Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
System w sterowaniu i kontroli jakości złączy oraz konstrukcji spawanych Przygotował: Maciej Góralski Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

2
1. Podział i rodzaje konstrukcji stalowych
1. Podział i rodzaje konstrukcji stalowych. Na rynku polskim obowiązują w tym momencie trzy główne podziały, które zawarte są w normach: PN-B-06200, PN-89-S oraz PN-EN Klasyfikacja konstrukcji wg. PN-B Konstrukcje stalowe budowlane warunki wykonania i odbioru wymagania podstawowe. Ze względu na cechy i wymagania wykonawcze konstrukcje stalowe budowlane dzieli się na trzy klasy.

3
Klasa 3 – wymagania podstawowe Obejmuje konstrukcje obciążone statycznie (nie narażone na zmęczenie) wykonane ze stali konstrukcyjnej niestopowej kategorii nie wyższej niż S235, o grubości materiału t≤30mm, jeśli nie występują w nich szczególne rozwiązania konstrukcyjno-technologiczne i inne właściwe dla klasy 2 i 1. Klasa 2 – wymagania podwyższone Obejmuje konstrukcje stalowe obciążone statycznie lub dynamicznie (narażone na zmęczenie) wykonane ze stali konstrukcyjnej niestopowej lub niskostopowej kategorii nie wyższej niż S355. Do tej klasy zalicza się również konstrukcje, w których występują szczególne rozwiązania konstrukcyjno-technologiczne, jak połączenia śrubowe sprężane, pasowane, połączenia nitowane, połączenia przygotowane do montażowego spawania głównych elementów nośnych oraz elementów o masie ponad 20 t.
 wykonane ze stali konstrukcyjnej niestopowej lub niskostopowej kategorii nie wyższej niż S355. Do tej klasy zalicza się również konstrukcje, w których występują szczególne rozwiązania konstrukcyjno-technologiczne, jak połączenia śrubowe sprężane, pasowane, połączenia nitowane, połączenia przygotowane do montażowego spawania głównych elementów nośnych oraz elementów o masie ponad 20 t.")
4
Klasa 1 – wymagania specjalne Obejmuje konstrukcje jak w klasie 2, których awaria pociągnęła by za sobą znaczne zagrożenia życia ludzi lub duże straty materialne oraz konstrukcje wykonane ze stali kategorii wyższej niż S355. W szczególności dotyczy to konstrukcji, dla których w obliczeniach przyjęto współczynnik sekwencji zniszczenia większy niż 1. Do tej klasy zalicza się również konstrukcje o specjalnych wymaganiach co do kontroli i odbioru wykonanego przez stronę trzecią oraz konstrukcję, do której stosuje się materiały i procesy technologiczne nie objęte niniejszą normą. Elementy konstrukcji wchodzące w skład całości obiektu mogą być zaliczone do różnych klas (np. elementy szkieletu obudowy do klasy 3, a elementy szkieletu nośnego do klasy 2.

5
1.2. Konstrukcje wg. PN-89-S Obiekty mostowe Konstrukcje stalowe Wymagania i badania. Przedmiotem normy są wymagania i badania w czasie realizacji i odbiorów stalowych konstrukcji obiektów mostowych. Normę należy stosować do konstrukcji stalowych obiektów mostowych przy ich projektowaniu, budowie, naprawach, wzmacnianiu i przebudowie. Stalowe konstrukcje mostowe powinny być wykonywane przez wytwórnie zakwalifikowane przez Komisję Kwalifikacyjną Ministerstwa Transportu, Żeglugi i Łączności.

