Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
Obrabiarki CNC – 5-osiowe
Agnieszka Jadachowska Paweł Grobelny Paweł Chomicki Wojciech Święcicki Robert Chmara

2
Przykłady obrabiarek 5-osiowych
Plan prezentacji Wstęp - CNC Obrabiarki NC/CNC Obróbka 5-osiowa Frezarki 5-osiowe Przykłady obrabiarek 5-osiowych

3
Historia CNC 2011… 1949- 1950r. lata 80-te 1972r Obecnie sterowanie
1972r. - pojawiła się technologia CNC Szczególnie intensywny rozkwit techniki NC przeżywały w latach 80-tych - pojawiła się możliwość zastosowania mikrokomputerów. Obecnie sterowanie numeryczne obrabiarek rozwija się bardzo intensywnie Pomysł numerycznego sterowania obrabiarek powstał w latach r. w MIT na potrzeby lotnictwa wojskowego USA.

4
Sterowanie numeryczne obrabiarek
Jest działem automatyki cyfrowej zajmującym się automatyzacją maszyn. Obrabiarki zautomatyzowane były wykorzystywane głównie w produkcji wielkoseryjnej i masowym. Pierwsze próby automatyzacji opierały się o rozwiązania mechaniczne, mechaniczno – elektryczne lub mechaniczno – hydrauliczne. W późniejszym czasie dzięki rozwojowi elektroniki i techniki mikrokomputerowej możliwe stało się lepsze automatyzowanie obrabiarek tylko dla produkcji wielkoseryjnej i masowej, ale także dla produkcji małoseryjnej i jednostkowej.

5
Główne kierunki rozwoju CNC
1 rozwój cyfrowych układów sterujących. Zastosowanie, jako układu sterującego, minikomputera lub mikrokomputera umożliwia znaczne zwiększenie zakresu i jakości sterowania. 2 rozwój samych obrabiarek związany głównie z rozwojem napędowych i pomiarowych układów obrabiarek, dzięki czemu uzyskuje się lepsze przystosowanie obrabiarek do sterowania cyfrowego. 3 rozwój związany z automatyzację przygotowania produkcji poprzez rozwijanie, a zarazem upraszczaniem języków i systemów programowania

6
Charakterystyka układów sterowania CNC
Sterowanie numeryczne obrabiarek jest sterowaniem programowym. Wszystkie informacje dotyczące kolejności ruchów, czynności, parametrów obróbki, informacje geometryczne są zakodowane w postaci alfanumerycznej

7
METODY PROGRAMOWANIA (podział ze względu na sposób przetwarzania danych)
Bazy danych Rysunek konstrukcyjny Programista - obliczenia geometryczne - obliczenia technologiczne proces technologiczny - PROGRAM STERUJĄCY Wydruk Obrabiarka CNC PROGRAMOWANIE RĘCZNE

8
METODY PROGRAMOWANIA (podział ze względu na sposób przetwarzania danych)
PROGRAMOWANIE DIALOGOWE Bazy danych Rysunek konstrukcyjny Programista

9
METODY PROGRAMOWANIA (podział ze względu na sposób przetwarzania danych)
APT, EXAPT, GTJ Program źródłowy Model CAD Procesor: - obliczenia geometryczne - obliczenia technologiczne DANE POŚREDNIE ETAP 1 Bazy danych Postprocesor: - adaptacja danych pośrednich do konkretnej obrabiarki PROGRAM STERUJĄCY ETAP 2 PROGRAMOWANIE AUTOMATYCZNE

10
Program operacji technologicznych (program technologiczny, program sterujący, program obróbkowy, kod NC) Uporządkowany zbiór instrukcji i danych opisujących pełny proces operacji technologicznych wykonywanych na obrabiarce sterowanej numerycznie. Instrukcje występują w postaci odpowiednich funkcji. Dane określają wielkości i prędkości przesunięć oraz inne niezbędne parametry procesu.

