Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
T86 Obrabiarki skrawające sterowane ręcznie i numerycznie, narzędzia stosowane w maszynowej obróbce skrawaniem – rodzaje i krótka charakterystyka

2
Obrabiarki skrawające sterowane ręcznie i numerycznie
W tokarkach uniwersalnych śruba pociągowa służy do nacinania gwintów i ślimaków. Stosuje się je w produkcji jednostkowej lub małoseryjnej. Tokarki produkcyjne mają uproszczoną budowę, a wskutek tego są tańsze. Znajdują zastosowanie przy produkcji seryjnej.

3
2) Tokarki tarczowe służą do obróbki przedmiotów płaskich o dużych średnicach.
Mają one poziomą oś wrzeciona roboczego z dużą tarczą tokarską (rys. 4). Rys. 4. Tokarka tarczowa; 1 — wrzeciennik, 2 — tarcza tokarska, 3 — sanie poprzeczne, 4 — sanie wzdłużne, 5 — suport narzędziowy.
. Rys. 4. Tokarka tarczowa; 1 — wrzeciennik, 2 — tarcza tokarska, 3 — sanie poprzeczne, 4 — sanie wzdłużne, 5 — suport narzędziowy.")
4
3) Tokarki karuzelowe mają pionową oś obrotu wrzeciona roboczego (rys
3) Tokarki karuzelowe mają pionową oś obrotu wrzeciona roboczego (rys. 29) zakończonego dużą tarczą zwaną stołem. Służą one do obróbki dużych przedmiotów o małej długości. Zamocowywanie ciężkich przedmiotów na tych tokarkach jest łatwiejsze i bezpieczniejsze aniżeli na tokarkach tarczowych. Rys. 5. Tokarka karuzelowa; 1 — stół obrotowy, 2 głowica rewolwerowa, 3 — suport narzędziowy, 4 — belka poprzeczna, 5 — suport poprzeczny, 6 — imak czteronożowy
 Tokarki karuzelowe mają pionową oś obrotu wrzeciona roboczego (rys. 29) zakończonego dużą tarczą zwaną stołem. Służą one do obróbki dużych przedmiotów o małej długości. Zamocowywanie ciężkich przedmiotów na tych tokarkach jest łatwiejsze i bezpieczniejsze aniżeli na tokarkach tarczowych. Rys. 5. Tokarka karuzelowa; 1 — stół obrotowy, 2 głowica rewolwerowa, 3 — suport narzędziowy, 4 — belka poprzeczna, 5 — suport poprzeczny, 6 — imak czteronożowy.")
5
4) Tokarki rewolwerowe zwane również rewolwerówkami, mają głowice rewolwerowe służące do szybkiej zmiany pozycji narzędzi skrawających. Narzędzia są umieszczone w głowicy rewolwerowej i na suporcie poprzecznym w imaku przednim i tylnym. Dzięki takiemu rozmieszczeniu narzędzi można wykonać szybko wiele zabiegów bez konieczności wymiany narzędzi w imakach. 5) Tokarki półautomatyczne (zwane również półautomatami tokarskimi) mogą być zbudowane jak tokarki kłowe (rys. 6) o dwóch suportach: przednim (z imakiem wielonożowym o ruchu automatycznym wzdłuż osi przedmiotu obrabianego) i tylnym (z imakiem wielonożowym o ruchu poprzecznym). Tokarki półautomatyczne różnią się tym od innych tokarek, że tokarz jest potrzebny jedynie do zamocowania przedmiotu, a pozostałe czynności są wykonywane automatycznie. Po obrobieniu przedmiotu obrabiarka jest unieruchamiana samoczynnie. W ten sposób tokarz może obsługiwać kilka tokarek. Rys. 6. Obróbka wałka stopniowanego na półautomacie typu tokarki kłowej (wielonożówce); 1 — suport podłużny przedni, 2 — suport poprzeczny tylny, 3 — przedmiot obrabiany, 4 — kieł konika
 Tokarki półautomatyczne (zwane również półautomatami tokarskimi) mogą być zbudowane jak tokarki kłowe (rys. 6) o dwóch suportach: przednim (z imakiem wielonożowym o ruchu automatycznym wzdłuż osi przedmiotu obrabianego) i tylnym (z imakiem wielonożowym o ruchu poprzecznym). Tokarki półautomatyczne różnią się tym od innych tokarek, że tokarz jest potrzebny jedynie do zamocowania przedmiotu, a pozostałe czynności są wykonywane automatycznie. Po obrobieniu przedmiotu obrabiarka jest unieruchamiana samoczynnie. W ten sposób tokarz może obsługiwać kilka tokarek. Rys. 6. Obróbka wałka stopniowanego na półautomacie typu tokarki kłowej (wielonożówce); 1 — suport podłużny przedni, 2 — suport poprzeczny tylny, 3 — przedmiot obrabiany, 4 — kieł konika.")
6
6) Tokarki automatyczne (zwane również automatami tokarskimi) wykonują samoczynnie (po odpowiednim ustawieniu mechanizmu sterującego, np. krzywek) cały cykl obróbki przedmiotu wraz z jego zamocowaniem i odmontowaniem. 7) Tokarki ze sterowaniem numerycznym CNC, do obróbki wg programu dokładnych przedmiotów o złożonych kształtach. 8) Specjalne i branżowe, do wykonywania specjalnych zadań obróbkowych. Wybór odpowiedniego rodzaju tokarki do danej produkcji zależy przede wszystkim od wielkości produkcji. Im większa jest produkcja, tym stosuje się bardziej uproszczone tokarki specjalistyczne, albo tokarki automatyczne lub tokarki ze sterowaniem numerycznym.