6
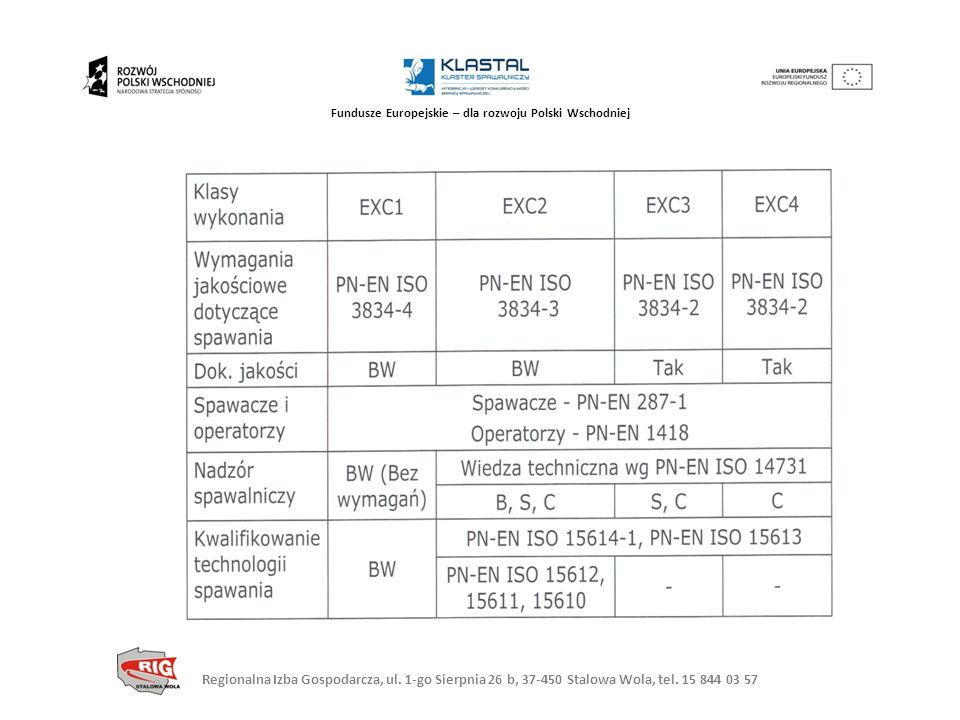
1.3. Klasy wykonania wg. PN-EN Wykonanie konstrukcji stalowych i aluminiowych. Cz. 2 Wymagania techniczne dotyczące konstrukcji stalowych. Zdefiniowano cztery klasy wykonywania od EXC1 do EXC4 zaczynając od najmniej rygorystycznej EXC1 do najbardziej rygorystycznej EXC4. Klasy wykonania mogą być stosowane do całej konstrukcji, części albo do jej konkretnych szczegółów. W ramach jednej konstrukcji może występować kilka klas wykonania. Natomiast szczegół lub grupa szczegółów przypisywane są zwykle jednej klasie. Klasa wykonania może być dobrana odpowiednio do kategorii wymagań. W przypadku gdy klasa wykonania nie jest określona, stosuje się klasę EXC2.

7
EXC1 Do tej klasy wykonania zalicza się elementy konstrukcyjne lub konstrukcje nośne poddane obciążeniom przeważająco stałym wykonane ze stali o klasie wytrzymałości do S275, których dotyczy minimum jeden z następujących punktów: a) konstrukcje nośne z - max. dwoma kondygnacjami, z profili walcowanych bez sztywnych na zginanie styków płyt głowicowych - słupami o długości wyboczenia maksimum 3 m - belkami zginanymi o rozpiętości maksimum 5 m i wysięgami do 2 m - charakterystycznymi zmiennymi, równomiernie rozłożonymi działaniami/obciążeniami użytkowymi do 2,5 kN/m2 i charakterystycznymi zmiennymi pojedynczymi obciążeniami użytkowymi do 2,0 kN

8
b) konstrukcje nośne z płaszczyznami obciążenia nachylonymi do max 30˚ (np. rampy) z obciążeniami przez charakterystyczne naciski osiowe do max. 63 kN lub przez charakterystyczne zmienne, równomiernie rozdzielone działania/obciążenia użytkowe do 17,5 kN/m2 działającymi na wysokości do max. 1,25 m ponad stałym podłożem. c) schody i poręcze w budynkach mieszkalnych d) budynki rolnicze bez regularnego ruchu osób (np. stodoły, szklarnie) e) ogrody zimowe w budynkach mieszkalnych f) domki jednorodzinne z max. 4-ma kondygnacjami
 z obciążeniami przez charakterystyczne naciski osiowe do max. 63 kN lub przez charakterystyczne zmienne, równomiernie rozdzielone działania/obciążenia użytkowe do 17,5 kN/m2 działającymi na wysokości do max. 1,25 m ponad stałym podłożem. c) schody i poręcze w budynkach mieszkalnych d) budynki rolnicze bez regularnego ruchu osób (np. stodoły, szklarnie) e) ogrody zimowe w budynkach mieszkalnych f) domki jednorodzinne z max. 4-ma kondygnacjami .")
9
g) budynki, do których osoby wchodzą rzadko, jeśli ich odległość od innych budynków lub powierzchni o częstym użytkowaniu przez osoby wynosi minimum 1,5 razy wysokość budynku. Klasa wykonania EXC1 obowiązuje także dla innych porównywanych budowli, konstrukcji nośnych lub elementów konstrukcyjnych. EXC2 Do tej klasy wykonania zalicza się obciążone elementy konstrukcyjne narażone na działanie naprężeń statycznych i dynamicznych wykonane ze stali do klasy wytrzymałości S700, które nie mogą być podporządkowane klasom wykonania EXC1, EXC3 i EXC 4.