11
Rodzaje układów sterowania CNC
W zależności od sposobu realizacji ruchów posuwowych poszczególnych osi obrabiarki wyróżnia się sterowanie: CNC Kształtowe Punktowe Odcinkowe

12
Sterowanie punktowe Podstawowa funkcja sterowania punktowego jest pozycjonowanie narzędzia w ściśle określonym punkcie względem przedmiotu, przy czym nie ma znaczenia po jakim torze porusza się narzędzie. Nie jest również ważne z jaką prędkością porusza się narzędzie od jednego do drugiego punktu. Jednak ze względu na skrócenie czasu operacji oraz łatwość przewidywania bezkolizyjności przemieszczenia narzędzia wskazane jest ażeby ruch odbywał się z maksymalną prędkością i po linii prostej. Dla uzyskania dokładnego położenia narzędzie powinno "najeżdżać" na punkt zawsze z tej samej strony. Z tego samego powodu ostatni odcinek drogi powinien odbywać się przy zwolnionym posuwie. Układ sterownia jest najprostszy i znajduje zastosowanie do sterowania np. wiertarek, wytaczarek, przebijarek czyli maszyn gdzie istotne jest dokładne pozycjonowanie narzędzia nad osią otworu.

13
Przykład sterowania punktowego ( pozycjonowania ).
Przemieszczenie narzędzia (a) i obróbka (b)
 i obróbka (b)")
14
Sterowanie odcinkowe Sterowanie odcinkowe różni się od punktowego tym, że przemieszczenie narzędzia odbywa się po określonym torze i z określoną prędkością. Odcinki toru narzędzia muszą być równolegle do osi układu współrzędnych w określonej płaszczyźnie. Z tego powodu kontury przedmiotu obrabianego mogą być równoległe do osi sterowanych. Sterowanie odcinkowe ma zastosowanie głównie do dwóch typów operacji: planowania i toczenia wzdłużnego w obróbce wałków wielostopniowych frezowania zarysów prostokątnych i frezowania płasko-równoległego głowicami frezowymi oraz frezowanie odsadzeń/wybrań przelotowych frezami walcowo-czołowymi

15
Sterowanie kształtowe
Sterowanie kształtowe obejmuje wszystkie te przypadki obróbki, w których droga narzędzia względem przedmiotu obrabianego musi przechodzić przez kolejno wyznaczone punkty toru i jest ona linią składającą się zarówno z prostoliniowych, jak i krzywoliniowych odcinków. Dowolny zarys uzyskuje się dzięki współdziałaniu dwóch lub więcej silników napędów ruchów posuwowych. W czasie ruchu narzędzia pomiędzy dwoma punktami pośrednimi na zdefiniowanym matematycznie torze ruchu stosuje się interpolację

