Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
Komputerowe wspomaganie CAM
Państwowa Wyższa Szkoła Zawodowa w Nysie Instytut Zarządzania Komputerowe wspomaganie CAM Wprowadzene Dr inż. Piotr Chwastyk

2
Literatura Chlebus E.: Techniki komputerowe CAx w inżynierii produkcji. Wydawnictwa Naukowo-Techniczne, Warszawa 1997 Osiński Z., Wróbel J.: Teoria konstrukcji. Wydawnictwo Naukowe PWN, Warszawa 1995 Weiss Z., Konieczny R., Rojek M., Stępniak D.: Projektowannie technologii maszyn w systemach CAD/CAM. Wydawnictwo Politechniki Poznańskiej, Poznań 1996 Winkler T.: Komputerowy zapis konstrukcji. Wydawnictwa Naukowo-Techniczne, Warszawa 1997

3
Miejsce CAM w CIM

4
CAM (Computer Aided Manufacturing) – Komputerowe Wspomaganie Wytwarzania
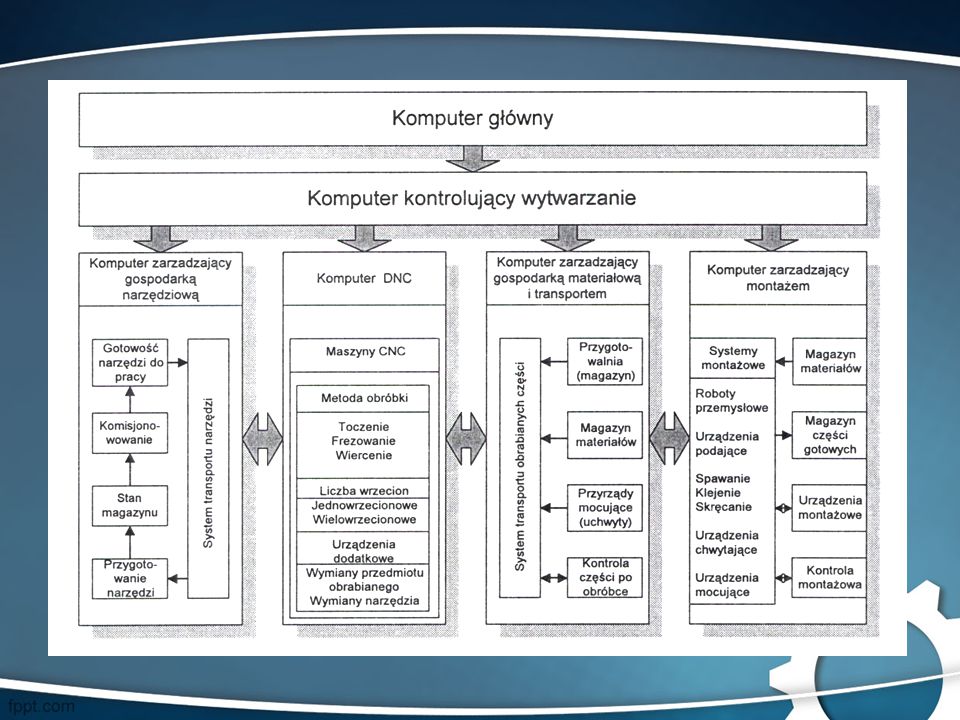
Systemy komputerowe CAM zostały stworzone dla realizacji następujących zadań: zarządzania programami NC oraz ich rozdzielania na maszyny i urządzenia, zarządzania narzędziami do obróbki, montażu, pomiaru, itp. planowania operacji obróbki i montażu, zarządzania transportem materiałów, półwyrobów i wyrobów gotowych, zarządzania transportem narzędzi, zarządzania transportem i oczyszczaniem odpadów. Kompleksowy system CAM obejmuje także przepływ wszystkich materiałów i informacji na wydziałach produkcyjnych.

5
Zastosowanie techniki komputerowej w produkcji należy rozpatrywać w odniesieniu do dwóch różnych typów organizacji produkcji: gdy poszczególne maszyny i urządzenia nie są powiązane w jeden system wytwarzania – występują pojedyncze maszyny oraz urządzenia konwencjonalne i sterowane numerycznie, a komputerowe wspomaganie wytwarzania ogranicza się do przygotowania procesów technologicznych i programów numerycznych na poszczególne obrabiarki, gdy maszyny i urządzenia tworzą jeden system wytwarzania – systemy komputerowego wspomagania wytwarzania muszą być zintegrowane z płaszczyzną obsługi produkcji. Są to elastyczne systemy wytwarzania

