Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
METODY ANALIZY PROCESÓW LOGISTYCZNYCH
Dr inż. Jacek Rudnicki Strona internetowa: ioz.pracownicy.rudnicki.materiały

2
Zarządzanie procesowe
Podejście procesowe - (orientacja procesowa) - ukierunkowanie na procesy zachodzące wewnątrz organizacji Podejście procesowe - wywodzi się z koncepcji doskonalenia procesow (business process reengineering), która zdobyła bardzo dużą popularność w latach dziewięćdziesiątych, oraz z koncepcji kompleksowego zarządzania jakością Zarządzanie procesowe (zarządzanie procesami) – zarządzanie zorientowane na zarządzanie procesami, a nie funkcjami w organizacji. Konwencjonalne zarządzanie polegało na zarządzaniu obszarami funkcjonalnymi przedsiębiorstwa takimi jak marketing, produkcja, zaopatrzenie i finanse Zarzadzanie procesowe polega na zarządzaniu procesami przebiegającymi przez obszaru funkcjonalne. Zarządzanie procesowe skupia się na efektach procesów. Zarządzanie konwencjonalne skupia się na osiąganiu celów lokalnych w obszarach funkcjonalnych przedsiębiorstwa.
 - ukierunkowanie na procesy zachodzące wewnątrz organizacji. Podejście procesowe - wywodzi się z koncepcji doskonalenia procesow (business process reengineering), która zdobyła bardzo dużą popularność w latach dziewięćdziesiątych, oraz z koncepcji kompleksowego zarządzania jakością. Zarządzanie procesowe (zarządzanie procesami) – zarządzanie zorientowane na zarządzanie procesami, a nie funkcjami w organizacji. Konwencjonalne zarządzanie polegało na zarządzaniu obszarami funkcjonalnymi przedsiębiorstwa takimi jak marketing, produkcja, zaopatrzenie i finanse. Zarzadzanie procesowe polega na zarządzaniu procesami przebiegającymi przez obszaru funkcjonalne. Zarządzanie procesowe skupia się na efektach procesów. Zarządzanie konwencjonalne skupia się na osiąganiu celów lokalnych w obszarach funkcjonalnych przedsiębiorstwa.")
3
Podejście procesowe we współczesnych koncepcjach
Podejście procesowe jest nieodłącznym elementem współczesnych koncepcji zarządzania: TQM – Total Quality Management – kompleksowe zarządzanie jakością BPR – business process reeinginering – reenginering procesów biznesowych Six Sigma Time Based Management – zarządzanie oparte na czasie ABC – activity based costing – rachunek kosztów działań – procesów Lean Manufacturing – odchudzona produkcja Lean Management – odchudzone zarządzanie

4
Zarządzanie procesowe
Graficzny obraz organizacji ma kształt trójkąta, większość pracowników pracuje u podstawy z hierarchią organizacyjną pnącą się w stronę wierzchołka reprezentującego dyrektora firmy. W istocie organizacja składa się z wielu mniejszych organizacji uporządkowanych w zespoły specjalistów (funkcji), z których każda ma swoją hierarchię zarządzającą System tradycyjnego zarządzania koncentruje się na hierarchii zorientowanej funkcjonalnie Klient Dział badań i rozwoju B+R Produkcja Zbyt Zarządzanie procesowe koncentruje się na procesach, które przebiegają w poprzek hierarchii zorientowanej funkcjonalnie, aby ostatecznie dotrzeć do klienta Klient Dział badań i rozwoju B+R Produkcja Zbyt
, z których każda ma swoją hierarchię zarządzającą. System tradycyjnego zarządzania koncentruje się na hierarchii zorientowanej funkcjonalnie. Klient. Dział badań i rozwoju. B+R. Produkcja. Zbyt. Zarządzanie procesowe koncentruje się na procesach, które przebiegają w poprzek hierarchii zorientowanej funkcjonalnie, aby ostatecznie dotrzeć do klienta. Klient. Dział badań i rozwoju. B+R. Produkcja. Zbyt.")
5
Zarządzanie procesowe Podejście procesowe w zarządzaniu
Procesowe rozpatrywanie działania systemu produkcyjnego (jakie procesy i jak przebiegają) w miejsce zadaniowego i funkcjonalnego (zarządzanie funkcjami) Rozwinęło się dzięki zmianie podejścia w zarządzaniu jakością: Kontrola jakości produktu została zastąpiona kontrolą procesu aby sterować jakością. Poprawa jakości wymaga rozpatrywania całości procesu, a nie poszczególnych zadań lub funkcji gdyż o jakości na wyjściu z procesu decyduje cały proces Podejście procesowe nie powinno zawężać się do problematyki jakości, ale obejmować problematykę efektywności w obszarze całego procesu Wiele procesów nigdy nie było mierzonych, czyli nigdy nie mierzono bezpośrednio takich parametrów procesu, jak czas realizacji, zamówienia, liczba braków, liczba nieterminowych dostaw, czy niezawodność procesu. Zmierzenie procesu (analiza) umożliwia jego ocenę, diagnozę i propozycje usprawnienia
 w miejsce zadaniowego i funkcjonalnego (zarządzanie funkcjami) Rozwinęło się dzięki zmianie podejścia w zarządzaniu jakością: Kontrola jakości produktu została zastąpiona kontrolą procesu aby sterować jakością. Poprawa jakości wymaga rozpatrywania całości procesu, a nie poszczególnych zadań lub funkcji gdyż o jakości na wyjściu z procesu decyduje cały proces. Podejście procesowe nie powinno zawężać się do problematyki jakości, ale obejmować problematykę efektywności w obszarze całego procesu. Wiele procesów nigdy nie było mierzonych, czyli nigdy nie mierzono bezpośrednio takich parametrów procesu, jak czas realizacji, zamówienia, liczba braków, liczba nieterminowych dostaw, czy niezawodność procesu. Zmierzenie procesu (analiza) umożliwia jego ocenę, diagnozę i propozycje usprawnienia.")
6
Proces ciągłej poprawy
Model podejścia procesowego w systemie zarządzania jakoscią wg ISO 9001:2000 Proces ciągłej poprawy Odpowiedzialność kierownictwa Pomiary, analiza i poprawa Zarządzanie zasobami Proces wyrobu i usługi Wynik Wyrób lub usługa Wejście Klient Wymagania Zadowolenie System ZJ Działania dodające wartość Przepływ informacji

7
Zarządzanie procesowe
Zarządzanie procesowe to sposób postępowania oparty na analizie i doskonaleniu procesów zachodzących w firmie Aby możliwa była realizacja podejścia procesowego niezbędna jest znajomość następujących zagadnień: Które procesy występują przed lub po rozpatrywanym procesie? Jakie są procesy kluczowe (związane z dodawaniem wartości)? Jakie są procesy pomocnicze (wspierające procesy kluczowe)? Czy występują procesy równoległe? Kim są klienci procesów? Jakie są życzenia /wymagania klientów? Co stanowi wartość dla klienta? Jak proces jest zdefiniowany/opisany? Jak proces jest mierzony? Jakie są wyniki, efekty procesu? Czy wyniki procesu odpowiadają wymaganiom klienta? Czy występują szczególne ryzyka w procesie? Czy proces jest zorganizowany jako pętla sprzężenia zwrotnego? Jak proces jako całość jest doskonalony?
 Jakie są procesy pomocnicze (wspierające procesy kluczowe) Czy występują procesy równoległe Kim są klienci procesów Jakie są życzenia /wymagania klientów Co stanowi wartość dla klienta Jak proces jest zdefiniowany/opisany Jak proces jest mierzony Jakie są wyniki, efekty procesu Czy wyniki procesu odpowiadają wymaganiom klienta Czy występują szczególne ryzyka w procesie Czy proces jest zorganizowany jako pętla sprzężenia zwrotnego Jak proces jako całość jest doskonalony")
8
Zarządzanie procesowe
WEJŚCIE Pojęcie procesu.

9
Zarządzanie procesowe
Powiązania procesów Procesy proste Procesy złożone składają się z procesów prostych W procesach złożonych wyjście określonego procesu stanowi wejście innego procesu

10
Zarządzanie procesowe
Procesy w organizacji: procesy planowania, procesy zakupowe (zaopatrzenia), procesy produkcyjne, procesy magazynowania, procesy kontroli, procesy wysyłki, procesy transportu
, procesy produkcyjne, procesy magazynowania, procesy kontroli, procesy wysyłki, procesy transportu.")
11
Zarządzanie procesowe
Podejście procesowe tylko wtedy będzie miało sens, kiedy każdy z procesów zachodzących w firmie będzie ściśle zdefiniowany

12
Łańcuch wartości a logistyka
Łańcuch wartości tworzą: Procesy podstawowe: logistyka zaopatrzenia, logistyka dystrybucji, serwis działania operacyjne, logistyka produkcji, marketing i sprzedaż Procesy wspierające działania podstawowe: infrastruktura, zarządzanie zasobami ludzkimi rozwój produktu rozwój technologiczny rachunkowość i finanse

13
Łańcuch wartości Logistyka kreuje dodatkową wartość dla klienta.
Dzięki logistyce firma może uzyskać przewagę konkurencyjną Operacje Logistyka produkcji Logistyka wysyłkowa Logistyka dystrybucji Marketing i sprzedaż Logistyka zaopatrzenia firmy Serwis Zarządzanie zasobami ludzkimi Rozwój technologiczny Technologia informatyczna Rachunkowość i finanse Infrastruktura firmy Rozwój produktu Marża Procesy podstawowe Proces wspierające Procesy podstawowe bezpośrednio kreują wartość dla klienta

14
Rodzaje procesów Ze względu na rangę zadań wykonywanych w organizacji
Procesy podstawowe – efektem jest produkt który podlega sprzedaży zewnętrznemu klientowi (proces produkcyjny w firmie produkcyjnej) Procesy pomocnicze - wspierające procesy podstawowe, dzięki tym procesom procesy podstawowe mogą być sprawnie realizowane ( procesy utrzymania ruchu, transport oraz procesy zarządcze)
 Procesy pomocnicze - wspierające procesy podstawowe, dzięki tym procesom procesy podstawowe mogą być sprawnie realizowane ( procesy utrzymania ruchu, transport oraz procesy zarządcze)")
15
Rodzaje procesów Ze względu na znaczenie dla organizacji
Procesy strategiczne – procesy podstawowe, pomocnicze i zarządcze, które wpływają na strategiczny sukces organizacji Procesy operacyjne (niestrategiczne) – procesy, które umożliwiają organizacji na bieżące funkcjonowanie (np. obsługa klientów, wytwarzanie, wysyłka)
 – procesy, które umożliwiają organizacji na bieżące funkcjonowanie (np. obsługa klientów, wytwarzanie, wysyłka)")
16
Rodzaje procesów Ze względu na miejsce w łańcuchu wartości wyróżnia się: procesy innowacyjne (badanie potrzeb klienta i projektowanie produktu lub usługi) procesy operacyjne (zaopatrzenie, produkcja, dystrybucja) procesy obsługi posprzedażnej (obsługa klienta po dostarczeniu produktu)
 procesy operacyjne (zaopatrzenie, produkcja, dystrybucja) procesy obsługi posprzedażnej (obsługa klienta po dostarczeniu produktu)")
17
Rodzaje procesów Ze względu na tworzenie wartości dodanej dla klienta wyróżnia się: procesy tworzące wartość dodaną (procesy kluczowe zaspokajające potrzeby i oczekiwania klienta, za które jest on gotów zapłacić) procesy nie tworzące takiej wartości – procesy pomocnicze i wspierające niezbędne dla przebiegu procesów
 procesy nie tworzące takiej wartości – procesy pomocnicze i wspierające niezbędne dla przebiegu procesów.")
18
Proces Proces to zestaw logicznie powiązanych i uporządkowanych czynności lub zadań, wykonywanych w celu osiągniecia określonego efektu biznesowego, którym jest wyrób lub usługa) [wg słownika APICS] Efekt procesu może mieć charakter materialny, informacyjny lub pieniężny Czynność 1 Czynność 2 Czynność 3 Czynność 4 Proces Input Wejście Output Wyjście Efekt
 [wg słownika APICS] Efekt procesu może mieć charakter materialny, informacyjny lub pieniężny. Czynność 1. Czynność 2. Czynność 3. Czynność 4. Proces. Input. Wejście. Output. Wyjście. Efekt.")
19
Proces Proces określa wszystko, co przekształca, przekazuje czy przetwarza nakład pracy i środków prowadząc do osiągnięcia efektu procesu (np. wyrobu lub usługi) Podstawowe podejście w doskonaleniu procesów Zrozumieć przebieg procesu i zidentyfikować występujące czynności rzeczywiście przebiegające w cyklu realizacji (zamówienia) Rozpoznać te czynności, które nie przyczyniają się do osiągnięcia ostatecznego efektu (czynności nie dodające wartość do produktu) Redukcja lub eliminacja czynności nie dodających wartość dla klienta
 Podstawowe podejście w doskonaleniu procesów. Zrozumieć przebieg procesu i zidentyfikować występujące czynności rzeczywiście przebiegające w cyklu realizacji (zamówienia) Rozpoznać te czynności, które nie przyczyniają się do osiągnięcia ostatecznego efektu (czynności nie dodające wartość do produktu) Redukcja lub eliminacja czynności nie dodających wartość dla klienta.")
20
Charakterystyka procesu
Każdy proces należy opisać za pomocą cech charakteryzujących jego właściwości Dostawca Odbiorca Czynność 1 Czynność 2 Czynność 3 Czynność 4 Struktura procesu Wejście Wyjście Właściciel procesu Parametry, cele, mierniki procesu

21
Właściciel procesu Osoba na stanowisku kierowniczym, która rozumie cały proces i jego logikę Czuwa nad przebiegiem procesu Podejmuje działania usprawniające, w celu podniesienia skuteczności i efektywności całego procesu Obserwuje i kontroluje wyniki procesu, składa raporty dotyczące osiąganiu celów