16
Typ obróbki kształtowej
a) zarysów prostych, b) zarysów złożonych
 zarysów prostych, b) zarysów złożonych.")
17
Ogólna charakterystyka obrabiarek NC/CNC
Obrabiarką sterowaną numerycznie(NC) nazywa się obrabiarkę zautomatyzowaną, wyposażoną w numeryczny układ sterowania programowego, który steruje w sposób programowy wszystkimi ruchami w procesie obróbki, parametrami obróbki i czynnościami pomocniczymi w celu uzyskania przedmiotu o żądanym kształcie, wymiarach i chropowatości powierzchni.
 nazywa się obrabiarkę zautomatyzowaną, wyposażoną w numeryczny układ sterowania programowego, który steruje w sposób programowy wszystkimi ruchami w procesie obróbki, parametrami obróbki i czynnościami pomocniczymi w celu uzyskania przedmiotu o żądanym kształcie, wymiarach i chropowatości powierzchni.")
18
Ogólna charakterystyka obrabiarek NC/CNC
Obrabiarką sterowaną komputerowo (CNC), nazywa się obrabiarkę NC, ale ze sterowaniem komputerowym CNC. Zintegrowany z systemem mikrokomputer przejmuje wszystkie funkcje sterownicze i regulacyjne maszyny.
, nazywa się obrabiarkę NC, ale ze sterowaniem komputerowym CNC. Zintegrowany z systemem mikrokomputer przejmuje wszystkie funkcje sterownicze i regulacyjne maszyny.")
19
Dokładność, wydajność…
1 Prostoliniowość posuwów. Jest to parametr określający maksymalną odchyłkę toru narzędzia od prostej na określonym dystansie danej osi. 2 Prostopadłość osi – parametr określający maksymalną odchyłkę toru prostopadłego danej osi w stosunku do osi odniesienia (na określonym dystansie). 3 Błąd skoku śruby. Jest różnicą wartości przemieszczenia nakrętki śruby kulowej od teoretycznego przemieszczenia, wynikającego z nominalnego skoku śruby. 4 Luz zwrotny – odległość, po której przy zmianie kierunku ruchu, dana oś zaczyna się przemieszczać.
. 3. Błąd skoku śruby. Jest różnicą wartości przemieszczenia. nakrętki śruby kulowej od teoretycznego przemieszczenia, wynikającego z nominalnego skoku śruby. 4. Luz zwrotny – odległość, po której przy zmianie kierunku. ruchu, dana oś zaczyna się przemieszczać.")
20
Dokładność, wydajność…
5 Prostopadłość wrzeciona – parametr określający błąd prostopadłości wrzeciona względem płaszczyzny x-y. 6 Rozdzielczość pozycjonowania – iloczyn rozdzielczości napędów i skoku śruby Rozdzielczość interpolatora – minimalne przemieszczenie, jakie może zadać napędom zadajnik pozycji (interpolator). 7 Powtarzalność pozycjonowania – to maksymalna odchyłka pozycji bezwzględnej narzędzia w czasie wielokrotnego dojeżdżania do wybranego punktu z różnych kierunków. 8 Sztywność – parametr określający wartość, o jaką odegnie się maszyna po przyłożeniu zadanej siły w najmniej korzystnym położeniu osi.
. 7. Powtarzalność pozycjonowania – to maksymalna odchyłka pozycji. bezwzględnej narzędzia w czasie wielokrotnego dojeżdżania do. wybranego punktu z różnych kierunków. 8. Sztywność – parametr określający wartość, o jaką odegnie się. maszyna po przyłożeniu zadanej siły w najmniej korzystnym położeniu. osi.")
21
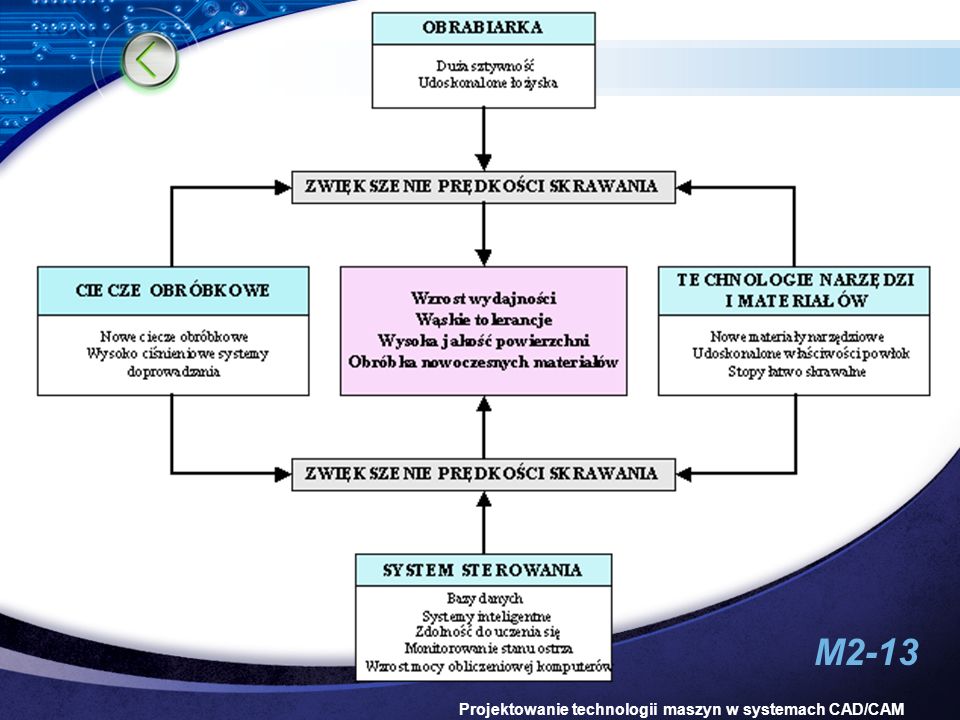
Budowa obrabiarek NC/CNC
Rozwój technologii obróbki skrawaniem obejmuje kilka kierunków obejmujących oddziaływanie czynników związanych z obrabiarką i układem sterowania, technologią narządzi i materiałów oraz cieczami obróbkowymi. Aby możliwy był wzrost wydajności obróbki przy jednoczesnym spełnieniu wymagań odnośnie dokładności wymiarowo-kształtowej (wąskie tolerancje ) i jakości powierzchni (mała chropowatość powierzchni) niezbędny jest rozwój obrabiarek pod względem konstrukcyjnym, ale także rozwój systemów sterowania.
 i jakości powierzchni (mała chropowatość powierzchni) niezbędny jest rozwój obrabiarek pod względem konstrukcyjnym, ale także rozwój systemów sterowania.")
23
Czynniki mające wpływ na obecny stan obrabiarek CNC
4 2 3 1 Add Your Text obróbka materiałów w stanie utwardzonym, eliminująca szlifowanie, obróbka z dużymi prędkościami skrawania (HSC), związana z wymaganiami odnośnie większej wydajności i produktywności, obróbka przedmiotów na gotowo, co powoduje rozszerzenie zakresu zadań obróbkowych, obróbka na sucho lub z minimalnym chłodzeniem, związana z wymaganiami w zakresie ochrony środowiska,
, związana z. wymaganiami odnośnie większej wydajności i produktywności, obróbka przedmiotów na gotowo, co powoduje rozszerzenie. zakresu zadań obróbkowych, obróbka na sucho lub z minimalnym chłodzeniem, związana z. wymaganiami w zakresie ochrony środowiska,")
24
Układ współrzędnych maszyn CNC
Istotą funkcjonowania obrabiarek CNC jest przyjęcie założenia o istnieniu pewnego układu współrzędnych, w którym odbywa się sterowanie. Jest to najprostszy sposób na określanie względnych położeń narzędzia i przedmiotu obrabianego, wymaganych dla przeprowadzenia obróbki i uzyskania odpowiednich jej rezultatów. Pojęcie numeryczny należy więc obecnie kojarzy ze współrzędnymi (o wartościach liczbowych, numerycznych). Podstawowym układem współrzędnych w obrabiarkach sterowanych numerycznie jest układ prostokątny kartezjański. Początek układu współrzędnych można zdefiniować dowolnie w przestrzeni obróbkowej obrabiarki. Przy definicji układów współrzędnych (dotyczy to przede wszystkim układu bazowego i przedmiotu) są stosowane pewne zasady, pozwalające na ich unifikacje.
. Podstawowym układem współrzędnych w obrabiarkach sterowanych numerycznie jest układ prostokątny kartezjański. Początek układu współrzędnych można zdefiniować dowolnie w przestrzeni obróbkowej obrabiarki. Przy definicji układów współrzędnych (dotyczy to przede wszystkim układu bazowego i przedmiotu) są stosowane pewne zasady, pozwalające na ich unifikacje.")
25
Układ współrzędnych maszyn CNC
Podstawowy układ osi współrzędnych jest układem prostokątnym prawoskrętnym odniesionym do przedmiotu obrabianego zamocowanego na obrabiarce. Osie współrzędnych układu podstawowego powinny być równoległe do głównych prowadnic obrabiarki