7
Obrabiarki NC mogą mieć wiele osi sterowanych numerycznie w zależności od przeznaczenia technologicznego: dwie osie x, y w dwóch prostopadłych do siebie kierunkach – tokarki, prasy, wycinarki, wiertarki trzy osie w kierunkach x, y, z – frezarki, wiertarki, wytaczarki, współrzędnościowe maszyny pomiarowe cztery osie – trzy liniowe i jedną obrotową – tokarki z głowicami frezerskimi pięć osi – trzy liniowe i dwie obrotowe – frezarko-wiertarki lub frezarko-wytaczarki a) b) c) Obrabiarki sterowane numerycznie: a) w dwóch osiach, b) w trzech osiach, c) w pięciu osiach
 b) c) Obrabiarki sterowane numerycznie: a) w dwóch osiach, b) w trzech osiach, c) w pięciu osiach.")
8
Połączenie technologii komputerowej z obrabiarkami NC zaowocowało powstaniem urządzeń sterowanych numerycznie: DNC (Direct Numerical Control) i CNC (Computer Numerical Control) System DNC polega na zastosowaniu centralnego komputera dużej mocy do sterowania pewną liczbą pojedynczych obrabiarek NC. Komputer przydziela poszczególne programy NC na poszczególne maszyny. Można wyróżnić trzy generacje systemów DNC: systemy pierwszej generacji – komputer pełni funkcję gromadzenie programów i przekazywanie ich do obrabiarki, której sterownik nie miał wystarczającej ilości pamięci, aby zapamiętać cały program. systemy drugiej generacji – przekazywanie przez komputer kompletnego programu sterującego do pamięci obrabiarki. systemy trzeciej generacji związane są z zastosowaniem elastycznych metod wytwarzania.

9
Systemy trzeciej generacji spełniają wiele funkcji:
przekazują szczegółowe dane o stanie maszyny generują meldunki o przebiegu obróbki zarządzają urządzeniami do ustawiania narzędzi, maszynami pomiarowymi, urządzeniami manipulującymi, itp. generują raporty diagnostyczne przejmują z maszyny zmodyfikowane programy obróbki

10
Przez CNC rozumie się maszynę sterowaną numerycznie za pomocą mikrokomputera. Obrabiarki CNC posiadają jednostkę komputerową umożliwiającą programowanie obrabiarki oraz jej sterowanie. Zalety obrabiarek CNC: zapamiętywanie więcej niż jednego programu NC obrabianej części, możliwość wczytania programu za pomocą zewnętrznych nośników pamięci, możliwość przetestowania programu w celu usunięcia błędów, możliwość przeprowadzenia typowych cykli obróbki poza programem (są na stałę wpisane w pamięć maszyny), przeprowadzenie interpolacji (funkcje interpolacji liniowej i kołowej są wpisane na stałe w pamięć maszyny), posiadają funkcję pozycjonowania (nie wymaga ingerencji operatora), kompensacja wymiarów podczas skrawania, bieżąca diagnostyka i monitorowanie przebiegów w celu eliminacji błędów.
, przeprowadzenie interpolacji (funkcje interpolacji liniowej i kołowej są wpisane na stałe w pamięć maszyny), posiadają funkcję pozycjonowania (nie wymaga ingerencji operatora), kompensacja wymiarów podczas skrawania, bieżąca diagnostyka i monitorowanie przebiegów w celu eliminacji błędów.")
12
Programowanie polega przede wszystkim na zapisie ruchów wykonywanych przez obrabiarkę w trakcie obróbki. Ruchy te mogą mieć dwojaki charakter: sterowane w sposób ciągły (ciągły pomiar położenia, ciągłe sterowanie napędem), są one ogólnie nazywane osiami sterowanymi numerycznie (SN). Są to ruchy zarówno liniowe (oznaczane symbolami X, Y, Z,....) jak i obrotowe (oznaczane symbolami A, B, C,...). Stanowi one zasadniczą część programu sterującego a funkcje je obsługujące stanowią standard języka układu sterowania, zaprojektowany przez producenta układu sterowania. sterowane w sposób dyskretny (typu włącz – wyłącz, obroty w lewo – obroty w prawo itp.). Ich realizacja ma w programie sterującym charakter pomocniczy (np. obsługa silnika pompki chłodziwa, zamykanie – otwieranie podtrzymki, uruchamianie podajnika pręta, wymiana palet itp.) dlatego są obsługiwane przez specjalną grupę funkcji, zwanych pomocniczymi. Część funkcji pomocniczych stanowi standard języka układu sterowania (opis w dokumentacji języka), większość jednak jest implementowane przez producenta obrabiarki w zależności od fizycznych urządzeń na niej zainstalowanych (opis w dokumentacji techniczno-ruchowej obrabiarki).
, są one ogólnie nazywane osiami sterowanymi numerycznie (SN). Są to ruchy zarówno liniowe (oznaczane symbolami X, Y, Z,....) jak i obrotowe (oznaczane symbolami A, B, C,...). Stanowi one zasadniczą część programu sterującego a funkcje je obsługujące stanowią standard języka układu sterowania, zaprojektowany przez producenta układu sterowania. sterowane w sposób dyskretny (typu włącz – wyłącz, obroty w lewo – obroty w prawo itp.). Ich realizacja ma w programie sterującym charakter pomocniczy (np. obsługa silnika pompki chłodziwa, zamykanie – otwieranie podtrzymki, uruchamianie podajnika pręta, wymiana palet itp.) dlatego są obsługiwane przez specjalną grupę funkcji, zwanych pomocniczymi. Część funkcji pomocniczych stanowi standard języka układu sterowania (opis w dokumentacji języka), większość jednak jest implementowane przez producenta obrabiarki w zależności od fizycznych urządzeń na niej zainstalowanych (opis w dokumentacji techniczno-ruchowej obrabiarki).")
13
Przez program sterujący w układach CNC rozumie się plan zamierzonej pracy obrabiarki, mającej na celu wykonanie przedmiotu o danych kształtach, wymiarach i chropowatości powierzchni. Składa się z następujących informacji, zapisanych w postaci alfanumerycznej: Geometrycznych, dotyczących kształtów i wymiarów, obejmujących opis toru ruchu narzędzi; Technologicznych, dotyczących warunków obróbki: narzędzie, prędkość skrawania i posuw, pomocnicze.

