Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
PROCESY SPAJANIA Opracował dr inż. Tomasz Dyl

2
Literatura Gourd L.M.: Podstawy Technologii Spawalniczych, WNT 1997.
Opartny-Myśliwiec Dąbrówka, Myśliwiec Mieczysław.: Techniki wytwarzania: spawalnictwo, Państwowe Wydawnictwo Naukowe, Warszawa 1981. Rosłanowski, Jan.: Praktyka warsztatowa : zagadnienia spajania i cięcia materiałów, WYD. AKADEMII MORSKA W GDYNI, Gdynia 2002.

3
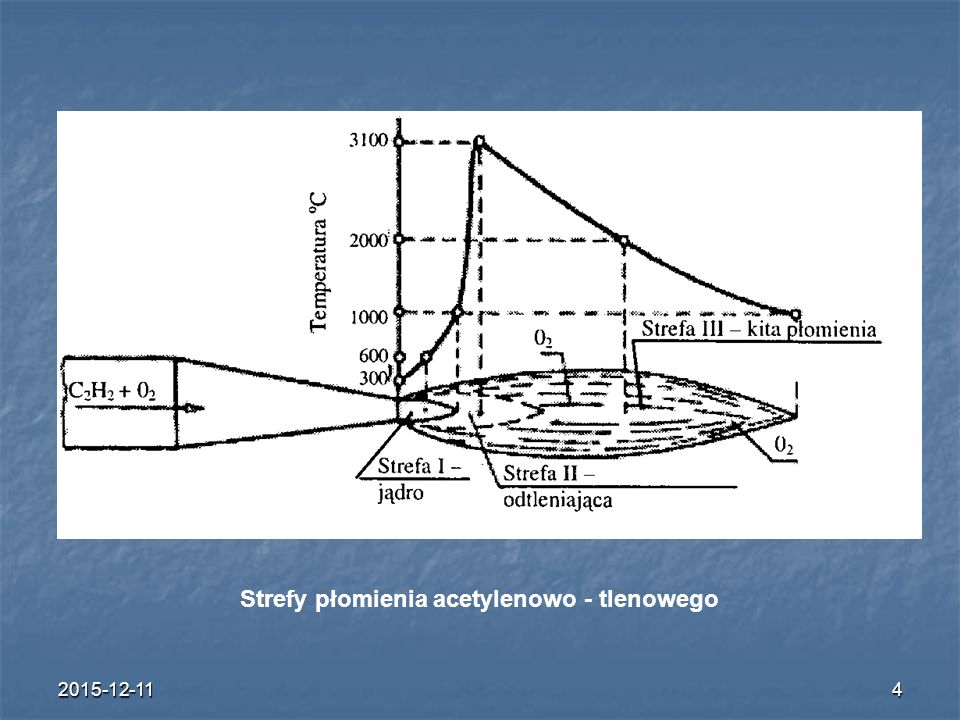
Spawanie gazowe (311) Źródłem ciepła jest płomień powstały podczas spalania acetylenu z tlenem. Do spawania używa się acetylenu ze względu na : spalanie dwustopniowe (tę cechę wykazuje tylko acetylen) dające strefę redukującą i umożliwiającą łatwe regulowanie charakteru płomienia, najwyższą temperaturę płomienia (około 3370 K) oraz największą wydajność cieplną ( kW/m2s) spośród wszystkich gazów palnych, dogodny rozkład temperatury w płomieniu (najwyższa temperatura w odległości mm od stożka jądra). W płomieniu acetylenowo - tlenowym można łatwo wyróżnić trzy strefy: jądro płomienia, w którym występują doprowadzone do palnika tlen i acetylen, strefę redukcyjną (spalania pierwotnego) zawierającą produkty niezupełnego spalania o własnościach redukcyjnych, kitę płomienia (strefa spalania wtórnego) zawierającą dwutlenek węgla, parę wodną i azot z powietrza. W wysokiej temperaturze płomienia mają charakter utleniający.