26
Oś sterowana numerycznie
Pod pojęciem osi sterowanej numerycznie należy rozumieć każdy ruch sterowany w sposób ciągły. Wynika z tego, że w skład osi sterowanych numerycznie wchodzą zarówno osie ruchów posuwowych, jak również napędy wrzecion, o ile są to napędy bezstopniowe z możliwością kątowego pozycjonowania wrzeciona. Obrabiarki sterowane numerycznie mają co najmniej dwie osie sterowane (tokarki – osie Z i X). Osie sterowane w prostokątnym układzie współrzędnych
. Osie sterowane w prostokątnym układzie współrzędnych.")
27
Klasyfikacja obrabiarek CNC
Współcześnie stosowane są głównie obrabiarki CNC, w których ze względu na stopień zaawansowanej automatyzacji i złożoność procesu wytwarzania wyróżnia się: 2 3 1 obrabiarki sterowane numerycznie, centra obróbkowe autonomiczne stacje obróbkowe Add Your Text

28
Klasyfikacja obrabiarek CNC
W ogólnym ujęciu obrabiarki te można podzielić na dwie grupy: 2 1 do obróbki korpusów do obróbki części obrotowych typu wałek, tarcza, tuleja Add Your Text

29
Klasyfikacja obrabiarek CNC
Ze względu na położenie osi wrzeciona wyróżnia się obrabiarki 2 1 o osi pionowej wrzeciona o osi poziomej wrzeciona Add Your Text