10
EXC3 Do tej klasy wykonania zalicza się elementy konstrukcyjne lub konstrukcje nośne poddane obciążeniom przeważająco stałym i nie przeważająco stałym (dynamicznym), wykonane ze stali do klasy wytrzymałości S700, których dotyczy minimum jeden z następujących punktów: a) wielkopłaszczyznowe konstrukcje dachowe miejsc zgromadzeń/stadionów b) budynki z więcej niż 15 kondygnacjami c) jazy obciążone przeważająco stale dla ekstremalnych objętości wypływów
, wykonane ze stali do klasy wytrzymałości S700, których dotyczy minimum jeden z następujących punktów: a) wielkopłaszczyznowe konstrukcje dachowe miejsc zgromadzeń/stadionów b) budynki z więcej niż 15 kondygnacjami c) jazy obciążone przeważająco stale dla ekstremalnych objętości wypływów")
11
d) następujące konstrukcje nośne lub ich elementy konstrukcyjne obciążone nie przeważająco stale (dynamicznie): - kładki dla pieszych i rowerzystów - mosty drogowe - mosty kolejowe - konstrukcje latające (karuzele) - wieże i maszty jak np. nośne konstrukcje antenowe - jezdnie podsuwnicowe - cylindryczne wieże jak np. stalowe kominy Klasa wykonania EXC3 obowiązuje także dla innych porównywanych budowli, konstrukcji nośnych lub elementów konstrukcyjnych.

12
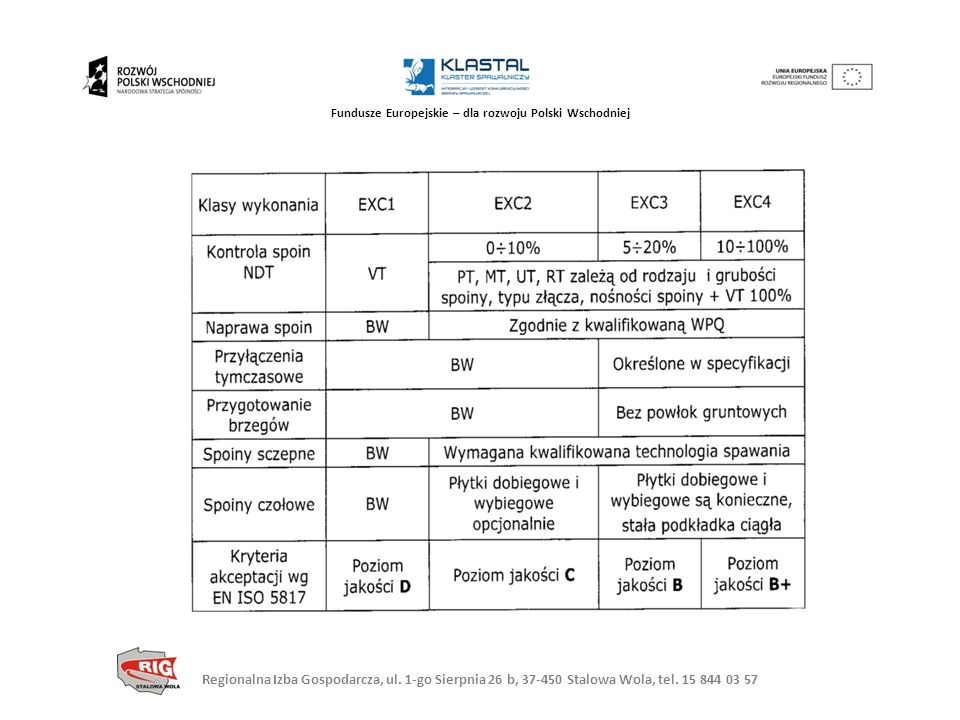
EXC4 Do tej klasy wykonania zalicza się wszystkie elementy konstrukcyjne lub konstrukcje nośne klasy wykonania EXC3 o ekstremalnych skutkach awarii dla ludzi i środowiska, jak np.: a) mosty drogowe i mosty kolejowe (patrz DIN EN ) ponad obszarami gęsto zasiedlonymi lub ponad instalacjami przemysłowymi o wysokim potencjale zagrożenia b) zbiorniki bezpieczeństwa siłowni atomowych c) jazy obciążone nie przeważająco stale (dynamicznie) dla ekstremalnych objętości wypływów Na kolejnych slajdach przedstawiono tabele, w której pokazano wymagania dla wytwórców elementów konstrukcyjnych w zależności od klasy wykonania konstrukcji stalowej.
 mosty drogowe i mosty kolejowe (patrz DIN EN ) ponad obszarami gęsto zasiedlonymi lub ponad instalacjami przemysłowymi o wysokim potencjale zagrożenia b) zbiorniki bezpieczeństwa siłowni atomowych c) jazy obciążone nie przeważająco stale (dynamicznie) dla ekstremalnych objętości wypływów Na kolejnych slajdach przedstawiono tabele, w której pokazano wymagania dla wytwórców elementów konstrukcyjnych w zależności od klasy wykonania konstrukcji stalowej.")
15
2. Etapy procesu wytwarzania konstrukcji stalowych
2. Etapy procesu wytwarzania konstrukcji stalowych. Proces produkcyjny jest złożony z wielu operacji, które związane są z przygotowaniem dokumentacji technicznej, prefabrykacją, kontrolą jakości i dokumentacją powykonawczą. Poniżej przedstawiam najważniejsze etapy produkcji.