 dające strefę redukującą i umożliwiającą łatwe regulowanie charakteru płomienia, najwyższą temperaturę płomienia (około 3370 K) oraz największą wydajność cieplną ( kW/m2s) spośród wszystkich gazów palnych, dogodny rozkład temperatury w płomieniu (najwyższa temperatura w odległości mm od stożka jądra). W płomieniu acetylenowo - tlenowym można łatwo wyróżnić trzy strefy: jądro płomienia, w którym występują doprowadzone do palnika tlen i acetylen, strefę redukcyjną (spalania pierwotnego) zawierającą produkty niezupełnego spalania o własnościach redukcyjnych, kitę płomienia (strefa spalania wtórnego) zawierającą dwutlenek węgla, parę wodną i azot z powietrza. W wysokiej temperaturze płomienia mają charakter utleniający")
4
Strefy płomienia acetylenowo - tlenowego
5
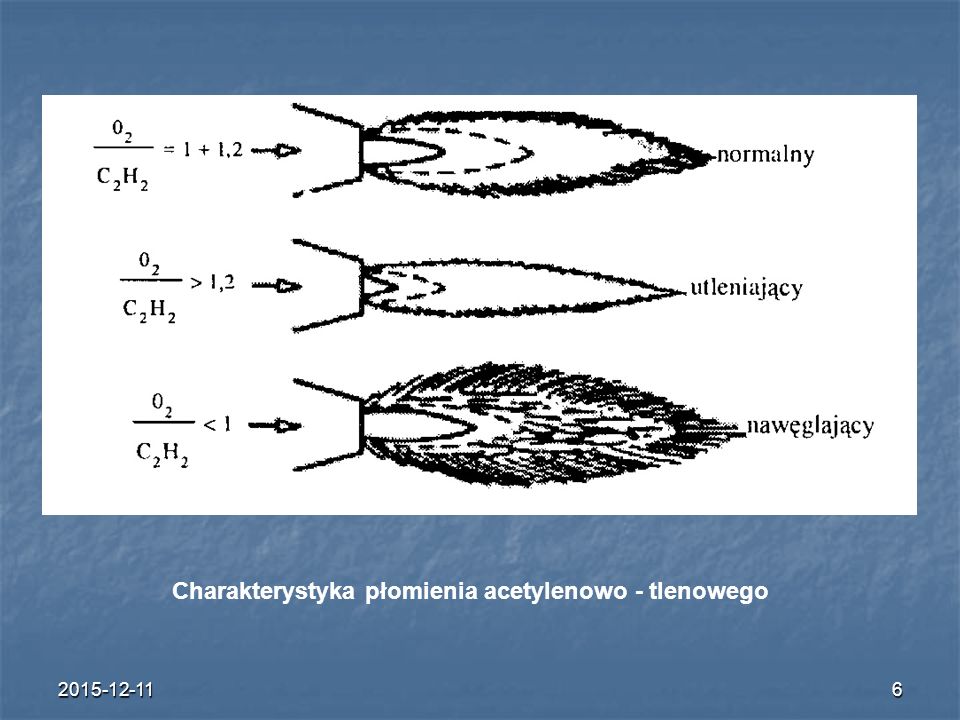
Spawanie gazowe (311) Spalanie rozpoczyna się na powierzchni jądra, kosztem tlenu doprowadzonego do palnika i najintensywniej przebiega w strefie spalania pierwotnego. Dopalanie produktów spalania pierwotnego odbywa się w kicie płomienia, kosztem tlenu z otaczającego powietrza. W zależności od współczynnika nadmiaru tlenu l tj. stosunku ilości tlenu do acetylenu w mieszance palnej wytworzonej w palniku, rozróżnia się trzy rodzaje płomienia: płomień normalny, gdy l = 1 ÷ 1,2; płomień utleniający, gdy l > 1,2; płomień nawęglający, gdy l < 1.

