Smarowanie Smarowanie jest to wprowadzanie pomiędzy powierzchnie trące substancji smarującej
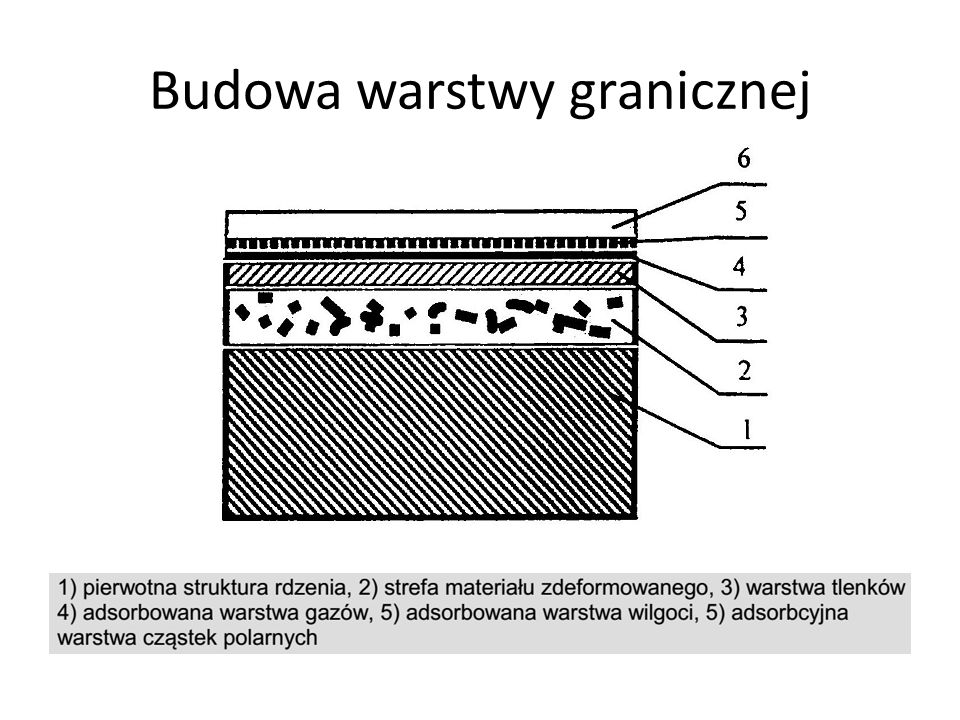
Budowa warstwy granicznej
Tarcie z udziałem smaru Oddziaływanie między-cząsteczkowe Oddziaływanie związane z pojawianiem się silnych wiązań chemicznych
Rodzaje tarcia z udziałem smaru Rz<1 Rz<5 W połączeniach ruchomych najczęściej występuje tarcie mieszane 1-2 tarcie suche 2-3 tarcie graniczne 3-4 tarcie mieszane 4- tarcie płynne Tarcie suche – tarcie występujące w skojarzeniu trącym, gdy współpracujące powierzchnie nie są rozdzielone całkowicie lub częściowo środkiem smarnym Tarcie graniczne – tarcie występujące w skojarzeniu trącym, gdy współpracujące powierzchnie skojarzenia trącego są częściowo oddzielone od siebie środkiem smarnym, a stykają się ze sobą tylko nierównościami. Tarcie płynne – tarcie występujące w skojarzeniu trącym, gdy współpracujące powierzchnie skojarzenia trącego są całkowicie rozdzielone przez środek smarny 1<Rz<10 R = grubość warstwy smarującej__________________________ średnie odchylenia od linii środkowej nierówności współpracujących powierzchni = h___ Ra1 + Ra2
Funkcje smarowania zmniejszenie: oporów tarcia strat energii zużycia tarciowego zmywanie i usuwanie zanieczyszczeń ochrona przed korozją odprowadzanie ciepła amortyzacja drgań zmniejszenie luzów
Środki smarujące
Środki smarujące – oleje smarowe Oleje mineralne otrzymane w procesie destylacji próżniowej zawierają głównie węglowodory izoparafinowe i 1–3-pierścieniowe naftenowe o długołańcuchowych podstawnikach alkilowych, węglowodory 2–3-pierścieniowe naftenowo-aromatyczne i aromatyczne – wśród nich głównie alkilobenzeny o długich łańcuchach alkilowych. Długość łańcuchów arafinowych maleje przy zwiększaniu liczby pierścieni naftenowych i aromatycznych. Oleje mineralne są głównie otrzymane w wyniku klasycznego przerobu ropy naftowej. Oleje mineralne są złożonymi mieszaninami węglowodorów nasyconych i aromatycznych, zawierających od 20 do 40 atomów węgla w cząsteczce. Oleje syntetyczne są to jednorodne chemicznie związki organiczne otrzymywane na drodze syntez.
