnych spływów produkcji (MPS). Aby temu sprostać wprowadza się tzw. Backward ATP lub Forward ATP 1 2 3 4 5 6 7 8
. Aby temu sprostać wprowadza się tzw. Backward ATP lub Forward ATP")
96
Rodzaje ATP Wielopoziomowy ATP (Multi-level ATP)
ATP występuje w trzech podstawowych wariantach: jako zwykłe ATP, przesunięte ATP (Backward/Forward ATP) i skumulowane ATP (Cumulative ATP) W środowisku produkcyjnym „produkcja na magazyn” (MTS – Make-to-stock) kontrolę ATP przeprowadza się dla wyrobów finalnych, czyli tych samych pozycji, które zamawia klient, gdyż to właśnie one są planowane na poziomie harmonogramu głównego. W środowiskach MNZ, PNZ i KNZ stosuje się bardziej rozbudowane metody kalkulacji ATP. Wielopoziomowy ATP jest stosowany głównie w MNZ i PNZ Jeśli wielkość ATP dla zamawianego wyrobu jest niewystarczająca, to program powinien sprawdzić dostępność komponentów (tzn. wielkość wskaźnika ATP dla odpowiednich składników wyrobu). W ATO wielkość produkcji wyrobów końcowych zwykle równa się wielkości potwierdzonych zamówień, dlatego zwykły ATP na ogół wynosi zero i pojawia się potrzeba kontroli ATP dla składników. Szczególnym przypadkiem wykorzystania wielopoziomowego ATP jest produkcja konfigurowana pod zamówienie klienta. Kontrolę ATP przeprowadza się dla wszystkich wariantów i opcji zamawianego wyrobu, z którymi wiąże się zapotrzebowanie na dodatkowe składniki przy produkcji lub montażu końcowym.
 i skumulowane ATP (Cumulative ATP) W środowisku produkcyjnym „produkcja na magazyn (MTS – Make-to-stock) kontrolę ATP przeprowadza się dla wyrobów finalnych, czyli tych samych pozycji, które zamawia klient, gdyż to właśnie one są planowane na poziomie harmonogramu głównego. W środowiskach MNZ, PNZ i KNZ stosuje się bardziej rozbudowane metody kalkulacji ATP. Wielopoziomowy ATP jest stosowany głównie w MNZ i PNZ. Jeśli wielkość ATP dla zamawianego wyrobu jest niewystarczająca, to program powinien sprawdzić dostępność komponentów (tzn. wielkość wskaźnika ATP dla odpowiednich składników wyrobu). W ATO wielkość produkcji wyrobów końcowych zwykle równa się wielkości potwierdzonych zamówień, dlatego zwykły ATP na ogół wynosi zero i pojawia się potrzeba kontroli ATP dla składników. Szczególnym przypadkiem wykorzystania wielopoziomowego ATP jest produkcja konfigurowana pod zamówienie klienta. Kontrolę ATP przeprowadza się dla wszystkich wariantów i opcji zamawianego wyrobu, z którymi wiąże się zapotrzebowanie na dodatkowe składniki przy produkcji lub montażu końcowym.")
97
Rodzaje ATP Capable-to-promise (CTP) Zdolne do przyrzeczenia
CTP rozbudowuje ATP o dostępne moce produkcyjne. Jeśli wielkość ATP nie jest zadowalająca, to system sprawdzi możliwości wyprodukowania (zmontowania) brakującej ilości CTP jest najczęściej wykorzystywany w ATO łącznie z wielopoziomowym ATP. Przy potwierdzaniu zamówienia na wyrób finalny system sprawdza, czy mamy odpowiednie ilości składników do montażu i czy mamy odpowiednie zasoby, by go zmontować. Sprawdzenie dostępności zasobów może odbyć się poprzez sprawdzenie krytycznych zasobów (czyli jako zgrubne bilansowanie) lub wykonanie właściwego rozwinięcia MRP w zakresie montażu końcowego Jeśli odpowiedź jest pozytywna, to system umożliwia potwierdzenie zamówienia i jednocześnie automatycznie rezerwuje te zasoby oraz potrzebne składniki i wypełnia wielkość planowanego spływu produkcji w harmonogramie montażu końcowego (FAS – Final Assembly Schedule)
 brakującej ilości. CTP jest najczęściej wykorzystywany w ATO łącznie z wielopoziomowym ATP. Przy potwierdzaniu zamówienia na wyrób finalny system sprawdza, czy mamy odpowiednie ilości składników do montażu i czy mamy odpowiednie zasoby, by go zmontować. Sprawdzenie dostępności zasobów może odbyć się poprzez sprawdzenie krytycznych zasobów (czyli jako zgrubne bilansowanie) lub wykonanie właściwego rozwinięcia MRP w zakresie montażu końcowego. Jeśli odpowiedź jest pozytywna, to system umożliwia potwierdzenie zamówienia i jednocześnie automatycznie rezerwuje te zasoby oraz potrzebne składniki i wypełnia wielkość planowanego spływu produkcji w harmonogramie montażu końcowego (FAS – Final Assembly Schedule)")
98
Rodzaje ATP Characteristics-Based ATP
ATP oparte na charakterystykach produktów Przykładami charakterystyk mogą być: kolor, wielość opakowania, smak. W sytuacji niewystarczającej wielkości ATP zamawianej pozycji, system może sprawdzić dostępność innych pozycji z tej samej klasy o podobnych charakterystykach. Przykładowo: jako alternatywę do herbaty owocowej o smaku aronii można zaproponować herbatę z czarnej porzeczki albo: zamiast opakować kilogramowych można zaproponować opakowania półkilowe. System wyświetla handlowcowi gotowe sugestie dotyczące możliwych propozycji dla klienta

99
Rodzaje ATP Profitable-to-promise (PTP) Opłacalne do przyrzeczenia
Jeśli ATP pokazuje, że produkt nie jest możliwy do obiecania, a CTP, że nie możemy go wyprodukować i klient odrzuca alternatywne propozycje, to możemy jeszcze przeprowadzić analizę PTP w celu określenia dodatkowych kosztów związanych z przyjęciem specjalnego zamówienia. Z praktyką PTP mamy zwykle do czynienia w przypadku stałych lub strategicznie ważnych klientów. Określając koszty zamówienia specjalnego należy wziąć pod uwagę: Koszty normatywne (materiały, robocizna itp.) typowe dla sytuacji nadzwyczajnych (np. transport lotniczy materiałów lub wynagrodzenie za pracę w godzinach nadliczbowych). Koszty dodatkowych zakłóceń na wydziałach produkcyjnych (np. dodatkowe przezbrojenia). Koszty opóźnienia dostaw do innych klientów. Inne dodatkowe koszty (np. dodatkowa praca planistów na przeplanowanie produkcji). W efekcie możemy klientowi zaproponować przyjęcie zamówienia za dodatkową opłatą, która będzie dla nas korzystna.
 typowe dla sytuacji nadzwyczajnych (np. transport lotniczy materiałów lub wynagrodzenie za pracę w godzinach nadliczbowych). Koszty dodatkowych zakłóceń na wydziałach produkcyjnych (np. dodatkowe przezbrojenia). Koszty opóźnienia dostaw do innych klientów. Inne dodatkowe koszty (np. dodatkowa praca planistów na przeplanowanie produkcji). W efekcie możemy klientowi zaproponować przyjęcie zamówienia za dodatkową opłatą, która będzie dla nas korzystna.")
100
Planowanie produkcji w przedsiębiorstwie
Przebieg działań planistycznych i sterujących Plan strategiczny Plan sprzedaży i produkcji (zagregowany) Główny plan produkcji (MPS) Plan potrzeb materiałowych Nabywanie Sterowanie produkcją Kontrola wejścia/wyjścia Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów Plan Realizacja Popyt Prognozy Zamówienia Zasoby
 Główny plan produkcji (MPS) Plan potrzeb materiałowych. Nabywanie. Sterowanie produkcją. Kontrola wejścia/wyjścia. Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów. Plan. Realizacja. Popyt. Prognozy. Zamówienia. Zasoby.")
101
MRP - Materials Requirements Planning
Formuła Wilsona obliczania EOQ- 1915 MRP - USA - lata sześćdziesiąte Amerykańskie Stowarzyszenie Sterowania Produkcją i Zapasami APICS (American Production and Inventory Control Society) Joseph ORLICKY (Oliver WIGHT, George PLASSL) „Komputerowe planowanie potrzeb materiałowych” (USA ) „Planowanie potrzeb materiałowych. Nowy styl sterowania produkcją i zapasami” (USA , POLSKA ) Definicja MRP System zarządzania produkcją i zapasami w warunkach potrzeb zależnych Przesłanki MRP Rozróżnienie istoty popytu niezależnego i zależnego w zarządzaniu zapasami Rozwój możliwości techniki komputerowej
 Joseph ORLICKY (Oliver WIGHT, George PLASSL) „Komputerowe planowanie potrzeb materiałowych (USA ) „Planowanie potrzeb materiałowych. Nowy styl sterowania produkcją i zapasami (USA , POLSKA ) Definicja MRP. System zarządzania produkcją i zapasami w warunkach potrzeb zależnych. Przesłanki MRP. Rozróżnienie istoty popytu niezależnego i zależnego w zarządzaniu zapasami. Rozwój możliwości techniki komputerowej.")
102
Planowanie produkcji w przedsiębiorstwie
Przebieg działań planistycznych i sterujących Plan strategiczny Plan sprzedaży i produkcji (zagregowany) Główny plan produkcji (MPS) Plan potrzeb materiałowych Nabywanie Sterowanie produkcją Kontrola wejścia/wyjścia Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów Plan Realizacja Popyt Prognozy Zamówienia Zasoby
 Główny plan produkcji (MPS) Plan potrzeb materiałowych. Nabywanie. Sterowanie produkcją. Kontrola wejścia/wyjścia. Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów. Plan. Realizacja. Popyt. Prognozy. Zamówienia. Zasoby.")
103
MRP - Materials Requirements Planning
Trochę historii Formuła Wilsona obliczania EOQ- 1915 MRP - USA - lata sześćdziesiąte Amerykańskie Stowarzyszenie Sterowania Produkcją i Zapasami APICS (American Production and Inventory Control Society) Joseph ORLICKY (Oliver WIGHT, George PLASSL) „Komputerowe planowanie potrzeb materiałowych” (USA ) „Planowanie potrzeb materiałowych. Nowy styl sterowania produkcją i zapasami” (USA , POLSKA ) Definicja MRP System zarządzania produkcją i zapasami w warunkach potrzeb zależnych Przesłanki MRP Rozróżnienie istoty popytu niezależnego i zależnego w zarządzaniu zapasami Rozwój możliwości techniki komputerowej
 Joseph ORLICKY (Oliver WIGHT, George PLASSL) „Komputerowe planowanie potrzeb materiałowych (USA ) „Planowanie potrzeb materiałowych. Nowy styl sterowania produkcją i zapasami (USA , POLSKA ) Definicja MRP. System zarządzania produkcją i zapasami w warunkach potrzeb zależnych. Przesłanki MRP. Rozróżnienie istoty popytu niezależnego i zależnego w zarządzaniu zapasami. Rozwój możliwości techniki komputerowej.")
104
Popyt niezależny i zależny
POPYT NIEZALEŻNY- pierwotny (niezależny od popytu na inne pozycje) Zapasy handlowe - wyroby finalne + części zamienne (serwisowe)` POPYT ZALEŻNY- wtórny (zależny od popytu na inne pozycje) Zapasy produkcyjne - komponenty kupowane i przetwarzane CHARAKTER POPYTU Niezależny (pierwotny) Zależny (wtórny) ATRYBUTY Pewność niepewny (stochastyczny) pewny (deterministyczny) Ustalanie prognozowanie obliczanie Ciągłość stabilny (ciągły) sporadyczny (dyskretny) Zużycie zapasu równomierne (stopniowe) nierównomierne (skokowe)
 Zapasy handlowe - wyroby finalne + części zamienne (serwisowe)` POPYT ZALEŻNY- wtórny (zależny od popytu na inne pozycje) Zapasy produkcyjne - komponenty kupowane i przetwarzane. CHARAKTER POPYTU. Niezależny (pierwotny) Zależny (wtórny) ATRYBUTY. Pewność. niepewny (stochastyczny) pewny (deterministyczny) Ustalanie. prognozowanie. obliczanie. Ciągłość. stabilny (ciągły) sporadyczny (dyskretny) Zużycie zapasu. równomierne (stopniowe) nierównomierne (skokowe)")
105
Zużycie i zapotrzebowanie na zapas Kształtowanie się zapasu w systemie opartym na zasadzie uzupełniania (PPZ – punkt ponawiania zamówienia) Popyt niezależny (pierwotny) Popyt zależny (wtórny) PPZ Wyrób ZUŻYCIE ZAPASU Popyt Czas POPYT NA ZAPAS Czas Zespół Czas Element z zakupu Czas
 Popyt zależny. (wtórny) PPZ. Wyrób. ZUŻYCIE ZAPASU. Popyt. Czas. POPYT NA ZAPAS. Czas. Zespół. Czas. Element z zakupu. Czas.")
106
Zarządzanie produkcją i zapasami w oparciu o system
uzupełniania zapasu System bez powiązania wielkości zamawianych i terminów zamówień z popytem Magazyn wyrobów gotowych Zarządzanie produkcją i zapasami w oparciu o system MRP System z powiązaniem wielkości zamawianych i terminów zamówień z popytem 1 Tydz 1 Tydz 1 Tydz Magazyn wyrobów gotowych

107
PLANOWANIE POTRZEB MATERIAŁOWYCH (Material Requirements Planning – MRP)
Planowanie potrzeb materiałowych MRP jest podejściem, a jednocześnie systemem komputerowym przeznaczonym do rozwiniętego i sfazowanego w czasie planowania zleceń produkcji i nabycia pozycji rodzajowych, tak aby były one dostępne w wymaganych ilościach i terminach umożliwiających zrealizowanie MPS (Głównego planu produkcji) Zadania: Ustalanie planów zleceń produkcji i zleceń zakupu (co, ile, kiedy) dla wszystkich pozycji rodzajowych potrzebnych do realizacji MPS. Weryfikacja wykonalności wstępnego MPS. Dostarczanie danych wejściowych do planowania wymaganych zdolności produkcyjnych Dane: Główny plan produkcji (MPS), Kartoteka strukturalna, zestawienie materiałowe – Bill of Materials (BOM), Kartoteka rodzajowa – Item Master (czas realizacji, metoda partiownia, dopuszczalna wielkość braków, wykonawca – komórka produkcyjna, dostawcy dla każdej pozycji rodzajowej), Stany zapasów – Inventory Status, Otwarte zlecenia produkcji i zakupów (zapasy w drodze)
 Zadania: Ustalanie planów zleceń produkcji i zleceń zakupu (co, ile, kiedy) dla wszystkich pozycji rodzajowych potrzebnych do realizacji MPS. Weryfikacja wykonalności wstępnego MPS. Dostarczanie danych wejściowych do planowania wymaganych zdolności produkcyjnych. Dane: Główny plan produkcji (MPS), Kartoteka strukturalna, zestawienie materiałowe – Bill of Materials (BOM), Kartoteka rodzajowa – Item Master (czas realizacji, metoda partiownia, dopuszczalna wielkość braków, wykonawca – komórka produkcyjna, dostawcy dla każdej pozycji rodzajowej), Stany zapasów – Inventory Status, Otwarte zlecenia produkcji i zakupów (zapasy w drodze)")
108
Logika planowania potrzeb materiałowych w systemie MRP
Główny plan produkcji (MPS) Planowanie potrzeb materiałowych (MRP) Rozwiniecie planowanego zlecenia pozycji macierzystej w potrzeby brutto na składniki Obliczenie potrzeb netto Partiowanie Terminowanie Kartoteka rodzaj. Czasy realizacji Metody partiowania Zestawienie materiałowe Bill of Materials Stany zapasów Planowane przyjęcia otwartych zleceń „Zapasy w drodze” Planowane do uruchomienia zlecenia produkcji Planowane do uruchomienia zlecenia zakupów
 Planowanie potrzeb materiałowych (MRP) Rozwiniecie planowanego zlecenia pozycji macierzystej w potrzeby brutto na składniki 2. Obliczenie potrzeb netto 3. Partiowanie 4. Terminowanie. Kartoteka rodzaj. Czasy realizacji Metody partiowania. Zestawienie materiałowe. Bill of Materials. Stany zapasów. Planowane przyjęcia otwartych zleceń „Zapasy w drodze Planowane do uruchomienia zlecenia produkcji. Planowane do uruchomienia zlecenia zakupów.")
109
Elementy bazy danych systemu MRP
Poziom X (1) Ez Dp p – produkcja z - zakup Bp B 1 C Ez (2) (2) Xp Ez 2 D Cp (3) F (2) Fz 3 E E E (4) (1) (2) 1 2 3 4 5 6 Tydzień Struktura wyrobu X (BOM) Skumulowany czas realizacji wyrobu X
 Ez. Dp. p – produkcja. z - zakup. Bp. B. 1. C. Ez. (2) (2) Xp. Ez. 2. D. Cp. (3) F. (2) Fz. 3. E. E. E. (4) (1) (2) Tydzień. Struktura wyrobu X (BOM) Skumulowany czas realizacji wyrobu X.")
110
Logika planowania potrzeb materiałowych w systemie MRP
Rozwiniecie wyrobu i obliczanie potrzeb brutto Nettowanie – obliczanie minimalnej wielkości planowanych zleceń Partiowanie – ustalanie wielkości planowanych zleceń Terminowanie – ustalanie okresów uruchomienia zleceń Rekord MRP dla pozycji B Pozycja rodzajowa: B Okres t 1 2 3 4 5 6 7 Czas realizacji montażu:1 Potrzeby brutto 30 60 50 Zapas bezpieczeństwa: 0 Przyjęcia otwartych zlec. Metoda partiowania: LFL Pl. końcowy zapas Wskaźnik braków: 0 Potrzeby netto Pl. uruchomienia zleceń