6
Charakterystyka płomienia acetylenowo - tlenowego
7
Spawanie gazowe (311) Płomień normalny ma wyraźnie zarysowane jądro i widoczną strefę redukcyjną, co umożliwia zastosowanie takiego płomienia do spawania stali i łatwo utleniających się metali. W strefie spalania pierwotnego pojawiają się produkty spalania zupełnego tj. CO2 i H2O. Powoduje to utratę redukcyjnych własności płomienia. Podobnie jak w płomieniu normalnym, utleniającym i nawęglającym skład jądra nie ulega zasadniczym zmianom, natomiast powiększa się ono i rozmazuje. W drugiej strefie płomienia, oprócz produktów niezupełnego spalania pojawia się węgiel z rozpadu acetylenu , co powoduje zwiększenie płomienia i nadaje mu charakter nawęglający. Przy spawaniu gazowym spoina powstaje ze stopionego w płomieniu spoiwa (drutu lub pręta) i z nadtopionych brzegów materiału spawanego.
 i z nadtopionych brzegów materiału spawanego")
8
Spawanie gazowe (311) Podstawowymi parametrami spawania gazowego dobieranymi w zależności od grubości spawanych elementów i pozycji spawania są : wydajność nasadki palnika określona ilością wypływającego acetylenu z palnika ( l/h), średnica drutu spawalniczego (2 - 6 mm), prędkość spawania w zakresie m/h. Grubość spawanych blach zawiera się od 0,4 mm do ok. 10mm, gdyż powyżej niej proces jest nieopłacalny. Można wyodrębnić spoiny czołowe, pachwinowe lub brzeżne, z reguły jednowarstwowe. Wydatek acetylenu w odniesieniu do grubości 1 mm wynosi : do spawania stali i mosiądzu : 100 l C2H2/mm·h, do spawania miedzi i stopów : l C2H2/mm·h, do spawania aluminium i stopów : l C2H2/mm·h
, średnica drutu spawalniczego (2 - 6 mm), prędkość spawania w zakresie m/h. Grubość spawanych blach zawiera się od 0,4 mm do ok. 10mm, gdyż powyżej niej proces jest nieopłacalny. Można wyodrębnić spoiny czołowe, pachwinowe lub brzeżne, z reguły jednowarstwowe. Wydatek acetylenu w odniesieniu do grubości 1 mm wynosi : do spawania stali i mosiądzu : 100 l C2H2/mm·h, do spawania miedzi i stopów : l C2H2/mm·h, do spawania aluminium i stopów : l C2H2/mm·h")
9
Spawanie gazowe (311) Spawanie acetylenowo - tlenowe można stosować do łączenia różnych metali i tak do : stali niestopowej, żeliwa szarego (metodą „na gorąco”), miedzi i jej stopów oraz aluminium i jego stopów. Wydajność stapiania spoiwa w przypadku stali powinna wynosić 0,2 - 0,5 kg/h, a aluminium od 0,5 do 0,2 kg/h. Przy tym stosuje się następujące rodzaje płomienia: do spawania stali niestopowych i niskostopowych - płomień normalny, do spawania mosiądzu - płomień utleniający, do spawania stali o wysokiej zawartości węgla, niklu, aluminium i jego stopów - płomień nawęglający.
, miedzi i jej stopów oraz aluminium i jego stopów. Wydajność stapiania spoiwa w przypadku stali powinna wynosić 0,2 - 0,5 kg/h, a aluminium od 0,5 do 0,2 kg/h. Przy tym stosuje się następujące rodzaje płomienia: do spawania stali niestopowych i niskostopowych - płomień normalny, do spawania mosiądzu - płomień utleniający, do spawania stali o wysokiej zawartości węgla, niklu, aluminium i jego stopów - płomień nawęglający")
Podobne prezentacje



