30
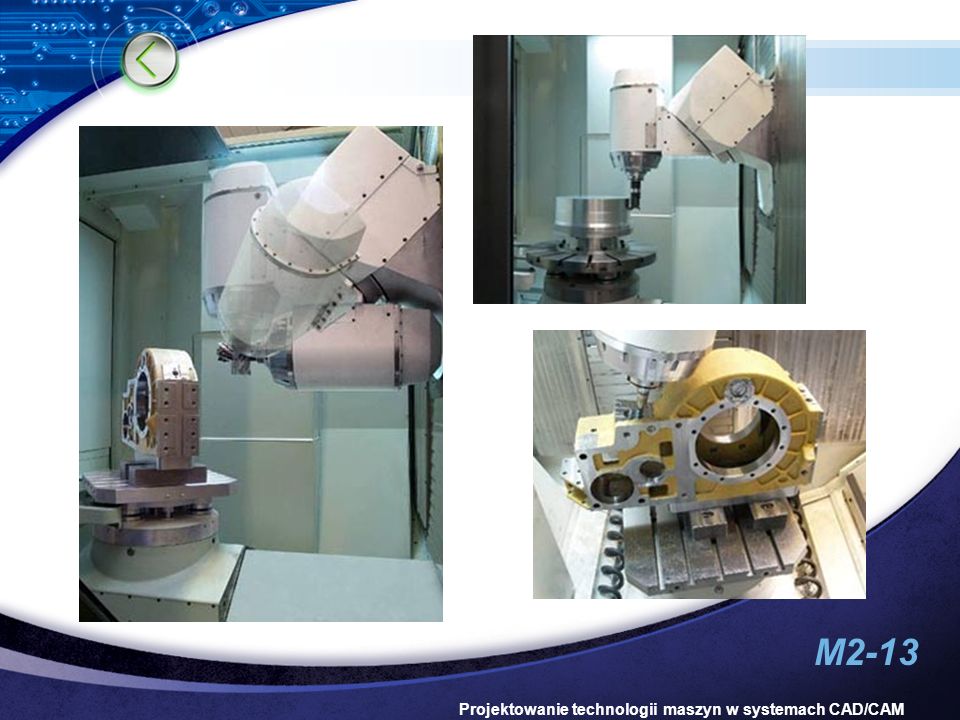
Obróbka 5-Osiowa Obróbka 5-Osiowa jest używana przez przemysł lotniczy od wielu lat, jednak stosunkowo niedawno spotkała sie z podobnym zainteresowaniem w przemyśle narzędziowym. Główna zaleta obróbki 5-osiowej jest możliwość zaoszczędzenia czasu przy obrabianiu złożonych elementów z jednego zamocowania. Dodatkowe zalety to możliwość używania krótszych narzędzi skrawających, co w efekcie daje dokładniejsza obróbkę.

31
Obróbka 5-Osiowa Układy sterowania dla obrabiarek o 5 osiach kontrolowanych mają oprogramowanie umożliwiające pełny nadzór nad narzędziem w trakcie obróbki obrabiarkami z głowicami oraz ze stołami uchylno-obrotowymi. Dzięki temu można m.in. kompensować błędy narzędzia w przestrzeni, kontrolować przemieszczenia końcówki narzędzia, obracać oś narzędzia przy zachowaniu stałego miejsca obróbki, zarządzać osiami podczas obróbki narzędziami kierunkowymi np. wiercenie skośne.

32
Zarządzanie punktem centralnym narzędzia
Podczas wykonywania programów na obrabiarkach 5-osiowych nowoczesne układy CNC dokonują kompensacji ruchów we wszystkich osiach. Zarządzanie punktem centralnym narzędzia pozwala na jego optymalne prowadzenie. Do obliczania kompensacji jest brana pod uwagę zarówno długość, jak i promień narzędzia. Zastosowanie takiego algorytmu nie wymaga ponownego przeliczania ścieżki narzędzia po jego wymianie, co w znaczący sposób zwiększa wydajność produkcji.

33
Obrót płaszczyzny roboczej
Jest stosowany w obrabiarkach 4- lub 5-osiowych ze skrętnym stołem i/lub skrętną głowicą wrzeciona, głównie do wykonywania otworów lub obróbki powierzchni w płaszczyźnie skośnej. Płaszczyzna robocza jest zawsze obracana wokół punktu bazowego przedmiotu. Program jest zwykle pisany w standardowej płaszczyźnie odpowiednio obróconej względem płaszczyzny głównej.