 Tokarki ze sterowaniem numerycznym CNC, do obróbki wg programu dokładnych przedmiotów o złożonych kształtach. 8) Specjalne i branżowe, do wykonywania specjalnych zadań obróbkowych. Wybór odpowiedniego rodzaju tokarki do danej produkcji zależy przede wszystkim od wielkości produkcji. Im większa jest produkcja, tym stosuje się bardziej uproszczone tokarki specjalistyczne, albo tokarki automatyczne lub tokarki ze sterowaniem numerycznym.")
7
Strugarki poprzeczne - budowa
Na rys. 8 przedstawiono strugarkę typ PAA 60 polskiej produkcji. Obrabiarka ta przeznaczona jest do zgrubnej i dokładnej obróbki przedmiotów, których długość struganych powierzchni nie przekracza 600 mm. Podczas strugania suwak 3 wykonuje posuwisto-zwrotny ruch roboczy w kierunku wzdłużnym (w kierunku strzałki I — skok roboczy, w kierunku II — skok jałowy). Po każdym skoku jałowym stół 4 wraz z saniami poprzecznymi 10 wykonuje posuw w kierunku poprzecznym (strzałki III, IV). Strugarka PAA 60 ma również mechaniczny posuw pionowy (strzałki V, VI). Rys. 8. Strugarka poprzeczna typ PAA 60 1 — korpus, 2 — skrzynka przekładniowa, 3 — suwak, 4 — stół, 5 — teleskopowy drążek mechanizmu posuwowego, 6 — podstawa, 7 — wspornik silnika elektrycznego, 8 — podpórka, 9 — silnik, 10 — sanie poprzeczne, 11 — sanie pionowe, 12 — suport, 13 — imak.
. Po każdym skoku jałowym stół 4 wraz z saniami poprzecznymi 10 wykonuje posuw w kierunku poprzecznym (strzałki III, IV). Strugarka PAA 60 ma również mechaniczny posuw pionowy (strzałki V, VI). Rys. 8. Strugarka poprzeczna typ PAA — korpus, 2 — skrzynka przekładniowa, 3 — suwak, 4 — stół, 5 — teleskopowy drążek mechanizmu posuwowego, 6 — podstawa, 7 — wspornik silnika elektrycznego, 8 — podpórka, 9 — silnik, 10 — sanie poprzeczne, 11 — sanie pionowe, 12 — suport, 13 — imak.")
8
Strugarki wzdłużne - budowa
Strugarki wzdłużne przeznaczone są do obróbki płaszczyzn o dużych wymiarach (długość strugania — do mm i więcej, szerokość strugania — do 6000 mm). Ekonomicznie pracują przy struganiu płaszczyzn wąskich i długich. Na rys. 9 przedstawiono podstawowy schemat pracy strugarek wzdłużnych. Stół strugarki 6 wraz z przedmiotem obrabianym 5 wykonuje ruch posuwisto-zwrotny. Podczas ruchu roboczego w kierunku strzałki 1 zdejmowana jest warstwa skrawana głębokości g i szerokości p na całej długości powierzchni obrabianej. Po zdjęciu warstwy nóż 7 zamocowany na suporcie 2 wraca tą samą drogą wykonując ruch powrotny (jałowy) w kierunku strzałki 1’ Ponieważ w czasie ruchu powrotnego nóż nie pracuje, szybkość tego ruchu jest większa od szybkości ruchu roboczego. Pod koniec ruchu powrotnego, gdy nóż znajduje się poza materiałem obrabianym następuje przesunięcie sań wzdłużnych 4 suportu po belce poprzecznej 3 o wartość p posuwu. W następnym ruchu roboczym materiału obrabianego zdejmowana jest następna warstwa skrawana. Posuwisto-zwrotne ruchy materiału i ruch posuwowy suportu powtarzają się samoczynnie aż do momentu zdjęcia określonej warstwy materiału (naddatku na obróbkę).
. Ekonomicznie pracują przy struganiu płaszczyzn wąskich i długich. Na rys. 9 przedstawiono podstawowy schemat pracy strugarek wzdłużnych. Stół strugarki 6 wraz z przedmiotem obrabianym 5 wykonuje ruch posuwisto-zwrotny. Podczas ruchu roboczego w kierunku strzałki 1 zdejmowana jest warstwa skrawana głębokości g i szerokości p na całej długości powierzchni obrabianej. Po zdjęciu warstwy nóż 7 zamocowany na suporcie 2 wraca tą samą drogą wykonując ruch powrotny (jałowy) w kierunku strzałki 1’ Ponieważ w czasie ruchu powrotnego nóż nie pracuje, szybkość tego ruchu jest większa od szybkości ruchu roboczego. Pod koniec ruchu powrotnego, gdy nóż znajduje się poza materiałem obrabianym następuje przesunięcie sań wzdłużnych 4 suportu po belce poprzecznej 3 o wartość p posuwu. W następnym ruchu roboczym materiału obrabianego zdejmowana jest następna warstwa skrawana. Posuwisto-zwrotne ruchy materiału i ruch posuwowy suportu powtarzają się samoczynnie aż do momentu zdjęcia określonej warstwy materiału (naddatku na obróbkę).")
9
Rys. 9. Schemat pracy strugarki wzdłużnej.
Na rys. 10 przedstawiono schemat budowy jednostojakowej strugarki wzdłużnej. Strugarka ta różni się od strugarki dwustojakowej tym, że przesuwna belka poprzeczna 1 ma zarys wspornikowy i wsparta jest tylko na jednym stojaku 2. Na belce 1 znajduje się jeden lub dwa suporty. Nie zależnie od tego na stojaku znajduje się dodatkowy suport boczny. Rys. 10. Ogólny schemat budowy jednostojakowej strugarki wzdłużnej Strugarki wzdłużne jednostojakowe są mniej sztywne od strugarek wzdłużnych dwustojakowych. Mają one bowiem budowę otwartą, dzięki której można obrabiać przedmioty z występami wychodzącymi znacznie poza szerokość stołu.