22
Właściciel procesu Właściciel procesu: Dyrektor Właściciel podprocesu:
Właściciel procesu biznesowego Właściciel procesu: Dyrektor Właściciel podprocesu: Zaopatrzenia - Kierownik zaopatrzenia Produkcji - Kierownik produkcji Dystrybucji – Kierownik działu sprzedaży Właściciel podprocesu Właściciel podprocesu Właściciel podprocesu

23
Cechy procesu Dostawca zewnętrzny Odbiorca zewnętrzny
Podproces 1 Podproces 2 Podproces 3 Podproces 4 Dostawca wewnętrzny Odbiorca wewnętrzny

24
Parametry procesu Zadowolenie klienta Czas procesu Terminowość
Jakość procesu Koszt procesu Efektywność Parametry (mierniki) procesu umożliwiają ocenę procesu
 procesu umożliwiają ocenę procesu.")
25
Parametry procesu – skutki skracania czasu procesu
Znaczenie parametrów procesu zależy od specyfiki procesu i może być różne w czasie Waga parametrów zależy od celów przedsiębiorstwa, czynników sukcesu, sytuacji konkurencyjnej i strategii konkurowania Czas ma często dominującą rolę i na znaczeniu zyskują sposoby jego redukcji. K Krótki czas procesu K Krótsze zamrożenie zasobów K Lepszy wynik Większa elastyczność Wyższa cena Większe obroty Skuteczność procesu Efektywność procesu K Niższe koszty procesu Źródło: Schmelzer H.J., Sesselman W., Geschäftsprozess management in der Praxis. Hanser Wien 2003, s.162

26
Mierniki procesu Parametry procesu Definicja miernika Formuła miernika
Wartość Czas procesu (CP) Wymiar czasu w dniach dla realizacji obiektu procesu (np. zamówienia) CP = Termin zakończenia procesu – Termin rozpoczęcia procesu 5 dni Terminowość realizacji Udział obiektów (zamówień) wykonanych w terminie we wszystkich zadaniach TR = (Liczba obiektów wykonanych w terminie przez ogólną liczbę obiektów)x100 85% Pracochłonność procesu (PP) Nakład czasu w godzinach na wykonanie obiektu PP = Suma godzin pracy na wykonane obiekty podzielona przez liczbę zakończonych obiektów 200 godzin pracy Źródło: Schmelzer H.J., Sesselman W., Geschäftsprozess management in der Praxis. Hanser Wien 2003,
 Wymiar czasu w dniach dla realizacji obiektu procesu (np. zamówienia) CP = Termin zakończenia procesu – Termin rozpoczęcia procesu. 5 dni. Terminowość realizacji. Udział obiektów (zamówień) wykonanych w terminie we wszystkich zadaniach. TR = (Liczba obiektów wykonanych w terminie przez ogólną liczbę obiektów)x % Pracochłonność procesu (PP) Nakład czasu w godzinach na wykonanie obiektu. PP = Suma godzin pracy na wykonane obiekty podzielona. przez liczbę zakończonych obiektów. 200 godzin pracy. Źródło: Schmelzer H.J., Sesselman W., Geschäftsprozess management in der Praxis. Hanser Wien 2003,")
27
Zarządzanie procesami – zarządzanie procesowe
Zarządzanie procesami jest koncepcją: Ukierunkowującą strategie firmy na procesy Zmierzającą do wyższej skuteczności i efektywności procesów

28
Zarządzanie procesami
Identyfikacja procesu – zrozumienie procesu, zdefiniowanie procesu Mierzenie procesu – określenie parametrów procesu Analiza i ocena procesu Usprawnianie procesu Kontrola procesu – auditowanie procesu

29
Usprawnianie procesu istniejącego
Model DMAIC jest standardowym modelem ciągłego doskonalenia procesu, stosowanym w koncepcji Six Sigma jest wykorzystywany do poprawy procesów i eliminacji pojawiających się w nich problemów

30
Model doskonalenia procesu DMAIC
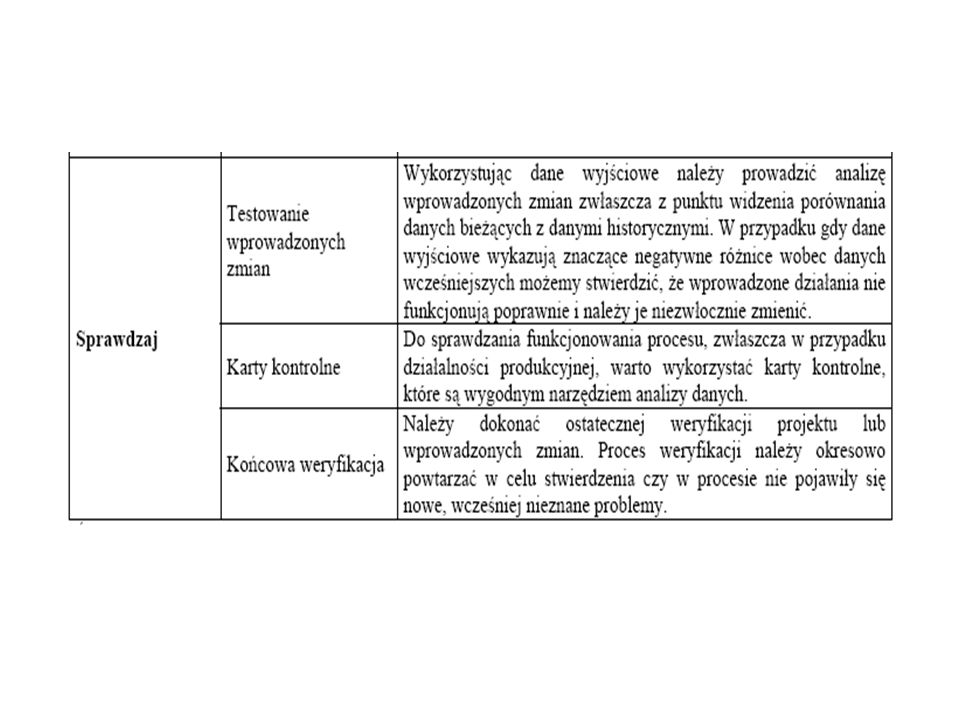
D – define – definiuj; M – measure – mierz; A – analyse – analizuj; I – improve – poprawiaj; C – control – sprawdzaj;

31
Model doskonalenia procesów DMAIC

32
Wybrane narzędzia stosowane na poszczególnych etapach modelu DMAIC

33
Przykładowy zestaw narzędzi stosowany w modelu DMAIC

35
Analiza procesu Wykres przebiegu (mapa, karta)
")
36
Procesy logistyczne Procesy logistyczne - procesy związane z przepływem materiałów, produktów, towarów, dóbr oraz przepływem informacji i pieniędzy Przykłady: Proces realizacji zamówienia Procesy OtD (Order to Delivery - proces od przyjęcia zamówienia do dostawy produktu do klienta) Proces produkcyjny Procesy dostawy materiałów, towarów Proces fakturowania Proces planowania produkcji Proces zamawiania towarów Proces wysyłki Proces dostawy do klienta
 Proces produkcyjny. Procesy dostawy materiałów, towarów. Proces fakturowania. Proces planowania produkcji. Proces zamawiania towarów. Proces wysyłki. Proces dostawy do klienta.")
37
Rodzaje procesów Ze względu na tworzenie wartości dodanej dla klienta wyróżnia się: procesy tworzące wartość dodaną (zaspokajające potrzeby i oczekiwania klienta, za które jest on gotów zapłacić) procesy nie tworzące takiej wartości
 procesy nie tworzące takiej wartości.")
38
Rodzaje procesów Ze względu na tworzenie wartości dodanej dla klienta wyróżnia się: procesy tworzące wartość dodaną (zaspokajające potrzeby i oczekiwania klienta, za które jest on gotów zapłacić) procesy nie tworzące takiej wartości Kluczowe, wykonawcze, podstawowe procesy – obejmują działania dodawania wartości np. produkowanie, świadczenie usługi Pomocnicze, wspierające procesy – obejmują czynności niezbędne dla efektywnego przebiegu procesów wykonawczych np. ocenianie dostawców, planowanie sprzedaży i produkcji Rozwojowe procesy – służą zwiększaniu efektywności procesów wykonawczych i wspierających np. projektowanie nowych wyrobów, szkolenie pracowników
 procesy nie tworzące takiej wartości. Kluczowe, wykonawcze, podstawowe procesy – obejmują działania dodawania wartości np. produkowanie, świadczenie usługi. Pomocnicze, wspierające procesy – obejmują czynności niezbędne dla efektywnego przebiegu procesów wykonawczych np. ocenianie dostawców, planowanie sprzedaży i produkcji. Rozwojowe procesy – służą zwiększaniu efektywności procesów wykonawczych i wspierających np. projektowanie nowych wyrobów, szkolenie pracowników.")
39
Należy koncentrować się na procesach kluczowych
PROCESY KLUCZOWE Należy koncentrować się na procesach kluczowych Procesy kluczowe, – procesy, które bezpośrednio tworzą wartość dla klienta Na proces kluczowy składają się czynności związane z dodawaniem wartości i ponoszeniem kosztów oraz działania lub brak działań (np. oczekiwanie) związane tylko z ponoszeniem kosztów Tworzenie wartości – część procesu za którą klient gotów jest zapłacić Czynności pozytywne Czynności niezbędne Czynności zbędne Proces + = Dodawanie wartości Koszt Produkt Koszt
 związane tylko z ponoszeniem kosztów. Tworzenie wartości – część procesu za którą klient gotów jest zapłacić. Czynności pozytywne. Czynności niezbędne. Czynności zbędne. Proces. + = Dodawanie. wartości. Koszt. Produkt. Koszt.")
40
Procesy biznesowe i logistyczne
Dostawcy Zaopatrzenie Projektowanie Produkcja Finanse Marketing Klienci Proces projektowania nowych produktów Proces oceny dostawców Proces opracowywania planów produkcji i sprzedaży Przykłady procesów obejmujących różne funkcje i organizacje Procesy mogą obejmować różne funkcje i organizacje Pojedynczy obszar funkcjonalny nie ma kompletnego obrazu przebiegu procesu i nie może kompleksowo jego kontrolować Wdrożenie efektywnych procesów wymaga uwzględnienia perspektywy wielu różnych obszarów funkcjonalnych aby uzyskać logiczny obraz przepływu czynności składających się na proces

41
Usprawnianie procesów biznesowych - logistycznych
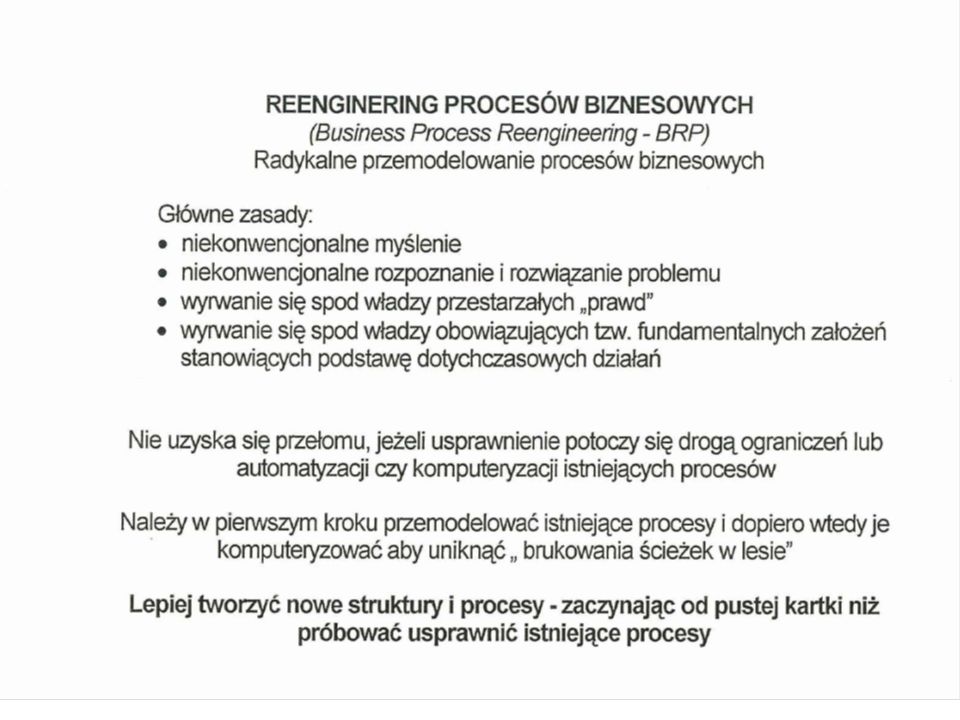
Rodzaje podejść w usprawnianiu procesów: Ciągłe doskonalenie (podejście ewolucyjne) Ciągłe doskonalenie polega na systematycznym i nieprzerwanym zwiększaniu efektywności i skuteczności procesu poprzez eliminację i redukcję działań nie dodających wartość. Reengineering procesów biznesowych (podejście rewolucyjne) (Business Process Reenginering) – podejście w usprawnianiu procesów polegające na radykalnym przemodelowaniu i przeprojektowaniu procesu przynoszące znaczącą poprawę efektywności procesu (poprawa o kilkadziesiąt procent)
 Ciągłe doskonalenie polega na systematycznym i nieprzerwanym zwiększaniu efektywności i skuteczności procesu poprzez eliminację i redukcję działań nie dodających wartość. Reengineering procesów biznesowych (podejście rewolucyjne) (Business Process Reenginering) – podejście w usprawnianiu procesów polegające na radykalnym przemodelowaniu i przeprojektowaniu procesu przynoszące znaczącą poprawę efektywności procesu (poprawa o kilkadziesiąt procent)")
45
Cel reengineeringu procesu logistycznego: poszukiwanie sposobów eliminacji tych składników czasu przepływu, które nie dodają wartości

46
Reengineering procesów biznesowych Konwencjonalne podejście w usprawnianiu procesów Rewolucyjne usprawnienie procesu bez ciągłego doskonalenia Innowacja/ reengineering Pozycja konkurencyjna Degradacja