34
Zalety obrabiarek 5 osiowych:
redukcja czasu ustalenia i zamocowania części o skomplikowanych kształtach dzięki 5 osiowej obrabiarce możemy wykorzystać tylko jeden lub dwa uchwyty do zamocowania i ustalenia przedmiotu zamiast kilku których zmiana powoduje wydłużenie czasu obróbki oraz zwiększenie niedokładności wykonania przedmiotu lepsze wykończenie powierzchni dzięki zastosowaniu krótszego narzędzia. Użycie krótszego narzędzia powoduje mniejsze jego ugięcie minimalizując przy tym wibracje prowadząc do gładszego bardziej precyzyjnego ciecia. umożliwia wykonanie niektórych części których wykonanie na obrabiarkach trzy osiowych jest niemożliwe lub wymaga użycia kilku uchwytów obróbkowych co może nie być zbyt kosztowne

35
Sterowanie 5 osiowe Sterowanie 5 osiowe oferuje nie tylko bardzo efektywną obróbkę dla części ogólnego stosowania, ale również wysoką jakość dla form I wykrojników, obróbkę głębokich kieszeni I użebrowań, obróbkę z dużą prędkością obrotową dla części lotniczych itd. W przeszłości jednoczesna obróbka 5 osiowa używana była do wielu zastosowań, lecz obecnie równie popularna stała się obróbka z indeksowaniem wielu płaszczyzn.

36
Integracja procesu Pierwszą zaletą obróbki ze sterowaniem 5 osiowym jest integracja procesu. Ponieważ obróbka ze sterowaniem 5 osiowym może być wykonana w jednym zamocowaniu, to wymaga ona mniej czasu ustawczego. Przyczynia się to do zwiększenia wydajności obróbki oraz do uzyskania redukcji kosztów wytwarzania.

37
Używanie osi obrotowych w obróbce ze sterowaniem 5 osiowym daje możliwość zastosowania krótszych narzędzi, zaś obróbka może być realizowana z optymalną prędkością liniową co sprawia, że żywotność narzędzi znacznie poprawia się, zaś powierzchnia uzyskuje dobrą jakość umożliwiając zastosowanie większych posuwów a tym samym wysokoefektywną i dokładną obróbkę. Pełne wykorzystanie możliwości jakie niesie obróbka 5 osiowa możliwe jest wtedy, gdy oprócz sterowania CNC umożliwiającego obróbkę 5 osiową dysponujemy również odpowiednim oprogramowaniem CAM. Należy też zawsze przeanalizować wyposażenie obrabiarki w opcje umożliwiające dokładny odczyt położenia oraz stabilizację termiczną przestrzeni roboczej.

38
Pozycjonowana obróbka 5-osiowa
Technika ta polega na orientacji głowicy, a następnie wykonaniu operacji obróbkowych w tym ustawieniu. Całkowita obróbka elementu to suma dyskretnych operacji w różnych ustawieniach głowicy.

39
Pozycjonowana Obróbka 5-Osiowa
Pozwala na obróbkę podcięć Idealna do obróbki głębokich kieszeni oraz rdzeni Korzyści Krótkie narzędzia zwiększają dokładność i dają lepszą jakość powierzchni Korzyści czasowe ze względu na wykonanie operacji w jednym mocowaniu

40
Ciągła obróbka 5-osiowa
Ciągła obróbka 5-osiowa pozwala użytkownikowi na tworzenie ścieżek dla 5 osi wzdłuż skomplikowanych powierzchni, Brył oraz siatek trójkątów. Ścieżki są w pełni zweryfikowane pod katem kolizji i obsługują wiele strategii i typów narzędzi

41
Ciągła Obróbka 5-Osiowa
Idealna do profilowania części Idealna do obróbki głębokich narożników i kieszeni Krótkie narzędzia zwiększają dokładność i dają lepsza jakość powierzchni Korzyści Pozwala na obróbkę boczna powierzchnia bądź spodem narzędzia Może być używana z pełnym zakresem typów narzędzi Pełna ochrona przed niechcianym zagłębieniem w materiał

42
5-osiowe frezarki i centra frezarskie
5-osiowe frezarki i centra frezarskie są przeznaczone do obróbki przedmiotów o złożonych geometriach. Przedmioty takie spotyka się w przedsiębiorstwach wytwarzających formy, matryce, narzędzia i oprzyrządowanie, a przede wszystkim w przemyśle lotniczym, samochodowym, elektrotechnicznym. Sterowanie 5-osiowe pozwala nie tylko na bardzo efektywną obróbkę części ogólnego stosowania, lecz także na uzyskanie wysokiej jakości form i wykrojników, obróbkę głębokich kieszeni itd. Do wytwarzania przestrzennych powierzchni kształtowych wymaga się oprócz trzech ruchów postępowych dodatkowo również dwóch ruchów obrotowych. Struktury geometryczno-ruchowe 5-osiowych frezarek i centrów frezarskich, budowanych jako poziome lub pionowe, różnią się przede wszystkim podziałem ruchów obrotowych pomiędzy stołem, a wrzeciennikiem.