10
Do najważniejszych rodzajów wiertarek należą:
Wiertarki Do najważniejszych rodzajów wiertarek należą: Wiertarki stołowe, których nazwa pochodzi od tego, że stawia się je na stole; służą one do obróbki otworów o małych średnicach (do 16 mm). 2) Wiertarki stojakowe, do których należą wiertarki kadłubowe i słupowe (rys. 12). Różnica między tymi dwoma wiertarkami polega jedynie na sztywności kolumny, na której są osadzone wrzecienniki (wraz ze skrzynką posuwową) i stoły. Wiertarki promieniowe (rys. 13), w których wrzeciennik może swobodnie przesuwać się wzdłuż ramienia, a ramię może się przesuwać i obracać względem słupa. Wrzeciennik może być unieruchomiony na ramieniu, a ramię względem słupa. Jest to potrzebne w tym celu, aby po ustawieniu wrzeciona w ściśle określonym miejscu, położenie jego nie uległo zmianie podczas wiercenia lub rozwiercania, gdyż doprowadziłoby to do zniszczenia narzędzia i przedmiotu obrabianego. Wiertarki współrzędnościowe służące do obróbki otworów w przyrządach, od których wymaga się dużej dokładności wymiarów, kształtów i rozstawienia otworów. Rys. 12. Wiertarka kadłubowa: 1 — stół, 2 — wrzeciono, 3 — wrzeciennik, 4 — silnik, 5 — kolumna (kadłub) Rys. 13. Wiertarka promieniowa: 1 — słup, 2 — silnik, 3 — wrzeciennik, 4 — ramię, 5 — wrzeciono
. 2) Wiertarki stojakowe, do których należą wiertarki kadłubowe i słupowe (rys. 12). Różnica między tymi dwoma wiertarkami polega jedynie na sztywności kolumny, na której są osadzone wrzecienniki (wraz ze skrzynką posuwową) i stoły. Wiertarki promieniowe (rys. 13), w których wrzeciennik może swobodnie przesuwać się wzdłuż ramienia, a ramię może się przesuwać i obracać względem słupa. Wrzeciennik może być unieruchomiony na ramieniu, a ramię względem słupa. Jest to potrzebne w tym celu, aby po ustawieniu wrzeciona w ściśle określonym miejscu, położenie jego nie uległo zmianie podczas wiercenia lub rozwiercania, gdyż