16
2.1. Przygotowanie dokumentacji warsztatowej w skład której wchodzą: a) Projekt warsztatowy wraz ze specyfikacją techniczną b) Wszelkiego rodzaju wykazy (elementów wysyłkowych, materiałów hutniczych, materiałów złącznych itp.) c) Listy cięć d) Wszelkiego rodzaju oprogramowania do maszyn i urządzeń (wypalarki, plazmy, obrabiarki) e) Plany produkcji wraz z harmonogramami f) Plany spawania wraz z WPS-ami g) Plany zapewnienia jakości (PZJ) h) Plany kontroli i badań (PKiB)
 Projekt warsztatowy wraz ze specyfikacją techniczną b) Wszelkiego rodzaju wykazy (elementów wysyłkowych, materiałów hutniczych, materiałów złącznych itp.) c) Listy cięć d) Wszelkiego rodzaju oprogramowania do maszyn i urządzeń (wypalarki, plazmy, obrabiarki) e) Plany produkcji wraz z harmonogramami f) Plany spawania wraz z WPS-ami g) Plany zapewnienia jakości (PZJ) h) Plany kontroli i badań (PKiB) .")
17
2.2. Przygotowanie podzespołów po przez: a) Wstępne śrutowanie materiałów hutniczych b) Trasowanie c) Ciecie mechaniczne i gazowe d) Owiercanie e) Przygotowywanie krawędzi 2.3. Kontrola wymiarowa i ilościowa Składanie podzespołów w elementy wysyłkowe po przez spawanie punktowe Kontrola wymiarów i kompletności elementów
 Wstępne śrutowanie materiałów hutniczych b) Trasowanie c) Ciecie mechaniczne i gazowe d) Owiercanie e) Przygotowywanie krawędzi 2.3. Kontrola wymiarowa i ilościowa Składanie podzespołów w elementy wysyłkowe po przez spawanie punktowe Kontrola wymiarów i kompletności elementów .")
18
2.6. Spawanie Często ten etap produkcji jest wykonywany częściowo, ponieważ elementy są cofane do etapu składania. Tego typu operacja występuje w przypadku skomplikowanych konstrukcji stalowych, przy których wymagana jest etapowość składania i spawania ze względu na zakrywanie wykonanych spoin przez kolejne pozycje elementu. Często w takich przypadkach nie zaszkodzi wykonać dokumentacje fotograficzną zakrywanych spoin Kontrola wymiarowa po spawaniu 2.8. Montaże próbne wraz z kontrolą wymiarową

19
2.9. Oczyszczanie – szlifowanie W przypadku tego etapu usuwa się wszelkiego rodzaju niezgodności po spawalnicze między innymi odpryski oraz nadmierne nadlewy Badania nieniszczące połączeń spawanych (NDT) a) VT – wizualne b) MT – magnetyczno-proszkowe c) PT – penetracyjne d) UT – ultradźwiękowe e) RT – radiograficzne
 a) VT – wizualne b) MT – magnetyczno-proszkowe c) PT – penetracyjne d) UT – ultradźwiękowe e) RT – radiograficzne .")
20
2.11. Przygotowanie powierzchni konstrukcji do zabezpieczenia antykorozyjnego po przez śrutowanie Kontrola powierzchni po śrutowaniu Aplikacja powłok antykorozyjnych wraz z kontrolą grubości na mokro. W przypadku konstrukcji przeznaczonej do cynkowania etap śrutowania jest pomijany. W tym przypadku nie można zapomnieć o przygotowaniu konstrukcji do tego rodzaju zabezpieczeń po przez wykonanie otworów odpowietrzających i odpływowych Kontrola grubości na sucho oraz finalna gotowych elementów wysyłkowych.