47
Ciągłe doskonalenie procesu Współczesne podejście w usprawnianiu procesów ciągłe doskonalenie (Kaizen) + reengineering procesów biznesowych (BPR) Innowacja/ reengineering Proces ciągłego doskonalenia Kaizen Pozycja konkurencyjna

48
Podejście ewolucyjne a podejście rewolucyjne
Zasadnicze kryterium wyboru jednego z tych dwóch podejść: Jeśli ciągłe doskonalenie istniejącego procesu (podejście ewolucyjne) nie jest wystarczające do osiągnięcia zakładanych wartości parametrów procesu, to należy zastosować dodatkowo podejście rewolucyjne Różnice miedzy podejściami: W podejściu rewolucyjnym chodzi o nowy proces a w podejściu ewolucyjnym o istniejący proces W podejściu ewolucyjnym zmiany mają charakter ciągły (ciągłe doskonalenie) a w rewolucyjnym nieciągły W podejściu rewolucyjnym wykorzystuje się zarządzanie projektami, w ewolucyjnym ciągłe zadania usprawniania- doskonalenia Oba podejścia wzajemnie się uzupełniają: Uzyskane radykalne zmiany parametrów procesów są następnie utrwalane i poprawiane poprzez ciągłe doskonalenie procesów
 nie jest wystarczające do osiągnięcia zakładanych wartości parametrów procesu, to należy zastosować dodatkowo podejście rewolucyjne. Różnice miedzy podejściami: W podejściu rewolucyjnym chodzi o nowy proces a w podejściu ewolucyjnym o istniejący proces. W podejściu ewolucyjnym zmiany mają charakter ciągły (ciągłe doskonalenie) a w rewolucyjnym nieciągły. W podejściu rewolucyjnym wykorzystuje się zarządzanie projektami, w ewolucyjnym ciągłe zadania usprawniania- doskonalenia. Oba podejścia wzajemnie się uzupełniają: Uzyskane radykalne zmiany parametrów procesów są następnie utrwalane i poprawiane poprzez ciągłe doskonalenie procesów.")
49
Mierniki efektywności procesu
Wskaźnik operacyjnej efektywności procesu WEP WEP = Czas dodawania wartości Czas przejścia przez proces ( ) WEP = - Operacja dodająca wartość - Transport - Składowanie - Kontrola produktu - Oczekiwanie
 WEP = - Operacja dodająca wartość. - Transport. - Składowanie. - Kontrola produktu. - Oczekiwanie.")
50
WEP = Sposoby zwiększania wskaźnika WEP ( + + + + )
( ) WEP = - Inwestycje w nowe technologie, zwiększanie wydajności, zakup nowoczesnego urządzenia - Transport – zmiana struktury produkcyjnej – przejście ze struktury technologicznej w strukturę przedmiotową, redukcja lub eliminacja działań transportowych - Składowanie – redukcja zapasów – wdrożenie systemu MRP, JIT - Kontrola – przejście od kontroli produktu do kontroli procesu – TQM, SPC - Oczekiwanie – Snchronizacja przebiegu procesu, TPM, SMED
 WEP = - Inwestycje w nowe technologie, zwiększanie wydajności, zakup nowoczesnego urządzenia. - Transport – zmiana struktury produkcyjnej – przejście ze struktury technologicznej w strukturę przedmiotową, redukcja lub eliminacja działań transportowych. - Składowanie – redukcja zapasów – wdrożenie systemu MRP, JIT. - Kontrola – przejście od kontroli produktu do kontroli procesu – TQM, SPC. - Oczekiwanie – Snchronizacja przebiegu procesu, TPM, SMED.")
51
Mierniki efektywności procesu Produktywność
Nakłady (Praca + Materiały + Energia + Kapitał + Inne) Wielkość produkcji wytworzonej i sprzedanej PRODUKTYWNOŚĆ = Zużyte zasoby (wejście) Jednoczynnikowa produktywność: Przykład: Wyprodukowano szt. i zużyto 200 godz. Produktywność = 2000/200 = 10 sztuk/roboczogodzinę Efekty (wyjście) PRODUKTYWNOŚĆ = Praca + Materiały + Energia + Kapitał + Inne Wieloczynnikowa produktywność: Przy jednorodnej produkcji efekty (wyjście) wyrażane są w sztukach a nakłady (wejście) wyrażane są wartościowo (w pieniądzach) Przy niejednorodnej produkcji (np. produkcja dwóch rodzajów silników 100 kW i 500 kW) zarówno efekty (wyjście) jak i nakłady (wejście) wyrażane są wartościowo (w pieniądzach)
 Wielkość produkcji wytworzonej i sprzedanej. PRODUKTYWNOŚĆ = Zużyte zasoby (wejście) Jednoczynnikowa produktywność: Przykład: Wyprodukowano 2000 szt. i zużyto 200 godz. Produktywność = 2000/200 = 10 sztuk/roboczogodzinę. Efekty (wyjście) PRODUKTYWNOŚĆ = Praca + Materiały + Energia + Kapitał + Inne. Wieloczynnikowa produktywność: Przy jednorodnej produkcji efekty (wyjście) wyrażane są w sztukach a nakłady (wejście) wyrażane są wartościowo (w pieniądzach) Przy niejednorodnej produkcji (np. produkcja dwóch rodzajów silników 100 kW i 500 kW) zarówno efekty (wyjście) jak i nakłady (wejście) wyrażane są wartościowo (w pieniądzach)")
52
Produktywność PROCES PRODUKCJI
Stosunek wytworzonych produktów do zasobów użytych i zużytych do ich wytworzenia Produktywność określa się jak efektywni jesteśmy w wykorzystaniu zasobów w produkcji produktów PROCES PRODUKCJI Zasoby: Praca Kapitał Materiały Maszyny Energia Wiedza Czas Produkty Produkcja wytworz. i sprzed. P = Zużyte zasoby Sposoby zwiększania produktywności: Produkować więcej przy tej samej ilości zasobów Produkować taką samą ilość przy zużyciu mniejszych zasobów

53
Analiza procesów logistycznych
Cel analizy: Zrozumienie procesów biznesowych Określenie efektywności procesu Rozpoznanie strat w procesie Kreatywna analiza prowadząca do wygenerowania koncepcji usprawnień

54
Techniki analizy procesów
Sposoby zrozumienia aktualnie funkcjonujących procesów: Opracowanie wykresów – graficzne odwzorowanie procesów w taki sposób, który pozwala prześledzić i zrozumieć ich przebieg Wykresy przebiegu procesów (schematy, karty, mapy): Karty przebiegu czynności Wykresy chronometryczne – wykresy przebiegu procesu w czasie Wykresy, schematy chronologiczne Wykresy przebiegu procesu wg standardu IDEF0 Wykresy przebiegu procesu wg standardu ASME (American Society for Mechanical Engineers – Amerykańskie Towarzystwo Inżynierów Mechaników) Wykresy przebiegu procesu z uwzględnieniem wykonawców - mapowanie przebiegu procesu Mapowanie strumienia wartości – mapowanie strumienia wartości wg standardu Lean Manufacturing
: Karty przebiegu czynności. Wykresy chronometryczne – wykresy przebiegu procesu w czasie. Wykresy, schematy chronologiczne. Wykresy przebiegu procesu wg standardu IDEF0. Wykresy przebiegu procesu wg standardu ASME (American Society for Mechanical Engineers – Amerykańskie Towarzystwo Inżynierów Mechaników) Wykresy przebiegu procesu z uwzględnieniem wykonawców - mapowanie przebiegu procesu. Mapowanie strumienia wartości – mapowanie strumienia wartości wg standardu Lean Manufacturing.")
55
Tworzenie wykresów przebiegu procesów
Początek/koniec Krok lub czynność w ramach procesu Punkt podejmowania decyzji (zazwyczaj konieczna odpowiedź „tak” lub „nie”) Nakłady lub wyniki (zazwyczaj dane, materiały, produkty) Kontrola Kierunek i przeniesienie, przemieszczenie, transport Utworzony dokument Oczekiwanie, zwłoka, Symbole używane najczęściej w mapach procesu
 Nakłady lub wyniki (zazwyczaj dane, materiały, produkty) Kontrola. Kierunek i przeniesienie, przemieszczenie, transport. Utworzony dokument. Oczekiwanie, zwłoka, Symbole używane najczęściej w mapach procesu.")
56
Informacje dotyczące każdej czynności w procesie
Czasy realizacji – jak długo trwa cały proces, ile czasu trwa każda czynność, jak długie są przerwy między czynnościami? Relacje między czynnościami – czy wykonanie określonej czynności zależy od wyników innej czynności? Kto i co wykonuje dane czynności? Miejsca występowania problemów – które czynności są brudne, trudne, lub niebezpieczne oraz te które wykazują problemy? Dodawanie wartości – czy dana czynność dodaje wartość, czy jedynie zwiększa koszt?

57
Narzędzia analizy procesów - software modelowania procesów
Na rynku istnieje wiele programów komputerowych umożliwiających przygotowanie wykresów chronologicznych, wykresów przebiegu procesu oraz map strumienia wartości Zalecana kolejność wykorzystania narzędzi analizy: Odręczne wykresy na papierze Wykorzystania graficznych pakietów komputerowych Wykorzystanie programów analitycznych i symulacyjnych Przykłady graficznych pakietów komputerowych do analizy procesów: IDEF 0 iGrafx - Business Process Modeling Notification Visio ARIS

58
Wykres przebiegu procesu wg standardu IDEF0
Mechanizmy kontroli Polityka firmy Zasady prawne Nakłady Materiały Informacje Efekty Wroby Informacje Proces Ograniczenia Ludzie Maszyny Pojazdy

61
Zasady IDEF0 1. Zrozumienie poprzez budowę modelu. 2. Dekompozycja od góry na dół. 3. Modelowanie funkcjonalne i modelowanie wdrożeniowe. 4. Dualne aspekty systemu 5. Graficzny format reprezentacji modelu 6. Dobra podstawa do zdyscyplinowanej pracy zespołowej 7. Wszystkie decyzje i komentarze są rejestrowane w pisemnych formularzach