doprowadziłoby to do zniszczenia narzędzia i przedmiotu obrabianego. Wiertarki współrzędnościowe służące do obróbki otworów w przyrządach, od których wymaga się dużej dokładności wymiarów, kształtów i rozstawienia otworów. Rys. 12. Wiertarka kadłubowa: 1 — stół, 2 — wrzeciono, 3 — wrzeciennik, 4 — silnik, 5 — kolumna (kadłub) Rys. 13. Wiertarka promieniowa: 1 — słup, 2 — silnik, 3 — wrzeciennik, 4 — ramię, 5 — wrzeciono.")
11
Frezarki, w zależności od możliwości obróbkowych, dzieli się na: frezarki ogólnego przeznaczenia, specjalizowane i specjalne. Ze względu na konstrukcję układu nośnego wyróżnia się frezarki: wspornikowe — pionowe i poziome (rys. 16), bez wspornikowe — pionowe, wzdłużne i karuzelowe, narzędziowe, kopiarki i frezarki do gwintów. Rys. 16. Ogólny wygląd frezarki wspornikowej poziomej: 1 — korpus, 2 — wspornik, 3 — Sanie krzyżowe, 4 — stół, 5 skrzynka prędkości i posuwów, 6 — drzwiczki, za którymi znajduje się silnik elektryczny, 7 — wrzeciono, 8 — belka wspornikowa (przesuwna), 9 — podtrzymka środkowa, 10 — podtrzymka skrajna, 12 — listwy usztywniające
, 9 — podtrzymka środkowa, 10 — podtrzymka skrajna, 12 — listwy usztywniające.")
12
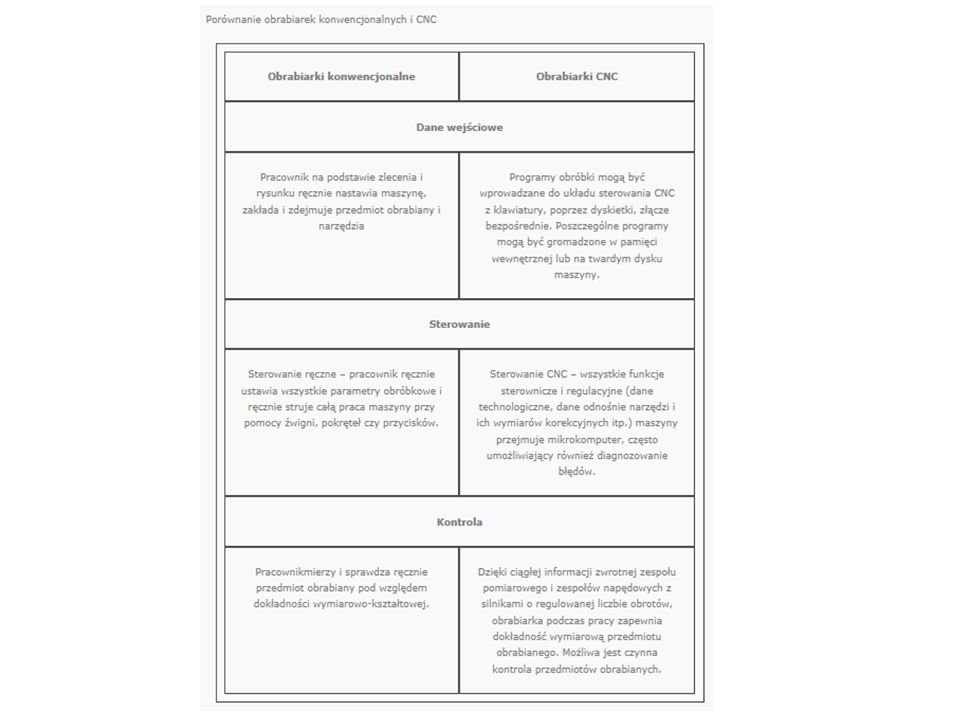
Porównanie obrabiarek konwencjonalnych i wyposażonych w system sterowania CNC
Budowa obrabiarek wyposażonych w system sterowania CNC w ogólnym zarysie jest podobna do obrabiarek konwencjonalnych. Istotną różnicą jest możliwość komputerowego sterowania zespołami odpowiedzialnymi z obróbkę. Wszystkie ruchy poszczególnych zespołów obrabiarki niezbędne przy obróbce są obliczane, sterowane i kontrolowane przez wewnętrzny komputer. Dla każdego kierunku ruchu istnieje osobny system pomiarowy, wykrywający aktualne położenie zespołów i przekazujący je do komputera. Porównanie obrabiarek konwencjonalnych i CNC pod względem wprowadzania danych, sterowania i kontroli przedstawiono w tabeli 4.1.