21
3. Etapy kontroli jakości konstrukcji stalowych
3. Etapy kontroli jakości konstrukcji stalowych. Kontrola jakości podczas wykonywania konstrukcji stalowych dotyczy nie tylko samego procesu wytwarzania lecz również wielu innych etapów które to przedstawiam poniżej Przegląd wymagań i przegląd techniczny W chwili wpłynięcia zamówienia do firmy po za warunkami handlowymi kontroli skontrolować należy czy: a) Zakład jest zdolny do spełnienia wszystkich wymagań nabywcy przedstawionych w zamówieniu lub umowie, b) Wymagania nabywcy zostały jednoznacznie określone i udokumentowane oraz są zrozumiałe dla jednostek organizacyjnych wewnątrz przedsiębiorstwa współpracujących w realizacji umowy,
 Zakład jest zdolny do spełnienia wszystkich wymagań nabywcy przedstawionych w zamówieniu lub umowie, b) Wymagania nabywcy zostały jednoznacznie określone i udokumentowane oraz są zrozumiałe dla jednostek organizacyjnych wewnątrz przedsiębiorstwa współpracujących w realizacji umowy,")
22
c) Zidentyfikowano i wyjaśniono wszystkie rozbieżności, jakie mogły być zawarte w ofercie, zamówieniu, umowie lub dokumentacji a nabywca jest zawiadomiony o zmianach w planie działania, kosztach lub zmianach techniki, d) Wszystkie informacje konieczne do wykonania operacji wytwarzania są kompletne i dostępne przed rozpoczęciem pracy, e) Przedsiębiorstwo potrafi spełnić wszystkie wymagania techniczne nabywcy zawarte w dostarczonej dokumentacji, f) Wszystkie działania związane z zapewnieniem jakości zostały odpowiednio zaplanowane, g) Wytwórca jest zdolny do wykonania prac,
 Zidentyfikowano i wyjaśniono wszystkie rozbieżności, jakie mogły być zawarte w ofercie, zamówieniu, umowie lub dokumentacji a nabywca jest zawiadomiony o zmianach w planie działania, kosztach lub zmianach techniki, d) Wszystkie informacje konieczne do wykonania operacji wytwarzania są kompletne i dostępne przed rozpoczęciem pracy, e) Przedsiębiorstwo potrafi spełnić wszystkie wymagania techniczne nabywcy zawarte w dostarczonej dokumentacji, f) Wszystkie działania związane z zapewnieniem jakości zostały odpowiednio zaplanowane, g) Wytwórca jest zdolny do wykonania prac,")
23
h) Wytwórca posiada wystarczające środki do zachowania terminów dostawy, i) Dokumentacja jest przejrzysta i jednoznaczna Kontrola materiałów podstawowych i dodatkowych a) Materiały podstawowe do których to zaliczamy wszelkiego rodzaju materiały hutnicze z których to będzie wykonywana konstrukcja stalowa. Sprawdzamy czy dostarczony materiał posiada atesty materiałowe i czy jest on zgodny z zamówieniem.
 Materiały podstawowe do których to zaliczamy wszelkiego rodzaju materiały hutnicze z których to będzie wykonywana konstrukcja stalowa. Sprawdzamy czy dostarczony materiał posiada atesty materiałowe i czy jest on zgodny z zamówieniem.")
25
b) Materiały dodatkowe do których zaliczamy elektrody, druty spawalnicze, gazy techniczne, elementy złączne ( śruby, nakrętki, podkładki itp.) oraz farby w przypadku zabezpieczeń antykorozyjnych
 Materiały dodatkowe do których zaliczamy elektrody, druty spawalnicze, gazy techniczne, elementy złączne ( śruby, nakrętki, podkładki itp.) oraz farby w przypadku zabezpieczeń antykorozyjnych")
27
3.3. Kontrola sprzętu a) Sprzęt do produkcji spawalniczej (spawarki, węże spawalnicze, reduktory, palniki, plazmy itp.)który to podlega okresowej kontroli. Należy sprawdzić czy kontrole okresowe były wykonane i zakończone wynikiem pozytywnym. b) Sprzęt kontrolno-pomiarowy który podlega okresowym kontrolom wykorzystywany przez służby kontroli jakości (miarki, kątowniki, kątomierze, liniały, spoinomierze, suwmiarki, defektoskopy, termometry, luxomierze i wszelkiego rodzaju wzorce) z włączeniem w to sprzętu wykorzystywanego przez pracowników produkcji. Należy sprawdzić czy kontrole okresowe były wykonane i zakończone wynikiem pozytywnym.
 Sprzęt do produkcji spawalniczej (spawarki, węże spawalnicze, reduktory, palniki, plazmy itp.)który to podlega okresowej kontroli. Należy sprawdzić czy kontrole okresowe były wykonane i zakończone wynikiem pozytywnym. b) Sprzęt kontrolno-pomiarowy który podlega okresowym kontrolom wykorzystywany przez służby kontroli jakości (miarki, kątowniki, kątomierze, liniały, spoinomierze, suwmiarki, defektoskopy, termometry, luxomierze i wszelkiego rodzaju wzorce) z włączeniem w to sprzętu wykorzystywanego przez pracowników produkcji. Należy sprawdzić czy kontrole okresowe były wykonane i zakończone wynikiem pozytywnym.")
28
3.4. Kontrola uprawnień Kontroli podlegają zarówno certyfikaty posiadane przez firmę (uprawnienia do wykonywania konstrukcji stalowych, mostowych i posiadanych uznanych technologii spawania WPQR itp.) jak i pracowników których wykonywany zakres obowiązków tego wymaga do których przede wszystkim zaliczamy spawaczy, kontrolerów NDT i nadzór spawalniczy. Po przeprowadzeniu powyższych kontroli (weryfikacji) przechodzimy do właściwej kontroli jakości podczas całego procesu produkcyjnego spawanych konstrukcji stalowych.
 jak i pracowników których wykonywany zakres obowiązków tego wymaga do których przede wszystkim zaliczamy spawaczy, kontrolerów NDT i nadzór spawalniczy. Po przeprowadzeniu powyższych kontroli (weryfikacji) przechodzimy do właściwej kontroli jakości podczas całego procesu produkcyjnego spawanych konstrukcji stalowych.")
29
3. 5. Kontrola podczas procesu przygotowania części
3.5. Kontrola podczas procesu przygotowania części. Na tym etapie produkcji kontroli podlegają podzespoły (pozycje) z których to w kolejnym etapie będą wykorzystane do złożenia kompletnych elementów. Sprawdzamy przede wszystkim wymiary geometryczne: szerokości, długości, kąty, fazy do spawania, rozstawy otworów oraz ilości specyfikowane Kontrola podczas procesu montażu (składania, sczepianie). Po wykonaniu składania pozycji w gotowe elementy wysyłkowe sprawdzamy geometrie elementu na podstawie dokumentacji rysunkowej oraz dodatkowo kontrolujemy przygotowanie pozycji do spawania: fazy, szczeliny, ukosowania.
 z których to w kolejnym etapie będą wykorzystane do złożenia kompletnych elementów. Sprawdzamy przede wszystkim wymiary geometryczne: szerokości, długości, kąty, fazy do spawania, rozstawy otworów oraz ilości specyfikowane Kontrola podczas procesu montażu (składania, sczepianie). Po wykonaniu składania pozycji w gotowe elementy wysyłkowe sprawdzamy geometrie elementu na podstawie dokumentacji rysunkowej oraz dodatkowo kontrolujemy przygotowanie pozycji do spawania: fazy, szczeliny, ukosowania.")
30
3. 7. Kontrola podczas procesu spawania
3.7. Kontrola podczas procesu spawania. Na tym etapie produkcji kontrola odbywa się najczęściej w sposób wyrywkowy. Sprawdzamy kolejno: parametry spawania, temperaturę elementu spawanego, temperaturę między ściegową, kolejność spawania (jeśli jest wymagana) Kontrola po spawaniu – badania. Po zakończeniu spawania należy jeszcze dodatkowe wykonać oczyszczenie z odprysków po spawalniczych, usunąć nadmierne nadlewy oraz inne występujące niezgodności pamiętając jednak o nieszlifowaniu spoin jeśli nie jest to wymagane. Po wykonaniu tego typu zabiegów przechodzimy do najważniejszej części kontroli w spawalnictwie czyli badań nieniszczących NDT. W zależności od wymagań wykonujemy kolejno:
 Kontrola po spawaniu – badania. Po zakończeniu spawania należy jeszcze dodatkowe wykonać oczyszczenie z odprysków po spawalniczych, usunąć nadmierne nadlewy oraz inne występujące niezgodności pamiętając jednak o nieszlifowaniu spoin jeśli nie jest to wymagane. Po wykonaniu tego typu zabiegów przechodzimy do najważniejszej części kontroli w spawalnictwie czyli badań nieniszczących NDT. W zależności od wymagań wykonujemy kolejno:")
31
a) Badania wizualne VT, które to polegają na wykrywaniu nieuzbrojonym okiem niezgodności spawalniczy w zależności od wymaganego poziomu jakości wg. PN-EN ISO Badania wizualne obejmują przeprowadzenie badania spoin w celu ujawnienia niezgodności powierzchniowych spoin i odchylenia od ich prawidłowych kształtów geometrycznych. Badaniom wizualnym poddaje się wszystkie spoiny na całej ich długości, z reguły bez zastosowania pomiarowych przyrządów optycznych. W razie potrzeby dopuszcza się stosowanie lupy o powiększeniu 2-5 razy oraz dodatkowego źródła oświetlenia. W przypadku spoin trudno dostępnych stosuje się lusterko. Do pomiarów spoin stosuje się spoinomierze. Warunki, w jakich dokonuje się badań wizualnych spoin odpowiadają wymaganiom normy PN-EN 970. Pozytywny wynik badań wizualnych spoin stanowi podstawę do zgłoszenia spoin do przeprowadzenia badań penetracyjnych, magnetyczno-proszkowych, ultradźwiękowych i radiograficznych, zależnie od ustalonego zakresu tych badań.