14
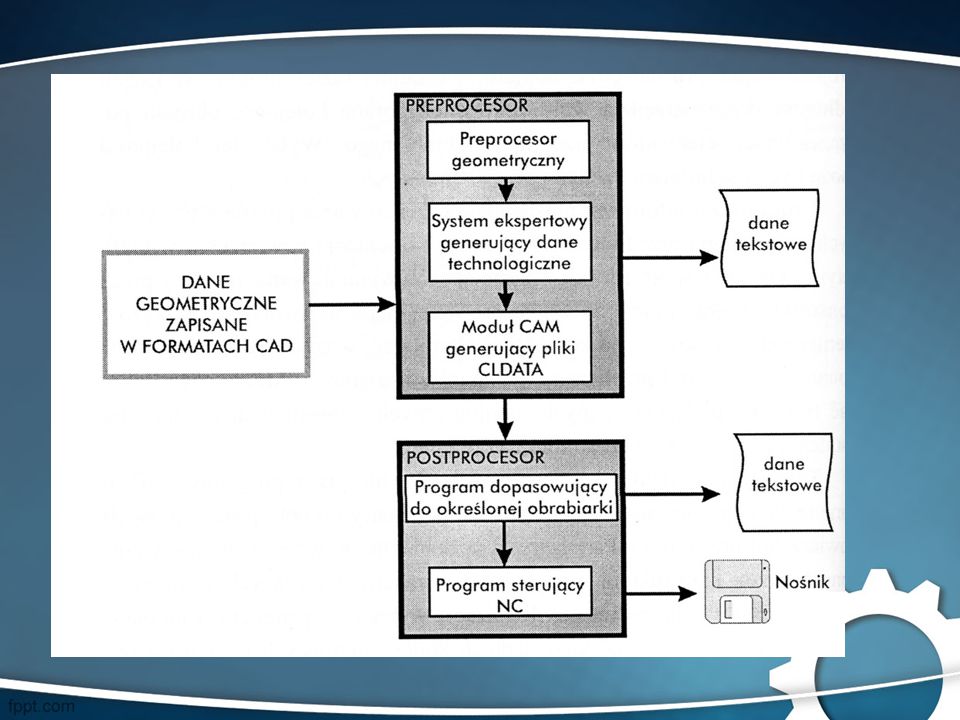
Informacje technologiczne na ogół są konsekwencją planu procesu, ustalającego wykaz zabiegów, narzędzia w nich uczestniczące, warunki ich pracy itp. W dużym stopniu wynikają one także z doświadczenia programisty. Znacznie trudniejsze jest sprecyzowanie części geometrycznej programu sterującego. Jest to w znacznym stopniu uwarunkowane rodzajem obróbki jak i informacjami zawartymi w dokumentacji konstrukcyjnej przedmiotu obrabianego. Duży wpływ mają także możliwości samego układu sterowania – dostępne sposoby wyrażania współrzędnych, dostępne cykle obróbkowe, kompensacja promienia narzędzia itp. W przypadku prostej obróbki (np. toczenie) zapis programu sterującego może w całości odbyć się metod ręczną lub w tylko niewielkim stopniu wspomaganą komputerowo. Dla obróbki powierzchni swobodnych stosuje się automatyczne generowanie programu sterującego przy pomocy systemów CAM
 zapis programu sterującego może w całości odbyć się metod ręczną lub w tylko niewielkim stopniu wspomaganą komputerowo. Dla obróbki powierzchni swobodnych stosuje się automatyczne generowanie programu sterującego przy pomocy systemów CAM.")
Podobne prezentacje
















 Bazowanie w technologii maszyn>")