111
Logika planowania potrzeb materiałowych w systemie MRP
ROZWINIECIE WYROBU I OBLICZANIE POTRZEB BRUTTO. System MRP przeprowadza obliczenia dla wszystkich pozycji rodzajowych BOM i na wszystkich poziomach. Planowane zlecenia montażu do uruchomienia, po pomnożeniu przez ilość danej pozycji z poziomu 1, określają zapotrzebowanie brutto na tą pozycję. Planowane zlecenia do uruchomienia tej pozycji, po pomnożeniu przez ilość danej pozycji z poziomu 2, stanowią potrzeby brutto na bezpośrednie składniki pozycji z poziomu 1 i tak kolejno aż do osiągnięcia pozycji z najniższego poziomu (pozycje kupowane). W ten sposób przeprowadza się, zgodnie z powiązaniami w BOM, rozwinięcie ilościowe każdej pozycji macierzystej w jej składniki. PLANOWANE PRZYJĘCIA OTWARTYCH ZLECEŃ. Aby obliczyć planowane potrzeby netto system MRP uwzględnia otwarte zlecenia produkcji i zakupów (zapasy w drodze). W rekordzie MRP prezentowane są planowane terminy i wielkości przyjęcia otwartych zleceń do magazynu. Planowane zlecenia po ich uruchomieniu (przekazaniu do realizacji) i otwarciu uzyskują status otwartych zleceń NETTOWOWANIE – obliczanie minimalnej wielkości planowanych zleceń. Jeżeli projektowany końcowy zapas z okresu t-1plus wielkość otwartych zleceń planowanych do przyjęcia w okresie t nie wystarcza na pokrycie potrzeb brutto, w okresie t wystąpi niedobór, który powinien zostać uzupełniony poprzez uruchomienie zlecenia. Potrzeby netto t Potrzeby brutto t Planowany zapas końcowy t - 1 Przyjęcia otwartych zleceń t Zapas bezpieczeństwa t = - - +
. W ten sposób przeprowadza się, zgodnie z powiązaniami w BOM, rozwinięcie ilościowe każdej pozycji macierzystej w jej składniki. PLANOWANE PRZYJĘCIA OTWARTYCH ZLECEŃ. Aby obliczyć planowane potrzeby netto system MRP uwzględnia otwarte zlecenia produkcji i zakupów (zapasy w drodze). W rekordzie MRP prezentowane są planowane terminy i wielkości przyjęcia otwartych zleceń do magazynu. Planowane zlecenia po ich uruchomieniu (przekazaniu do realizacji) i otwarciu uzyskują status otwartych zleceń. NETTOWOWANIE – obliczanie minimalnej wielkości planowanych zleceń. Jeżeli projektowany końcowy zapas z okresu t-1plus wielkość otwartych zleceń planowanych do przyjęcia w okresie t nie wystarcza na pokrycie potrzeb brutto, w okresie t wystąpi niedobór, który powinien zostać uzupełniony poprzez uruchomienie zlecenia. Potrzeby netto t. Potrzeby brutto t. Planowany zapas końcowy t - 1. Przyjęcia otwartych zleceń t. Zapas bezpieczeństwa t. =")
112
Logika planowania potrzeb materiałowych w systemie MRP
PARTIOWANIE – obliczanie wielkości partii planowanych zleceń. Wielkość planowanych do uruchomienia zleceń zależy od stosowanej dla danej pozycji rodzajowej metody partiowania Metody partiowania Partia na partię (lot for lot) Stała wielkość zamówienia (FQ) Stała liczba okresów (FP) Obliczeniowy okres potrzeb Ekonomiczna wielkość zamówienia (Economic Order Quantity - EOQ) Najmniejszy koszt jednostkowy (LUC) Najmniejszy koszt łączny (LTC) Bilansowanie okreso – części (PPB) Algorytm Wagnera-Whitina (W-W) Partia na partię – wielkość zlecenia równa się dokładnie potrzebom netto. Planuje się do uruchomienia tylko tyle ile jest potrzebne i na kiedy jest potrzebne. Metody EOQ, LUC, LTC, PPB uwzględniają koszty utrzymania i koszty zamawiania/przezbrajania. Algorytm WW uwzględnia dynamiczne zmiany w czasie kosztów utrzymania i zamawiania Metodę partiowania dobiera się indywidualnie dla poszczególnych pozycji rodzajowych biorąc pod uwagę takie czynniki jak: koszty zamawiania, koszty przestawiania produkcji, koszty utrzymania zapasu, cena lub wartość pozycji, wymogi dostawców, rozmiar, środki transportu i inne Metoda partiowania i wynikająca z niej wielkość partii wpływa na wielkość utrzymywanych zapasów
 Stała wielkość zamówienia (FQ) Stała liczba okresów (FP) Obliczeniowy okres potrzeb. Ekonomiczna wielkość zamówienia (Economic Order Quantity - EOQ) Najmniejszy koszt jednostkowy (LUC) Najmniejszy koszt łączny (LTC) Bilansowanie okreso – części (PPB) Algorytm Wagnera-Whitina (W-W) Partia na partię – wielkość zlecenia równa się dokładnie potrzebom netto. Planuje się do uruchomienia tylko tyle ile jest potrzebne i na kiedy jest potrzebne. Metody EOQ, LUC, LTC, PPB uwzględniają koszty utrzymania i koszty zamawiania/przezbrajania. Algorytm WW uwzględnia dynamiczne zmiany w czasie kosztów utrzymania i zamawiania. Metodę partiowania dobiera się indywidualnie dla poszczególnych pozycji rodzajowych biorąc pod uwagę takie czynniki jak: koszty zamawiania, koszty przestawiania produkcji, koszty utrzymania zapasu, cena lub wartość pozycji, wymogi dostawców, rozmiar, środki transportu i inne. Metoda partiowania i wynikająca z niej wielkość partii wpływa na wielkość utrzymywanych zapasów.")
113
Logika planowania potrzeb materiałowych w systemie MRP
TERMINOWANIE – ustalanie terminów uruchamiania planowanych zleceń MRP wyznacza sfazowane w czasie rozwinięcie planowanych potrzeb na składniki wyrobu finalnego. System ustala planowane terminy zakończenia zleceń na poszczególne pozycje rodzajowe oraz planowane terminy uruchomienia zleceń wymagane dla dotrzymania terminów zawartych w MPS Terminy – okresy, w których powinny zostać uruchomione zlecenia są ustalane w oparciu o planowane czasy realizacji produkcji lub dostawy poszczególnych pozycji według zasady harmonogramowania wstecz. Wymagany termin ukończenia zlecenia wyznacza początek okresu, w którym pojawiają się potrzeby brutto na daną pozycję rodzajową

114
Logika planowania potrzeb materiałowych w systemie MRP
Główny plan prod. Okres t (nr. tyg.) 1 2 3 4 5 6 7 (MPS) wyrobu X Wyrób X 15 30 25 Pozycja rodzajowa: X Okres t 1 2 3 4 5 6 7 Czas realizacji montażu:1 Potrzeby brutto 15 30 25 Zapas bezpieczeństwa: 0 Przyjęcia otwartych zlec. Metoda partiowania: LFL Pl. końcowy zapas Wskaźnik braków: 0 Potrzeby netto Pl. uruchomienia zleceń Pozycja rodzajowa: C (2) Okres t 1 2 3 4 5 6 7 Czas realizacji dostawy:2 Potrzeby brutto 30 60 50 Zapas bezpieczeństwa: 0 Przyjęcia otwartych zlec. Metoda partiowania:FQ 50 Pl. końcowy zapas 20 10 Wskaźnik braków: 0 Potrzeby netto 40 Pl. uruchomienia zleceń x2 x2 x2 x2
 (MPS) wyrobu X. Wyrób X Pozycja rodzajowa: X. Okres t Czas realizacji montażu:1. Potrzeby brutto Zapas bezpieczeństwa: 0. Przyjęcia otwartych zlec. Metoda partiowania: LFL. Pl. końcowy zapas. Wskaźnik braków: 0. Potrzeby netto. Pl. uruchomienia zleceń. Pozycja rodzajowa: C (2) Okres t Czas realizacji dostawy:2. Potrzeby brutto Zapas bezpieczeństwa: 0. Przyjęcia otwartych zlec. Metoda partiowania:FQ 50. Pl. końcowy zapas Wskaźnik braków: 0. Potrzeby netto. 40. Pl. uruchomienia zleceń. x2. x2. x2. x2.")
115
Logika planowania potrzeb materiałowych w systemie MRP
Kroczące planowanie potrzeb materiałowych Pozycja rodzajowa: C (2) Okres t 2 3 4 5 6 7 8 Czas realizacji dostawy:2 Potrzeby brutto 60 50 40 Zapas bezpieczeństwa: 0 Przyjęcia otwartych zlec. Metoda partiowania:FQ 50 Pl. końcowy zapas 30 20 10 Wskaźnik braków: 0 Potrzeby netto Pl. uruchomienia zleceń
 Okres t Czas realizacji dostawy:2. Potrzeby brutto Zapas bezpieczeństwa: 0. Przyjęcia otwartych zlec. Metoda partiowania:FQ 50. Pl. końcowy zapas Wskaźnik braków: 0. Potrzeby netto. Pl. uruchomienia zleceń.")
116
Planowanie produkcji w przedsiębiorstwie
Przebieg działań planistycznych i sterujących Plan strategiczny Plan sprzedaży i produkcji (zagregowany) Główny plan produkcji (MPS) Plan potrzeb materiałowych Nabywanie Sterowanie produkcją Kontrola wejścia/wyjścia Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów Plan Realizacja Popyt Prognozy Zamówienia Zasoby
 Główny plan produkcji (MPS) Plan potrzeb materiałowych. Nabywanie. Sterowanie produkcją. Kontrola wejścia/wyjścia. Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów. Plan. Realizacja. Popyt. Prognozy. Zamówienia. Zasoby.")
117
Planowanie wymaganych zdolności produkcyjnych Proces ustalania krótkookresowych potrzeb w zakresie zdolności produkcyjnych Zadanie: Określenie planowanego obciążenia – wymaganych zdolności produkcyjnych i zbilansowanie z dysponowanymi zdolnościami w poszczególnych grupach roboczych i w poszczególnych okresach – raporty obciążeń. Zaplanowanie zmian zdolności produkcyjnych w celu zrównoważenia obciążenia z dysponowanymi zdolnościami produkcyjnymi. Wyznaczenie wąskich przekrojów. Ciągła weryfikacja realności Głównego Planu Produkcji (MPS) Dane: Planowane do uruchomienia zlecenia, zlecenia otwarte, bieżące obciążenie wydziału, kartoteka technologiczna (operacje na składnikach i ich kolejność, czasy przestawiania operacji, czasy jednostkowe operacji), kartoteka stanowisk roboczych W systemie MRP planowanie produkcji i zdolności produkcyjnej przebiega sekwencyjnie: Zaplanowanie produkcji – co?, ile?, kiedy? Określenie planowanego obciążenia Zaplanowanie zdolności produkcyjnych – zbilansowanie obciążenia i zdolności produkcyjnych
 Dane: Planowane do uruchomienia zlecenia, zlecenia otwarte, bieżące obciążenie wydziału, kartoteka technologiczna (operacje na składnikach i ich kolejność, czasy przestawiania operacji, czasy jednostkowe operacji), kartoteka stanowisk roboczych. W systemie MRP planowanie produkcji i zdolności produkcyjnej przebiega sekwencyjnie: Zaplanowanie produkcji – co , ile , kiedy Określenie planowanego obciążenia. Zaplanowanie zdolności produkcyjnych – zbilansowanie obciążenia i zdolności produkcyjnych.")
118
Planowanie wymaganych zdolności produkcyjnych
Planowane obciążenie Planowana zdol. prod. Opcje równoważenia obciążenia ze zdolnościami produkcyjnymi Opcje zmian obciążenia: Alternatywne procesy produkcyjne Zmiana metody partiowania – zmniejszenie wielkości zlecenia Rezygnacja z zapasu bezpieczeństwa Podział wielkości zlecenia Przesuwanie zleceń w przód lub wstecz Zmiany w MPS Opcje zmian zdolności produkcyjnej: Nadgodziny Dodatkowe zmiany Podwykonawstwo Przesuwanie pracowników do/z innych wydziałów

119
Planowanie zdolności produkcyjnych
Proces planowania wymaganych zdolności produkcyjnych w systemie MRP Opracowanie wstępnego projektu planu MPS Obliczenie planowanych potrzeb materiałowych. Planowane zlecenia do uruchomienia. Wygenerowanie raportów obciążeń Czy obciążenia i zdolności produkcyjne są zrównoważone? Jeżeli tak, to idź do punktu 6. Jeżeli nie, to idź do punktu 5. Czy zdolności produkcyjne mogą zostać zmienione? Jeżeli tak, to idź do punktu 6. Jeżeli nie, to dokonaj zmian w MPS i idź do punktu 2. Zatwierdzenie/zamrożenie części MPS

120
Planowanie wymaganych zdolności produkcyjnych
Projektowany MPS Planowanie potrzeb materiałowych MRP Planowanie zdolności produkcyjnych RCCP Transformacja zleceń w obciążenia Raport obciążenia zasobów Czy zdolności są wystarczające ? Zatwierdzenie części MPS Czy możliwe zrównoważenie zdolności z obciążeniem ? Zmiana obciążenia / zdolności produkcyjnej Zmiana projektowanego MPS NIE NIE TAK TAK

121
Bilansowanie obciążenia i zdolności produkcyjnych
Planowane obciążenie przez C [h]: Ti = tpzi + ntij Tydzień Część C (wałek X10) Tydzień Planowane uruchomienia zleceń 205 250 Proces technologiczny: część C Operacja tpz [h] tj [h] Maszyna Ciąć 0,3 0,1 Piła Toczyć 0,2 Tokarka Frezować Frezarka 20,8 41,2 25,3 50,2 Część D (wałek X5) Tydzień Planowane uruchomienia zleceń 100 50 Proces technologiczny: część D Operacja tpz [h] tj [h] Maszyna Ciąć 0,3 0,1 Piła Toczyć 0,2 Tokarka Frezować Frezarka Planowane obciążenie przez D [h]: Ti = tpzi + ntij Tydzień 10,3 10,2 20,2 5,3 5,2 Bilansowanie obciążenia i zdolności produkcyjnych (przykład) Raport obciążenia tokarek X10/2 X5/2 X10/3 X5/3 X5/4 6 1 2 3 4 5 Tydzień Zlecenia otwarte Zlec. planowane do uruchomienia 25% 50% 100% 75% Zdolność produkcyjna Obciążenie X10/4
 Tydzień Planowane uruchomienia zleceń Proces technologiczny: część C. Operacja. tpz [h] tj [h] Maszyna. Ciąć. 0,3. 0,1. Piła. Toczyć. 0,2. Tokarka. Frezować. Frezarka. 20,8. 41,2. 25,3. 50,2. Część D (wałek X5) Tydzień Planowane uruchomienia zleceń Proces technologiczny: część D. Operacja. tpz [h] tj [h] Maszyna. Ciąć. 0,3. 0,1. Piła. Toczyć. 0,2. Tokarka. Frezować. Frezarka. Planowane obciążenie przez D [h]: Ti = tpzi + ntij. Tydzień ,3. 10,2. 20,2. 5,3. 5,2. Bilansowanie obciążenia i zdolności produkcyjnych. (przykład) Raport obciążenia tokarek. X10/2. X5/2. X10/3. X5/3. X5/ Tydzień. Zlecenia otwarte. Zlec. planowane do uruchomienia. 25% 50% 100% 75% Zdolność produkcyjna. Obciążenie. X10/4.")
122
Relacja między zdolnością produkcyjną,obciążeniem, wielkością na wejściu i wyjściu z komórki
Zdolność produkcyjna Wielkość na wejściu Wielkość na wyjściu Wielkość na wyjściu zależy od zdolności produkcyjnej, a nie od obciążenia Cykl produkcyjny = Obciążenie Zdolność produkcyjna / okres