14
Narzędzia stosowane w maszynowej obróbce skrawaniem – rodzaje i krótka charakterystyka

15
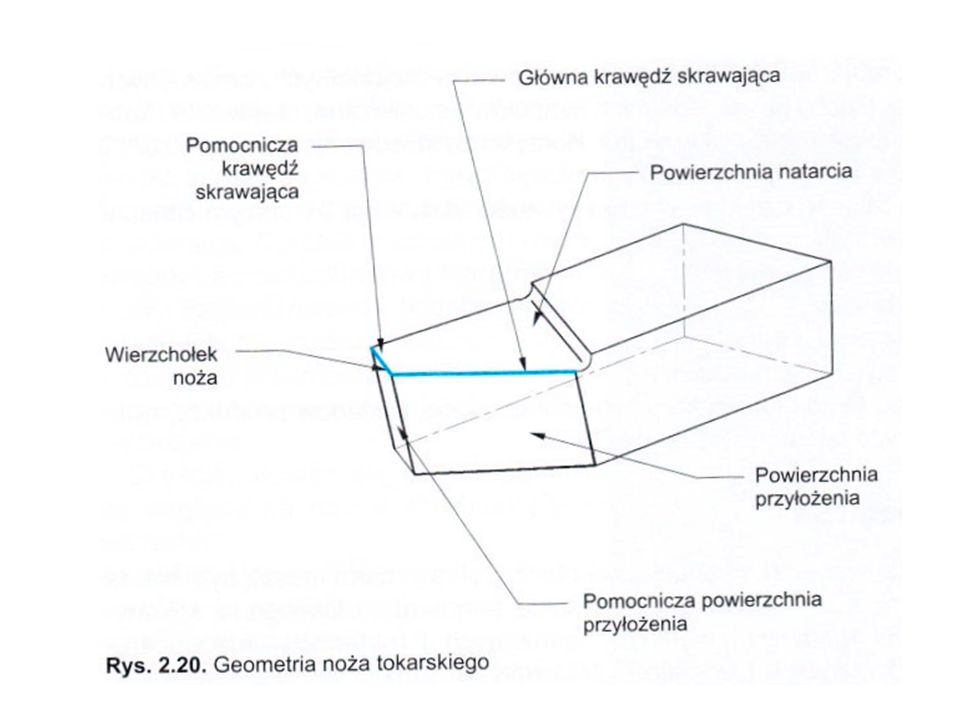
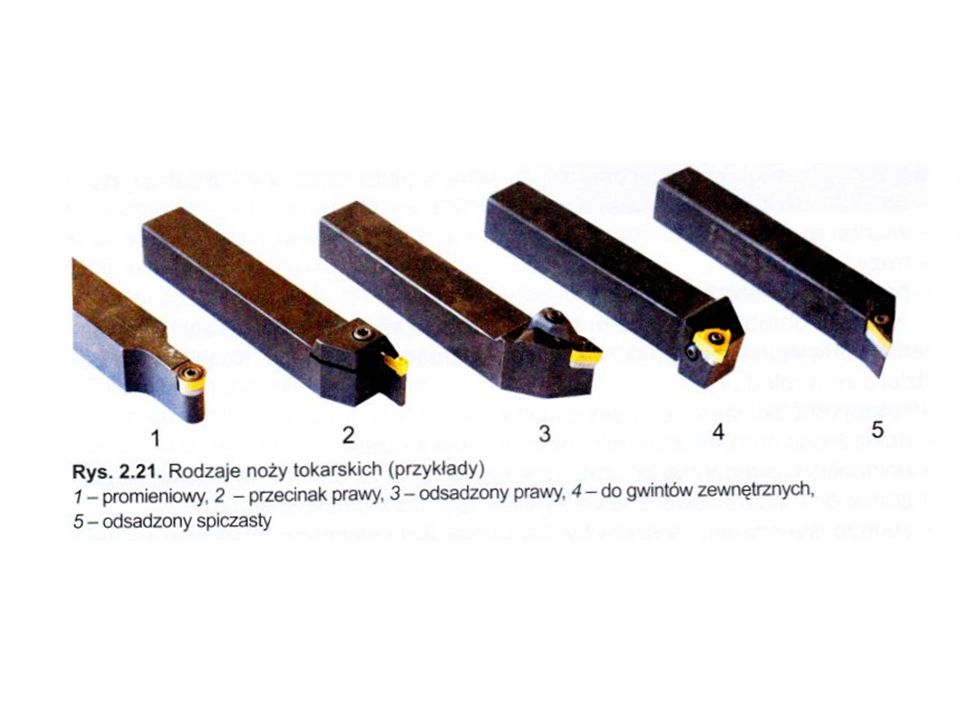
Podział narzędzi skrawających
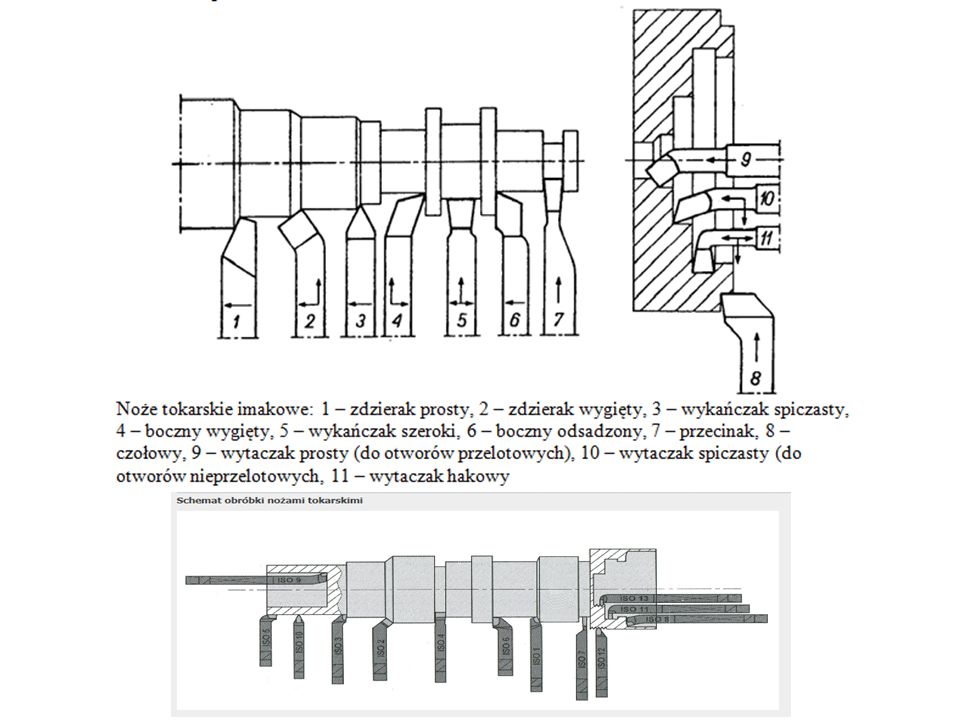
Istnieje kilka sposobów podziału narzędzi skrawających: według sposobu obróbki: noże tokarskie, noże strugarskie, nawiertaki, wiertła, rozwiertaki, przeciągacze, przepychacze, wytaczadła, pogłębiacze, frezy, głowice frezowe, gwintowniki, narzynki, głowice gwinciarskie, frezy grzebieniowe, frezy ślimakowe, dłutaki Fellowsa, frezy modułowe, wiórkowniki, piły, skrobaki, ściernice, osełki, głowice do gładzenia (honownice). według kształtu obrabianej powierzchni: do powierzchni zewnętrznych (przede wszystkim płaszczyzn i powierzchni obrotowych), do obróbko otworów, do obróbki gwintów, do obróbki kół zębatych, według metody kształtowania powierzchni: punktowe, kształtowe, obwiedniowe, według sposobu zamocowania: trzpieniowe, nasadzane. według stopnia rozpowszechnienia: narzędzia normalne, specjalne, specjalizowane. według rozwiązań konstrukcyjnych: narzędzia jednolite, narzędzia łączone.