43
Obecnie oferowane są następujące warianty:
1 2 3 Ze stołem skrętnym w dwóch osiach Ze skrętnym stołem i skrętnym wrzeciennikiem Z wrzeciennikiem skrętnym w dwóch osiach

44
Ze stołem skrętnym w 2 osiach
przy sterowaniu w osiach X, Y, Z, A, C można obrabiać powierzchnie wypukłe i wklęsłe do powierzchni stołu, nawet gdy są nachylone i zakrzywione w stosunku do niego pod kątem większym od 90 stopni. Ograniczona jest natomiast masa obrabianego przedmiotu, gdyż wykonuje on oba ruchy obrotowe, stąd też takie frezarki przeznaczone są do obróbki przedmiotów o stosunkowo niedużych wymiarach.

45
Ze skrętnym stołem i skrętnym wrzeciennikiem
Na 5-osiowych frezarkach ze skrętnym wrzeciennikiem i skrętnym lub obrotowym stołem, stół może wykonywać ruch przechylny lub obrotowy. Cechy użytkowe frezarek ze stołem przechylnym są podobne jak frezarek ze stołem skrętnym w dwóch osiach z tym, że powierzchnie nachylone i zakrzywione w stosunku do stołu pod kątem większym od 90 stopni można obrabiać jedynie z dwóch stron przedmiotu. Na frezarkach ze stołem obrotowym ograniczenie masy obrabianego przedmiotu nie jest już tak istotne jak na obrabiarkach ze stołem przechylnym.

46
Z wrzeciennikiem skrętnym w dwóch osiach
Frezarki 5-osiowe ze skrętnym wrzeciennikiem w dwóch osiach przeznaczone są przede wszystkim do obróbki przedmiotów o dużych masach i gabarytach, gdyż stół wraz z przedmiotem wykonuje jedynie ruchy posuwowe. Nie można na nich obrabiać powierzchni nachylonych, czy zakrzywionych w stosunku do stołu pod kątem większym od 90 stopni.

47
Trend w kierunku 3+2 i 5-osiowego frezowania
Ogólnie 5-osiową obróbkę dzieli się na 3+2-osiową oraz 5-osiową. Przy 3+2 osiowym frezowaniu użytkownik może przy użyciu odpowiedniego systemu CAM tak zaprogramować ścieżkę narzędzia, by obrobić detal z każdego kierunku, każdej perspektywy i każdego kąta. Kod maszyny zostaje automatycznie wygenerowany z uwzględnieniem ustalonych osi oraz ewentualnego obrotu detalu. Również symultaniczna 5-osiowa obróbka znajduje coraz częściej swoich zwolenników. Umożliwia ona osiągnięcie frezem dowolnie uformowanych powierzchni przy zachowaniu doskonałej jakości.

48
Obróbka 3 a 5-osiowa . Obróbka 5 -osiowa Obróbka 3-osiowa
Obróbka 5-osiowa: lepsze wykończenie powierzchni dzięki zastosowaniu krótszych narzędzi oraz mniejsza liczna operacji i krótszy czas obróbki Obróbka 3-osiowa: zastosowanie długich narzędzi niesie ryzyko złamania freza oraz długie czasy obróbki