123
Planowanie produkcji w przedsiębiorstwie
Przebieg działań planistycznych i sterujących Plan strategiczny Plan sprzedaży i produkcji (zagregowany) Główny plan produkcji (MPS) Plan potrzeb materiałowych Nabywanie Sterowanie produkcją Kontrola wejścia/wyjścia Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów Plan Realizacja Popyt Prognozy Zamówienia Zasoby
 Główny plan produkcji (MPS) Plan potrzeb materiałowych. Nabywanie. Sterowanie produkcją. Kontrola wejścia/wyjścia. Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów. Plan. Realizacja. Popyt. Prognozy. Zamówienia. Zasoby.")
124
STEROWANIE WYKONANIEM PRODUKCJI (Production Activity Control - PAC)
Sterowanie wykonaniem produkcji (SWP) stanowi najniższy, wykonawczy poziom systemu zarządzania produkcją, łączący wyższe poziomy operatywnego planowania produkcji z procesami produkcyjnymi. Podstawą wyjściową dla sterowania wykonaniem produkcji jest główny plan zakładowy produkcji (MPS), który zawiera wykonawczy plan produkcji dla całego zakładu. SWP w ramach harmonogramowania szczegółowego dezagreguje MPS w szczegółowe zadania dla stanowisk roboczych - komórek produkcyjnych, z których składa się zakład produkcyjny. Sterowanie wykonaniem produkcji polega na transformacji danych zadanych przez wyższe poziomy planowania produkcji (operatywne planowanie produkcji, planowanie potrzeb materiałowych, planowanie zdolności produkcyjnych) w instrukcje sterujące maszynami, urządzeniami i procesami produkcyjnymi, a także na przetworzeniu danych z poziomu realizacji produkcji w informacje dla wyższych poziomów planowania.
 stanowi najniższy, wykonawczy poziom systemu zarządzania produkcją, łączący wyższe poziomy operatywnego planowania produkcji z procesami produkcyjnymi. Podstawą wyjściową dla sterowania wykonaniem produkcji jest główny plan zakładowy produkcji (MPS), który zawiera wykonawczy plan produkcji dla całego zakładu. SWP w ramach harmonogramowania szczegółowego dezagreguje MPS w szczegółowe zadania dla stanowisk roboczych - komórek produkcyjnych, z których składa się zakład produkcyjny. Sterowanie wykonaniem produkcji polega na transformacji danych zadanych przez wyższe poziomy planowania produkcji (operatywne planowanie produkcji, planowanie potrzeb materiałowych, planowanie zdolności produkcyjnych) w instrukcje sterujące maszynami, urządzeniami i procesami produkcyjnymi, a także na przetworzeniu danych z poziomu realizacji produkcji w informacje dla wyższych poziomów planowania.")
125
STEROWANIE WYKONANIEM PRODUKCJI
Główne planowanie produkcji Planowanie potrzeb materiałowych Planowanie zdolności produkcyjne Procesy produkcyjne Sterowanie wyk. produkcji (SWP) obejmuje harmonogramowanie (terminowanie, obciążanie stanowisk roboczych i ustalanie kolejności zadań), uruchamianie, kontrolę i ocenę przebiegu zleceń. Cele sterowania wykonaniem produkcji dotrzymanie zaplanowanych terminów realizacji zamówień klientów minimalizacja czasów realizacji zleceń minimalizacja poziomu zapasów (materiałów i produkcji w toku) maksymalizacja wykorzystania zasobów pracowniczych oraz maszyn i urządzeń minimalizacja nadgodzin Zakres, złożoność oraz stosowane zasady i metody SWP zależą od charakteru ciągłości produkcji, typu produkcji i systemu produkcyjnego.
 obejmuje harmonogramowanie (terminowanie, obciążanie stanowisk roboczych i ustalanie kolejności zadań), uruchamianie, kontrolę i ocenę przebiegu zleceń. Cele sterowania wykonaniem produkcji. dotrzymanie zaplanowanych terminów realizacji zamówień klientów. minimalizacja czasów realizacji zleceń. minimalizacja poziomu zapasów (materiałów i produkcji w toku) maksymalizacja wykorzystania zasobów pracowniczych oraz maszyn i urządzeń. minimalizacja nadgodzin. Zakres, złożoność oraz stosowane zasady i metody SWP zależą od charakteru ciągłości produkcji, typu produkcji i systemu produkcyjnego.")
126
Proces sterowania wykonaniem produkcji
Start Przydział zadań do stanowisk roboczych (Obciążanie) Ustalanie priorytetu zadań (Kolejność zadań) Uruchamianie zadań na stanowiskach Śledzenie postępu robót Nieukończone zadania Ukończone zadania
 Ustalanie priorytetu zadań. (Kolejność zadań) Uruchamianie zadań na stanowiskach. Śledzenie postępu robót. Nieukończone zadania. Ukończone zadania.")
127
Harmonogramowanie Harmonogramowanie - terminowanie zadań
Harmonogramowanie jest podstawową funkcją SWP. Zadaniem harmonogramowania jest określenie terminów realizacji zadań produkcyjnych (zleceń i poszczególnych operacji). Ustala się dokładne daty kalendarzowe, kiedy powinno się rozpocząć i zakończyć realizację zleceń - zadań. Terminowanie zadań opiera się na terminach ustalonych w trakcie operatywnego planowania zleceń (np. w oparciu o system MRP). Terminowanie zadań jest połączone z obciążaniem i bilansowaniem zdolności produkcyjnych.
. Ustala się dokładne daty kalendarzowe, kiedy powinno się rozpocząć i zakończyć realizację zleceń - zadań. Terminowanie zadań opiera się na terminach ustalonych w trakcie operatywnego planowania zleceń (np. w oparciu o system MRP). Terminowanie zadań jest połączone z obciążaniem i bilansowaniem zdolności produkcyjnych.")
128
Harmonogramowanie - obciążanie
Harmonogramowanie przy nieograniczonych zdolnościach produkcyjnych - obciążanie nieograniczone. Polega na ustaleniu terminu rozpoczęcia i zakończenia zlecenia oraz każdej operacji na stanowisku (grupie stanowisk) bez uwzględniania bieżącego poziomu obciążenia i granicy zdolności produkcyjnej. Obciążanie nieograniczone, które uwzględnia otwarte zlecenia i planowane do uruchomienia zlecenia produkcyjne obliczone przez system MRP jest nazywane planowaniem wymaganych zdolności produkcyjnych Obciążanie nieograniczone (bez uwzględniania ograniczeń zdol. prod.) Zdolność prod. Okres planistyczny 6 5 1 2 3 4
 bez uwzględniania bieżącego poziomu obciążenia i granicy zdolności produkcyjnej. Obciążanie nieograniczone, które uwzględnia otwarte zlecenia i planowane do uruchomienia zlecenia produkcyjne obliczone przez system MRP jest nazywane planowaniem wymaganych zdolności produkcyjnych. Obciążanie nieograniczone (bez uwzględniania ograniczeń zdol. prod.) Zdolność prod. Okres planistyczny")
129
Harmonogramowanie - obciążanie
Harmonogramowanie przy ograniczonych zdolnościach produkcyjnych - obciążanie ograniczone. Obowiązuje zasada, że jednocześnie na stanowisku może być wykonywane tylko jedno zadanie - operacja. Wynikiem harmonogramowania - obciążania ograniczonego jest harmonogram przebiegu produkcji, który określa zadania produkcyjne, terminy ich rozpoczęcia i zakończenia oraz stanowisko robocze. Stosując podejście z ograniczonymi zdolnościami produkcyjnymi jednocześnie obciąża się stanowiska i ustala kolejność realizacji zadań. Zarówno przy harmonogramowaniu nieograniczonym jak i ograniczonym można stosować różne techniki harmonogramowania. Obciążanie ograniczone (nigdy nie przekracza zdol. prod) Zdolność prod. Okres planistyczny 6 5 1 2 3 4
 Zdolność prod. Okres planistyczny")
130
Obciążanie nieograniczone
Planowane zlecenia do uruchomienia emitowane przez system MRP: 1,2,3,4,5. Wymagane daty ukończ.: Zlec.1 i 4 – koniec okresu 4. Zlec.2,3,5 – koniec okresu 5 Daty rozpocz: Zlec.1 i 2 – pocz. okr 1. Zlec.3 i 4 – pocz. okr 2. Zlec.5 – pocz. okr 3. 2 1 3 4 5 Zlecenie 40 Okres 80 Obciążenie komórki T (godziny standardowe) Obliczanie obciążenia: Czas tpz + (n x tj) Np. zlecenie 1: Przezbrojenie = 1 h Wielkość partii = 100 Czas jednostkowy = 0,4 h Obciążenie = x 0,4 = 41 h
 Obliczanie obciążenia: Czas tpz + (n x tj) Np. zlecenie 1: Przezbrojenie = 1 h. Wielkość partii = 100. Czas jednostkowy = 0,4 h. Obciążenie = x 0,4 = 41 h.")
131
Obciążanie ograniczone Trzy zlecenia zaplanowane do wykonania w tygodniu X (40 godz)
Zlecenie Toczenie [godz] Frezowanie [godz] Wiercenie [godz] 1 8 12 2 4 3 Czas transportu między operacjami: 2 godz. Kolejność wykonania zleceń (1,3,2) ustalono za pomocą wskaźnika krytycznego Maszyna 1 dzień 8godz 2 dzień 16godz 3 dzień 24godz 4 dzień 32godz 5 dzień 40godz Tokarka 1 3 2 Frezarka Wiertarka 1 Obciążenie (tokarki) [godz] 8 2 3 4 5 Dni 6 Zdolność produkcyjna
 ustalono za pomocą wskaźnika krytycznego. Maszyna. 1 dzień. 8godz. 2 dzień. 16godz. 3 dzień. 24godz. 4 dzień. 32godz. 5 dzień. 40godz. Tokarka Frezarka. Wiertarka. 1. Obciążenie. (tokarki) [godz] Dni. 6. Zdolność produkcyjna.")
132
Techniki harmonogramowania
Harmonogramowanie w przód Harmonogramowanie wstecz Kombinowane Harmonogramowanie w przód Harmonogramowanie w przód polega na terminowaniu każdego zadania rozpoczynając w najwcześniejszym możliwym momencie. Harmonogramowanie wstecz Harmonogramowanie wstecz polega na budowie harmonogramu zaczynając od wymaganej daty zakończenia danego zlecenia i „pracując” wstecz wyznacza się termin rozpoczęcia zlecenia oraz terminy rozpoczęcia poszczególnych zadań - operacji. Nie ma zapasów - rezerw czasowych. Zarówno harmonogramowanie w przód, jak i wstecz jest szeroko stosowane. W wielu przedsiębiorstwach stosuje się harmonogramowanie kombinowane. W tym przypadku, dla zleceń już rozpoczętych, w celu zagwarantowania ich szybkiego wykonania i wysokiego obciążenia stanowisk, przeprowadza się harmonogramowanie w przód, a dla zleceń nie rozpoczętych, w celu zmniejszenia wysokich stanów produkcji w toku, przeprowadza się harmonogramowanie wstecz.

134
Kolejność zadań Wykres Gantt’a.
Wykres Gantt’a zbudowany według zasady harmonogramowania w przód Przykład: Zlecenie Wymagana data zakończenia A B C D Zlecenie Operacja 1 [godz] Operacja 2 Operacja 3 A Tokarka 3 Wiertarka 2 Frezarka 4 B C D 5 Czas oczekiwania i transportu między maszynami: 6 godz. Stanowisko 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 Tokarka Zlec A Oper1 ZlecC Oper1 Przerwa Zlec D Oper 2 Frezarka Zlec B Oper 1 Zlec C Oper 2 Zlec A Oper 3 Wiertarka Zlec D Oper 1 ZlecA Oper2 Zlec B Oper 2 Zlec C Oper 3

135
Reguły priorytetu W przypadku gdy stosowane jest harmonogramowanie nieograniczone, kolejność zadań wyznacza się za pomocą reguł priorytetu Reguły priorytetu Reguły priorytetu stosuje się, gdy kolejność wykonania zadań na stanowiskach nie została określona w ramach harmonogramowania z ograniczonymi zdolnościami produkcyjnymi np. w postaci wykresu Gantt’a. Reguły priorytetu są prostymi zasadami heurystycznymi stosowanymi do wyboru zadania do obróbki na danym stanowisku ze zbioru zadań oczekujących na wykonanie w danym okresie ( na danej zmianie). Najczęściej stosowanymi regułami priorytetu są następujące zasady: Pierwszy przybył pierwszy obrabiany (FCFS). Zlecenia są realizowane w porządku w jakim zjawiają się na stanowisku roboczym. Według najkrótszego czasu obróbki (SPT). Pierwsze wykonywane jest najkrótsze zadanie. Według najdłuższego czasu obróbki (LPT). Pierwsze wykonywane zadanie o najdłużym czasie. Według wymaganej daty zakończenia zlecenia (EDD). Pierwszy obrabiany jest wyrób z najwcześniejszą datą ukończenia zlecenia. Według zapasu czasu (S). Pierwsze jest wykonywane zadanie z najmniejszym zapasem czasu (czas pozostały do planowanego ukończenia zlecenia pomniejszony o czas operacji pozostałych do wykonania) Według losowego wyboru (RS). Pierwsze jest wykonywane losowo wybrane zadanie. Według zamówienia preferowanego klienta (PCO). Pierwsze wykonywane zadanie z zamówienia preferowanego klienta. Według wskaźnika krytycznego - WK. Pierwszy jest obrabiany wyrób o najmniejszej wartości ilorazu czasu pozostałego do planowanego ukończenia zlecenia i sumy czasów operacji pozostałych do wykonania tego zlecenia.
. Najczęściej stosowanymi regułami priorytetu są następujące zasady: Pierwszy przybył pierwszy obrabiany (FCFS). Zlecenia są realizowane w porządku w jakim zjawiają się na stanowisku roboczym. Według najkrótszego czasu obróbki (SPT). Pierwsze wykonywane jest najkrótsze zadanie. Według najdłuższego czasu obróbki (LPT). Pierwsze wykonywane zadanie o najdłużym czasie. Według wymaganej daty zakończenia zlecenia (EDD). Pierwszy obrabiany jest wyrób z najwcześniejszą datą ukończenia zlecenia. Według zapasu czasu (S). Pierwsze jest wykonywane zadanie z najmniejszym zapasem czasu (czas pozostały do planowanego ukończenia zlecenia pomniejszony o czas operacji pozostałych do wykonania) Według losowego wyboru (RS). Pierwsze jest wykonywane losowo wybrane zadanie. Według zamówienia preferowanego klienta (PCO). Pierwsze wykonywane zadanie z zamówienia preferowanego klienta. Według wskaźnika krytycznego - WK. Pierwszy jest obrabiany wyrób o najmniejszej wartości ilorazu czasu pozostałego do planowanego ukończenia zlecenia i sumy czasów operacji pozostałych do wykonania tego zlecenia.")
136
Wskaźnik krytyczny Wskaźnik krytyczny (WK) jest dynamiczną regułą, która umożliwia ciągłe uaktualnianie priorytetów. Jest regułą priorytetu wiążącą wymaganą datę dostawy wyrobu finalnego do klienta z aktualną datą. WK jest stosowany w systemach MRP i ma szerokie zastosowanie w przemyśle. wymagany termin zakończ. zlec. - aktualna WK = czas prac pozostałych do wykonania Priorytet mają zlecenia, które wykazują najmniejszy wskaźnik krytyczny. Wartość WK = 1 oznacza, że zlecenie dysponuje wystarczającym czasem na dotrzymanie terminu dostawy. Wartość WK < 1 oznacza, że zlecenie jest opóźnione i termin dostawy może nie zostać dotrzymany. Wartość WK > 1 oznacza, że zlecenie dysponuje zapasem czasowym. Reguła wskaźnika krytycznego jest pomocna w większości systemów SWP i służy do: określenia statusu danego zadania ustalania priorytetów dla zbioru zadań bazując na wspólnej podstawie dostosowania priorytetów w przypadku zmian w popycie i postępie prac - zadań dynamicznego śledzenia postępu realizacji zadań i ich umiejscowienia w czasie.