. według kształtu obrabianej powierzchni: do powierzchni zewnętrznych (przede wszystkim płaszczyzn i powierzchni obrotowych), do obróbko otworów, do obróbki gwintów, do obróbki kół zębatych, według metody kształtowania powierzchni: punktowe, kształtowe, obwiedniowe, według sposobu zamocowania: trzpieniowe, nasadzane. według stopnia rozpowszechnienia: narzędzia normalne, specjalne, specjalizowane. według rozwiązań konstrukcyjnych: narzędzia jednolite, narzędzia łączone.")
24
Narzędzia do obróbki otworów.
Wiertła mogą być jednoostrzowe i wieloostrzowe. Ze względu na konstrukcję dzieli się je na kręte, piórkowe, do głębokich otworów oraz różne. Wiertła kręte Wiertła kręte są narzędziami trzpieniowymi. Do najczęściej stosowanych należą wiertła kręte mające dwa ostrza robocze oraz dwa rowki służące do transportu materiału obrobionego w postaci wiórów. Wiertła te są prowadzone w otworze za pomocą dwóch łysinek rozmieszczonych śrubowo na walcowej części narzędzia. Na rys. 4 przedstawiono budowę oraz elementy składowe wiertła krętego. Wiertła kręte są podstawowym rodzajem narzędzi przeznaczonych do wykonywania otworów walcowych, przy czym typowe ich zastosowania można określić następująco: - wiercenie otworów na gotowo, - wiercenie otworów pod rozwiercanie bądź pogłębianie - wiercenie otworów pod gwint.