Cechy olejów smarowych właściwości reologiczne, właściwości niskotemperaturowe, właściwości smarnych i przeciw zużyciowe, temperatura zapłonu i palenia, stabilność termiczna i termooksydacyjna, stabilność chemiczna, kompatybilność z materiałami konstrukcyjnymi, minimalna toksyczność i inne właściwości związane z ochroną środowiska.
Środki smarujące
Środki smarujące – smary plastyczne Smary plastyczne są środkami smarowymi otrzymywanymi przez zagęszczenie olejów smarowych do stałej lub półstałej konsystencji za pomocą tzw. zagęszczaczy. Jest to układ koloidalny z fazą rozpraszającą (olej) i fazą rozproszoną (cząsteczki mydeł i innych zagęszczaczy). Faza ciekła (osnowa) 70-90% (olej mineralny, syntetyczny, roślinny i ich mieszaniny) Faza zdyspergowana – zagęszczacz – 10-25% (mydła metali, polimery, węglowodory stałe) Dodatki uszlachetniające – modyfikacja struktury, zagęszczacze, Najczęściej stosowanymi zagęszczaczami są mydła metali. Smary plastyczne zawierają również dodatki uszlachetniające. Smary plastyczne są więc kombinacją olejów bazowych, zagęszczaczy i dodatków uszlachetniających. Dodatki: przeciwokrozyjne, przeciwutleniacze,
Smary plastyczne wady i zalety płynność po przyłożeniu pewnej siły - utrzymują się lepiej na nie poziomych powierzchniach tarcia, nie wyciekają pod wpływem działania siły ciężkości i odśrodkowej oraz pod wpływem ciśnienia; niższe opory tarcia; lepsze przyleganie do powierzchni tarcia; lepsza charakterystyka lepkościowo-temperaturowa; szerszy zakres stosowania, zwłaszcza przy działaniu zmiennych prędkości; większa odporność na wodę i korozję; lepsze uszczelnienie węzłów tarcia przed wilgocią, agresywnymi gazami i zanieczyszczeniami mechanicznymi, gorzej odprowadzają ciepło z węzła tarcia, trudniejszy jest proces smarowania , mają niższą stabilność chemiczną w przypadku smarów z zagęszczaczami mydlanymi. Cechami fizycznymi odróżniającymi smary plastyczne od olejów smarowych są: • płynięcie dopiero przy przyłożeniu naprężeń ścinających przewyższających granicę płynności; • nietypowe tarcie wewnętrzne (tzw. lepkość strukturalna) smaru przejawiające się tym, że po przekroczeniu granicy płynności lepkość smaru zmniejsza się ze wzrostem gradientu ścinającego; inaczej: lepkość olejów smarowych jest mniej zależna od gradientu ścinającego, natomiast lepkość smarów plastycznych (lepkość strukturalna) jest mniej zależ na od temperatury i od warunków płynięcia; • zdolność smarów do zmniejszenia plastyczności pod działaniem sił mechanicznych i do powtórnego jej uzyskiwania w stanie spoczynku; zdolność ta nazywana jest tiksotropią smaru
Środki smarujące Smary (środki smarowe stałe) zakres temperatur (-200 =1500 C), MoS2; Teflon; Gazowe środki smarowe. Gazy mają bardzo niską gęstość i lepkość. Dla gazów występują te same rodzaje smarowania, jak dla oleju. Połączenia te adsorbują się i przeważnie reagują chemicznie z powierzchnią metalu, tworząc na niej w końcowym stadium warstewkę reakcyjną. Zaletą tego typu środków są niezwykle niskie współczynniki tarcia oraz prawie całkowity brak zanieczyszczeń w węzłach tarcia. Dodatkowym walorem gazowych środków smarowych jest możliwość ich zastosowania w skrajnie niskich lub w bardzo wysokich temperaturach pracy urządzeń, a także w warunkach znacznych ciśnień i intensywnego promieniowania jądrowego.
Stałe środki smarowe Związki o strukturze warstwowej – m. in. grafit; azotek boru; MoS2 itd. Związki metali o niskiej twardości – m. in. siarczki kadmu i ołowiu itd. Miękkie metale i nieorganiczne materiały plastyczne: Cu, Ag, Pt, Sn, Pb, Ga, In, Tl, Co, Ni, Cd itd. (MoS2) Organiczne ciała stałe. PTFE, poliamidy, PU, polisilikony.
Właściwości smarów Cechy fizykochemiczne smarów skład chemiczny, gęstość, lepkość, penetracja smarność, odporność na starzenie, zakresy temperatur pracy: temperatura krzepnięcia temperatura topnienia, temperatura kroplenia, temperatura zapłonu. Penetracja jako zdolność do „powlekania” powierzchni pary trącej . Mała p. powoduje niepowlekanie, zbyt duża tworzy łatwo przerywany film smarny. Smarność – zdolność do tworzenia trwale związanych warstw powierzchniowych o dużej wytrzymałości na ścinanie.