62
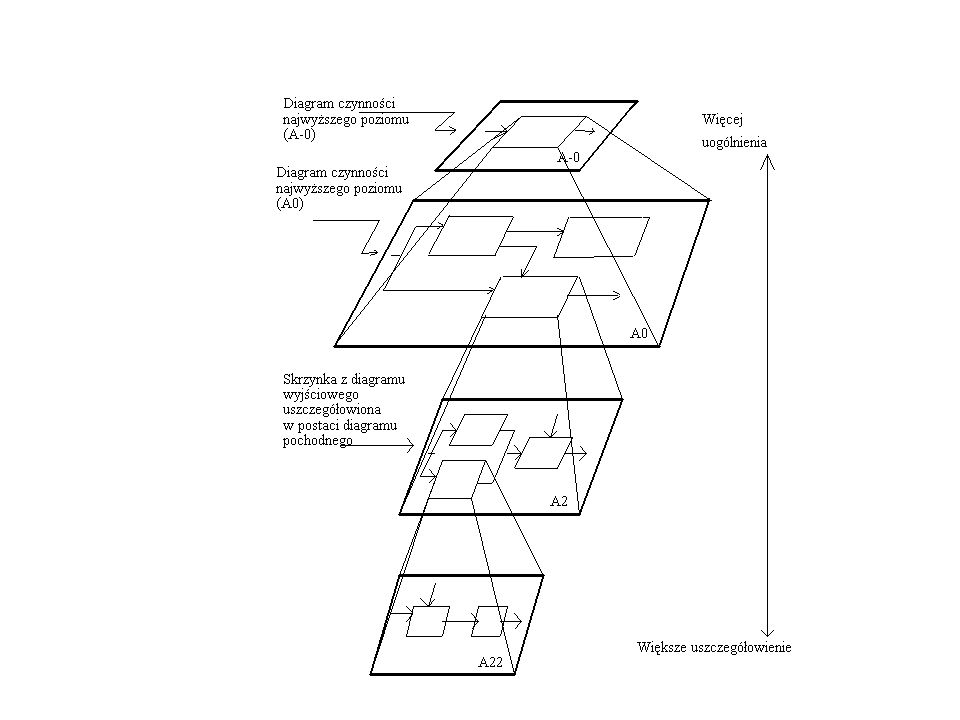
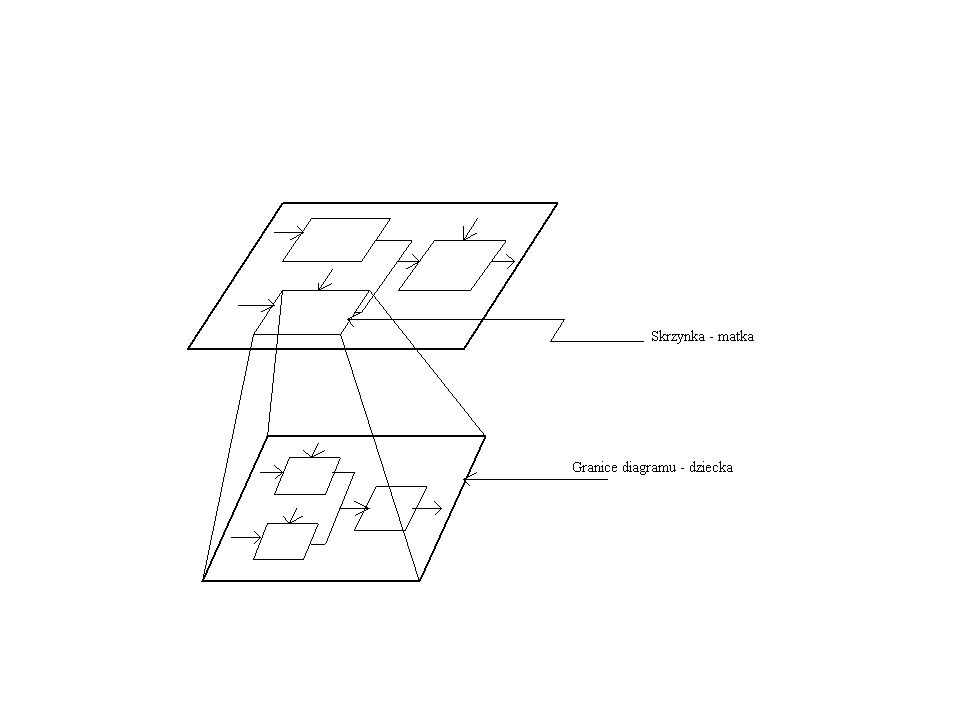
Zasady IDEF0 Idea IDEF0 opiera się na siedmiu ściśle powiązanych zasadach: 1. Zrozumienie poprzez budowę modelu. Podstawową korzyścią budowy graficznego modelu systemu jest to, że pozwala on przedstawić koncepcję i relacje z dużą przejrzystością i skutecznością. Za pomocą IDEF0 buduje się model prezentujący strukturę projektowanego czy analizowanego systemu. 2. Dekompozycja od góry na dół. IDEF0 jest strukturalną dekompozycją, która ułatwia uporządkowane podzielenie złożonego obiektu na części składowe. Analiza jest prowadzona od góry na dół, przy czym, jest to analiza modułowa, hierarchiczna i strukturalna. Budowa modelu za pomocą IDEF0 rozpoczyna się od najogólniejszego opisu badanego systemu. Opis ten ma postać skrzynki - bloku, która jest następnie dekompowana na bardziej szczegółowe skrzynki z których każda reprezentuje najważniejsze funkcje skrzynki - matki. Następnie każda z tych skrzynek jest dekompowana, stopniowo ujawniając więcej szczegółów i informacji. Takie odgórne podejście ogranicza stopień szczegółowośći rozpatrywany na każdym poziomie i dlatego liczba skrzynek, rozpatrywanych na każdym poziomie w ramach jednego diagramu jest nie większa niż 6. Zapewnia to jednolitość reprezentacji kolejnych poziomów uszczegółówienia i redukuje złożoność każdego diagramu. Relacje między skrzynkami w modelu IDEF0 prezentuje się za pomocą łączących je strzałek. Gdy skrzynka jest dekompowana na podskrzynki, strzałki pokazują interface między nimi. Nazwa każdej podskrzynki - czynności oraz jej interface'y definiują kontekst dla uszczegółowiania danej podskrzynki. Celem zaznaczenia relacji między skrzynką i diagramem pokazującym podskrzynki na które skrzynka jest dekomponowana stosuje się okraślenie matka (skrzynka-matka) oraz dziecko (diagram - dziecko). 3. Modelowanie funkcjonalne i modelowanie wdrożeniowe. Model funkcjonalny jest podstawowym celem analizy IDEF0. Stosując IDEF0 dąży się raczej do reprezentacji problemu, z którym ma się do czynienia, a nie jak problem będzie rozwiązany lub jakie rozwiązanie zostanie wdrożone. Metodologia IDEF0 ma za zadanie umożliwienie pełnego i przejrzystego zrozumienia problemu przed podejmowaniem decyzji o szczegółach rozwiązania. Po opracowaniu model funkcjonalny jest wykorzystywany do przygotowania modelu wdrożeniowego.
 oraz dziecko (diagram - dziecko). 3. Modelowanie funkcjonalne i modelowanie wdrożeniowe. Model funkcjonalny jest podstawowym celem analizy IDEF0. Stosując IDEF0 dąży się raczej do reprezentacji problemu, z którym ma się do czynienia, a nie jak problem będzie rozwiązany lub jakie rozwiązanie zostanie wdrożone. Metodologia IDEF0 ma za zadanie umożliwienie pełnego i przejrzystego zrozumienia problemu przed podejmowaniem decyzji o szczegółach rozwiązania. Po opracowaniu model funkcjonalny jest wykorzystywany do przygotowania modelu wdrożeniowego.")
63
Zasady IDEF0 4. Dualne aspekty systemu. IDEF0 stara się zrozumieć i opisać problem w zakresie dwóch głównych aspektów: czynności i danych. Aspekty te są zwykle rozpatrywane razem, ale w danym momencie nacisk jest kładziony na jeden z nich. W podejściu tym model IDEF0 może mieć dwie części: dekompozycja na czynności i dekompozycja na dane. Dekompozycja na czynności wyróżnia czynności wykonywane przez personel, maszyny i software, w postaci skrzynek czynności a jednocześnie ukazuje z pomocą strzałek danych, relacje wynikające z powiązań między nimi. Dekompozycja danych wyróżnia takie składowe systemu jak dokumenty lub dane w postaci skrzynek danych. Natomiast czynności są zapisywane w postaci strzałek czynności. 5. Graficzny format reprezentacji modelu. Rezultaty analizy i projektowania są trudne do wyrażenia w sposób zwarty, treściwy i jednoznaczny przy użyciu języka naturalnego. IDEF0 został tak zaprojektowany aby pokonać te trudności i w efekcie model IDEF0 jest reprezentowany w graficznym języku tak aby: Zwiększać uszczegółowienie stopniowo i w sposób kontrolowany, b). Zapewnić zwartość i dokładność. c). Skupić uwagę na interface'ach. d). Dostarczyć efektywne słownictwo analizy i projektowania. Model IDEF0 jest graficzną reprezentacją struktury hierarchicznej systemu, przejrzyście pokazujący relacje między wszystkimi elementami lub funkcjami systemu. Model jest tak ustrukturalizowany, że stopniowo ujawnia on coraz więcej szczegółów. Model ten jest zorganizowaną sekwencją diagramów. Diagram najwyższego poziomu ujawnia najmniejszą liczbę szczegółów o analizowanym obiekcie. Następnie każdy diagram dołącza się do modelu reprezentacji całego systemu przy zachowaniu logicznych relacji każdego składnika w całym systemie.
. Zapewnić zwartość i dokładność. c). Skupić uwagę na interface ach. d). Dostarczyć efektywne słownictwo analizy i projektowania. Model IDEF0 jest graficzną reprezentacją struktury hierarchicznej systemu, przejrzyście pokazujący relacje między wszystkimi elementami lub funkcjami systemu. Model jest tak ustrukturalizowany, że stopniowo ujawnia on coraz więcej szczegółów. Model ten jest zorganizowaną sekwencją diagramów. Diagram najwyższego poziomu ujawnia najmniejszą liczbę szczegółów o analizowanym obiekcie. Następnie każdy diagram dołącza się do modelu reprezentacji całego systemu przy zachowaniu logicznych relacji każdego składnika w całym systemie.")
64
Zasady IDEF0 6. Dobra podstawa do zdyscyplinowanej pracy zespołowej. Analiza i projektowanie złożonych systemów wymaga koordynacji działań twórczych, działań modyfikacyjnych oraz działań weryfikujących funkcjonalne specyfikacje. Kroki te wymagają zdyscyplinowanej i skoordynowanej pracy zespołowej. Idee zespołu projektowego muszą być dyskutowane na każdym kroku i na każdym poziomie analizy tak aby mieć pewność, że wykonane modele IDEF0 wyrażają najlepsze pomysły zespołu. Zastosowanie IDEF0 dostarcza zespołowi projektowemu standardową metodologię, która jest przez wszystkich zrozumiała i dzięki czemu redukuje przypadki nieporozumień. 7. Wszystkie decyzje i komentarze są rejestrowane w pisemnych formularzach. W metodach IDEF0 wymaga się aby wszystkie analizy, decyzje projektowe i komentarze były rejestrowane w formie pisemnej. IDEF0 zawiera procedury, które zachowują pisemne rekordy wszystkich decyzji i alternatywnych podejść ujawniających się podczas projektu.

65
Wykresy przebiegu procesu wg standardu ASME (American Society for Mechanical Engineers – Amerykańskie Towarzystwo Inżynierów Mechaników) Karta przebiegu procesu Czynność Czas Uwagi Czynność 1 Czynność 2 ……. Czynność n Karta przebiegu procesu Czynność Czas Uwagi Czynność 1 Czynność 2 ……. Czynność n Karta przebiegu procesu Czynność Czas Uwagi Czynność 1 Czynność 2 ……. Czynność n V Transport - Ruch ludzi, materiałów, dokumentów V Operacja - Czynność dodająca wartość Czynność nie dodająca wartość Składowanie Przestój Kontrola jakościowa lub ilościowa

66
Narzędzia analizy i doskonalenia procesów
Mapowanie procesu Analiza przyczyn źródłowych problemów 5 pytań dlaczego Diagram przyczynowo skutkowy - wykres Ishikawy, wykres szkieletowy Wykres korelacyjny, arkusz kontrolny + wykres Pareto Wykres trendu, wykres słupkowy, histogram QFD (Quality Function Development) – rozwiniecie (dopasowanie) funkcji jakości Cykl Deminga - PDCA
 – rozwiniecie (dopasowanie) funkcji jakości. Cykl Deminga - PDCA.")
67
Analiza procesu realizacji zamówienia dla klienta indywidualnego – mapa procesu
Mapa procesu realizacji zamówienia dla klienta indywidualnego

68
Mapowanie strumienia wartości

69
Kroki pętli odchudzania
Określenie wartości dla klienta Rozpoznanie strumienia wartości. Identyfikacja strat w strumieniu wartości Kształtowanie ciągłego płynnego przepływu Wprowadzenie zasysania wartości przez klienta. Wprowadzenie systemu sterowania opartego na zasadzie ssania Ciągłe doskonalenie

70
Pętla odchudzania

71
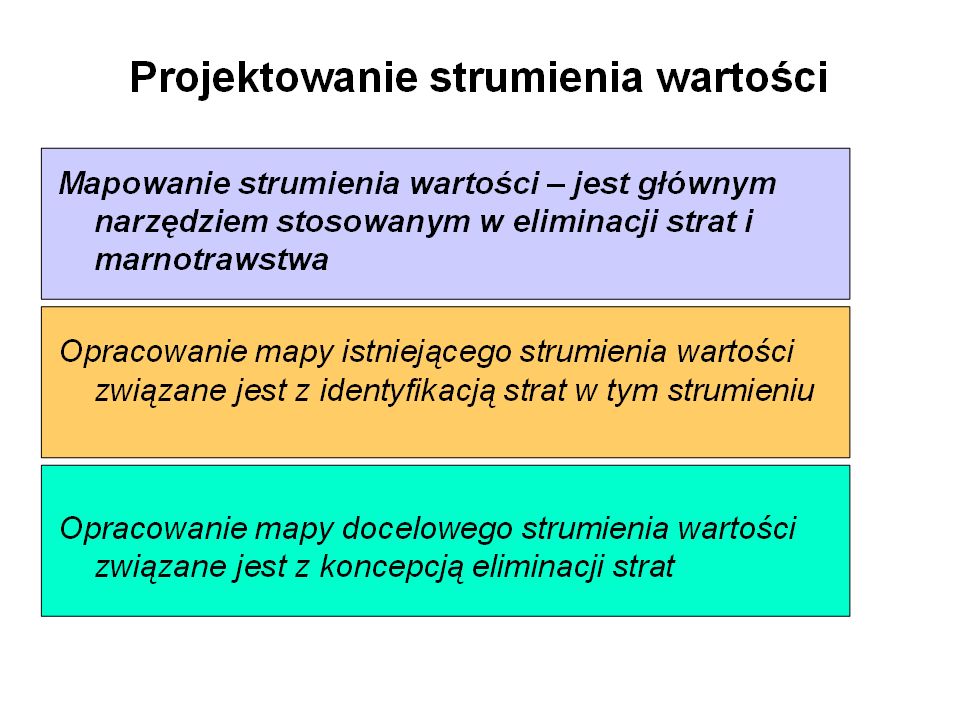
Projektowanie strumienia wartości
Projektowanie strumienia wartości (PSW) jest metodą we wdrażaniu Lean Production (odchudzonej produkcji) w oparciu o strategię Lean Production Cel: odchudzenie strumienia wartości i osiągnięcie stanu odchudzona produkcja Stan aktualny Produkcja masowa Stan docelowy „Wizja” Odchudzona produkcja I II III ..... I,II,III, ……N – iteracje pętli odchudzania
 jest metodą we wdrażaniu Lean Production (odchudzonej produkcji) w oparciu o strategię Lean Production. Cel: odchudzenie strumienia wartości i osiągnięcie stanu odchudzona produkcja. Stan aktualny. Produkcja masowa. Stan docelowy „Wizja Odchudzona produkcja. I. II. III I,II,III, ……N – iteracje pętli odchudzania.")
75
Projektowanie strumienia wartości Metoda mapowania strumienia wartości
Wybór rodziny produktów Mapa stanu obecnego Mapa stanu przyszłego Harmonogram działań i wdrożenie