137
Kontrola Wejścia – Wyjścia
Wiele zakładów wykazuje problemy w sterowaniu realizacją zleceń objawiające trudnościami w dotrzymaniu zaplanowanych terminów zakończenia zleceń. Jedną z przyczyn tych trudności może być nadmierne przeciążanie stanowisk roboczych połączone z brakiem znajomości rzeczywistego przerobu na stanowisku roboczym. Brak wiedzy o obciążeniach i przerobie objawia się długimi cyklami realizacji zleceń. Kontrola Wejścia - Wyjścia jest techniką, która pozwala na pomiar fizycznego, rzeczywistego przepływu produkcji przez stanowisko robocze lub centra obciążeń. Przepływ zadań określa się w oparciu o: rzeczywiste wejścia; zadania, które zjawiły się na stanowisku w danym okresie, rzeczywiste wyjścia; zadania, które przeszły przez stanowisko i opuściły stanowisko w danym okresie, rzeczywiste obciążenia; zadania, które zjawiły się w poprzednich okresach na stanowisku i jeszcze nie zostały przerobione. Kontrola wejścia - wyjścia umożliwia regulowanie: dopływu produkcji (zadań) do stanowiska poprzez porównanie rzeczywistych wejść z planowanymi wejściami odpływu produkcji (zadań) ze stanowiska poprzez porównanie rzeczywistych wyjść z planowanymi wyjściami Wejścia, wyjścia oraz obciążenia często są mierzone w normatywnych godzinach, tak aby móc rozpatrywać w tych samych jednostkach różne rodzaje wyrobów przychodzące na stanowisko. Zwykle nie ma potrzeby śledzić wszystkich stanowisk, a wystarczy śledzić te które mają kluczowe znaczenie, czyli wąskie gardła. W praktyce bada się przepływ z kilku okresów, co pozwala zweryfikować i ustalić średni cykl produkcyjny wyrobów przechodzących przez stanowisko.
 do stanowiska poprzez porównanie rzeczywistych wejść z planowanymi wejściami. odpływu produkcji (zadań) ze stanowiska poprzez porównanie rzeczywistych wyjść z planowanymi wyjściami. Wejścia, wyjścia oraz obciążenia często są mierzone w normatywnych godzinach, tak aby móc rozpatrywać w tych samych jednostkach różne rodzaje wyrobów przychodzące na stanowisko. Zwykle nie ma potrzeby śledzić wszystkich stanowisk, a wystarczy śledzić te które mają kluczowe znaczenie, czyli wąskie gardła. W praktyce bada się przepływ z kilku okresów, co pozwala zweryfikować i ustalić średni cykl produkcyjny wyrobów przechodzących przez stanowisko.")
138
Kontrola Wejścia – Wyjścia
Przykład: Przeszłe Przyszłe Okresy 1 2 3 4 5 6 Wejścia przewidywane [godz] 50 56 48 Wejścia rzeczywiste [godz] 54 52 Wyjścia przewidywane [godz] Wyjścia rzeczywiste [godz] Obciążenia przewidywane [godz] 152 156 154 Obciążenia rzeczywiste [godz] 160

139
SYSTEM STEROWANIA WYKONANIEM PRODUKCJI
Funkcje sterowania realizacją zleceń SWP obejmuje następujące funkcje: Harmonogramowanie - planowanie realizacji zleceń. Opracowanie, w oparciu o aktualną wiedzę i dane, planów - harmonogramów produkcji, które spełnią wymogi zawarte w zleceniach produkcyjnych. Dysponowanie - uruchamianie. Doprowadzenie planów do realizacji na stanowiskach roboczych poprzez określenie priorytetów zadań do wykonania i uruchamianie produkcji po sprawdzeniu dyspozycyjności zasobów (czynników produkcji - maszyn, pracowników, narzędzi i materiałów). Monitorowanie - kontrola. Pozyskiwanie danych, analiza danych, wspomaganie decyzji. Zbieranie i porównanie informacji odnośnie faktycznej i planowej realizacji zadań, o zakłóceniach w ich realizacji i o stanie systemu. DYSPONOWANIE Uruchamianie - ustalanie priorytetów zadań - kontrola dyspozycyjności zasobów - uruchamianie zadań planowych - regulowanie przebiegu planu Procesy produkcyjne Główne planowanie produkcji Planowanie potrzeb materiałowych Planowanie zdolności produkcyjnych Zlecenia do uruchomienia HARMONOGRAMOWANIE Planowanie realizacji zleceń - obciążanie i bilansowanie - terminowanie - ustalanie kolejności MONITOROWANIE Kontrola - kontrola postępu produkcji - ocena odchyleń od planu - analiza danych o systemie Zbieranie danych Instrukcje Harmonogramy
. Monitorowanie - kontrola. Pozyskiwanie danych, analiza danych, wspomaganie decyzji. Zbieranie i porównanie informacji odnośnie faktycznej i planowej realizacji zadań, o zakłóceniach w ich realizacji i o stanie systemu. DYSPONOWANIE. Uruchamianie. - ustalanie priorytetów zadań. - kontrola dyspozycyjności zasobów. - uruchamianie zadań planowych. - regulowanie przebiegu planu. Procesy produkcyjne. Główne planowanie produkcji. Planowanie potrzeb materiałowych. Planowanie zdolności produkcyjnych. Zlecenia do uruchomienia. HARMONOGRAMOWANIE. Planowanie realizacji zleceń. - obciążanie i bilansowanie. - terminowanie. - ustalanie kolejności. MONITOROWANIE. Kontrola. - kontrola postępu produkcji. - ocena odchyleń od planu. - analiza danych o systemie. Zbieranie danych. Instrukcje. Harmonogramy.")
140
Integracja poziomu sterowania produkcją z systemem MRP
Ścisła i pełna integracja Zalety: korzyści z pełnego zamknięcia pętli - planowanie i realizacja; korzyści z automatyzacji procesu sterowania produkcją Wady: skuteczność i efektywność planowania i sterowania uzależniona od dokładności, bezbłędności, aktualności i niezawodności informacji o stanie systemu produkcyjnego oraz zleceń, zadań produkcyjnych w czasie rzeczywistym 2. Decentralizacja sterowania, ograniczona integracja, rozproszone sterowanie Zalety: bezpośrednie pozyskanie informacji („u źródeł”), podejmowanie decyzji na podstawie analizy bezpośredniej i wzrokowej w czasie rzeczywistym; harmonogramowanie szczegółowe w komórkach produkcyjnych prowadzone przez kierowników najniższego szczebla Wady: brak korzyści z pełnej integracji i automatyzacji sterowania produkcją
, podejmowanie decyzji na podstawie analizy bezpośredniej i wzrokowej w czasie rzeczywistym; harmonogramowanie szczegółowe w komórkach produkcyjnych prowadzone przez kierowników najniższego szczebla. Wady: brak korzyści z pełnej integracji i automatyzacji sterowania produkcją.")
141
Przykład zdecentralizowanego sterowania produkcją z wykorzystaniem harmonogramatora (scheduler)
")
142
ROZWÓJ ZINTEGROWANEGO SYSTEMU PLANOWANIA POTRZEB MATERIAŁOWYCH (MRP) I ZASOBÓW PRZEDSIĘBIORSTWA
Wilson - model ekonomicznej wielkości zamówienia EOQ (Economic Order Quantity) Lata pięćdziesiąte - powszechne stosowanie systemów uzupełniania zapasu, zarówno w zarządzaniu zapasami pozycji rodzajowych o popycie niezależnym, jak i o popycie zależnym Lata sześćdziesiąte - Orlicky - koncepcja planowania potrzeb materiałowych MRP (Material Requirements Planning),rozróżnienie popytu niezależnego i zależnego Lata siedemdziesiąte - system MRP closed loop - MRP zamknięta pętla Lata osiemdziesiąte - system MRP II (Manufacturing Resources Planning)- system planowania zasobów produkcyjnych - rozszerzenie systemu MRP closed loop o planowanie zasobów finansowych oraz planowanie potrzeb dystrybucyjnych DRP (Distribution Requirements Planning) Lata dziewięćdziesiąte - ERP (Enterprise Resources Planning) lub MRP III system planowania zasobów przedsiębiorstwa
 Lata pięćdziesiąte - powszechne stosowanie systemów uzupełniania zapasu, zarówno w zarządzaniu zapasami pozycji rodzajowych o popycie niezależnym, jak i o popycie zależnym. Lata sześćdziesiąte - Orlicky - koncepcja planowania potrzeb materiałowych MRP (Material Requirements Planning),rozróżnienie popytu niezależnego i zależnego. Lata siedemdziesiąte - system MRP closed loop - MRP zamknięta pętla. Lata osiemdziesiąte - system MRP II (Manufacturing Resources Planning)- system planowania zasobów produkcyjnych - rozszerzenie systemu MRP closed loop o planowanie zasobów finansowych oraz planowanie potrzeb dystrybucyjnych DRP (Distribution Requirements Planning) Lata dziewięćdziesiąte - ERP (Enterprise Resources Planning) lub MRP III system planowania zasobów przedsiębiorstwa.")
143
Główne planowanie produkcji Master Production Scheduling
System MRP closed loop Główne planowanie produkcji Master Production Scheduling

144
Wdrażanie systemów klasy MRPII/ERP
BOM – Bill of Material – zestawienie materiałowe – Kartoteka strukturalna MPS – Master Production Schedule – Główny harmonogram produkcji MRP – Material Requirements Planning – Planowanie potrzeb materiałowych MRP II – Manufacturing Resources Planning – Planowanie zasobów produkcyjnych ERP – Enterprise Resources Planning – Planowanie zasobów przedsiębiorstwa Minimum systemu MRP Baza Danych – BOM, Inventory Status, Item Master, Resources Capacity Moduł MPS Moduł MRP Zamknięcie pętli MRP – Kontrola wejścia - wyjścia

145
ZINTEGROWANY SYSTEM ZARZĄDZANIA PRODUKCJĄ MRP II
Sterowanie produkcją Production Activity Control Główne planowanie produkcji Master Production Scheduling Planowanie sprzedaży i produkcji Sales &Operations Planning

146
MRP II Standard System APICS 1989
SOP - planowanie sprzedaży i produkcji (Sales and Operations Planning) DEM - zarządzanie popytem (Demand Management) MPS - główne planowanie i harmonogramowanie produkcji (Master Production Scheduling) MRP - planowanie potrzeb materiałowych (Material Requirements Planning) BOM - struktury wyrobów (Bill of Material Subsystem) INV - transakcje przepływów materiałowych (Inventory Transaction Subsystem) SRS - planowanie przyjęć otwartych zleceń (Scheduled Receipts Subsystem) SFC - sterowanie produkcją (Shop Floor Control, Production Activity Control) CRP - planowanie zdolności produkcyjnych (Capacity Requirements Planning) I/OC - sterowanie obciążeniem stanowisk (Input/Output Control) PUR - zakupy materiałowe i kooperacja (Purchasing) DRP - planowanie potrzeb dystrybucyjnych (Distribution Requirements Planning) TPC - zarządzanie narzędziami (Tooling Planning and Control) FPI - interfejsy modułów finansowych (Financial Planning Interfaces) SYM - symulacja (Simulation) PMT - pomiar działalności produkcyjnej (Performance Measurement)
 DEM - zarządzanie popytem (Demand Management) MPS - główne planowanie i harmonogramowanie produkcji (Master Production Scheduling) MRP - planowanie potrzeb materiałowych (Material Requirements Planning) BOM - struktury wyrobów (Bill of Material Subsystem) INV - transakcje przepływów materiałowych (Inventory Transaction Subsystem) SRS - planowanie przyjęć otwartych zleceń (Scheduled Receipts Subsystem) SFC - sterowanie produkcją (Shop Floor Control, Production Activity Control) CRP - planowanie zdolności produkcyjnych (Capacity Requirements Planning) I/OC - sterowanie obciążeniem stanowisk (Input/Output Control) PUR - zakupy materiałowe i kooperacja (Purchasing) DRP - planowanie potrzeb dystrybucyjnych (Distribution Requirements Planning) TPC - zarządzanie narzędziami (Tooling Planning and Control) FPI - interfejsy modułów finansowych (Financial Planning Interfaces) SYM - symulacja (Simulation) PMT - pomiar działalności produkcyjnej (Performance Measurement)")
147
Wymogi efektywnego wdrożenia i funkcjonowania zintegrowanego systemu zarządzania klasy MRPII/ERP
Dokładność, bezbłędność, aktualność i niezawodność danych: Kartoteka strukturalna % Kartoteka rodzajowa % Kartoteka procesów technologicznych - 95% Kartoteka stanowisk roboczych % Rygor i dyscyplina w kontroli przepływu materiałów: Zapasy % Zlecenia produkcyjne % Zlecenia nabycia % Zamówienia klientów % Realny, wykonalny ze względu na zdolności produkcyjne Główny Plan Produkcji Zaangażowanie kierownictwa oraz jego uczestnictwo i zrozumienie: Arbitraż w kwestiach spornych między Marketingiem Produkcją Finansami Szkolenia pracowników: 80% przeszkolonej i poinformowanej załogi Kierownik projektu wdrożenia systemu MRPII System MRPII/ERP jest bezużyteczny jeżeli nie przestrzega się wysokiej dyscypliny w zarządzaniu zapasami Kontrola zapasów według klasyfikacji ABC: Codzienna kontrola – klasa A pozycje rodzajowe o dużej wartości na wyjściu Comiesięczna kontrola – klasa C pozycje o małej wartości na wyjściu

148
Wdrażanie systemów klasy MRP II/ERP
Wdrożenie systemu klasy MRP II/ERP powinno zostać poprzedzone reengineeringiem procesów, aby nie integrować i komputeryzować nieefektywnych, długich i zawodnych procesów Reengineering procesów Drastyczne przemodelowanie procesów w przedsiębiorstwie przynoszące kilkudziesięcioprocentowy efekt Implementacja systemu klasy ERP Integracja pozioma i pionowa zarządzania procesami w przedsiębiorstwie + = Efektywne i skuteczne zintegrowane zarządzanie logistyczne w przedsiębiorstwie

149
Ocena systemów MRPII/ERP
Korzyści wdrażania systemów ERP Poprawa poziomu obsługi klientów – skrócenie czasu realizacji zamówień, zwiększenie terminowości dostaw Redukcja zapasów nabywanych, zapasów produkcji w toku, zapasów wyrobów gotowych, zapasów eksploatacyjnych Redukcja kosztów Krótszy czas reakcji na zmiany w otoczeniu przedsiębiorstwa Większa elastyczność Wady systemów ERP Efektywność i skuteczność działania systemów ERP jest w bardzo dużym stopniu uwarunkowana bezbłędnością, aktualnością, dokładnością, niezawodnością danych - – duża wrażliwość na błędne dane Brak wbudowanego mechanizmu ciągłego doskonalenia

150
UWAGA!? Tylko 20% - 25% wdrożonych systemów MRPII/ERP działa efektywnie, skutecznie i satysfakcjonuje użytkowników

151
Wdrażanie systemów klasy MRPII/ERP
BOM – Bill of Material – zestawienie materiałowe – Kartoteka strukturalna MPS – Master Production Schedule – Główny plan produkcji MRP – Material Requirements Planning – Planowanie potrzeb materiałowych MRP II – Manufacturing Resources Planning – Planowanie zasobów produkcyjnych ERP – Enterprise Resources Planning – Planowanie zasobów przedsiębiorstwa Minimum systemu MRP Baza Danych – BOM, Inventory Status, Item Master, Resources Capacity Moduł MPS Moduł MRP Zamknięcie pętli MRP – Kontrola wejścia - wyjścia

152
Wymogi efektywnego wdrożenia i funkcjonowania zintegrowanego systemu zarządzania klasy MRPII/ERP
Dokładność, bezbłędność, aktualność i niezawodność danych: Kartoteka strukturalna % Kartoteka rodzajowa % Kartoteka procesów technologicznych - 95% Kartoteka stanowisk roboczych % Rygor i dyscyplina w kontroli przepływu materiałów: Zapasy % Zlecenia produkcyjne % Zlecenia nabycia % Zamówienia klientów % Realny, wykonalny ze względu na zdolności produkcyjne Główny Plan Produkcji Zaangażowanie kierownictwa oraz jego uczestnictwo i zrozumienie: Arbitraż w kwestiach spornych między Marketingiem Produkcją Finansami Szkolenia pracowników: 80% przeszkolonej i poinformowanej załogi Kierownik projektu wdrożenia systemu MRPII System MRPII/ERP jest bezużyteczny jeżeli nie przestrzega się wysokiej dyscypliny w zarządzaniu zapasami Kontrola zapasów według klasyfikacji ABC: Codzienna kontrola – klasa A pozycje rodzajowe o dużej wartości na wyjściu Comiesięczna kontrola – klasa C pozycje o małej wartości na wyjściu

153
Wdrażanie systemów klasy MRP II/ERP
Wdrożenie systemu klasy MRP II/ERP powinno zostać poprzedzone reengineeringiem procesów, aby nie integrować i komputeryzować nieefektywnych, długich i zawodnych procesów Reengineering procesów Drastyczne przemodelowanie procesów w przedsiębiorstwie przynoszące kilkudziesięcioprocentowy efekt Implementacja systemu klasy ERP Integracja pozioma i pionowa zarządzania procesami w przedsiębiorstwie + = Efektywne i skuteczne zintegrowane zarządzanie logistyczne w przedsiębiorstwie

154
Ocena systemów MRPII/ERP
Korzyści wdrażania systemów ERP Poprawa poziomu obsługi klienta Krótsze czasy realizacji Krótszy czas reakcji na zmiany w otoczeniu przedsiębiorstwa Większa elastyczność Redukcja zapasów Wady systemów ERP Efektywność i skuteczność działania systemów ERP jest w bardzo dużym stopniu uwarunkowana bezbłędnością, aktualnością, dokładnością, niezawodnością danych – duża wrażliwość na błędne dane Brak wbudowanego mechanizmu ciągłego doskonalenia