System smarowania
Para trąca – Węzły współpracy
Smarowanie hydrodynamiczne 1)- panew łożyska, 2)- czop wału, 3)- olej Smarowanie hydrodynamiczne powstaje w łożyskach ślizgowych. W stanie spoczynku pomiędzy czopem a panwią znajduje się jedynie niewielka ilość zaadsorbowana warstewka oleju o grubości kilku cząstek. Cząsteczki są związane z warstwa powierzchniową metalu siłami adhezji. Są na tyle małe iż nie mogą wytworzyć smarowania płynnego. Gdy czop zaczyna wykonywać ruch obrotowy, warstwy oleju poruszają się z różną prędkością największą przy powierzchni czopa i na wskutek działania sił międzycząsteczkowych wciskany jest do szczeliny. Ciśnienie stopniowo zwiększa się i powstaje wysokie ciśnienie zwane klinem olejowym. a)- spoczynek (n=0) b)- mała prędkość obrotowa, c)- duża prędkość, d) b. duża prędkość (𝑛=∞)
Smarowanie elastohydrodynamiczne a) Kształt warstwy cieczy smarującej, b) rozkład ciśnień: 1- styk niesmarowany rozkład odkształceń Hertza, 2- styk smarowany Współpracujące powierzchnie w obszarze styku stają się w przybliżeniu równoległe (odległość h). Przy wylocie środka smarującego występuje zmniejszenie grubości warstwy środka smarowego (ok. 20%). Ta deformacja powierzchni powoduje gwałtowny wzrost ciśnienia. Smarowaniem elastohydrodynamicznym (EHD) nazywamy proces tworzenia warstwy środka smarnego między współpracującymi ze sobą powierzchniami. Dwa czynniki, które należy wziąć pod uwagę w przypadku smarowania EHD, to elastyczna deformacja elementów stykających się pod obciążeniem i efekty hydrodynamiczne, które sprawiają, że środek smarny rozdziela powierzchnie styku, natomiast nacisk obciążenia je deformuje.
Smarowanie hydrostatyczne Smarowanie hydrostatyczne polega na wytworzeniu w skojarzeniu trącym, przy użyciu urządzeń zewnętrznych (np. pomp), ciśnienia środka smarnego, które rozdzieli obie smarowane powierzchnie w taki sposób, że między nimi będzie występować tarcie płynne. Zasadę smarowania hydrostatycznego, na przykładzie smarowania poprzecznego łożyska ślizgowego, przedstawiono na rys. B B- rozkład ciśnień w kierunku poprzecznym – wzdłuż wałka. 1) – panewka łożyska, 2) – wałek łożyska, 3) – środek samarny, 4)- wlot, 5) wylot. 1),3) doprowadzenie i odprowadzenie oleju, 2) korpus, 3) kieszenie
Smarowanie graniczne W smarowaniu granicznym składniki środka smarowego tworzą sprężystą warstwę adsorpcyjną lub/i reakcyjną Warstwy takie obniżają naprężenia i odkształcenia w między fazie przez modyfikowanie rzeczywistego styku na poziomie nierówności. Kiedy naprężenie ścinania jest dostatecznie duże, ścinana jest warstwa zamiast powierzchni materiału pary trącej. Warstwy graniczne muszą silnie przylegać do powierzchni ciała stałego, posiadać dużą siłę kohezji zdolną do przeciwdziałania ścinaniu oraz dobrą reaktywność z powierzchnią , aby aktywne składniki środka smarowego zregenerowały nową warstwę graniczną na czas następnego cyklu ślizgania.