76
Projektowanie strumienia wartości Mapa stanu obecnego
?
77
Mapa stanu obecnego dla rodziny płyt klejonych litych

78
Projektowanie strumienia wartości Definicje mierników strumienia wartości
Takt spływu (czas cyklu) Co jaki czas spływa z procesu kolejna część? Czas realizacji procesu Ile czasu zabiera jednej sztuce przejście przez proces; od początku do końca Czas realizacji Ile czasu zabiera jednej sztuce przejście przez strumień wartości; od początku do końca A B Czas przestawienia produkcji Czas między zejściem ostatniej dobrej sztuki z partii B a wykonaniem pierwszej dobrej sztuki z partii A
 Co jaki czas spływa z procesu kolejna część Czas realizacji procesu Ile czasu zabiera jednej sztuce przejście przez proces; od początku do końca. Czas realizacji Ile czasu zabiera jednej sztuce przejście przez strumień wartości; od początku do końca. A. B. Czas przestawienia produkcji Czas między zejściem ostatniej dobrej sztuki z partii B a wykonaniem pierwszej dobrej sztuki z partii A.")
79
Symbole w mapowaniu strumienia wartości
Klient lub dostawca Supermarket (pole odkładcze) Karta Kanban tranferu (kanban transportowy) Karta Kanban produkcji (zlecenie produkcji) Zassysanie materiałów (pola odkładcze w małej odległości) Zbiór kanbanów dla dostawcy via zaopatrzenie
 Karta Kanban tranferu (kanban transportowy) Karta Kanban produkcji (zlecenie produkcji) Zassysanie materiałów (pola odkładcze w małej odległości) Zbiór kanbanów dla dostawcy via zaopatrzenie.")
80
Projektowanie strumienia wartości Definicje mierników strumienia wartości
Takt pracy (łączny cykl procesu) Co jaki czas spływa z procesu kolejna część. Czas realizacji procesu Ile czasu zabiera jednej sztuce przejście przez proces; od początku do końca Czas realizacji Ile czasu zabiera jednej sztuce przejście przez strumień wartości; od początku do końca A B Czas przestawienia produkcji Czas między zejściem ostatniej dobrej sztuki z partii A, a wykonaniem pierwszej dobrej sztuki z partii B
 Co jaki czas spływa z procesu kolejna część. Czas realizacji procesu Ile czasu zabiera jednej sztuce przejście przez proces; od początku do końca. Czas realizacji Ile czasu zabiera jednej sztuce przejście przez strumień wartości; od początku do końca. A. B. Czas przestawienia produkcji Czas między zejściem ostatniej dobrej sztuki z partii A, a wykonaniem pierwszej dobrej sztuki z partii B.")
81
Tworzenie mapy stanu istniejącego
Krok 1. Obliczanie taktu klienta. Na przykład: Popyt dzienny 600 szt. Godzin na zmianę: 8. Przerwy na zmianę: 30. Liczba zmian: 1. Liczba dni roboczych w tygodniu: 5 Czas taktu wynosi 45 sek. Czyli, aby zaspokoić popyt klienta należy produkować wyrób co 45 sek. Krok 2. Należy zaopatrzyć się w ołówek i gumkę. Najlepsze mapy strumienia wartości mają ślady po gumce do ścierania. Krok 3: Przygotować duży arkusz papieru A3. Krok 4: Przejść cały proces od końca (od klienta i wysyłki) do początku (przyjęcie materiału i magazyn wejściowy). Przejść proces celem zrozumienia ogólnego przepływu. Należy także określić punkt początku i końca procesu.
 do początku (przyjęcie materiału i magazyn wejściowy). Przejść proces celem zrozumienia ogólnego przepływu. Należy także określić punkt początku i końca procesu.")
82
Krok 5. Naniesienie ikony klienta i jego popytu
Popyt klienta 600 szt/dzień Czas taktu 45 sek Klient

83
Montaż finalny Pakowanie
Krok 6 i 7. Idź na poczatek procesu. Koncentracja na przepływie materiału Popyt klienta 600 szt/dzień Czas taktu 45 sek Klient Obróbka plastyczna Montaż Montaż finalny Pakowanie Wysyłka Łączny cykl 30sek Łączny cykl 20sek Montaż przewodów Łączny cykl 40sek

84
Krok 8. Dodaj zapasy / czas oczekiwania
Popyt klienta 600 szt/dzień Czas taktu 45 sek Dostawca Klient Montaż 1800 szt Łączny cykl 30sek Obróbka plastyczna Montaż finalny Pakowanie Wysyłka 915 szt 1230 szt 310 szt Łączny cykl 20sek Łączny cykl 40sek Montaż przewodów

85
Krok 9. Narysuj przepływ informacji
Prognoza popytu/mc Sterowanie produkcją MRP Popyt klienta 600 szt/dzień Czas taktu 45 sek Prognozy tyg. Zamówienia Dostawca Harmonogram dzienny Klient Montaż 1800 szt Obróbka plastyczna Montaż finalny Pakowanie Wysyłka Łączny cykl 30sek 915 szt Montaż przewodów 1230 szt 310 szt Łączny cykl 20sek Łączny cykl 40sek

86
Montaż finalny Pakowanie
Krok 10. Dodaj linię czasu Prognoza popytu/mc Sterowanie produkcją MRP Popyt klienta 600 szt/dzień Czas taktu 45 sek Prognozy tyg. Zamówienia Dostawca Harmonogram dzienny Klient Montaż 1800 szt Obróbka plastyczna Montaż finalny Pakowanie Wysyłka Łączny cykl 30sek Montaż przewodów 915 szt 1230 szt 310 szt Łączny cykl 40sek Łączny cykl 20sek 3 dni 20 sek. 30 sek. 40 sek. 0,5 dnia CZR = 7 dni CVA=90sek WC = 0,001% 2 dni 1,5 dni

87
Montaż finalny Pakowanie
Krok 10. Dodaj linię czasu Prognoza popytu/mc Sterowanie produkcją MRP Popyt klienta 600 szt/dzień Czas taktu 45 sek Prognozy tyg. Zamówienia Dostawca Harmonogram dzienny Klient Montaż 1800 szt Obróbka plastyczna Montaż finalny Pakowanie Wysyłka Łączny cykl 30sek 915 szt 1230 szt 310 szt Łączny cykl 40sek Łączny cykl 20sek 3 dni 1,5 dni 2 dni 0,5 dnia CZR = 7 dni 20 sek. 30 sek. 40 sek. CVA=90sek WC = 0,001%

88
Projektowanie strumienia wartości Mapowanie stanu przyszłego
Cel: Zaprojektowanie udoskonalonego i zorientowanego na klienta strumienia wartości Wskazówki doskonalenia strumienia wartości: Obliczenie i uwzględnianie w projektowaniu taktu klienta Wytwarzanie na zamówienie lub dla uzupełnienia supermarketu wyrobów gotowych Wprowadzanie ciągłego przepływu produkcji Wprowadzanie ssących systemów typu supermarket Próbować harmonogramować tylko jeden punkt (proces stymulujący lub punkt oddziaływania zamówienia ODP) Produkcja w małych partiach i poziomowanie (równoważenie) w procesie stymulującym za pomocą modelu mieszanej produkcji i heijunka Takt ssania dla procesów ustalać rozpoczynając od procesu stymulującego
 Produkcja w małych partiach i poziomowanie (równoważenie) w procesie stymulującym za pomocą modelu mieszanej produkcji i heijunka. Takt ssania dla procesów ustalać rozpoczynając od procesu stymulującego.")
89
Projektowanie strumienia wartości Kluczowe pytania dotyczące stanu przyszłego
Ile wynosi czas taktu, wyliczony na podstawie potrzeb klienta i dostępnego czasu pracy procesu znajdującego się najbliżej klienta? Czy produkcja wyrobów gotowych do supermarketu, czy na wysyłkę? Gdzie można zastosować przepływ ciągły? W których miejscach przepływu zastosować supermarkety dla sterowania produkcją w górze strumienia wartości? Który proces będzie procesem stymulującym i będzie pracował według harmonogramu? W jaki sposób będzie poziomowane zróżnicowanie wielkości produkcji w procesie stymulującym? W jakich partiach produkcja będzie zlecana procesowi stymulującemu i od niego odbierana? Jakie usprawnienia procesów i systemu produkcyjnego będą potrzebne, aby strumień wartości mógł płynąć zgodnie z projektem stanu przyszłego?

90
Projektowanie strumienia wartości 1. Takt klienta
Jest pomocny w synchronizacji taktu montażu finalnego z taktem sprzedaży Wyznacza wielkość montażu produktów w oparciu o wielkość sprzedaży Stanowi podstawę synchronizacji czasów kolejnych faz (procesów) procesu produkcyjnego Efektywny czas pracy / zmiana (czas pracy dostępny) Takt klienta = Popyt klienta / zmiana (poziom zamówień odbiorcy) 27000 sek. = = 60 sek./szt. 450 szt.
 procesu produkcyjnego. Efektywny czas pracy / zmiana (czas pracy dostępny) Takt klienta = Popyt klienta / zmiana (poziom zamówień odbiorcy) sek. = = 60 sek./szt. 450 szt.")
91
System ssący typu supermarket
Projektowanie strumienia wartości 2. Wytwarzanie na zamówienie lub dla uzupełnienia Na zamówienie Dla uzupełnienia Klient Montaż Wysyłka Klient Montaż Wysyłka System ssący typu supermarket

92
Projektowanie strumienia wartości 3
Projektowanie strumienia wartości 3. Wprowadzanie ciągłego przepływu produkcji Ciągły przepływ charakteryzuje się najmniejszym udziałem strat (działań nie związanych z dodawaniem wartości) w strumieniu wartości
 w strumieniu wartości.")
93
Czas realizacji: 30+++min
Projektowanie strumienia wartości 3. Wprowadzanie ciągłego przepływu produkcji Proces 1 Proces 2 Proces 3 Produkcja w partiach w systemie pchającym 10min Czas realizacji: 30+++min Produkcja o przepływie ciągłym zrób 1 szt. – przekaż 1 szt.

94
Projektowanie strumienia wartości 4. System ssący typu supermarket
Proces klienta idzie do supermarketu i pobiera to co i wtedy kiedy jest potrzebne Proces dostawczy produkuje dla uzupełnienia tego co zostało pobrane 2 1 Proces dostawczy Proces klienta Supermarket Samoregulacja przepływu produkcji bez harmonogramu Pozwala uniknąć nadprodukcji W dalszej perspektywie likwidacja supermarketu

95
Projektowanie strumienia wartości 4
Projektowanie strumienia wartości 4. System ssący typu FIFO lub ssania sekwencyjnego dla produkcji zgodnie ze specyfikacją klienta aby nie utrzymywać wszystkich części w supermarkecie FIFO – first in, first out, kolejka FIFO – bufor na zsuwni, który może pomieścić określoną ilość części. Bufor zapełniony - sygnał stop. Ssanie sekwencyjne – proces dostawcy produkuje określoną stałą ilość danej części na sygnał klienta. Sygnał – piłeczka w danym kolorze Kanban Stop Kolejka pełna? Proces dostawcy Max.40 szt. Proces klienta FIFO Supermarket

96
Projektowanie strumienia wartości 5
Projektowanie strumienia wartości 5. Harmonogramowanie tylko w jednym punkcie (ODP) Proces 1 Proces 2 Proces 3 Proces 4 Przepływ ciągły Proces 1 Proces 2 Proces 3 Proces 4 FIFO FIFO Przepływ ciągły lub FIFO lub ssanie sekwencyjne Tam gdzie to możliwe przepływ ciągły, w pozostałych przypadkach Supermarket
 Proces 1. Proces 2. Proces 3. Proces 4. Przepływ ciągły. Proces 1. Proces 2. Proces 3. Proces 4. FIFO. FIFO. Przepływ ciągły lub FIFO lub ssanie sekwencyjne. Tam gdzie to możliwe przepływ ciągły, w pozostałych przypadkach Supermarket.")
97
Projektowanie strumienia wartości 6
Projektowanie strumienia wartości 6. Małe partie produkcyjne i model mieszanej produkcji w procesie stymulującym. Poziomuj zróżnicowanie wyrobów OXOX Każda część w każdym okresie Źle Harmonogram montażu: Pn A Wt A, 300 B Śr B, 200 C Cz C Pt C, 200 A Lepiej Harmonogram montażu: Poniedziałek: A B C Każda część każdego dnia Poniedziałek Jeszcze lepiej 50 B A C B A C Każda część na każdą datę dostawy Należy dążyć do bardzo szybkich i częstych przestawień produkcji w procesie stymulującym

98
Projektowanie strumienia wartości 7
Projektowanie strumienia wartości 7. Wprowadzanie inicjującego rytmicznego ssania w procesie stymulującym. Stwórz „ssanie wstępne” Regularne zlecanie procesowi stymulującemu niewielkich zleceń produkcyjnych o czasie realizacji od 5 do 60 min. Czas realizacji zlecenia = podziałka Podziałka = Pojemność pojemnika x Czas taktu Przykład: Czas taktu = 60 sek. Pojemność pojemnika = 40 szt. Podziałka = 60 sek x 40 szt = 40 min Co 40 min należy zlecać procesowi stymulującemu zadanie wykonania jednego pojemnika oraz odbierać jeden pełny pojemnik Podziałka powinna stanowić jednostkę miary czasu w harmonogramach dla danej rodziny produktów układanych według modelu mieszanej produkcji

99
Projektowanie strumienia wartości 7
Projektowanie strumienia wartości 7. Skrzynka do poziomowania wielkości produkcji (heijunka) 7:00 7:40 8:20 9:00 9:40 10:20 11:00 11:40 Typ A B C A A A B B B C C kanban produkt podziałka
 7:00. 7:40. 8:20. 9:00. 9:40. 10:20. 11:00. 11:40. Typ. A. B. C. A. A. A. B. B. B. C. C. kanban. produkt. podziałka.")
100
Projektowanie strumienia wartości 7
Projektowanie strumienia wartości 7. Przykład systemu „ssania rytmicznego” Skrzynka heijunka Klient B Pobierz następny kanban 1 Wymagania klienta Przekaż kanban procesowi Powtarzaj cykl co podziałkę 2 Proces stymulujący Wysyłka 4 3 Przetransportuj go do supermarketu lub na wysyłkę Pobierz jeden gotowy pojemnik