25
Narzędzia do obróbki otworów.
Pogłębiacze Pogłębiacze to narzędzia wieloostrzowe służące do obróbki powierzchni walcowych, czołowych i stożkowych po uprzednim wykonaniu otworu wstępnego. Na rys. 7 przedstawiono typowy pogłębiacz walcowo – czołowy. Pogłębiacz tego typu zbudowany jest z części prowadzącej tzw. pilota, o średnicy istniejącego otworu w celu prowadzenia narzędzia oraz z części roboczej. W zależności od średnicy obrabianego otworu część robocza ma 3 lub 4 ostrza. Ze względu na konstrukcję możemy wyróżnić pogłębiacze składane, jednolite i z wymiennym pilotem. Przykłady konstrukcji pogłębiaczy przedstawiono na rys. 8. Rys 7. Budowa pogłębiacza walcowo – czołowego.

26
Narzędzia do obróbki otworów.

27
Narzędzia do obróbki otworów.
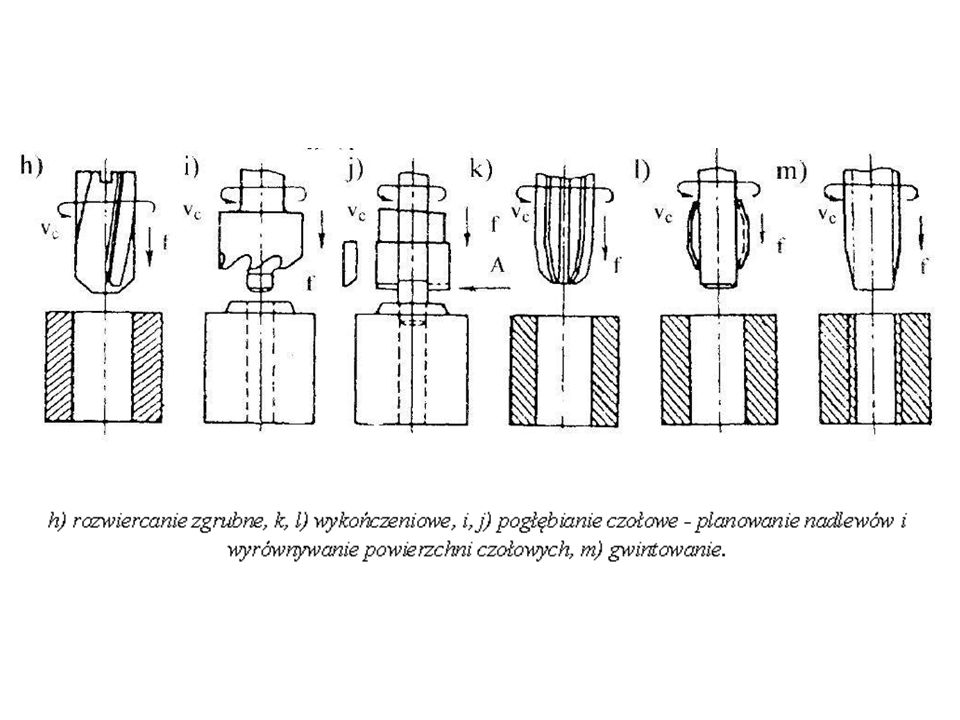
Rozwiertaki Rozwiertaki to narzędzia wieloostrzowe, przeznaczone do dokładnej obróbki wstępnie wykonanych otworów. Można je podzielić ze względu na różne kryteria: rozwiertaki zdzieraki i wykańczaki, rozwiertaki walcowe i stożkowe, rozwiertaki trzpieniowe i nasadzane, rozwiertaki stałe, rozprężne i nastawne, rozwiertaki ręczne i maszynowe. Rozwiertaki zdzieraki mają najczęściej trzy lub cztery śrubowo ułożone ostrza, które usuwają 70 – 85% naddatku przewidzianego na rozwiercenie. Część wykańczającą mają nieznacznie zbieżną w kierunku uchwytu, co przyczynia się do zmniejszenia tarcia narzędzia o obrobiony przedmiot. Ostrza mają najczęściej ukształtowane śrubowo. Rozwiertaki zdzieraki mogą być tylko maszynowe. Na rys. 9 przedstawiono widok rozwiertaka zdzieraka. Rozwiertaki wykańczaki są narzędziami wieloostrzowymi. Mają ostrza proste lub śrubowe przeciw skrętne (lepsze prowadzenie w otworze oraz do rozwiercania otworów z rowkami i kanałkami). W rozwiercaniu wykończeniowym skrawana jest mniejsza ilość naddatku przeznaczonego na rozwiercanie, czyli 30 – 15%. Większa ilość ostrzy skrawających umożliwia uzyskanie nie tylko odpowiedniej dokładności otworu, ale także małej chropowatości powierzchni. Dla zwiększenia dokładności wymiarowo–kształtowej rozwiercanych otworów ostrza w rozwiertakach są rozmieszczone według nierównomiernej podziałki. Rozwiertaki wykańczaki mogą być ręczne lub maszynowe. Na Rys 10 przedstawiono rozwiertak wykańczak ręczny, a na rys. 11 rozwiertak wykańczak przeznaczony do obróbki maszynowej.
. W rozwiercaniu wykończeniowym skrawana jest mniejsza ilość naddatku przeznaczonego na rozwiercanie, czyli 30 – 15%. Większa ilość ostrzy skrawających umożliwia uzyskanie nie tylko odpowiedniej dokładności otworu, ale także małej chropowatości powierzchni. Dla zwiększenia dokładności wymiarowo–kształtowej rozwiercanych otworów ostrza w rozwiertakach są rozmieszczone według nierównomiernej podziałki. Rozwiertaki wykańczaki mogą być ręczne lub maszynowe. Na Rys 10 przedstawiono rozwiertak wykańczak ręczny, a na rys. 11 rozwiertak wykańczak przeznaczony do obróbki maszynowej.")
28
Narzędzia do obróbki otworów.