155
UWAGA!? Tylko 20% - 25% wdrożonych systemów MRPII/ERP działa efektywnie, skutecznie i satysfakcjonuje użytkowników

156
Strategia Lean Production Strategia Lean Manufacturing

157
Strategia Lean Production/Lean Manufacturing
Odchudzona produkcja Produkcja bez strat Toyota Production System (TPS) Japoński system zarządzania produkcją JIT production – produkcja dokładnie na czas Produkcja dokładnie na czas Produkcja bez zapasów System Kanban Ssący system sterowania produkcją Pierwsza implementacja: Toyota Motor Company, Mr Taiichi Ohno, lata 60-te
 Japoński system zarządzania produkcją. JIT production – produkcja dokładnie na czas. Produkcja dokładnie na czas. Produkcja bez zapasów. System Kanban. Ssący system sterowania produkcją. Pierwsza implementacja: Toyota Motor Company, Mr Taiichi Ohno, lata 60-te.")
158
Istota strategii Lean Production
Lean Production – strategia konkurowania dążąca do pogodzenia produkcji przy minimalnych kosztach z zachowaniem wysokiej jakości, niezawodności i krótkiego czasu realizacji, drogą ciągłego doskonalenia i eliminacji wszelkich strat i nieefektywności poprzez redukcję zapasów, małe wielkości partii, zapewnienie jakości, pracę zespołową oraz maksymalizację prostoty w przepływie produkcji Lean Production – filozofia oparta na eliminacji strat i marnotrawstwa z łańcucha dodawania wartości poprzez redukcję i eliminację działań nie związanych z dodawaniem wartości Lean Production/JIT – podejście zmierzająca do kupowania, produkowania i dostarczania tylko tego co i ile oraz na kiedy jest potrzebne w wymaganej jakości i miejscu w całym łańcuchu dostaw obejmującym dostawców, przedsiębiorstwo i klientów

159
Zasady produkcji Lean/JIT (Robert W. Hall – Zero Inventory)
Produkuj to, co klient – odbiorca chce Produkuj tyle, ile klient – odbiorca chce Produkuj natychmiast gdy pojawi się zapotrzebowanie Produkuj z idealną jakością Produkuj bez strat i nieefektywności Produkuj przy zaangażowaniu i rozwoju ludzi

160
Cele Lean Production Usatysfakcjonowanie klienta odbiorcy poprzez właściwy wyrób, we właściwej ilości, o właściwej jakości, we właściwym miejscu, i właściwym czasie Cele szczegółowe: Zero zapasów Zero braków Zero awarii (zero nieterminowych dostaw) Zero czasów przestawień, przezbrojeń Zero transportu Zero cykli produkcyjnych (czas dodawania wartości = czas realizacji) Wielkość partii produkcyjnej = 1
 Zero czasów przestawień, przezbrojeń. Zero transportu. Zero cykli produkcyjnych (czas dodawania wartości = czas realizacji) Wielkość partii produkcyjnej = 1.")
161
2. Zapasy skrywają problemy
Lean i zapasy Zapasy są złem! Zapasy są jak opium, im więcej ich masz tym więcej ich chcesz! Zapasy kosztują Pieniądze związane z powierzchnią (magazynową, produkcyjną) Pieniądze związane z utrzymywaniem zapasów Pieniądze zamrożone w zapasach 2. Zapasy skrywają problemy Rozwiązując problemy eliminuje się powód utrzymywania zapasów Uwolnione pieniądze można zainwestować w dalsze rozwiązywanie problemów
 Pieniądze związane z utrzymywaniem zapasów. Pieniądze zamrożone w zapasach. 2. Zapasy skrywają problemy. Rozwiązując problemy eliminuje się powód utrzymywania zapasów. Uwolnione pieniądze można zainwestować w dalsze rozwiązywanie problemów.")
162
Lean i zapasy Stymulowanie rozwiązywania problemów w Lean
Obniżenie poziomu zasobów (np. zapasów) Identyfikacja problemów Eliminacja problemów Poprawa wykorzystania zasobów (ludzie, środki pracy, kapitał, materiały, powierzchnia) Powrót do punktu 1
 Identyfikacja problemów. Eliminacja problemów. Poprawa wykorzystania zasobów (ludzie, środki pracy, kapitał, materiały, powierzchnia) Powrót do punktu 1.")
163
Lean i zapasy

164
Elementy systemu wytwarzania Lean
System sterowania produkcją oparty na zasadzie ssania – system Kanban Komórka (klient - odbiorca) „zasysa” produkcję z komórki zasilającej (dostawca) tylko wówczas gdy pojawia się bieżące zapotrzebowanie na materiały, części, zespoły, czy wyroby. Gdy nie ma sygnału, nie ma produkcji. Kanban – sposób komunikowania się (np. kartka, puste pole odkładcze, pusty pojemnik). Korzyści: Cała załoga zintegrowana spójnym systemem sterowania umożliwiającym produkcję zgodnie z bieżącym zapotrzebowaniem przy minimalnych zapasach Komórka dostawcza Komórka odbiorcza Kanban Przepływ materiału
 „zasysa produkcję z komórki zasilającej (dostawca) tylko wówczas gdy pojawia się bieżące zapotrzebowanie na materiały, części, zespoły, czy wyroby. Gdy nie ma sygnału, nie ma produkcji. Kanban – sposób komunikowania się (np. kartka, puste pole odkładcze, pusty pojemnik). Korzyści: Cała załoga zintegrowana spójnym systemem sterowania umożliwiającym produkcję zgodnie z bieżącym zapotrzebowaniem przy minimalnych zapasach. Komórka dostawcza. Komórka odbiorcza. Kanban. Przepływ materiału.")
165
Elementy systemu wytwarzania Lean
2. Produkcja w małych partiach Dąży się do produkcji w partiach = 1 Korzyści: Krótki cykl produkcyjny – czas realizacji Małe partie szybko są przekazywane i obrabiane, co redukuje złomowanie i naprawy, gdyż przyczyny wadliwej produkcji szybko są identyfikowane i usuwane Powierzchnia produkcyjna może zostać zredukowana (nie ma pół odkładczych na duże partie). Maszyny mogą i powinny być zlokalizowane blisko siebie. Pracownicy mogą łatwo porozumiewać się i pomagać innym Operacje stają się bardziej zależne. Problem na jednej maszynie szybko staje się problemem innych maszyn Łatwiejsza kontrola produkcji, przepływu materiałów i kosztów
. Maszyny mogą i powinny być zlokalizowane blisko siebie. Pracownicy mogą łatwo porozumiewać się i pomagać innym. Operacje stają się bardziej zależne. Problem na jednej maszynie szybko staje się problemem innych maszyn. Łatwiejsza kontrola produkcji, przepływu materiałów i kosztów.")
166
Elementy systemu wytwarzania Lean
3. Usprawnianie i upraszczanie przepływu produkcji. Technologia Grupowa - grupowanie części lub produktów ze względu na podobieństwo procesów technologicznych i tworzenie komórek specjalizowanych przedmiotowo. Zwiększanie efektywności i skuteczności poprzez produkcję w mini zakładach zorientowanych produktowo. Ustawienie maszyn w komórce w kształcie litery U. Ułatwia komunikację między pracownikami. Prewencyjne remonty. Ograniczenie losowych przypadków awarii. Redukcja czasów przestawień/przezbrojeń (metoda SMED/T) 4. Wyeliminowanie zapasów awaryjnych i zabezpieczających („na wszelki przypadek”) 5. Wymóg produkcji bez braków (SPC, samokontrola, Poka Yoke)
 4. Wyeliminowanie zapasów awaryjnych i zabezpieczających („na wszelki przypadek ) 5. Wymóg produkcji bez braków (SPC, samokontrola, Poka Yoke)")
167
Elementy systemu wytwarzania Lean
6. Zaangażowanie pracowników. System produkcyjny JIT może funkcjonować jedynie przy odpowiednio zmotywowanych i zaangażowanych pracownikach. Liczba wniosków usprawnień rośnie wraz ze wzrostem świadomości i odpowiedzialności za całość procesu. 7. Ciągła poprawa wszelkich aspektów produkcji (KAIZEN) 8. Ustanowienie nowych relacji z dostawcami Wybór dostawcy, który gwarantuje częste dostawy dokładnie na czas, w małych partiach, bez braków. Cena niekoniecznie najniższa. Dostawcy zlokalizowani blisko. Partnerskie relacje aby osiągnąć wspólny cel. Informowanie dostawcy o planach długo- i średniookresowych i o ramowych planach potrzeb materiałowych. Luźna specyfikacja materiałowa. Otwarte zlecenia. Dostawca bierze odpowiedzialność za jakość i ilość.
 8. Ustanowienie nowych relacji z dostawcami. Wybór dostawcy, który gwarantuje częste dostawy dokładnie na czas, w małych partiach, bez braków. Cena niekoniecznie najniższa. Dostawcy zlokalizowani blisko. Partnerskie relacje aby osiągnąć wspólny cel. Informowanie dostawcy o planach długo- i średniookresowych i o ramowych planach potrzeb materiałowych. Luźna specyfikacja materiałowa. Otwarte zlecenia. Dostawca bierze odpowiedzialność za jakość i ilość.")
168
Produkcja i przepływ po jednej sztuce Redukcja składowania (1)
Przyczyny składowania: obróbka, kontrola i transport w dużych partiach Przyczyny produkcji i transportu w dużych partiach: mniejsza liczba operacji transportowych krótszy czasu wykonania operacji na danym zbiorze części długi czas przygotowawczo-zakończeniowy Problemy obróbki, kontroli i transportu w partiach 1. Składowanie części przed i za maszyną. Części biorące udział w procesie gromadzą się tworząc zapas. Obróbka Części przed obróbką Części po obróbce

169
Redukcja składowania (2)
Produkcja i przepływ po jednej sztuce Redukcja składowania (2) 2. Oczekiwanie na ukończenie obróbki na całej partii i jej transport. Przykład: Partia detali składa się ze 100 szt. Mamy wykonać dwie operacje na tych detalach. Czas wykonania każdej operacji na 1 szt. wynosi 1 min. Czas realizacji partii wynosi 200 min (zakładając, że czas transportu partii równa się zero). Czas realizacji partii skraca się gdy partia transportowa jest mniejsza od partii produkcyjnej. Jeżeli zmniejszymy wielkość partii transportowej, to trzeba będzie wykonać więcej operacji transportowych. Dlatego trzeba te działania zracjonalizować. Jak? Skrócić odległość między maszynami (zmienić rozplanowanie przestrzenne, zorganizować produkcję w gniazdach przedmiotowych, wyeliminować transport z udziałem wózka transportowego na rzecz przekazywania detali bezpośrednio ze stanowiska na stanowisko np. z wykorzystaniem rynienki) 100 min Druga operacja Pierwsza operacja 200 min 1 2 3 100 101 min
 2. Oczekiwanie na ukończenie obróbki na całej partii i jej transport. Przykład: Partia detali składa się ze 100 szt. Mamy wykonać dwie operacje na tych detalach. Czas wykonania każdej operacji na 1 szt. wynosi 1 min. Czas realizacji partii wynosi 200 min (zakładając, że czas transportu partii równa się zero). Czas realizacji partii skraca się gdy partia transportowa jest mniejsza od partii produkcyjnej. Jeżeli zmniejszymy wielkość partii transportowej, to trzeba będzie wykonać więcej operacji transportowych. Dlatego trzeba te działania zracjonalizować. Jak Skrócić odległość między maszynami (zmienić rozplanowanie przestrzenne, zorganizować produkcję w gniazdach przedmiotowych, wyeliminować transport z udziałem wózka transportowego na rzecz przekazywania detali bezpośrednio ze stanowiska na stanowisko np. z wykorzystaniem rynienki) 100 min. Druga operacja. Pierwsza operacja. 200 min min.")
170
Produkcja w strukturach ukierunkowanych przedmiotowo
Produkcja w strukturach technologicznych długie czasy realizacji duża produkcja w toku brak odpowiedzialności pracowników za produkt końcowy w zakresie jakości, ilości i terminu oraz brak płynności w przepływie produkcji. Konieczne jest rozstrzyganie o kolejności (priorytecie) obróbki wyrobów i składników w grupach podobnych maszyn (gniazdach technologicznych) System Kanban nie działa sprawnie w strukturach technologicznych zaprojektowanych dla szerokiego asortymentu produkcji. Preferowane struktury ukierunkowane typu mini zakład H W F T A B Komórka specjalizowana technologicznie A -wyrób o marszrucie T, F, H B -wyrób o marszrucie T, W, H W komórkach T i H konflikt kolejności wykonania zleceń (A,B lub B,A)
 obróbki wyrobów i składników w grupach podobnych maszyn (gniazdach technologicznych) System Kanban nie działa sprawnie w strukturach technologicznych zaprojektowanych dla szerokiego asortymentu produkcji. Preferowane struktury ukierunkowane typu mini zakład. H. W. F. T. A. B. Komórka specjalizowana technologicznie. A -wyrób o marszrucie T, F, H. B -wyrób o marszrucie T, W, H. W komórkach T i H konflikt kolejności wykonania zleceń (A,B lub B,A)")
171
Produkcja w komórkach przedmiotowych
Sposoby organizacji zasobów: Procesowa - technologiczna organizacja: Zgrupowanie razem maszyn i ludzi wykonujących podobne operacje Grupując maszyny i ludzi według specjalizacji technologicznej tworzy się strukturę technologiczną Przedmiotowa organizacja Zgrupowanie razem maszyn i ludzi pracujących na tym samym wyrobie (przedmiocie) lub rodzinie wyrobów Grupując maszyny i ludzi ze względu na specjalizację przedmiotową tworzy się strukturę przedmiotową PRZEPŁYW MATERIAŁU PRZED WPROWADZENIEM KOMÓREK
 lub rodzinie wyrobów. Grupując maszyny i ludzi ze względu na specjalizację przedmiotową tworzy się strukturę przedmiotową. PRZEPŁYW MATERIAŁU PRZED WPROWADZENIEM KOMÓREK.")
172
U - kształtne rozplanowanie przestrzenne komórek przedmiotowych
Umożliwia efektywne wykorzystanie ludzi: obsługa maszyn w komórce i linii przez minimalną liczbę pracowników efektywna komunikacja, obserwacja, wzajemne współdziałanie i pomoc WE WY WE Możliwość obsługi wielomaszynowej Możliwość komunikacji i obserwacji Wielofunkcyjni pracownicy WY

173
Minimalizacja czasów przestawiania produkcji
Powody wydłużenia czasu przezbrojeń poszukiwanie narzędzi poszukiwanie odpowiednich ludzi do przezbrojeń oczekiwanie na instrukcje nie te narzędzia, które powinny być na danym miejscu oczekiwanie na odpowiednie wyposażenie (wciągarka, suwnica, wózek widłowy) PANACEUM przechowywać matryce blisko procesów i odpowiednio oznaczone (kolor, numer) przygotowanie instrukcji przezbrojeń dla danej pracy, dla danego procesu tworzenie zespołów pracowniczych do spraw przezbrojeń, przeszkolenie zespołu (metoda SMED) i wymiana uwag, doświadczeń i sposobów ulepszeń dać ludziom możliwość doskonalenia swojej pracy wdrażanie wniosków usprawnień przezbrojeń wizualizacja efektów procesu redukcji czasów przestawiania produkcji stworzenie zaangażowania, entuzjazmu i systemu nagradzania w celu satysfakcji Uwaga: Nie należy oczekiwać sukcesu po pierwszym dniu
 PANACEUM. przechowywać matryce blisko procesów i odpowiednio oznaczone (kolor, numer) przygotowanie instrukcji przezbrojeń dla danej pracy, dla danego procesu. tworzenie zespołów pracowniczych do spraw przezbrojeń, przeszkolenie zespołu (metoda SMED) i wymiana uwag, doświadczeń i sposobów ulepszeń. dać ludziom możliwość doskonalenia swojej pracy. wdrażanie wniosków usprawnień przezbrojeń. wizualizacja efektów procesu redukcji czasów przestawiania produkcji. stworzenie zaangażowania, entuzjazmu i systemu nagradzania w celu satysfakcji. Uwaga: Nie należy oczekiwać sukcesu po pierwszym dniu.")
174
Minimalizacja czasów przestawiania produkcji - metoda SMED
Synonimy pojęcia czasu przestawienia produkcji (set-up time): czas przygotowawczo-zakończeniowy czas przezbrojenia Czas jaki upływa między ostatnią dobrą częścią lub wyrobem wyprodukowanym przy poprzednim przezbrojeniu i pierwszą dobrą częścią lub wyrobem wyprodukowanym przy nowym przezbrojeniu. Czas działań wykonywanych podczas pracy maszyny nie są czasem przezbrajania. METODA SMED LUB SMET SMED - Single Minute Exchange of Die - zmiana matrycy w czasie kilku minut, SMET - Single Minute Exchange of Tool zmiana narzędzia w czasie kilku minut, SMED - Single Minute Exchange or Die - zmiana w czasie kilku minut lub upadek
: czas przygotowawczo-zakończeniowy. czas przezbrojenia. Czas jaki upływa między ostatnią dobrą częścią lub wyrobem wyprodukowanym przy poprzednim przezbrojeniu i pierwszą dobrą częścią lub wyrobem wyprodukowanym przy nowym przezbrojeniu. Czas działań wykonywanych podczas pracy maszyny nie są czasem przezbrajania. METODA SMED LUB SMET. SMED - Single Minute Exchange of Die - zmiana matrycy w czasie kilku minut, SMET - Single Minute Exchange of Tool zmiana narzędzia w czasie kilku minut, SMED - Single Minute Exchange or Die - zmiana w czasie kilku minut lub upadek.")
175
Metoda SMED Kroki w metodzie SMED:
Krok 1. Wyróżnienie czynności zewnętrznych i wewnętrznych lista narzędzi i przyrządów do zgromadzenia zawczasu tablica z szkicem wszystkich potrzebnych narzędzi i ich części prowadzenie wcześniejszych działań sprawdzających - po naprawach minimalizacja transportowania narzędzi gdy maszyna nie pracuje - rolkowe stoły dla ciężkich narzędzi i ich części IED - czynności wewnętrzne. Czynności które można wykonać tylko gdy maszyna nie pracuje OED - czynności zewnętrzne. Czynności, które można wykonać gdy maszyna pracuje 30%- 50% redukcji czasu przestawiania produkcji Krok 2. Zamiana czynności wewnętrznych w zewnętrzne przygotowanie zawczasu warunków operacyjnych podgrzewanie matryc składanie oprzyrządowania poza maszyną duplikowanie zespołu maszyny przekładnie kasetowe wymienialna, zduplikowana oprawa uchwytu pośredni osprzęt do strojenia/dopasowania