101
Jak duże zlecenia produkcyjne zlecasz jednorazowo?
Projektowanie strumienia wartości 7. Rytmiczna wysyłka z procesu stymulującego Jak duże zlecenia produkcyjne zlecasz jednorazowo? Jak często jesteś w stanie porównywać wyprodukowaną ilość produktów z rzeczywistym popytem klientów? Jeżeli zlecasz zadania, które wymagają tygodnia realizacji, to „Co tydzień”. Wtedy nie regulujesz produkcji zgodnie z rytmem równym taktowi. Jeżeli zlecasz i odbierasz produkcję co podziałkę, możesz szybko reagować na zmiany w popycie oraz na inne problemy i utrzymywać odpowiedni czas taktu 1 tydzień 1 dzień 1 zmiana 1 godzina 1 podziałka rytm)
")
102
Projektowanie strumienia wartości 8
Projektowanie strumienia wartości 8. Doprowadź do produkcji każdej „części każdego dnia”, potem może „każdą część każdej ...zmiany, godziny, podziałki, czy taktu” Dzięki skracaniu czasów przezbrojeń i produkcji w mniejszych partiach w górze strumienia wartości, system produkcyjny będzie mógł szybciej reagować na zmiany w dole strumienia. W supermarketach będzie mogła być gromadzona mniejsza ilość zapasów Dostępny czas pracy Czas na przezbrojenia Ile czasu dostępnego czasu możemy przeznaczyć na przezbrojenia? Np = 1,5h Jeżeli tpz = 15 min, to 6 przezbrojeń W Wąskim Gardle - 0 Czas przetworzenia Zamówienia dzienne x czas cyklu

103
Projektowanie strumienia wartości 8
Projektowanie strumienia wartości 8. Zaplanuj projekty ciągłego doskonalenia procesów Projekty ciągłego doskonalenia procesów: Maksymalizacja dostępności - cel: dostępność = 100% Minimalizacja czasu przestawiania produkcji – cel: czas przestawiania = kilka sekund Minimalizacja taktu

104
Projektowanie strumienia wartości Kluczowe pytania dotyczące stanu przyszłego
Ile wynosi czas taktu, wyliczony na podstawie potrzeb klienta i dostępnego czasu pracy procesu znajdującego się najbliżej klienta? Czy produkcja wyrobów gotowych do supermarketu, czy na wysyłkę? Gdzie można zastosować przepływ ciągły? W których miejscach przepływu zastosować supermarkety dla sterowania produkcją w górze strumienia wartości? Który proces będzie procesem stymulującym i będzie pracował według harmonogramu? W jaki sposób będzie poziomowane zróżnicowanie wielkości produkcji w procesie stymulującym? W jakich partiach produkcja będzie zlecana procesowi stymulującemu i od niego odbierana? Jakie usprawnienia procesów i systemu produkcyjnego będą potrzebne, aby strumień wartości mógł płynąć zgodnie z projektem stanu przyszłego?

105
Projektowanie strumienia wartości Mapa stanu przyszłego
?
106
Mapa stanu przyszłego dla rodziny płyt klejonych litych

107
Arkusz oceny transformacji strumienia wartości
Przed transformacją Po transformacji Poprawa Czas prac dodających wartość (w dniach) Czas niezbędnych prac nie dodających wartość (w dniach) Czas oczekiwania nie dodający wartości (w dniach) Całkowity czas realizacji (w dniach) Dystans pokonywany przez materiał lub dokument (w m) Liczba etapów procesu Wskaźnik cyklu produkcyjnego WCP
 Czas niezbędnych prac nie dodających wartość (w dniach) Czas oczekiwania nie dodający wartości (w dniach) Całkowity czas realizacji (w dniach) Dystans pokonywany przez materiał lub dokument (w m) Liczba etapów procesu. Wskaźnik cyklu produkcyjnego WCP.")
108
5 pytań dlaczego Pyt.1. Dlaczego na podłodze jest olej?
Odp.1. Ponieważ wycieka z maszyny Pyt.2. Dlaczego olej wycieka z maszyny? Odp.2. Ponieważ uszczelka jest nieszczelna Pyt.3. Dlaczego ….. ? …. …… Procedura zadawania pytań zazwyczaj zamyka się w pięciu turach

109
Diagram przyczynowo skutkowy
Stosowane w celu usystematyzowania zgłaszanych przyczyn problemu – skutku. Najczęściej przyczyny problemu klasyfikuje się według pięciu M (Men, Machines,Materials, Methods, Measures) Metody Zasoby ludzkie Skutek Mierniki Materiały Maszyny
 Metody. Zasoby ludzkie. Skutek. Mierniki. Materiały. Maszyny.")
110
Procent wadliwych produktów Liczba nadgodzin w tygodniu
Wykres korelacyjny Wykres korelacyjny – graficzne przedstawienie zależności dwóch zmiennych – przyczyny źródłowej i badanego skutku 150 0,0% 1% 2% 3% 4% 5% 6% 7% 8% 50 100 Procent wadliwych produktów Liczba nadgodzin w tygodniu Wykres korelacyjny, który nie wskazuje na istnienie współzależności pomiędzy przyczyną a badanym skutkiem, pozwala skrócić listę przyczyn, które powinny zostać przeanalizowane szczegółowo

111
Arkusz kontrolny + wykres Pareto
Arkusz kontrolny służy do rejestrowania częstotliwości występowania zdarzeń Wykres Pareto - graficzne przedstawienie danych liczbowych z arkusza kontrolnego w postaci wykresu słupkowego, na którym zdarzenia są uszeregowane w kolejności od najczęściej do najrzadziej występującego Arkusz kontrolny opóźnień rozpoczęcia wykładu Wykres Pareto 1 2 3 4 5 6 7 8 Przyczyna Częstotliwość występowania 1. Usuwanie awarii urządzenia multimedialnego 1 2. Szukanie pliku z wykładem 4 3. Brak klucza na portierni 2 4. Ustawianie zasłon 3 5. Problemy z uruchomieniem urządzenia multimedialnego 7

112
Faktyczna zawartość proszku w worku o masie 3 kg (próbka – 100 worków)
Histogram Histogram pokazuje liczbę obserwacji należących do różnych przedziałów 47 29 12 6 3 3 2,7 2,8 2,9 3,0 3,1 3,2 Faktyczna zawartość proszku w worku o masie 3 kg (próbka – 100 worków)
")
113
Wykres trendu Wykres trendu służy do śledzenia wahań obserwowanej zmiennej w czasie Nieterminowe dostawy Czas Szczególnym rodzajem wykresu trendu jest karta kontrolna

114
Cykl Deminga – PDCA Plan-Do-Check-Act
Zaplanuj Zrób Sprawdź Działaj Zaplanuj – zaprojektuj ulepszenie, po analizie przyczyn źródłowych Zrób – realizuj wdrażanie ulepszeń, wprowadź zaplanowane zmiany Sprawdź – skontroluj i oceń czy zmiany przyniosły planowany efekt Działaj – wprowadź sprawdzone ulepszenie do standardowych procedur Po wprowadzeniu zmian cała procedura rozpoczyna się od nowa

115
Dopasowanie funkcji jakości (QFD)
Macierz QFD (dom jakości) Macierz korelacji o x Cel: przejście od niesprecyzowanych wyobrażeń na temat potrzeb klientów do konkretnych rozwiązań inżynieryjnych lub operacyjnych Cechy produktu Grubsza obudowa Obudowa z plastiku Standardowe zespoły ele. Zindywidualizowane zespoły Produkt: telefon komórkowy Niska cena Estetyka Trwałość o Więcej funkcji Wymagania klienta Macierz relacji Ważność
 Macierz korelacji. o. x. Cel: przejście od niesprecyzowanych wyobrażeń na temat potrzeb klientów do konkretnych rozwiązań inżynieryjnych lub operacyjnych. Cechy produktu. Grubsza obudowa. Obudowa z plastiku. Standardowe zespoły ele. Zindywidualizowane zespoły. Produkt: telefon komórkowy. Niska cena. Estetyka. Trwałość. o. Więcej funkcji. Wymagania klienta. Macierz relacji. Ważność.")
116
Dopasowanie funkcji jakości (QFD)
Macierz QFD (dom jakości) Synergia o x Cel: przejście od niesprecyzowanych wyobrażeń na temat potrzeb klientów do konkretnych rozwiązań inżynieryjnych lub operacyjnych Cechy produktu Grubsza obudowa Obudowa z plastiku Standardowe zespoły ele. Zindywidualizowane zespoły Produkt: telefon komórkowy Waga Niska cena 7 x o Estetyka 4 Trwałość 5 Więcej funkcji 3 Wymagania klienta
 Synergia. o. x. Cel: przejście od niesprecyzowanych wyobrażeń na temat potrzeb klientów do konkretnych rozwiązań inżynieryjnych lub operacyjnych. Cechy produktu. Grubsza obudowa. Obudowa z plastiku. Standardowe zespoły ele. Zindywidualizowane zespoły. Produkt: telefon komórkowy. Waga. Niska cena. 7. x. o. Estetyka. 4. Trwałość. 5. Więcej funkcji. 3. Wymagania klienta.")
117
Dopasowanie funkcji jakości (QFD)
Opracowanie konkretnych procesów produkcji i obsługi umożliwiających spełnienie oczekiwań klientów Sekwencja macierzy QFD: Macierz 1: wymagania klienta – charakterystyka produktu Macierz 2: charakterystyka produktu – szczegóły tech. produktu Macierz 3: szczegóły tech. produktu – charakterystyka procesu Macierz 4: charakterystyka procesu – szczegóły tech. procesu Wymagania klienta Charakterystyka produktu Szczegóły tech. produktu Charakterystyka procesu Szczegóły tech. procesu 1 2 3 4

118
FMEA Failure Mode and Effects Analysis Analiza możliwych błędów i ich skutków
Metoda ta ma na celu zapobieganie skutkom wad, które mogą wystąpić w fazie projektowania produktu oraz w fazie wytwarzania produktu Podstawowe założenia FMEA to: około 75 procent błędów wynika z nieprawidłowości powstałych w fazie przygotowania produkcji. Ich wykrywalność w tej fazie jest niewielka około 80 procent błędów wykrywanych jest w fazie produkcji i jej kontroli, a także w czasie eksploatacji.

119
Etapy wdrażania FMEA FMEA wyrobu FMEA procesu
Identyfikacja elementów wyrobu Sporządzenie wykazu możliwych do wystąpienia wad wyrobu Sporządzenie wykazu prawdopodobnych skutków tych wad Sporządzenie wykazu listy przyczyn możliwych wad wyrobu Analiza potencjalnych wad Ocena ryzyka wystąpienia wad Zaplanowanie działań zapobiegawczych Wdrożenie działań zapobiegawczych i badanie ich skuteczności Identyfikacja faz/operacji procesu (kolejność technologiczna) Sporządzenie wykazu możliwych do wystąpienia błędów w procesie Sporządzenie wykazu prawdopodobnych skutków błędów Sporządzenie wykazu listy przyczyn możliwych błędów Analiza potencjalnych błędów Ocena ryzyka popełnienia błędów Zaplanowanie działań zapobiegawczych Wdrożenie działań zapobiegawczych i badanie ich skuteczności
 Sporządzenie wykazu możliwych do wystąpienia błędów w procesie. Sporządzenie wykazu prawdopodobnych skutków błędów. Sporządzenie wykazu listy przyczyn możliwych błędów. Analiza potencjalnych błędów. Ocena ryzyka popełnienia błędów. Zaplanowanie działań zapobiegawczych. Wdrożenie działań zapobiegawczych i badanie ich skuteczności.")
120
Etapy wdrażania FMEA FMEA procesu
Identyfikacja faz/operacji procesu (kolejność technologiczna) Sporządzenie wykazu możliwych do wystąpienia błędów w procesie Sporządzenie wykazu prawdopodobnych skutków błędów Sporządzenie wykazu listy przyczyn możliwych błędów Analiza potencjalnych błędów (znaczenie błędu, Ocena ryzyka popełnienia błędów Zaplanowanie działań zapobiegawczych Wdrożenie działań zapobiegawczych i badanie ich skuteczności
 Sporządzenie wykazu możliwych do wystąpienia błędów w procesie. Sporządzenie wykazu prawdopodobnych skutków błędów. Sporządzenie wykazu listy przyczyn możliwych błędów. Analiza potencjalnych błędów (znaczenie błędu, Ocena ryzyka popełnienia błędów. Zaplanowanie działań zapobiegawczych. Wdrożenie działań zapobiegawczych i badanie ich skuteczności.")
121
Cele i zastosowanie FMEA
Cele FMEA Systematyczna identyfikacja poszczególnych wad produktu lub/i procesu oraz ich eliminacja lub minimalizacja skutków. Osiąga się to przez ustalenie związków przyczynowo skutkowych powstania potencjalnych wad produktu lub procesu przy uwzględnieniu czynników ryzyka. Ciągłe doskonalenie produktu lub/i procesu poprzez systematyczne analizowanie i wprowadzanie usprawnień, które eliminują źródła i przyczyny wad Zastosowanie FMEA. Analiza złożonych procesów i produktów, w produkcji masowej i seryjnej Analiza pojedynczych komponentów oraz podzespołów jak i całego wyrobu Analiza części procesu (np. jednej operacji) oraz całego procesu technologicznego
 oraz całego procesu technologicznego.")
122
Rodzaje FMEA FMEA wyrobu/projektu FMEA procesu

123
FMEAwyrobu/projektu 1. FMEA wyrobu/projektu – ma na celu poznanie silnych i słabych stron produktu już w fazie projektowania, co daje możliwość tworzenia optymalnej konstrukcji w fazie prac projektowych. Informacje dotyczące przyczyn pojawiania się wad, które mogą powstać podczas eksploatacji wyrobu zdobywa się korzystając z wiedzy i doświadczenia członków zespołu FMEA, a także dzięki danym uzyskanym podczas eksploatacji wyrobów konkurencji i własnych, które posiadają zbliżone parametry. Wady występujące w wyrobie mogą dotyczyć: funkcji realizowanych przez wyrób, niezawodności wyrobu podczas eksploatacji, łatwości obsługi, łatwości naprawy, technologii konstrukcji. Przeprowadzenie FMEA wyrobu/konstrukcji zalecane jest w przypadku, gdy: na rynek wprowadza się nowy wyrób, wyrób w znacznej części został zmodyfikowany, zastosowano nowe materiały lub technologie, pojawiają się nowe możliwości zastosowania wyrobu, niedopuszczalne jest pojawienie się jakiejkolwiek wady wyrobu, wyrób jest eksploatowany w szczególnie trudnych warunkach, produkcja wyrobu wiąże się ze znacznymi inwestycjami.