49
Obróbka 3-osiowa

50
Obróbka 4-osiowa

51
Obróbka 5-osiowa

52
Obrabiarka 5-osiowa NBH630
system odprowadzania wiórów zintegrowany w łożu maszyny krótsze czasy jałowe dzięki wysokim wartościom przyspieszenia (7 m/s2) i szybkich przesuwów (70 m/min) oraz szybka wymiana narzędzi (wiór-wiór 5 s) prowadnice ze zintegrowanym bezpośrednim odczytem położenia we wszystkich osiach liniowych (liniały optyczne dostępne w opcji) zwiększona dostępność maszyny dzięki szybkiej wymianie 50 narzędzi w trakcie obróbki w ciągu 300s modułowy magazyn narzędzi od 60 do 300 pozycji dla różnych potrzeb produkcyjnych
 i szybkich przesuwów (70 m/min) oraz szybka wymiana narzędzi (wiór-wiór 5 s) prowadnice ze zintegrowanym bezpośrednim odczytem położenia we wszystkich osiach liniowych (liniały optyczne dostępne w opcji) zwiększona dostępność maszyny dzięki szybkiej wymianie 50 narzędzi w trakcie obróbki w ciągu 300s. modułowy magazyn narzędzi od 60 do 300 pozycji dla różnych potrzeb produkcyjnych.")
54
Przykłady- Centrum frezarskie DMU 40 monoBLOCK
Jest to 5-cio osiowe centrum z pionową osią wrzeciona, przeznaczone do obróbki 5-stronnej (sterowanie kształtowe) małych części od prostych do bardzo skomplikowanych, z najwyższymi wymogami dokładności. Obrabiarka umożliwia wykonanie następujących prac: frezowanie: płaszczyzn, na okrągło, gwintów, obwiedniowe, profilowe, kształtowe, wiercenie oraz pogłębianie (czołowe, śrubowe, profilowe, kształtowe). Przedmiot obrabiany (półfabrykat) mocowany jest za pomocą łap i śrub na stole obrotowym. Nie wymagane jest jego precyzyjne ustalenie, gdyż położenie orientowane jest za pomocą sondy dotykowej f-my Heidenhain (pomiar punktów 0), mocowanej we wrzecionie roboczym obrabiarki. Pomiędzy sondą i układem sterowania istnieje komunikacja bezprzewodowa podczerwienią. Wykorzystując sondę dokonuje się również kontrolne pomiary międzyoperacyjne oraz końcowe gotowego obrobionego przedmiotu.
 małych części od prostych do bardzo skomplikowanych, z najwyższymi wymogami dokładności. Obrabiarka umożliwia wykonanie następujących prac: frezowanie: płaszczyzn, na okrągło, gwintów, obwiedniowe, profilowe, kształtowe, wiercenie oraz pogłębianie (czołowe, śrubowe, profilowe, kształtowe). Przedmiot obrabiany (półfabrykat) mocowany jest za pomocą łap i śrub na stole obrotowym. Nie wymagane jest jego precyzyjne ustalenie, gdyż położenie orientowane jest za pomocą sondy dotykowej f-my Heidenhain (pomiar punktów 0), mocowanej we wrzecionie roboczym obrabiarki. Pomiędzy sondą i układem sterowania istnieje komunikacja bezprzewodowa podczerwienią. Wykorzystując sondę dokonuje się również kontrolne pomiary. międzyoperacyjne oraz końcowe gotowego obrobionego. przedmiotu.")
55
Magazyn narzędziowy Omawiana obrabiarka wyposażona jest w 16-narzędziowy magazyn o konstrukcji tarczowej (talerzowej) z narzędziami usytuowanymi równolegle do osi obrotu wrzeciona. Magazyn od przestrzeni roboczej jest osłonięty hermetyczną osłoną.
 z narzędziami usytuowanymi równolegle do osi obrotu wrzeciona. Magazyn od przestrzeni roboczej jest osłonięty hermetyczną osłoną.")
56
Magazyn narzędziowy Zmiana narzędzi odbywa się metodą „pickup”, głównie automatycznie, ale może być również ręczna przez pracownika obsługi. Stosowane narzędzia nie posiadają identyfikatorów. Usytuowanie narzędzia w magazynie jest dowolne, co w literaturze określane jest pojęciem „zmienne przyporządkowanie narzędziu miejsca w magazynie”. Zatem numer narzędzia w programie i numer gniazda w magazynie nie musi być identyczny. Komputer sterujący pracą obrabiarki zarządza narzędziami w magazynie przyporządkowując mu miejsce. W programie może być zadeklarowanych znacznie więcej narzędzi niż jest miejsc w magazynie. Wprowadzane do programu każde nowe narzędzie podlega pomiarowi. Na wsporniku stołu umieszczona jest laserowa sonda pomiarowa f-my Blum, umożliwiająca określenie położenie narzędzi, w szczególności współrzędnych ostrza, jego wymiarów oraz ich zużycia i ewentualnego wykruszenia. Wymiana narzędzi odbywa się przy opuszczonym stole i po zajęciu przez wrzeciono odpowiednich współrzędnych X i Y oraz po jego kątowej orientacji

57
Centrum DMU 40

58
Dziękuję za uwagę! Edit your company slogan Agnieszka Jadachowska
Paweł Grobelny Paweł Chomicki Wojciech Święcicki Robert Chmara

Podobne prezentacje













 Bazowanie w technologii maszyn>")

 Projektowanie Procesów i Oprzyrządowania Technologicznego Zasady wyboru baz obróbkowych Przykłady bazowania Typowe sposoby ustalenia.>")