176
Metoda SMED Krok 3. Eliminacja nastawiania
bez nastawiania: rowki linii środkowych standardowa szerokość, wysokość, rozmiar urządzenia lokujące - ograniczniki, kołki standaryzowane zaciski zamiana nastawiania w mocowanie dążenie do jednokrotnego prawidłowego mocowania stopniowane suwaki, rygle oznaczone karby zapadki Krok 4. Eliminacja przykręcania śrub otwory o gruszkowatym kształcie zaciski, zatrzaski dzielony gwint podkładki u-kształtne Krok 5. Standaryzacja znajdź najlepszy sposób napisz procedurę przestrzegaj ją ulepszaj ją Automatyzacja - FMS elastyczne systemy produkcyjne (duże koszty)
")
177
Metoda SMED Czynności przezbrajania maszyny Krok Czynności zewnętrzne
Czynności wewnętrzne Czynności które mogą być wykonywane przy pracującej maszynie Czynności które można wykonać tylko przy zatrzymanej maszynie I III/IV II V - czas przestoju maszyny

178
Kompleksowe prewencyjne utrzymanie ruchu (Total Preventive Meintenance - TPM)
Cel: Uniknięcie awarii maszyn i przerw w produkcji Metody: Zapobiegające utrzymanie ruchu - preventive maintenance: Rozpoznanie prawdopodobnej częstotliwości awarii wyposażenia i harmonogramowanie przeglądów i napraw lub wymiany przed wystąpieniem awarii. Ustalenie całej zmiany na działania zapewniające utrzymanie ruchu Ustalenie części czasu zmiany roboczej na utrzymanie ruchu Częste przeglądy, smarowanie i przestrzeganie właściwych technik operowania wyposażeniem Przewidujące utrzymanie ruchu - predictive maintenance: Techniki analityczne (analiza wibracji, testowanie olejów smarujących na zawartość metalu) dla wykrycia bieżącej awarii w fazach początkowych, aby wydłużyć czas między przeglądami bez ryzyka wystąpienia awarii Zaangażowanie pracowników Operator bierze odpowiedzialność za utrzymanie ruchu maszyny oraz produktywności komórki w której pracuje poprzez zmniejszenie awaryjności Operator wykonuje bieżące naprawy, konserwacje, czyszczenie, regulacje Posiada odpowiednie kwalifikacje do wykonania powyższych działań. Szkolenia Jest wielofunkcyjny Ujawnia i rozwiązuje problemy System monitoringu poznać przypadki awarii i rozpoznać ich przyczyny
 dla wykrycia bieżącej awarii w fazach początkowych, aby wydłużyć czas między przeglądami bez ryzyka wystąpienia awarii. Zaangażowanie pracowników. Operator bierze odpowiedzialność za utrzymanie ruchu maszyny oraz produktywności komórki w której pracuje poprzez zmniejszenie awaryjności. Operator wykonuje bieżące naprawy, konserwacje, czyszczenie, regulacje. Posiada odpowiednie kwalifikacje do wykonania powyższych działań. Szkolenia. Jest wielofunkcyjny. Ujawnia i rozwiązuje problemy. System monitoringu. poznać przypadki awarii i rozpoznać ich przyczyny.")
179
Kompleksowe prewencyjne utrzymanie ruchu (Total Preventive Meintenance - TPM)
Korzyści ze stosowania TPM: większa niezawodność realizacji zamówień wyższy poziom obsługi klienta zwiększenie produktywności lepsze wykorzystanie maszyn większa efektywność w dole strumienia materiałowego mniejsze zapasy wyższa jakość krótszy czas realizacji

180
Lean Production jako filozofia eliminacji start
Filozofia eliminacji strat Filozofia ciągłej poprawy Kompleksowe zaangażowanie Metody planowania Metody projektowania wyrobu (DFP) System produkcyjny LP Środowisko produkcyjne LP Płynny przepływ strumienia wartości sterowany systemem Kanban Strategia Lean Production i system Kanban w koncernie Toyota (TPS) 80% - eliminacja strat, 15% - system produkcji, 5% - KANBAN według Shigeo Shingo (1981)
 System produkcyjny LP Środowisko produkcyjne LP. Płynny przepływ strumienia wartości sterowany systemem Kanban. Strategia Lean Production i system Kanban w koncernie Toyota (TPS) 80% - eliminacja strat, 15% - system produkcji, 5% - KANBAN. według Shigeo Shingo (1981)")
182
Nadprodukcja Wytwarzanie więcej niż potrzebuje następny proces
Co to jest nadprodukcja? Wytwarzanie więcej niż potrzebuje następny proces Wytwarzanie wcześniej niż potrzebuje następny proces Wytwarzanie szybciej niż potrzebuje następny proces Oczeki-wanie Zapasy Przemieszczanie Defek-ty Ekstra obróbka

183
Eliminacja strat (muda)
Straty nadprodukcji – tworzenie zbędnych zapasów Eliminacja: redukcja czasów przezbrojeń, synchronizacja czasów procesów i operacji, wytwarzanie tylko tego co jest aktualnie potrzebne, nie produkowanie dla uniknięcia przestojów maszyn i pracowników 2. Straty oczekiwania – oczekiwanie na obróbkę, na narzędzia, na materiał, na transport, na kontrolę Eliminacja: synchronizacja przepływu produkcji, balansowanie obciążenia dzięki elastyczności robotników i wyposażenia 3. Straty przemieszczania – duże odległości między stanowiskami Eliminacja: racjonalizacja rozplanowania przestrzennego, struktury przedmiotowe, produkcja w komórkach przedmiotowych

184
Eliminacja strat (muda)
4. Straty procesowe – procesy niezdolne do zapewnienia wymaganych cech wyrobu najniższym kosztem, operacje zbędne dla nadania wyrobowi wymaganych cech Eliminacja: zmiany w procesach, dopasowanie procesu do produktu oraz projektu produktu do procesu 5. Straty składowania – zapasy „produkcji nie w toku”, zapasy międzyoperacyjne, duże serie, zapasy materiałów wejściowych, zapasy wyrobów gotowych, zapasy zabezpieczające Eliminacja: redukcja czasów przezbrojeń, synchronizacja przepływu, dostawy dokładnie na czas, produkcja w małych partiach

185
Eliminacja strat (muda)
6. Straty ruchów – zbędne ruchy, czynności i przemieszczenia pracowników, czynności wykonywane z powodu nieracjonalnej organizacji pracy Eliminacja: racjonalizacja pracy, organizacja stanowisk pracy, mechanizacja i automatyzacja, zasady 5S 7. Straty wadliwej produkcji – wytwarzanie, poprawa i naprawa wadliwych wyrobów, braki nienaprawialne, kontrola produktów Eliminacja: organizacja procesów wytwarzania zapobiegających powstawaniu wadliwych produktów, poka-yoke, SPC – statystyczna kontrola procesu, samokontrola w miejscu wytwarzania, kontrola kaskadowa, 5S, ciągłe doskonalenie

186
Pojęcia czasu produkcji
Czas cyklu produkcyjnego – Czas od pobrania materiału do ukończenia procesu produkcyjnego wyrobu lub przekazania wyrobu do klienta. Czas dodawania wartości. Część czasu cyklu za którą jest gotów zapłacić klient Czas realizacji zamówienia (Order Lead Time). Czas miedzy przyjęciem zamówienia a przyrzeczonym terminem dostawy produktu Straty czasu. Marnotrawstwo. Czas wszelkich działań, które nie dodają wartości, czyli takich za zapłacenie, których klient nie jest zainteresowany zapłacić Oczekiwanie Sortowanie Testowanie Transportowanie Przeliczanie Poprawianie Im bardziej czas cyklu produkcyjnego jest większy od czasu realizacji zamówienia, tym większa część produkcji jest planowana według prognoz oraz tym mniej akuratną będzie prognoza Cel lean production – redukcja cyklu produkcyjnego poprzez eliminację start – redukcję czasu nie związanego z dodawaniem wartości
. Czas miedzy przyjęciem zamówienia a przyrzeczonym terminem dostawy produktu. Straty czasu. Marnotrawstwo. Czas wszelkich działań, które nie dodają wartości, czyli takich za zapłacenie, których klient nie jest zainteresowany zapłacić. Oczekiwanie Sortowanie. Testowanie Transportowanie. Przeliczanie Poprawianie. Im bardziej czas cyklu produkcyjnego jest większy od czasu realizacji zamówienia, tym większa część produkcji jest planowana według prognoz oraz tym mniej akuratną będzie prognoza. Cel lean production – redukcja cyklu produkcyjnego poprzez eliminację start – redukcję czasu nie związanego z dodawaniem wartości.")
187
Planowanie produkcji Lean Production
Celem wdrażania strategii Lean Production w przedsiębiorstwie jest uzyskanie przewagi w zakresie jakości, czasu dostawy i jej niezawodności oraz ceny. Strategia Lean Production w obszarze sprzedaży pozwala na redukcję kosztów poprzez dostarczanie produktów o perfekcyjnej jakości, w wymaganych ilościach, dokładnie kiedy są wymagane i po akceptowalnej przez klienta cenie. Aby przedsiębiorstwo mogło sprzedawać po akceptowalnej cenie i w wymaganych ilościach jego procesy produkcyjne muszą być odpowiednio elastyczne w dostosowaniu się do zmian w popycie oraz zdolne do szybkiego i ekonomicznego wytwarzania wymaganych ilości wyrobów. W przedsiębiorstwach stosujących strategię Lean występuje zarówno Zagregowane planowanie produkcji, jak i Główne planowanie produkcji (MPS). Różnica, w porównaniu z konwencjonalnymi systemami zarządzania produkcją, polega na tym, że horyzont planowania produkcji Lean/JIT jest krótszy a produkcja jest sterowana systemem Kanban, a nie systemem MRP.
. Różnica, w porównaniu z konwencjonalnymi systemami zarządzania produkcją, polega na tym, że horyzont planowania produkcji Lean/JIT jest krótszy a produkcja jest sterowana systemem Kanban, a nie systemem MRP.")
188
Płynna produkcja Flow production
Aby umożliwić produkcji efektywne reagowanie na krótkookresowe zmiany w popycie rynku, bez angażowania zapasów, w strategii Lean stosuje się tzw. płynną produkcja (flow production) lub wygładzoną produkcję (smooth production) oraz model mieszanej produkcji (heijunka). Płynna produkcja polega na „równoczesnym” montowaniu każdego dnia w linii, kilku wyrobów finalnych z jednej rodziny w jak najmniejszych partiach. Warunkiem płynnej produkcji w całym łańcuchu logistycznym produkcji jest synchronizacja produkcji i dostaw zasilających linię wyrobu finalnego oraz produkcja w małych partiach, a także szybkie przezbrojenia. W efekcie płynnej produkcji uzyskuje się redukcję strat spowodowanych zapasami oraz możliwość szybkiej reakcji na zmiany w popycie. Dzięki płynnej produkcji pojedyncza linia może produkować każdego dnia wiele różnych wyrobów z danej rodziny i zaspokajać popyt rynku z produkcji, a nie z zapasów.
 lub wygładzoną produkcję (smooth production) oraz model mieszanej produkcji (heijunka). Płynna produkcja polega na „równoczesnym montowaniu każdego dnia w linii, kilku wyrobów finalnych z jednej rodziny w jak najmniejszych partiach. Warunkiem płynnej produkcji w całym łańcuchu logistycznym produkcji jest synchronizacja produkcji i dostaw zasilających linię wyrobu finalnego oraz produkcja w małych partiach, a także szybkie przezbrojenia. W efekcie płynnej produkcji uzyskuje się redukcję strat spowodowanych zapasami oraz możliwość szybkiej reakcji na zmiany w popycie. Dzięki płynnej produkcji pojedyncza linia może produkować każdego dnia wiele różnych wyrobów z danej rodziny i zaspokajać popyt rynku z produkcji, a nie z zapasów.")
189
Harmonogram montażu końcowego
Główny plan produkcji (MPS) w środowisku Lean/JIT jest opracowywany w krótszym horyzoncie np. 3 miesięcy. Krótsza jest także ta część MPS, która podlega zamrożeniu (w zamrożonej części MPS nie wprowadza się zmian) gdyż czasy realizacji w środowisku Lean/JIT są krótsze. W Toyota Motor Company horyzont planowania wynosi trzy miesiące i dla każdego miesiąca planuje się zdolności produkcyjne oraz liczbę kanbanów. Z trzymiesięcznym wyprzedzeniem przekazywane są dostawcom informacje o planowanym zapotrzebowaniu na składniki. Miesięczny MPS stanowi podstawę do ustalania dziennego harmonogramu montażu końcowego (HMK). HMK określa szczegółowo co, ile i w jakiej kolejności będzie montowane każdego dnia w zakresie wyrobów finalnych wytwarzanych w określonej linii. W środowisku Lean/JIT, HMK jest tworzony po obliczeniu poziomu dziennej produkcji i w oparciu o ideę modelu mieszanej produkcji. W Toyocie HMK jest ustalany każdego dnia na dzień następny.
 w środowisku Lean/JIT jest opracowywany w krótszym horyzoncie np. 3 miesięcy. Krótsza jest także ta część MPS, która podlega zamrożeniu (w zamrożonej części MPS nie wprowadza się zmian) gdyż czasy realizacji w środowisku Lean/JIT są krótsze. W Toyota Motor Company horyzont planowania wynosi trzy miesiące i dla każdego miesiąca planuje się zdolności produkcyjne oraz liczbę kanbanów. Z trzymiesięcznym wyprzedzeniem przekazywane są dostawcom informacje o planowanym zapotrzebowaniu na składniki. Miesięczny MPS stanowi podstawę do ustalania dziennego harmonogramu montażu końcowego (HMK). HMK określa szczegółowo co, ile i w jakiej kolejności będzie montowane każdego dnia w zakresie wyrobów finalnych wytwarzanych w określonej linii. W środowisku Lean/JIT, HMK jest tworzony po obliczeniu poziomu dziennej produkcji i w oparciu o ideę modelu mieszanej produkcji. W Toyocie HMK jest ustalany każdego dnia na dzień następny.")
190
Planowanie produkcji JIT
Zagregowane planowanie produkcji: Plan produkcji: krótszy horyzont planowania określa poziom produkcji podstawa planowania zasobów Główne planowanie produkcji: Główny plan produkcji (MPS) określa spływ produkcji wyrobów (co, ile i na kiedy wyprodukować?) podstawa planowania potrzeb materiałowych ( popyt dla dostawców) podstawa planowania zdolności produkcyjnych Harmonogramowanie montażu końcowego: Harmonogram montażu końcowego (HMK) Model mieszanej produkcji Szczegółowe, dzienne harmonogramy pracy linii montażowych
 określa spływ produkcji wyrobów (co, ile i na kiedy wyprodukować ) podstawa planowania potrzeb materiałowych ( popyt dla dostawców) podstawa planowania zdolności produkcyjnych. Harmonogramowanie montażu końcowego: Harmonogram montażu końcowego (HMK) Model mieszanej produkcji. Szczegółowe, dzienne harmonogramy pracy linii montażowych.")
191
Zwiększanie płynności produkcji (model mieszanej produkcji)
Przykład: Produkcja trzech modeli samochodów A,B,C ( Toyota Motor Company) (A -czterodrzwiowy, B - trzydrzwiowy i C - dwudrzwiowy). Plan produkcji na poziomie szt w miesiącu; Przykładowe Główne planowanie produkcji w konwencjonalnym systemie MRP: Montaż w seriach równych miesięcznemu popytowi każdego modelu:Tydz 1 i 2 A=5000 szt,Tydz 3 B = 2500 szt, Tydz 4 C = 2500 szt. Harmonogramowanie montażu końcowego w oparciu o Model mieszanej produkcji Model Mieszanej produkcji: techniką wspomagającą osiągnięcie “płynnej produkcji”. Kroki:: równomierne rozłożenie produkcji wyrobów w poszczególnych dniach miesiąca równomierne rozłożenie produkcji w ramach zmiany roboczej. Zapas 5000 2500 (marzec) 15.03 1.03 A B C 30.03
 (A -czterodrzwiowy, B - trzydrzwiowy i C - dwudrzwiowy). Plan produkcji na poziomie szt w miesiącu; Przykładowe Główne planowanie produkcji w konwencjonalnym systemie MRP: Montaż w seriach równych miesięcznemu popytowi każdego modelu:Tydz 1 i 2 A=5000 szt,Tydz 3 B = 2500 szt, Tydz 4 C = 2500 szt. Harmonogramowanie montażu końcowego w oparciu o Model mieszanej produkcji. Model Mieszanej produkcji: techniką wspomagającą osiągnięcie płynnej produkcji . Kroki:: równomierne rozłożenie produkcji wyrobów w poszczególnych dniach miesiąca. równomierne rozłożenie produkcji w ramach zmiany roboczej. Zapas (marzec) A. B. C")
192
Zwiększanie płynności produkcji (model mieszanej produkcji)
Przykład c.d.: Marzec - 20 dni roboczych, 8 godz/dzień = 10000/m : 20 = 500/dzień Takt spływu: T = (8 godz x 60 min)/500 = 0,94 min (jeden samochód co minutę). Jak zaplanować płynną produkcję w linii montażowej? Warunek - 500szt/dzień. Przykładowe warianty harmonogramu (HMK). AABCAABCAABCAACB.... lub AAAABBCCAAAABBCC.... System Kanban - sterowanie produkcją zespołów zasilających linię oraz produkcją składników i dostawami materiałów wejściowych. Przykład c.d. Zakładając, pojemność kontenera 20 szt. (10 dla A, 5 dla B, 5 dla C) oraz czas realizacji jednego kontenera 8 godz. (jedna zmiana), należy przygotować min. 25 kanbanów, aby pokryć dzienne zapotrzebowanie na 500 szt składnika. W przypadku zmian w popycie na wyroby finalne następuje korekta planu miesięcznego, ustalenia dziennego zapotrzebowania na poszczególne modele, opracowanie dziennego harmonogram montażu końcowego i obliczenie liczby kanbanów. Planowanie miesięczne oprócz tworzenia zapasów charakteryzuje się dużą sztywnością. Planowanie dzienne pozwala płynnie przestawić się na nowe zapotrzebowanie ilościowe.
/500 = 0,94 min (jeden samochód co minutę). Jak zaplanować płynną produkcję w linii montażowej Warunek - 500szt/dzień. Przykładowe warianty harmonogramu (HMK). AABCAABCAABCAACB.... lub AAAABBCCAAAABBCC.... System Kanban - sterowanie produkcją zespołów zasilających linię oraz produkcją składników. i dostawami materiałów wejściowych. Przykład c.d. Zakładając, pojemność kontenera 20 szt. (10 dla A, 5 dla B, 5 dla C) oraz czas realizacji jednego kontenera 8 godz. (jedna zmiana), należy przygotować min. 25 kanbanów, aby pokryć dzienne zapotrzebowanie na 500 szt składnika. W przypadku zmian w popycie na wyroby finalne następuje korekta planu miesięcznego, ustalenia dziennego zapotrzebowania na poszczególne modele, opracowanie dziennego harmonogram montażu końcowego i obliczenie liczby kanbanów. Planowanie miesięczne oprócz tworzenia zapasów charakteryzuje się dużą sztywnością. Planowanie dzienne pozwala płynnie przestawić się na nowe zapotrzebowanie ilościowe.")
193
System KANBAN (liczba kart kanban) gdzie:
D - średni popyt w sztukach na jednostkę czasu (godz., dzień, tydz.); Tw - czas wykonania kontenera części, czas od wyjęcia kanbanu produkcji z kontenera do jego powrotu z pełnym kontenerem na pole odkładcze (produkcja) Tt - czas uzupełnienia zapasu części, czas od wyjęcia kanbanu transferu do powrotu z nowym kontenerem (transport) C - pojemność jednego kontenera G - rezerwa przypadająca na odchylenia w czasie; zwykle G < 10%Dx(Tw+ Tt ) Przypadek 1. Popyt wzrasta. System produkcyjny bez usprawnień. Liczba kanbanów musi wzrosnąć. Zapas rośnie Przypadek 2. Popyt wzrasta. Zapobieżenie wzrostowi zapasów przez usprawnienia systemu produkcyjnego i transportu. Czas produkcji i czas transportu oraz G muszą ulec redukcji W systemie Kanban zakłada się stałe dążenie do minimalizacji liczby kanbanów poprzez redukcję czasu wykonywania operacji, czasów przezbrojeń, czasów przestojów spowodowanych awariami i innymi zakłóceniami, czasów transportu, zwiększanie wydajności i kwalifikacji robotników, produkcję bez braków, czyli dąży się do redukcji czasu Tw oraz Tt.
; Tw - czas wykonania kontenera części, czas od wyjęcia kanbanu produkcji z kontenera do jego powrotu z pełnym kontenerem na pole odkładcze (produkcja) Tt - czas uzupełnienia zapasu części, czas od wyjęcia kanbanu transferu do powrotu z nowym kontenerem (transport) C - pojemność jednego kontenera. G - rezerwa przypadająca na odchylenia w czasie; zwykle G < 10%Dx(Tw+ Tt ) Przypadek 1. Popyt wzrasta. System produkcyjny bez usprawnień. Liczba kanbanów musi wzrosnąć. Zapas rośnie. Przypadek 2. Popyt wzrasta. Zapobieżenie wzrostowi zapasów przez usprawnienia systemu produkcyjnego i transportu. Czas produkcji i czas transportu oraz G muszą ulec redukcji. W systemie Kanban zakłada się stałe dążenie do minimalizacji liczby kanbanów poprzez redukcję czasu wykonywania operacji, czasów przezbrojeń, czasów przestojów spowodowanych awariami i innymi zakłóceniami, czasów transportu, zwiększanie wydajności i kwalifikacji robotników, produkcję bez braków, czyli dąży się do redukcji czasu Tw oraz Tt.")
194
Przykład karty kanban