124
FMEA procesu 2. FMEA procesu - ma na celu identyfikację czynników (wad, błedów) utrudniających spełnienie wymagań projektowych procesu lub zmniejszających efektywność procesu produkcyjnego. Czynniki te wiążą się z metodami obróbki, parametrami obróbki, używanymi środkami pomiarowo-kontrolnymi oraz ze stosowanymi maszynami i urządzeniami. FMEA procesu ma zastosowanie w początkowej fazie projektowania procesów produkcji, przed uruchomieniem produkcji seryjnej, podczas produkcji seryjnej w celu udoskonalenia niestabilnych i niewydajnych procesów
 utrudniających spełnienie wymagań projektowych procesu lub zmniejszających efektywność procesu produkcyjnego. Czynniki te wiążą się z metodami obróbki, parametrami obróbki, używanymi środkami pomiarowo-kontrolnymi oraz ze stosowanymi maszynami i urządzeniami. FMEA procesu ma zastosowanie w początkowej fazie projektowania procesów produkcji, przed uruchomieniem produkcji seryjnej, podczas produkcji seryjnej w celu udoskonalenia niestabilnych i niewydajnych procesów.")
125
Przebieg FMEA Analizę FMEA możemy podzielić na 3 etapy: Etap 1. Tworzony jest zespół w skład którego wchodzą przedstawiciele różnych działów przedsiębiorstwa (biuro konstrukcyjne, wydział produkcyjny, dział jakości), niekiedy użytkownicy wyrobu oraz eksperci z danej dziedziny. Wyznacza się także osobę, która kieruje i koordynuje pracę zespołu. W metodzie FMEA kładzie się duży nacisk na pracę zespołową. Na tym etapie zespół ma za zadanie przygotowanie założeń do przeprowadzenia właściwej analizy. Przygotowanie to polega na wyborze podzespołu, części (w przypadku wyrobu) lub operacji (w przypadku procesu), które należy przeanalizować. Analiza powinna być uogólniona i bardzo przejrzysta. W tym celu stosuje się podejście systemowe, w którym każdy wyrób (czy też proces) jest systemem, w skład którego wchodzą podsystemy niższego rzędu. Każdy element systemu spełnia określone funkcje, które dzielimy na wewnętrzne (zasadnicze funkcje elementu), funkcje wyjścia (przesyłane do innych elementów) oraz funkcje wejścia (odbierane od elementów umieszczonych wyżej w hierarchii). Jednym z pierwszych zadań zespołu jest określenie granic systemu i wyodrębnienie w nim stopni i liczby podsystemów. Liczba poziomów jest zależna od tego jak bardzo złożony jest rozpatrywany obiekt. Jeśli prawidłowo przeprowadzi się dekompozycje systemu można rozpocząć jego analizę na dowolnym poziomie.
, niekiedy użytkownicy wyrobu oraz eksperci z danej dziedziny. Wyznacza się także osobę, która kieruje i koordynuje pracę zespołu. W metodzie FMEA kładzie się duży nacisk na pracę zespołową. Na tym etapie zespół ma za zadanie przygotowanie założeń do przeprowadzenia właściwej analizy. Przygotowanie to polega na wyborze podzespołu, części (w przypadku wyrobu) lub operacji (w przypadku procesu), które należy przeanalizować. Analiza powinna być uogólniona i bardzo przejrzysta. W tym celu stosuje się podejście systemowe, w którym każdy wyrób (czy też proces) jest systemem, w skład którego wchodzą podsystemy niższego rzędu. Każdy element systemu spełnia określone funkcje, które dzielimy na wewnętrzne (zasadnicze funkcje elementu), funkcje wyjścia (przesyłane do innych elementów) oraz funkcje wejścia (odbierane od elementów umieszczonych wyżej w hierarchii). Jednym z pierwszych zadań zespołu jest określenie granic systemu i wyodrębnienie w nim stopni i liczby podsystemów. Liczba poziomów jest zależna od tego jak bardzo złożony jest rozpatrywany obiekt. Jeśli prawidłowo przeprowadzi się dekompozycje systemu można rozpocząć jego analizę na dowolnym poziomie.")
126
Przebieg FMEA Etap 2. Zasadniczą część FMEA przeprowadzana dla całego wyrobu, pojedynczego podzespołu lub elementu, dla całego procesu technologicznego lub pojedynczej operacji. Krok 1. Określenie potencjalnych wad, czy błędów, których wystąpienie w procesie jest prawdopodobne. Przyczynę danego błędu można odnaleźć w procesie technologicznym, w którym produkt powstaje. W tym etapie istotne jest określenie związków przyczynowo skutkowych, których błąd jest elementem. Krok 2. Ocena zdefiniowanych w pierwszym kroku relacji przyczyna - błąd - skutek. Ocena dokonywana jest w skali 10 punktowej (liczby całkowite z przedziału 1-10) ze względu na trzy kryteria: Ryzyko (częstość) wystąpienia błędu/przyczyny (ryzyko wystapienia) - liczba R. Możliwość wykrycia przyczyny zanim spowoduje wystąpienie wady (ryzyko niewykrycia)- liczba W. Znaczenie wady - liczba Z. Obliczenie liczby priorytetu ryzyka RPN (Risk Priority Number) - liczba P: Może ona przyjmować wartości w zakresie 1 –1000. Wzrost liczby P oznacza wzrost ryzyka wystąpienia błedu. Najczęściej ustala się tzw. poziom krytyczności, czyli wartość liczby P, powyżej, której analizuje się wszystkie błędy. Pozwala to na podjęcie działań zapobiegawczych, np. poprzez zmiany konstrukcyjne lub korektę procesu. P = R x W x Z
 ze względu na trzy kryteria: Ryzyko (częstość) wystąpienia błędu/przyczyny (ryzyko wystapienia) - liczba R. Możliwość wykrycia przyczyny zanim spowoduje wystąpienie wady (ryzyko niewykrycia)- liczba W. Znaczenie wady - liczba Z. Obliczenie liczby priorytetu ryzyka RPN (Risk Priority Number) - liczba P: Może ona przyjmować wartości w zakresie 1 –1000. Wzrost liczby P oznacza wzrost ryzyka wystąpienia błedu. Najczęściej ustala się tzw. poziom krytyczności, czyli wartość liczby P, powyżej, której analizuje się wszystkie błędy. Pozwala to na podjęcie działań zapobiegawczych, np. poprzez zmiany konstrukcyjne lub korektę procesu. P = R x W x Z.")
127
Ocena ryzyka Wszystkie potencjalne wady rozpatrywane są pod kątem szacunkowego prawdopodobieństwa ich wystąpienia (liczba szacunkowa ryzyka wystąpienia LRW) ich znaczenia, tzn. następstw dla klienta/użytkownika (liczba szacunkowa ryzyka następstw LRN) ich wykrycia (liczba szacunkowa ryzyka niewykrycia LRO)
 ich znaczenia, tzn. następstw dla klienta/użytkownika (liczba szacunkowa ryzyka następstw LRN) ich wykrycia (liczba szacunkowa ryzyka niewykrycia LRO)")
128
Karta FMEA RWZ 1. ……… 1 - 10 1- 10 1 – 10 1 - 1000 2……… ……….. N. ………
Potencjalna wada, błąd Potencjalny skutek Potencjalna przyczyna Aktualny sposób kontroli Ryzyko wystąpienia Możliwość wykrycia przyczyny Znaczenie wady /błędu RWZ 1. ……… 1 - 10 1- 10 1 – 10 2……… ……….. N. ………

129
PRAWDOPODOBIEŃSTWO WYSTĄPIENIA
CZĘSTOŚĆ LRW PRAWDOPODOBIEŃSTWO ZEROWE 1 BARDZO MAŁE <1/20 000 2 1/10 000 3 1/5 000 1/2 000 MAŁE 4 1/1 000 5 1/200 6 1/500 ŚREDNIE 1/100 7 1/20 8 1/50 WYSOKIE 1/10 9 1/2 10

130
PRAWDOPODOBIEŃSTWO WYKRYCIA PRZYCZYNY ZANIM WYSTĄPI WADA/BŁĄD
LICZBA W WYSOKIE 1 ŚREDNIE NIEWIELKIE 6 7 8 BARDZO NIEWIELKIE 9 PRAWDOPODOBIEŃSTWO ZEROWE 10

131
WADA O NIEZNACZNYCH SKUTKACH 2-3 WADA O ŚREDNIM ZNACZENIU 4-5-6
ZNACZENIE WADY LRN WADA NIEZNACZNA 1 WADA O NIEZNACZNYCH SKUTKACH 2-3 WADA O ŚREDNIM ZNACZENIU 4-5-6 WADA O DUŻYM ZNACZENIU 7-8 WADA O BARDZO DUŻYM ZNACZENIU 9-10

132
Przebieg FMEA Etap 3. W tym etapie pojawiają się propozycje wprowadzenia działań zapobiegawczych i korygujących w celu zmniejszenia lub eliminacji ryzyka wystąpienia wad określonych jako krytyczne. Propozycje te powstają na podstawie wyników przeprowadzonych wcześniej analiz. Jeśli całkowite wyeliminowanie wady jest niemożliwe, należy zaproponować działania zmierzające do zwiększenia wykrywalności lub zmniejszenia negatywnych skutków ich występowania. Należy ciągle monitorować realizację działań zapobiegawczych i korygujących, a ich wyniki poddawać weryfikacji metodą FMEA.

133
Usprawnianie procesu ( + + + + ) Czas operacji
WEP = % Czas przejścia przez proces WEP – wskaźnik efektywności procesu, wskaźnik operacyjny efektywności Czas operacji roboczej - czas pracy w którym dodawana jest wartość Czas operacji roboczej WEP = % Czas (operacji + kontroli + transportu + składowanie + przestój) ( ) WCP= % ( ) + CEL : Zmaksymalizować udział czasu działań dodawania wartości w łącznym czasie realizacji wyrobu Jak zwiększyć WCP z 50% do 75%??
 ( ) WCP= % ( ) + CEL : Zmaksymalizować udział czasu działań dodawania wartości. w łącznym czasie realizacji wyrobu. Jak zwiększyć WCP z 50% do 75%")
134
Pojęcia czasu produkcji
Czas cyklu produkcyjnego – Czas od pobrania materiału do ukończenia procesu produkcyjnego lub przekazania do klienta. Czas dodawania wartości. Część czasu cyklu za którą jest gotów zapłacić klient Czas realizacji zamówienia (Order Lead Time). Czas miedzy przyjęciem zamówienia i przyrzeczonym terminem dostawy produktu Straty czasu. Marnotrawstwo. Czas wszelkich działań, które nie dodają wartości, czyli takich za zapłacenie, których klient nie jest zainteresowany zapłacić Składowanie Oczekiwanie Sortowanie Testowanie Transportowanie Przeliczanie Poprawianie Im bardziej czas cyklu produkcyjnego jest większy od czasu realizacji zamówienia, tym większa część produkcji jest planowana według prognoz oraz tym mniej akuratną będzie prognoza
. Czas miedzy przyjęciem zamówienia i przyrzeczonym terminem dostawy produktu. Straty czasu. Marnotrawstwo. Czas wszelkich działań, które nie dodają wartości, czyli takich za zapłacenie, których klient nie jest zainteresowany zapłacić. Składowanie. Oczekiwanie Sortowanie. Testowanie Transportowanie. Przeliczanie Poprawianie. Im bardziej czas cyklu produkcyjnego jest większy od czasu realizacji zamówienia, tym większa część produkcji jest planowana według prognoz oraz tym mniej akuratną będzie prognoza.")
135
Uwaga ! Składowanie pośrednie rzadko, albo nigdy, tworzy wartość dodatkową dla klienta (wyłączając specjalne formy wyładunku, pakowania lub montażu końcowego)
")
136
Luka czasowa realizacji zamowienia
Luka czasowa między złożeniem zamówienia a otrzymaniem – całkowity czas przepływu produktów przez łańcuch jest dłuższy niż gotowość klienta do oczekiwania na zamówiony produkt Zaopatrzenie Produkcja Dostawa Czas realizacji zamówienia Cykl zamówień klienta Wykonanie zamówienia Luka czasowa w realizacji zamówienia Do zamknięcia luki należy wykorzystać informacje o wymaganiach klientów oraz skróceniu całkowitego czasu przepływu produktów

137
CZAS CYKLU PRODUKCYJNEGO
Udział czasu dodawania wartości w czasie cyklu produkcyjnego Czas realizacji CZAS CYKLU PRODUKCYJNEGO CZAS DODAWANIA WARTOŚCI Straty procesowe PLAN. CZAS REALIZACJI ZAMÓWIENIA Zależność od prognoz Czas - dni

138
Pojęcia czasu produkcji
Czas cyklu produkcyjnego – Czas od pobrania materiału do ukończenia procesu produkcyjnego wyrobu lub przekazania wyrobu do klienta. Czas dodawania wartości. Część czasu cyklu za którą jest gotów zapłacić klient Czas realizacji zamówienia (Order Lead Time). Czas miedzy przyjęciem zamówienia a przyrzeczonym terminem dostawy produktu Straty czasu. Marnotrawstwo. Czas wszelkich działań, które nie dodają wartości, czyli takich za zapłacenie, których klient nie jest zainteresowany zapłacić Oczekiwanie Sortowanie Testowanie Transportowanie Przeliczanie Poprawianie Im bardziej czas cyklu produkcyjnego jest większy od czasu realizacji zamówienia, tym większa część produkcji jest planowana według prognoz oraz tym mniej akuratną będzie prognoza Cel lean production – redukcja cyklu produkcyjnego poprzez eliminację start – redukcję czasu nie związanego z dodawaniem wartości
. Czas miedzy przyjęciem zamówienia a przyrzeczonym terminem dostawy produktu. Straty czasu. Marnotrawstwo. Czas wszelkich działań, które nie dodają wartości, czyli takich za zapłacenie, których klient nie jest zainteresowany zapłacić. Oczekiwanie Sortowanie. Testowanie Transportowanie. Przeliczanie Poprawianie. Im bardziej czas cyklu produkcyjnego jest większy od czasu realizacji zamówienia, tym większa część produkcji jest planowana według prognoz oraz tym mniej akuratną będzie prognoza. Cel lean production – redukcja cyklu produkcyjnego poprzez eliminację start – redukcję czasu nie związanego z dodawaniem wartości.")
139
Analiza i usprawnianie przepływu materiału
Wykres przepływu materiału - Operacja - Składowanie - Transport - Oczekiwanie - Kontrola - jakościowa - ilościowa MAGAZYN MATERIAŁÓW M1 M2 KONTROLA M3 1 2 3