32
b) Badania penetracyjne PT, wykonujemy w następujący sposób: Na badaną powierzchnię nanieść penetrant. Zastosować sposób nanoszenia i czas wnikania zgodny z zaleceniami producenta penetrantu. Jeżeli brak jest zaleceń producenta, to przyjąć czas wnikania 30 minut. Po upływie czasu wnikania zmyć penetrant (nadmiar penetrantu) z powierzchni badanej zmywaczem lub wodą, zgodnie z zaleceniami producenta zestawu do badań penetracyjnych. W procesie zmywania należy uważać, aby nie doszło do wypłukania penetrantu z istniejących niezgodności powierzchniowych, w wyniku czego istniejące niezgodności mogą pozostać nie wykryte. Po zmyciu nadmiaru penetrantu należy zaczekać do wyschnięcia badanego elementu. W przypadku suszenia ciepłym powietrzem jego temperatura nie powinna przekraczać temperatury podanej przez producenta penetrantu, a jeżeli nie określono to 50°C. Po osuszeniu elementu na badaną powierzchnię należy nanieść równomierną warstwę wywoływacza. Może to być wykonane przy pomocy pojemnika aerozolowego lub aparatu ciśnieniowego, dopuszcza się także nanoszenie wywoływacza przy pomocy pędzla.
 z powierzchni badanej zmywaczem lub wodą, zgodnie z zaleceniami producenta zestawu do badań penetracyjnych. W procesie zmywania należy uważać, aby nie doszło do wypłukania penetrantu z istniejących niezgodności powierzchniowych, w wyniku czego istniejące niezgodności mogą pozostać nie wykryte. Po zmyciu nadmiaru penetrantu należy zaczekać do wyschnięcia badanego elementu. W przypadku suszenia ciepłym powietrzem jego temperatura nie powinna przekraczać temperatury podanej przez producenta penetrantu, a jeżeli nie określono to 50°C. Po osuszeniu elementu na badaną powierzchnię należy nanieść równomierną warstwę wywoływacza. Może to być wykonane przy pomocy pojemnika aerozolowego lub aparatu ciśnieniowego, dopuszcza się także nanoszenie wywoływacza przy pomocy pędzla..")
33
Przed rozpoczęciem nanoszenia wywoływacza należy go wymieszać, a w przypadku używania pojemnika aerozolowego wstrząsać do momentu, kiedy metalowa kulka zacznie się swobodnie przemieszczać w pojemniku i głośno stukać. Po upływie czasu wywoływania (zgodnie z zaleceniami producenta zestawu do badań penetracyjnych, jeżeli producent nie określił to orientacyjny czas wywoływania nie powinien być krótszy od połowy czasu wnikania) zlokalizować pęknięcia, zmierzyć ich długość. Głębokość niezgodności można określić jakościowo (wada płytka lub głęboka) wykorzystując intensywność koloru penetrantu zlokalizowanej niezgodności. Nieduża intensywność penetrantu wskazuje, że wada jest płytka. Ciemnoczerwone linie lub punkty wskazują na niezgodności głębokie. Jeżeli intensywność penetrantu zlokalizowanej niezgodności jest bardzo duża, należy ponawiać proces zmywania i nanoszenia wywoływacza, aż do osiągnięcia obrazu niezgodności o słabej intensywności. Dodatkowo tą metodą można wykonać badania szczelności nanosząc penetrant z jednej strony złącza spawanego, a wywoływacz z drugiej.
 zlokalizować pęknięcia, zmierzyć ich długość. Głębokość niezgodności można określić jakościowo (wada płytka lub głęboka) wykorzystując intensywność koloru penetrantu zlokalizowanej niezgodności. Nieduża intensywność penetrantu wskazuje, że wada jest płytka. Ciemnoczerwone linie lub punkty wskazują na niezgodności głębokie. Jeżeli intensywność penetrantu zlokalizowanej niezgodności jest bardzo duża, należy ponawiać proces zmywania i nanoszenia wywoływacza, aż do osiągnięcia obrazu niezgodności o słabej intensywności. Dodatkowo tą metodą można wykonać badania szczelności nanosząc penetrant z jednej strony złącza spawanego, a wywoływacz z drugiej..")
34
c) Badania magnetyczno-proszkowe MT metoda do wykrywania powierzchniowych niezgodności spawalniczych w ferromagnetycznych złączach spawanych. Przed rozpoczęciem badania należy przygotować badaną powierzchnię - która powinna być wolna od zgorzeliny, tłuszczu, oleju, odprysków spawalniczych, oraz innych substancji, które mogą wpływać na czułość badań. Następną czynnością jest magnesowanie, którego dokonujemy za pomocą: •elektromagnesy jarzmowe, • źródła prądu wzbudzającego z elektrodami stykowymi, • przewodniki przylegające, przewodniki przechodzące oraz techniki badań za pomocą cewek.