29
Narzędzia do obróbki otworów.

30
Narzędzia do obróbki otworów.

31
Narzędzia do obróbki otworów.
Nawiertaki Nawiertaki są narzędziami dwuostrzowymi, monolitycznymi, wykonanymi najczęściej ze stali szybkotnącej. Dla oszczędności materiału wykonuje się je jako dwustronne. W części roboczej, poza częścią walcową, jest część przejściowa stożkowa bądź kształtowa (zależnie od kształtu nakiełka). Kąt części stożkowej zależy od odmiany nakiełka i wynosi 60, 75, 90 i 120°. Nawiertakami w zależności od kształtu części roboczej możemy wykonać trzy typy nakiełków: zwykły, chroniony i promieniowy. Na rys. 12 przedstawiono typy nakiełków, a na rys. 13 budowę nawiertaków.
. Kąt części stożkowej zależy od odmiany nakiełka i wynosi 60, 75, 90 i 120°. Nawiertakami w zależności od kształtu części roboczej możemy wykonać trzy typy nakiełków: zwykły, chroniony i promieniowy. Na rys. 12 przedstawiono typy nakiełków, a na rys. 13 budowę nawiertaków.")
32
Narzędzia do obróbki otworów.

33
Narzędzia do obróbki otworów.
Gwintowniki Gwintowniki są narzędziami wieloostrzowymi służącymi do wykonywania gwintów wewnętrznych. Można nimi nacinać gwinty maszynowo lub ręcznie. Duża liczba ostrzy skrawających i wielozarysowe krawędzie skrawające na nakrojach gwintownika powodują występowanie dość dużych momentów skręcających. Z tego powodu w celu zmniejszenia momentów skręcających podczas gwintowania ręcznego stosuje się komplet narzędzi do gwintowania, co powoduje podział naddatku na poszczególne narzędzia kształtujące gwint. Na rys. 14 przedstawiono przykładowy rozdział naddatku na obróbkę przy użyciu trzech gwintowników. Na rys. 15 widoczna jest budowa gwintownika. Rys. 14. Podział naddatku na obróbkę gwintu podczas gwintowania zestawem gwintowników Rys. 15. Budowa gwintownika: A – część robocza, A1 – część skrawająca (nakrój), A2 – część wykańczająco – prowadząca, B – część chwytowa, B1 – zabierak kwadratowy, D – średnica części chwytowej.
, A2 – część wykańczająco – prowadząca, B – część chwytowa, B1 – zabierak kwadratowy, D – średnica części chwytowej.")
34
Narzynki Narzynki są narzędziami wieloostrzowymi służącymi do wykonywania gwintów zewnętrznych. Mogą być przeznaczone do obróbki ręcznej lub maszynowej. Narzynkami obrabia się głównie gwinty nieprzelotowe stąd duży kąt przystawienia oraz krótka część skrawająca. Warunki pracy narzynki są trudne a prędkości skrawania małe. Na rys. 16 przedstawiono budowę narzynki. Rys. 14. Budowa i geometria narzynki

Podobne prezentacje





 Tok projektowania proces technologicznego>")









 Bazowanie w technologii maszyn>")

 Projektowanie Procesów i Oprzyrządowania Technologicznego Zasady wyboru baz obróbkowych Przykłady bazowania Typowe sposoby ustalenia.>")



 Projektowanie Procesów i Oprzyrządowania Technologicznego Obróbka wałków.>")