140
ść materiału [ton/miesiąc], intensywność [l. operacji t./m.]
Analiza odległości i ilości przepływu materiału 1. Analiza i racjonalizacja rozmieszczenia 2. Analiza i usprawnienie transportu P = D x S P - wielkość przepływu D – odleg łość [m] S – ilo ść materiału [ton/miesiąc], intensywność [l. operacji t./m.] Ilo ść System transportu materia łu bezpo średniego S [ton/m.] 4 System 3 1 transportu po średniego 2 1 10 20 30 40 50 Odleg łość D [m] 1 2 1
![ść materiału [ton/miesiąc], intensywność [l. operacji t./m.]](http://slideplayer.pl/slide/408979/1/images/140/%C5%9B%C4%87+materia%C5%82u+%5Bton%2Fmiesi%C4%85c%5D%2C+intensywno%C5%9B%C4%87+%5Bl.+operacji+t.%2Fm.%5D.jpg "Analiza odległości i ilości przepływu materiału 1. Analiza i racjonalizacja rozmieszczenia 2. Analiza i usprawnienie transportu. P = D x S. P - wielkość przepływu. D – odleg. łość [m] S – ilo. ść materiału [ton/miesiąc], intensywność [l. operacji t./m.] Ilo. ść. System transportu. materia. łu. bezpo. średniego. S [ton/m.] 4. System transportu. po. średniego Odleg. łość D [m]")
141
Analiza przebiegu procesu produkcyjnego w czasie i przestrzeni
Kierownik wydziału korpusów silników opisał następująco proces produkcyjny korpusu silnika: „Odlew stalowy jest przekazywany do wstępnego toczenia do gniazda tokarek. Toczenie trwa 2 godz. Zanim półwyrób zostanie przekazany do frezowania w gnieździe frezarek (3 godz.), w gnieździe wiertarek muszą zostać wywiercone otwory dla pokryw łożysk (0,5 godz). Następnie półwyrób jest przekazywany do oddziału spawania. Spawanie trwa 3 godziny a osobą odpowiedzialną jest kierownik oddziału spawania. Następnie korpus jest toczony wykańczająco w gnieździe (1,5 godz). Kolejna operacja w gnieździe frezarek trwa 1 godz. Zanim wyrób zostanie przekazany do lakierni (1,5 godz.), gotowy korpus jest sprawdzany na stanowisku pomiarowym (0,5 godz.)”. Uzyskano także następujące informacje o czasie trwania transportu i składowania pomiędzy poszczególnymi komórkami (gniazdami): Czas transportu wraz z czasem oczekiwania na polu odkładczym miedzy gniazdami tokarek, wiertarek i stacją pomiarową wynoszą każdorazowo 1,5 godz. Czas transportu między spawalnią i gniazdem tokarek oraz stacją pomiarową i lakiernią wynosi 0,5 godz. Czas transportu i składowania między gniazdem frezarek i spawalnią wynosi 1 godz. Narysować przebieg procesu produkcyjnego w czasie wykorzystując wykres Gantt’a. (partia produkcyjna p = 1). Określić cykl produkcyjny (czas realizacji) w dniach roboczych). Określić czas realizacji partii korpusów, gdy p =10 = partia transportowa. Narysować wykres Gantt’a. Opracować koncepcję przedmiotowej struktury systemu produkcyjnego tworząc komórkę obróbki korpusów, która zawiera tokarki, wiertarki, frezarki i stanowisko pomiarowe. Narysować wykres Gantt’a przebiegu procesu produkcyjnego zakładając w komórce korpusów partię transportową równą 1. Narysować layout wydziału korpusów silników wraz naniesionym przebiegiem procesu produkcyjnego.
, w gnieździe wiertarek muszą zostać wywiercone otwory dla pokryw łożysk (0,5 godz). Następnie półwyrób jest przekazywany do oddziału spawania. Spawanie trwa 3 godziny a osobą odpowiedzialną jest kierownik oddziału spawania. Następnie korpus jest toczony wykańczająco w gnieździe (1,5 godz). Kolejna operacja w gnieździe frezarek trwa 1 godz. Zanim wyrób zostanie przekazany do lakierni (1,5 godz.), gotowy korpus jest sprawdzany na stanowisku pomiarowym (0,5 godz.) . Uzyskano także następujące informacje o czasie trwania transportu i składowania pomiędzy poszczególnymi komórkami (gniazdami): Czas transportu wraz z czasem oczekiwania na polu odkładczym miedzy gniazdami tokarek, wiertarek i stacją pomiarową wynoszą każdorazowo 1,5 godz. Czas transportu między spawalnią i gniazdem tokarek oraz stacją pomiarową i lakiernią wynosi 0,5 godz. Czas transportu i składowania między gniazdem frezarek i spawalnią wynosi 1 godz. Narysować przebieg procesu produkcyjnego w czasie wykorzystując wykres Gantt’a. (partia produkcyjna p = 1). Określić cykl produkcyjny (czas realizacji) w dniach roboczych). Określić czas realizacji partii korpusów, gdy p =10 = partia transportowa. Narysować wykres Gantt’a. Opracować koncepcję przedmiotowej struktury systemu produkcyjnego tworząc komórkę obróbki korpusów, która zawiera tokarki, wiertarki, frezarki i stanowisko pomiarowe. Narysować wykres Gantt’a przebiegu procesu produkcyjnego zakładając w komórce korpusów partię transportową równą 1. Narysować layout wydziału korpusów silników wraz naniesionym przebiegiem procesu produkcyjnego.")
142
Analiza, ocena i projekt usprawnienia procesu logistycznego przedsiębiorstwa
Charakterystyka wybranego przedsiębiorstwa oraz jego produktów. Rozpoznanie i określenie: struktury procesu produkcyjnego struktury produkcyjnej systemu struktury przestrzennej (layout) struktury organizacyjnej Zintegrowany informatyczny systemu zarządzania. Identyfikacja wybranego procesu logistycznego. (proces od zamówienia do wysyłki do klienta, proces produkcyjny, proces realizacji zamówienia klienta, proces zaopatrzenia, Analiza wybranego procesu logistycznego z wykorzystaniem właściwych metod i technik ich analizy. Opracowanie mapy strumienia wartości (stan istniejący). Opracowanie koncepcji przemodelowania i reorganizacji wybranego procesu. Opracowanie mapy stanu docelowego strumienia wartości. Przeprowadzenie analizy FMEA wybranego procesu logistycznego.
 struktury organizacyjnej. Zintegrowany informatyczny systemu zarządzania. Identyfikacja wybranego procesu logistycznego. (proces od zamówienia do wysyłki do klienta, proces produkcyjny, proces realizacji zamówienia klienta, proces zaopatrzenia, Analiza wybranego procesu logistycznego z wykorzystaniem właściwych metod i technik ich analizy. Opracowanie mapy strumienia wartości (stan istniejący). Opracowanie koncepcji przemodelowania i reorganizacji wybranego procesu. Opracowanie mapy stanu docelowego strumienia wartości. Przeprowadzenie analizy FMEA wybranego procesu logistycznego.")
143
ANALIZA, OCENA I REEINGINEERING WYBRANEGO PROCESU LOGISTYCZNEGO W PRZEDSIĘBIORSTWIE PRODUKCYJNYM CUKIERNIA CAROLINE & SIMON Katarzyna Kwapińska Opiekun: dr inż. Jacek Rudnicki

144
Celem projektu było dokonanie analizy
Cel projektu Celem projektu było dokonanie analizy i oceny wybranego procesu logistycznego oraz jego ewentualne usprawnienie lub przeprowadzenie reeingineeringu przy wykorzystaniu współczesnych narzędzi doskonalenia procesu.

145
Rozpoznanie przedsiębiorstwa
Cukiernia Caroline & Simon przedsiębiorstwo rodzinne – spółka cywilna zaliczane do przedsiębiorstw małych działające w branży spożywczej działalność produkcyjno - usługowa

146
Analiza przedsiębiorstwa - struktura asortymentowa
ciasta z masą (jabłeczniki, serniki, makowce, z kokosem, inne) ciasta z kremem (torty, inne) ciasta kruche (ciasteczka z dodatkami)
 ciasta z kremem (torty, inne) ciasta kruche (ciasteczka z dodatkami)")
147
Analiza przedsiębiorstwa - kluczowi odbiorcy
Placówki detaliczne: supermarkety oraz sklepy osiedlowe działające na terenie Wrocławia; Klienci indywidualni: osoby emocjonalnie związane z cukiernią, klienci stali.

148
Co stanowi wartość dla klienta indywidualnego - ankieta

149
Analiza przedsiębiorstwa - struktura produktu
Struktura produktu – asortyment: ciasta z kremem, Źródło: Opracowanie własne.

150
Analiza przedsiębiorstwa – struktura procesu produkcyjnego
Struktura procesu produkcyjnego, Źródło: Opracowanie własne.

151
Wykres przebiegu procesu produkcyjnego w przestrzeni - faza I (produkcja spodu ciasta),
Źródło: Opracowanie własne. Analiza przedsiębiorstwa – struktura przestrzenna wraz z naniesionym przepływem

152
Wykres przebiegu procesu produkcyjnego w przestrzeni - faza II (gotowy produkt),
Źródło: Opracowanie własne. Analiza przedsiębiorstwa – struktura przestrzenna wraz z naniesionym przepływem

153
Analiza wybranego procesu logistycznego - ankieta

154
Analiza procesu realizacji zamówienia dla klienta indywidualnego - diagram przebiegu procesu
Ogólny diagram przebiegu procesu realizacji zamówienia dla klienta indywidualnego, Źródło: Opracowanie własne

155
Analiza procesu realizacji zamówienia dla klienta indywidualnego – mapa procesu
Mapa procesu realizacji zamówienia dla klienta indywidualnego, Źródło: Opracowanie własne

156
Analiza procesu realizacji zamówienia dla klienta indywidualnego – diagram Ishikawy
Diagram przyczynowo – skutkowy dla problemu opóźnień w realizacji zamówienia dla klienta indywidualnego, Źródło: Opracowanie własne

157
Analiza procesu realizacji zamówienia dla klienta indywidualnego - FMEA
Tabela FMEA dla procesu realizacji zamówienia dla klienta indywidualnego. Opracowanie własne.

158
Analiza procesu realizacji zamówienia dla klienta indywidualnego - FMEA
Tabela FMEA dla procesu realizacji zamówienia dla klienta indywidualnego – błędy krytyczne. Opracowanie własne.

159
Koncepcja przemodelowania wybranego procesu – struktura przestrzenna
Layuot parteru /pracowni cukierni, Źródło: Opracowanie własne.

160
Koncepcja przemodelowania wybranego procesu – proponowana struktura przestrzenna
Layuot parteru /pracowni cukierni – po zmianach, Źródło: Opracowanie własne.

161
Karty przebiegu czynności – przed zmianami oraz po wprowadzeniu proponowanych zmian. Opracowanie własne. Koncepcja przemodelowania wybranego procesu – karta przebiegu czynności

162
Koncepcja przemodelowania wybranego procesu – spodziewane efekty
skrócenie czasu wykonywania procesu o 11,5 minuty – głównie czas związany z transportowaniem składników; skrócenie drogi pokonywanej przez pracownika o 22 metry; dziennie przedsiębiorstwo może zaoszczędzić ok. 46 minut, przy 7 dniowym tygodniu pracy można zaoszczędzić 5 godzin 37 minut, a więc miesięcznie ok. 23 godzin

163
Podsumowanie Nawet w małym przedsiębiorstwie można zastosować metody usprawniania procesów; Na podstawie przeprowadzonych analiz zauważono: błędy w organizacji procesu realizacji zamówienia dla klienta indywidualnego; niektóre procesy bywają niestrukturalizowane, co uniemożliwiło zastosowanie niektórych współczesnych narzędzi doskonalenia procesu.

164
Literatura podstawowa:
Rother, M., Shook, J., Naucz się widzieć, WCTT PWr, Wrocław 2003 Bozarth C., Handfield R., B., Wprowadzenie do zarządzania operacjami i łańcuchem dostaw”, Helion, Gliwice, 2007 Hammer, M., Champy J., Reengineering w przedsiebiorstwie, Neumann Management Institute, Warszawa 1996 Hammer M., Reinżynieria i jej następstwa Warszawa 1999 Peppard J., Rowland P., Re-enginering, Gebethner I Ska, Warszawa 1997 Bendkowski J., Kramarz M., Logistyka stosowana – metody, techniki, analizy, Cz.1 i 2, Wyd. Politechniki Śląskiej, Gliwice 2006 Antoszkiewicz J., Techniki menedżerskie, skuteczne zarządzanie firmą, Wyd. POLTEXT, Warszawa 2001 Mikołajczyk Z., „Techniki organizatorskie w rozwiązywaniu problemów zarządzania”, Wyd. PWN, Warszawa 2002 Martyniak Z., „Metody organizowania procesów pracy”, Wyd. PWE, Warszawa 1996 Martyniak Z., „Organizacja i zarządzanie – 15 efektywnych metod”, Wyd. ANTYKWA, Kraków 1997 Bieniok H., i zespół, „Metody sprawnego zarządzania – planowanie, organizowanie, motywowanie, kontrola – Jak zarządzać w praktyce”, Agencja Wyd. PLACET, Warszawa 1997

Podobne prezentacje