35
W większości spawalnych materiałów ferromagnetycznych zaleca się zastosowanie natężenia magnetycznego pola stycznego na poziomie od 2kA/m do 6kA/m. Techniki stosowane dla wykonywania badań przedstawione są w normie PN-EN ISO 17638:2010. Kolejną operacją jest nanoszenie środków wykrywających które można nanieść za pomocą natryskiwania, zanurzenia lub napylenia bezpośrednio przed magnesowaniem i podczas magnesowania. Czas utrzymywania elementu w stanie namagnesowanym powinien być wystarczający do utworzenia wskazań. d) Badania ultradźwiękowe UT wykorzystują fale akustyczne o częstotliwości wyższej niż 16 kHz tj. przekraczającej górny próg słyszalności dla człowieka i niższej od 100 MHz – tzw. hiperdźwięki. Ultradźwięki znalazły szczególne zastosowanie w badaniach nieniszczących, podczas których wykorzystuje się wpływ własności sprężystych i jednorodności struktury materiału na rozchodzenie się fal ultradźwiękowych.
 Badania ultradźwiękowe UT wykorzystują fale akustyczne o częstotliwości wyższej niż 16 kHz tj. przekraczającej górny próg słyszalności dla człowieka i niższej od 100 MHz – tzw. hiperdźwięki. Ultradźwięki znalazły szczególne zastosowanie w badaniach nieniszczących, podczas których wykorzystuje się wpływ własności sprężystych i jednorodności struktury materiału na rozchodzenie się fal ultradźwiękowych.")
36
Badania ultradźwiękowe opierają się na obserwacji natężenia i zmian kierunku fal ultradźwiękowych w badanym materiale (w zakresie od 20 kHz do 15 MHz) oraz na pomiarach czasu przejścia fal przez materiał. W ten sposób można badać wszelkiego rodzaju materiały, tj. metale, ciecze i gazy. Wymienione metody znajdują szczególnie zastosowanie między innymi do badania złączy spawanych, materiałów hutniczych, części maszyn, pomiarów grubości i innych. Największą zaletą badań ultradźwiękowych jest ich cena, która jest dwu a nawet trzykrotnie niższa w porównaniu do kosztownych badań radiograficznych. Inną zaletą ultradźwięków jest możliwość badania niezwykle grubych lub długich elementów. W przypadku zastosowania tej metody, maksymalna długość, przez którą możliwe jest przepuszczenie ultradźwięków, maleje wraz ze wzrostem częstotliwości oraz pochłaniania i wynosi ona nawet ponad 10 metrów . Do zalet badań ultradźwiękowych należy również zaliczyć znaczną uniwersalność i skuteczność metody, szybkość badania i bezpośredniość wyników a także gwarancję precyzyjnego zlokalizowania wad wewnętrznych i zewnętrznych. Niemniej badania ultradźwiękowe są najtrudniejszą metodą badań nieniszczących.