195
System Kanban (Pull System) - sterowanie przebiegiem produkcji wg zasady ssania
Dwa typy systemów Kanban: jednokanbanowy - tylko kanban produkcji dwukanbanowy - kanban produkcji i kanban transferu Dwa rodzaje kanbanów - kanban transferu (zlecenie dostawy), kanban produkcji (zlecenie produkcji) Rodzaje sygnałów: kanban - karteczka, puste pole odkładcze, podniesiona ręka, zapalona lampka, piłeczka do golfa i inne Montaż finalny odbywa się zgodnie z harmonogramem montażu końcowego Tworzy się samoregulujące układy odbiorców i dostawców Uwaga! System Kanban wprowadza się w warunkach braku przepływu ciągłego - braku synchronizacji czasów procesów System Kanban, oparty na zasadzie ssania, zapobiega powstawaniu strat nadprodukcji
, kanban produkcji (zlecenie produkcji) Rodzaje sygnałów: kanban - karteczka, puste pole odkładcze, podniesiona ręka, zapalona lampka, piłeczka do golfa i inne. Montaż finalny odbywa się zgodnie z harmonogramem montażu końcowego. Tworzy się samoregulujące układy odbiorców i dostawców. Uwaga! System Kanban wprowadza się w warunkach braku przepływu ciągłego - braku synchronizacji czasów procesów. System Kanban, oparty na zasadzie ssania, zapobiega powstawaniu strat nadprodukcji.")
196
System Kanban (jednokanbanowy)
Stanowisko 2 Stanowisko 1 KP Kanban produkcji Kontener z kanbanem

197
System Kanban (dwukanbanowy)
Tablica kanbanów transferu Kanban transferu Stanowisko 2 KT KP Stanowisko 1 Kanban produkcji Kontener z kanbanem Tablica kanbanów produkcji 1 2 Pole odkładcze stanowiska 2 Pole odkładcze stanowiska 1

198
System KANBAN Stanowisko montażu Dostawca zespołu Dostawca podzespołu
AABCAABCAABCAACB AABCAABCAABCAACB AABCAABCAABCAACB Linia montażu wyrobów finalnych Stanowisko montażu Liczba kanbanów – pojemników w obiegu między stanowiskiem montażu a dostawcą zespołu System Kanban Dostawca zespołu System Kanban Dostawca podzespołu System Kanban Dostawca surowca

199
(konwencjonalne planowanie i sterowanie produkcją)
System pchający (konwencjonalne planowanie i sterowanie produkcją) Naniesienie warstwy kleju porcji kleju Wycinanie z papieru szt. arkuszy Nadruk znaku firmowego nadruków Złożenie koperty i sklejenie 35000 1 2 3 4 MPS – kopert/ tydz Zamówienie klienta 70000 kopert z nadrukiem
 Naniesienie warstwy kleju porcji kleju. Wycinanie z papieru szt. arkuszy. Nadruk znaku firmowego nadruków. Złożenie koperty i sklejenie MPS – kopert/ tydz. Zamówienie klienta kopert z nadrukiem.")
200
System ssący (sterowanie produkcją z wykorzystaniem systemu Kanban)
1 2 3 4 MPS – kopert/tydz 7000 kopert/dzień Zamówienie klienta KANBAN (500 szt) KANBAN (500 szt) Harmonogram dzienny HMK
 KANBAN (500 szt) Harmonogram dzienny HMK.")
201
TEORIA OGRANICZEŃ Theory of Constraints Strategia OPT/TOC
Technologia Optymalnej Produkcji (Optimized Production Technology - OPT) Synchroniczne Wytwarzanie (Synchronous Manufacturing) Teoria Ograniczeń (Theory of Constraints) Eliyahu M. Goldratt - Izrael, lata 70-te, USA 1979
 Synchroniczne Wytwarzanie (Synchronous Manufacturing) Teoria Ograniczeń (Theory of Constraints) Eliyahu M. Goldratt - Izrael, lata 70-te, USA")
202
TECHNOLOGIA OPTYMALNEJ PRODUKCJI Zasady OPT + pakiet programowy OPT
(Optimized Production Technology - OPT) Zasady OPT + pakiet programowy OPT Creative Output Inc. of Milford, Connecticut PODEJŚCIE OPT System sterowania OPT pakiet programowy OPT Filozofia OPT cele OPT zasady OPT
 Zasady OPT + pakiet programowy OPT. Creative Output Inc. of Milford, Connecticut. PODEJŚCIE OPT. System sterowania OPT. pakiet programowy OPT. Filozofia OPT. cele OPT. zasady OPT.")
203
CELE PRZEDSIĘBIORSTWA (zgodnie z podejściem OPT)
CEL NADRZĘDNY: Zarabiać pieniądze teraz i w przyszłości Mierniki realizacji celu nadrzędnego OCENA PRZEDSIĘBIORSTWA (mierniki ekonomiczne) ZYSK NETTO (Net profit) (przychód ze sprzedaży – koszty uzyskania przychodu) ZWROT NAKŁADÓW INWESTYCYJNYCH (Return on Investment - ROI) (zysk/ kapitał całkowity) PRZEPŁYW GOTÓWKI (Cash flow) (bieżące wpływy - bieżące wydatki)
 ZYSK NETTO (Net profit) (przychód ze sprzedaży – koszty uzyskania przychodu) ZWROT NAKŁADÓW INWESTYCYJNYCH (Return on Investment - ROI) (zysk/ kapitał całkowity) PRZEPŁYW GOTÓWKI (Cash flow) (bieżące wpływy - bieżące wydatki)")
204
CELE PRZEDSIĘBIORSTWA (zgodnie z podejściem OPT)
OCENA PRODUKCJI (mierniki operacyjne) WYDAJNOŚĆ ( Throughput) - tempo generowania pieniędzy – tempo w którym system produkcyjny generuje pieniądze poprzez sprzedaż produktów ZAPASY (Inventory) - pieniądze zamrożone w nabytych surowcach i elementach zakupu, produkcji nie zakończonej i nie sprzedanych wyrobach oraz w środkach trwałych - kapitał całkowity KOSZTY OPERACYJNE (Operating expences) - pieniądze wydatkowane na przetworzenie zapasów w produkty sprzedaży Marża pokrycia (względna) cj - kzj Tempo generowania pieniędzy Tg = = Czas jednostkowy operacji wąskiego gardła tjwg
 WYDAJNOŚĆ ( Throughput) - tempo generowania pieniędzy – tempo w. którym system produkcyjny generuje pieniądze poprzez sprzedaż produktów. ZAPASY (Inventory) - pieniądze zamrożone w nabytych surowcach i. elementach zakupu, produkcji nie zakończonej i nie sprzedanych wyrobach oraz. w środkach trwałych - kapitał całkowity. KOSZTY OPERACYJNE (Operating expences) - pieniądze wydatkowane na. przetworzenie zapasów w produkty sprzedaży. Marża pokrycia (względna) cj - kzj. Tempo generowania pieniędzy Tg = = Czas jednostkowy operacji wąskiego gardła tjwg.")
205
CELE PRZEDSIĘBIORSTWA (zgodnie z podejściem OPT)
PRZEPŁYW GOTÓWKI ZWROT NAKŁADÓW ZYSK NETTO WYDAJNOŚĆ ZAPASY KOSZTY OPERACYJNE Cele przedsiębiorstwa: maksymalizacja zysku, ROI i przepływu gotówki Cele operacyjne – cele zarządzania produkcją: maksymalizacja wydajności Tg - przepływu, minimalizacja zapasów i kosztów operacyjnych

206
ISTOTA PODEJŚCIA OPT Definicja systemu OPT:
Wyróżnik OPT: Koncentracja uwagi na zasobach krytycznych (wąskich gardłach) Definicja systemu OPT: System zarządzania produkcją kładący nacisk na identyfikację wąskiego gardła i efektywne zarządzanie zasobami z nim związanymi, celem maksymalizacji przepływu i redukcji zapasów
 Definicja systemu OPT: System zarządzania produkcją kładący nacisk na identyfikację wąskiego gardła i efektywne zarządzanie zasobami z nim związanymi, celem maksymalizacji przepływu i redukcji zapasów.")
207
Relacje wąskie gardło - zasoby niekrytyczne
Zasób krytyczny (wąskie gardło) - komórka produkcyjna determinująca wydajność - przepustowość systemu produkcyjnego (której zdolność produkcyjna jest równa lub mniejsza od zapotrzebowania) Zasób niekrytyczny - komórka produkcyjna o zdolności produkcyjnej większej od zapotrzebowania Y X Z RELACJA I RELACJA II RELACJA IV RELACJA III X - zasób krytyczny Y - zasób niekrytyczny
 - komórka produkcyjna determinująca. wydajność - przepustowość systemu produkcyjnego. (której zdolność produkcyjna jest równa lub mniejsza. od zapotrzebowania) Zasób niekrytyczny - komórka produkcyjna o zdolności produkcyjnej. większej od zapotrzebowania. Y. X. Z. RELACJA I. RELACJA II. RELACJA IV. RELACJA III. X. - zasób krytyczny. Y. - zasób niekrytyczny.")
208
ZASADY TEORII OGRANICZEŃ TOC
Zidentyfikuj ograniczenie systemu. Zdecyduj w jaki sposób najlepiej wykorzystać ograniczenie. Obniżenie przepustowości procesu ograniczającego to obniżenie przepustowości całego łańcucha. Należy uważnie zarządzać procesem wąskiego gardła. Podporządkowanie wszystkiego zarządzaniu ograniczeniem. Usunięcie ograniczenia. Zwiększ wydajność – przepustowość systemu. Jeżeli w poprzednim kroku wyeliminowałeś ograniczenie wróć do kroku 1. W żadnym przypadku nie dopuść do tego, aby inercja stała się ograniczeniem. Rodzaje ograniczeń Ograniczenie zewnętrzne – popyt Ograniczenie wewnętrzne – zdolność produkcyjna systemu produkcyjnego – zdolność produkcyjna wąskiego gardła