Rodzaje tarcia a zużywanie linią przerywaną oznaczono linię Hertza Rys 2.2 Zależność zużycia od rodzaju tarcia i obciążenia (linia ciągła) A – smarowanie hydrodynamiczne, B – smarowanie graniczne lub elastohydrodynamiczne, obszar zużycia adhezyjnego, C – obszar zacierania, D – zatarcie, Z – zespawanie;
Systemy smarowania
Sposoby smarowania
Smarowanie kroplowe 1) dźwignia zaworu iglicowego 2) sprężyna dźwigni, 3) tulejka szklana – zbiornik oleju 4) olej, 5) gniazdo zaworu, 6) wziernik. 1) pokrywa zbiornika, 2) zbiornik – pojemnik na olej, 3) olej, 4) knot, 5) spinka - mocowanie knota,
Smarowanie mgłą olejową zbiornik – pojemnik na olej przewód ssawny, wlot powietrza, zwężka Venturiego, rozpylacz, płytka oporowa, mgła olejowa, wylot mgły. 1) przewód sprężonego powietrza, 2) przewód olejowy, 3) dozownik oleju, 4) mgła olejowa, 5) dozownik sprężonego powietrza,
Smarowanie olejowo powietrzne dozownik oleju dolot sprężonego powietrza miejsce smarowane Bardzo małe ilości oleju z dozownika są dostarczane bezpośrednio do miejsca smarowanego za pomocą strumienia sprężonego powietrza
Smarowanie zanurzeniowe zbiornik oleju – miska olejowa Najprostszy sposób smarowania, olej zabierany jest przez poruszający się element łożyska, rozdzielany jest i smaruje elementy łożyskowe ścieka do zbiornika. Ważne jest poziom oleju. pierścień unoszący olej – smarowanie rozbryzgowe
Smarowanie obiegowe pompa olejowa filtr zbiornik oleju – miska olejowa Na schemacie brak zawory ciśnieniowego i bezpieczeństwa. Miska olejowa zapewnia właściwe chłodzenie oleju
Smarowanie natryskowe wtryskiwacz spływ oleju do zbiornika Wysokie ciśnienie ma spowodować dużą prędkość strugi oleju (>15m/s) do pokonania wirów powietrznych wytworzonych przez wirujące elementy łożyska.
Smarowanie smarem plastycznym na cały okres żywotności wewnętrzna przestrzeń łożyska wypełniona smarem plastycznym Przestrzeń wewnętrzną wypełnia smar w całej wolnej objętości. uszczelka elastomerowa
System smarowania centralnego zbiornik – pojemnik na olej pompa, sterownik, główny przewód ciśnieniowy - magistrala, przewody rozprowadzające, zawór dozownik, tłoczek, korpus zaworu, zawór kulowy -zwrotny,
System smarowania mgłą olejową zbiornik – pojemnik na olej pompa, regulator ciśnienia, przewód sprężonego ciśnienia, filtr powietrza sprężonego zawory sterujące przepływem powietrza,, wytwornica mgły, przewody rozprowadzające, zawory dozujące.
System smarowania obiegowego zbiornik – pojemnik na olej pompa, główny przewód ciśnieniowy – magistrala manometr, dozownik oleju, filtr, termometr, chłodnica, zawór zwrotny.
Eksploatacyjne przyczyny utraty własności olejów
Smarowanie smarem plastycznym z dosmarowywaniem Od czoła: uzupełniana jest przestrzeń poza łożyskiem - wypełniona smarem plastycznym w 40 % objętości Przez pierścień i rowki: uzupełniana jest przestrzeń w łożysku - wypełniona smarem plastycznym do 20% objętości
Diagnostyka olejowa Jest sposobem określania stanu technicznego oleju: stopień zużycia /zestarzenia/ - zawartość produktów rozpadu smarów, rezerwa oksydacyjna, właściwości reologiczne, właściwości palenia, właściwości związane z ilością zabsorbowanego powietrza – zdolność do pienienia się, skłonność do tworzenia emulsji (dot. olejów), Inne.
Diagnostyka olejowa Podstawowe badania oleju: klasa czystości olejów, ilość (postać cząstek stałych) zawartość pierwiastków z zanieczyszczeń, zawartość H20 zawartość innych substancji np. sadzy, glikolu, paliw, gazów rozpuszczalnych
Diagnostyka olejowa Np. badania spektroskopowe – spektroskopia optyczna
Diagnostyka olejowa klasa czystości ISO 4406: 1999 zakłada pomiar ilości 3 wielkości cząstek 4, 6, i 14 mm. Pomiar może być wykonany na zasadzie rozpraszania wiązki światła laserowego - każda cząstka rozprasza światło
Diagnostyka olejowa - woda H2O powoduje: Powstawanie emulsji olejowo wodnej - przyczyna korozji Zerwanie filmu olejowego Rozpad wody doprowadza do utleniania olejów Analiza zawartości wody jest prowadzona - s pektroskopia w podczerwieni lub miareczkowanie
Diagnostyka olejowa wzrost lepkości jest wynikiem wysokich temperatur pracy Pomiary lepkości Pomiary Liczby Kwasowej (total acid number TAN) Pomiary Liczby Zasadowej (toal base number TBN) produkty utleniania w wysokich temperaturach pracy rozpad lub wytrącanie dodatków
Przyczyny utraty własności olejów
Zadania dla UR w gospodarce smarowej
Literatura: 1) STANISŁAW PŁAZA , LESZEK MARGIELEWSKI, GRZEGORZ CELICHOWSKI – „Wstęp do tribologii i tribochemia” - WYDAWNICTWO UNIWERSYTETU ŁÓDZKIEGO • ŁÓDŹ 2005, 2) „PODSTAWY TECHNIKI SMAROWNICZEJ „ – materiały firmy TOTAL, 3) SKF_6000_PL_00_07_Lubrication.pdf 4) „Utrzymanie Ruchu” – 2005-2014