209
ZASADY STEROWANIA PRODUKCJĄ OPT
Należy równoważyć przepływ produkcji, a nie zdolność produkcyjną Poziom wykorzystania zasobu niekrytycznego nie jest zdeterminowany przez jego własny potencjał, ale przez inne ograniczenia w systemie Wykorzystanie i aktywność zasobu nie są synonimami Godzina stracona na wąskim gardle jest godziną straconą dla całego systemu Godzina zaoszczędzona w zasobie niekrytycznym jest złudzeniem Wąskie gardła decydują o wydajności (przepustowości) systemu i o zapasach w systemie Partia transportowa nie musi, a często nie powinna być równa partii produkcyjnej Partia produkcyjna powinna być zmienna w procesie produkcyjnym, a nie stała Harmonogramy powinny być ustalane z uwzględnieniem wszystkich ograniczeń jednocześnie. Priorytety i zdolności produkcyjne należy ustalać równocześnie, a nie kolejno. Cykle produkcyjne i wielkości partii produkcyjnych nie są stałe i wcześniej znane, ale wynikają z harmonogramów MOTTO. Suma optimów lokalnych nie stanowi optimum globalnego systemu Przedsiębiorstwo, które stara się wykorzystać każdy zasób w 100% jest przedsiębiorstwem mało efektywnym „Jeżeli tego nie potrzebujesz, to tego nie wytwarzaj”
 systemu i o zapasach w systemie. Partia transportowa nie musi, a często nie powinna być równa partii produkcyjnej. Partia produkcyjna powinna być zmienna w procesie produkcyjnym, a nie stała. Harmonogramy powinny być ustalane z uwzględnieniem wszystkich ograniczeń jednocześnie. Priorytety i zdolności produkcyjne należy ustalać równocześnie, a nie kolejno. Cykle produkcyjne i wielkości partii produkcyjnych nie są stałe i wcześniej znane, ale wynikają z harmonogramów. MOTTO. Suma optimów lokalnych nie stanowi optimum globalnego systemu. Przedsiębiorstwo, które stara się wykorzystać każdy zasób w 100% jest przedsiębiorstwem mało efektywnym. „Jeżeli tego nie potrzebujesz, to tego nie wytwarzaj")
210
DBR - zasada werbla, bufora i liny
Zasada 6. Wąskie gardło decyduje o wydajności systemu i zapasach D - Drum (werbel) - wąskie gardło jest „werblem” dyktującym tempo pracy wszystkich zasobów w systemie B - Buffor (bufor) - zadaniem buforów powinno być utrzymanie ciągłości pracy wąskiego gardła Bufory czasowe: produkcja z wyprzedzeniem czasowym Wprowadza się - przed wąskim gardłem - przed łączeniem wyrobów wąskiego gardła Bufor ilościowy - zapasy wyrobów finalnych R - Rope (lina) - synchronizacja produkcji poprzez jej uruchamianie zgodnie z harmonogramem produkcji wąskiego gardła Zamówienia Zapotrzebowanie na surowce Zapotrzebowanie rynku - kierunek przepływu produkcji Bufor wyrobów gotowych Bufor czasowy Wąskie gardło
 - wąskie gardło jest „werblem dyktującym tempo pracy wszystkich. zasobów w systemie. B - Buffor (bufor) - zadaniem buforów powinno być utrzymanie ciągłości pracy wąskiego. gardła. Bufory czasowe: produkcja z wyprzedzeniem czasowym. Wprowadza się - przed wąskim gardłem. - przed łączeniem wyrobów wąskiego gardła. Bufor ilościowy - zapasy wyrobów finalnych. R - Rope (lina) - synchronizacja produkcji poprzez jej uruchamianie zgodnie z harmonogramem. produkcji wąskiego gardła. Zamówienia. Zapotrzebowanie na surowce. Zapotrzebowanie rynku. - kierunek przepływu produkcji. Bufor wyrobów gotowych. Bufor czasowy. Wąskie gardło.")
211
Planowanie produkcji i sterowanie nią w systemie OPT
Planowanie produkcji – „z dołu do góry” – wąskie gardło decyduje o realności MPS Cecha charakterystyczna systemu OPT – harmonogramowanie przy ograniczonych zdolnościach produkcyjnych - harmonogramowanie skończone (Finite Scheduling) pracy wąskiego gardła
 pracy wąskiego gardła.")
212
Projekt strumienia wartości
Zaprojektować strumień wartości wraz z systemem sterowania przepływem materiałowym (MRP). Opracować koncepcję jego usprawnień. Wykreować przedsiębiorstwo, które produkuje dwa podobne wyroby (taboret ST, taboret LX). Określić strukturę modułową wyrobów i zestawienie materiałowe (BOM). Określić kluczowych dostawców i odbiorców przedsiębiorstwa. Określić, co stanowi wartość dla klienta. Określić strukturę procesu produkcyjnego. Określić strukturę procesu technologicznego. Określić strumień wartości. Opracować koncepcję systemu planowania i sterowania przepływem materiałów z wykorzystaniem systemu MRP. Weryfikacja w systemie STORM3/MRP. Opracować mapę stanu aktualnego strumienia wartości. Obliczyć wskaźnik cyklu produkcyjnego (WCP). Opracować koncepcję sterowania przepływem materiałów opartą na zasadzie zasysania wartości (system Kanban). Opracować mapę stanu docelowego strumienia wartości. Zaprojektować przepływ ciągły. Zaprojektować supermarkety (system ssący). Zaprojektować hejunkę i harmonogram według podziałki. Obliczyć wskaźnik cyklu produkcyjnego (WCP). Scharakteryzować usprawnienia oraz dokonać ich oceny.
. Opracować koncepcję jego usprawnień. Wykreować przedsiębiorstwo, które produkuje dwa podobne wyroby (taboret ST, taboret LX). Określić strukturę modułową wyrobów i zestawienie materiałowe (BOM). Określić kluczowych dostawców i odbiorców przedsiębiorstwa. Określić, co stanowi wartość dla klienta. Określić strukturę procesu produkcyjnego. Określić strukturę procesu technologicznego. Określić strumień wartości. Opracować koncepcję systemu planowania i sterowania przepływem materiałów z wykorzystaniem systemu MRP. Weryfikacja w systemie STORM3/MRP. Opracować mapę stanu aktualnego strumienia wartości. Obliczyć wskaźnik cyklu produkcyjnego (WCP). Opracować koncepcję sterowania przepływem materiałów opartą na zasadzie zasysania wartości (system Kanban). Opracować mapę stanu docelowego strumienia wartości. Zaprojektować przepływ ciągły. Zaprojektować supermarkety (system ssący). Zaprojektować hejunkę i harmonogram według podziałki. Obliczyć wskaźnik cyklu produkcyjnego (WCP). Scharakteryzować usprawnienia oraz dokonać ich oceny.")
213
Zakres projektu: Struktura wyrobów (forma papierowa).
Opracowanie i obrona Głównego planu produkcji (MPS) (forma papierowa według wzoru ze strony wykładowcy 2 strony) Mapa stanu obecnego strumienia wartości (forma papierowa). Na mapie umieścić: Dział Obsługi Klienta - Dział Zbytu przyjmuje zamówienia Klienta, Dział Głównego Planowania – uwzględnia zamówienia Klienta i opracowuje MPS, Dział Sterowania – opracowuje tygodniowe harmonogramy produkcji zaplanowanych przez MRP zleceń do uruchomienia, Dział Zaopatrzenia opracowuje zamówienia i harmonogramy dostaw zaplanowanych przez MRP zleceń do uruchomienia. Weryfikacja w systemie MRP (forma cyfrowa). Mapa stanu docelowego strumienia wartości (forma papierowa).
 (forma papierowa według wzoru ze strony wykładowcy 2 strony) Mapa stanu obecnego strumienia wartości (forma papierowa). Na mapie umieścić: Dział Obsługi Klienta - Dział Zbytu przyjmuje zamówienia Klienta, Dział Głównego Planowania – uwzględnia zamówienia Klienta i opracowuje MPS, Dział Sterowania – opracowuje tygodniowe harmonogramy produkcji zaplanowanych przez MRP zleceń do uruchomienia, Dział Zaopatrzenia opracowuje zamówienia i harmonogramy dostaw zaplanowanych przez MRP zleceń do uruchomienia. Weryfikacja w systemie MRP (forma cyfrowa). Mapa stanu docelowego strumienia wartości (forma papierowa).")
214
Główne planowanie produkcji i planowanie potrzeb materiałowych
Firma MEBLAB produkuje dwa typy taboretów Taboret ST i Taboret LX Montaż taboretów jest wykonywany przez 5 robotników pracujących 40 godz/tydz. Klient złożył zamówienie na: 350 szt. Tab. ST – z dostawą szt. w tygodniu .....i z dostawą szt. w tygodniu .. 200 szt. Tab. LX – z dostawą szt. w tygodniu .....i z dostawą szt. w tygodniu .. Należy ustalić, czy MEBLAB może zrealizować w terminie dostawy z zamówienia klienta. Czy aktualne zdolności produkcyjne są wystarczające dla realizacji zamówienia? Jakie decyzje powinny zostać podjęte odnośnie zdolności produkcyjnej oraz jakie zmiany należy dokonać w harmonogramie planowanych zleceń zakupu i produkcji i w Głównym planie produkcji (MPS) aby terminy i ilości dostaw do klienta były realne? Firma MEBLAB posiada Bazę Danych Technicznych zapisaną w kartotekach: BOM – kartoteka strukturalna Item Master – kartoteka rodzajowa Inventory Status – kartoteka zapasów Resource Capacity – kartoteka zasobów (zdolności produkcyjnych) Główny plan produkcji (MPS), ustala się w zbiorze Master Schedule. MPS opracowuje Główny Planista w oparciu o prognozy popytu i zamówienia klientów. Po weryfikacji realności (Explosion Report – raport rozwinięcia, Capasity Load Report – raport obciążenia zdolności produkcyjnej), MPS może zostać zatwierdzony.
 aby terminy i ilości dostaw do klienta były realne Firma MEBLAB posiada Bazę Danych Technicznych zapisaną w kartotekach: BOM – kartoteka strukturalna. Item Master – kartoteka rodzajowa. Inventory Status – kartoteka zapasów. Resource Capacity – kartoteka zasobów (zdolności produkcyjnych) Główny plan produkcji (MPS), ustala się w zbiorze Master Schedule. MPS opracowuje Główny Planista w oparciu o prognozy popytu i zamówienia klientów. Po weryfikacji realności (Explosion Report – raport rozwinięcia, Capasity Load Report – raport obciążenia zdolności produkcyjnej), MPS może zostać zatwierdzony.")
215
Etapy opracowania MPS i harmonogramu planowanych zleceń zakupu i produkcji:
Aktualizacja kartoteki strukturalnej BOM (Bill of Material) Wprowadzenie zmian w kartotece zapasów (Inventory Status). Wprowadzenie informacji o otwartych zleceniach – planowane przyjęcia otwartych zleceń. Wprowadzenie zmian w kartotece rodzajowej (Item Master) – zmiana metod partiowania Wprowadzenie zmian w kartotece zasobów (Resource Capacity) Aktualizacja Głównego planu produkcji (MPS) – wprowadzenie zamówienia Wykonanie obliczeń planowanych potrzeb materiałowych i analiza planowanych zleceń do uruchomienia Planned Order (Explosion Report) Analiza raportu obciążenia zasobów (Capacity Load Report) i zaplanowanie zdolności produkcyjnej w przypadku niedociążeń i przeciążeń. Dokonanie zmian w harmonogramie planowanych zleceń do uruchomienia (opcja Firm Planned Order) Wprowadzenie zmian w MPS i ponowna analiza raportu rozwinięcia (Explosion Report)
 Wprowadzenie zmian w kartotece zapasów (Inventory Status). Wprowadzenie informacji o otwartych zleceniach – planowane przyjęcia otwartych zleceń. Wprowadzenie zmian w kartotece rodzajowej (Item Master) – zmiana metod partiowania. Wprowadzenie zmian w kartotece zasobów (Resource Capacity) Aktualizacja Głównego planu produkcji (MPS) – wprowadzenie zamówienia. Wykonanie obliczeń planowanych potrzeb materiałowych i analiza planowanych zleceń do uruchomienia Planned Order (Explosion Report) Analiza raportu obciążenia zasobów (Capacity Load Report) i zaplanowanie zdolności produkcyjnej w przypadku niedociążeń i przeciążeń. Dokonanie zmian w harmonogramie planowanych zleceń do uruchomienia (opcja Firm Planned Order) Wprowadzenie zmian w MPS i ponowna analiza raportu rozwinięcia (Explosion Report)")
216
Problemy: Czy można klientowi potwierdzić terminy i wielkość dostaw? (według planisty) Czy MPS jest realny ze względu na możliwość terminowej realizacji dostaw i produkcji składników? (według systemu MRP) Dostawy i produkcja jakich składników ograniczają terminową realizację MPS? (według systemu MRP) Czy istnieją możliwości terminowej realizacji MPS? (wg planisty). Jakie ? Należy podać jakie sposoby sprawdził planista Czy zdol. prod. są wystarczające do zrealizowania MPS? (wg systemu MRP). Czy istnieją możliwości zbilansowania obciążenia i zdolności produkcyjnej? Jakie? Należy podać jakie sposoby sprawdził planista
 Dostawy i produkcja jakich składników ograniczają terminową realizację MPS (według systemu MRP) Czy istnieją możliwości terminowej realizacji MPS (wg planisty). Jakie Należy podać jakie sposoby sprawdził planista Czy zdol. prod. są wystarczające do zrealizowania MPS (wg systemu MRP). Czy istnieją możliwości zbilansowania obciążenia i zdolności produkcyjnej Jakie Należy podać jakie sposoby sprawdził planista")
217
BOM 1 TABORET ST 11 NOGA (4) 12 KLAMRA (4) 21 SIEDZISKO (1)
99 PRACA (0,6) 1 TABORET ST
 1 TABORET ST.")
218
2 TABORET LX 11 NOGA (4) 99 PRACA (0,8) 12 KLAMRA (4)
13 ZESPÓŁ SIEDZISKA (1) 14 ZESPÓŁ OPARCIA (1) 21 SIEDZISKO (1) 22 GĄBKA (1) 23 TKANINA (1) 99 PRACA (0,3) 24 OPARCIE (1) 99 PRACA (0,4)
 14 ZESPÓŁ OPARCIA (1) 21 SIEDZISKO (1) 22 GĄBKA (1) 23 TKANINA (1) 99 PRACA (0,3) 24 OPARCIE (1) 99 PRACA (0,4)")
219
GŁÓWNE PLANOWANIE PRODUKCJI (MPS) ORAZ
PLANOWANIE POTRZEB MATERIAŁOWYCH (MRP) 1. Przedsiębiorstwo i jego produkty. Produkt jest wytwarzany w dwóch modelach (ST i LX) z tych samych modułów i modułów opcjonalnych. Struktura produktu jest trzypoziomowa. Zakład produkcyjny posiada 5 – ciu pracowników montażu. Zmontowanie pozycji rodzajowej produktu wymaga od 0,5 do 0,9 godz. 2. Zagregowany plan produkcji : Miesiąc 1 2 3 4 5 6 Plan produkcji 400 600
 1. Przedsiębiorstwo i jego produkty. Produkt jest wytwarzany w dwóch modelach (ST i LX) z tych samych. modułów i modułów opcjonalnych. Struktura produktu jest trzypoziomowa. Zakład produkcyjny posiada 5 – ciu pracowników montażu. Zmontowanie pozycji rodzajowej produktu wymaga od 0,5 do 0,9 godz. 2. Zagregowany plan produkcji : Miesiąc Plan produkcji")
220
1 2 3 4 5 6 7 8 Model ST Model LX 3. Główny plan produkcji (MPS)
Horyzont planowania MPS: 8 tygodni. Minimalna partia montażowa: Model ST - 80 szt.; Model LX - 80 szt. Zamrażana część MPS: ……………..tyg. Tydzień 1 2 3 4 5 6 7 8 Model ST Prognoza Zamówienia 40 20 30 10 Zapas końcowy Gł. plan produkcji MPS Dostępna oferta ST Model LX 50 60 Zapas końcowy Dostępna oferta LX

Podobne prezentacje
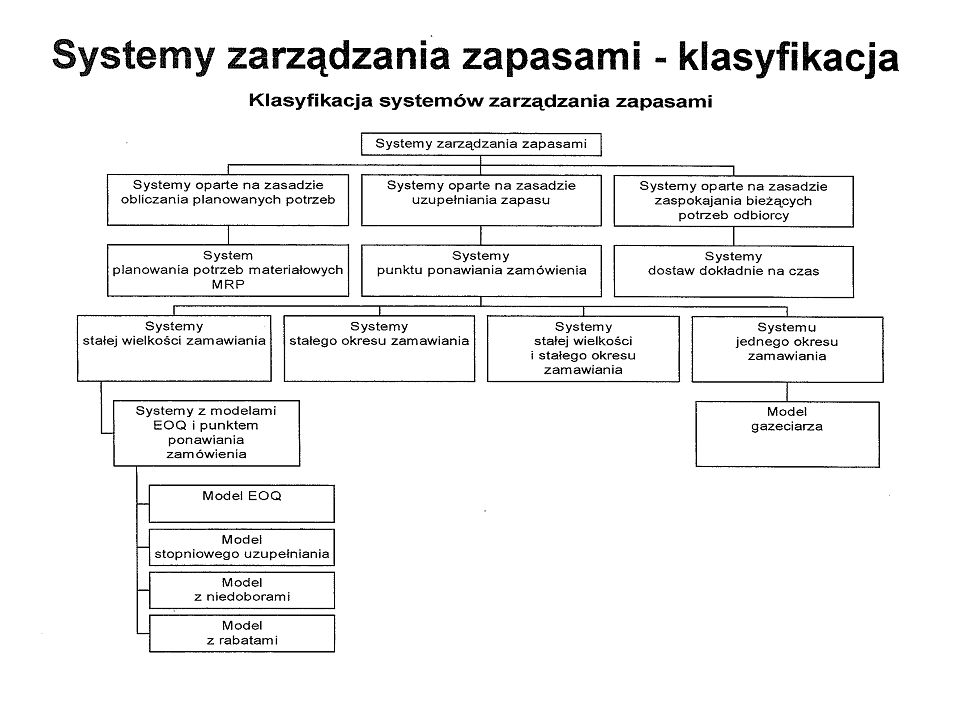















>")