37
Ich przeprowadzenie wymaga od osoby przeprowadzającej badanie dużej wiedzy teoretycznej popartej jednocześnie dużym doświadczeniem. Najczęściej spotykane badania ultradźwiękowe przeprowadza się z zastosowaniem trzech podstawowych metod badawczych, tj. metody echa, metody cienia i metody rezonansu. W metodzie echa wykorzystuje się zjawisko odbicia fali padającej na wadę materiałową np. pęknięcie, pęcherze powietrza, wtrącenie niemetaliczne itp. Odbicie następuje od granicy utworzonej przez ośrodek oraz wadę. Jeżeli w badanym ośrodku wystąpi zjawisko odbicia fal, można wnioskować o występowaniu nieciągłości – czyli wady. Ponadto, w przypadku dokonania pomiaru czasu, jaki upływie od chwili wysłania fali w badany ośrodek do chwili powrotu fali odbitej od nieciągłości, przy wykorzystaniu prędkości rozchodzenia się fali, można znaleźć drogę przebytą przez falę. W ten sposób możliwe jest wykrycie i zlokalizowanie wady materiałowej występującej w ośrodku ciągłym.

38
W metodzie cienia badacz posługuje się dwoma przetwornikami, jednym jako źródłem ultradźwięków z jednej strony badanego materiału, a drugim jako odbiornikiem z drugiej strony. Każda nieciągłość na drodze fal ultradźwiękowych odbija je tworząc za sobą jak gdyby cień, co powoduje osłabienie natężenia fal przechodzących przez obszar z wadą. Metoda cienia nadaje się szczególnie do badania cienkich ciał, takich jak blachy, rurki, druty o grubości do 50 mm. Niestety wadą tej metody jest niemożność stwierdzenia głębokości, na jakiej znajduje się wada. Metoda rezonansu oparta jest podobnie jak metoda echa na zjawisku odbicia fal ultradźwiękowych od nieciągłości, czyli wady badanego materiału. Niemnie jednak, podczas gdy w metodzie echa odbicie od wady obserwuje się oddzielnie od obrazu fal wysyłanych, to w metodzie rezonansowej zauważa się nałożenie się na siebie fal padających i odbitych. e) Badania radiograficzne / rentgenowskie RT f) Badania prądami wirowymi i itp.
 Badania radiograficzne / rentgenowskie RT f) Badania prądami wirowymi i itp.")
39
Powyższe badania nieniszczące może przeprowadzać jedynie uprawniony personel posiadający certyfikat zgodnie z normą PN-EN 473. Po zakończeniu badań wystawiamy protokół potwierdzający ich wynik Kontrola po śrutowaniu. Sprowadza się jedynie do sprawdzenia stanu powierzchni czy uzyskany został wymagany stopień czystości powierzchni, chropowatości i zapylenia Kontrola podczas procesu zabezpieczenia antykorozyjnego (malowania). Podczas malowania sprawdzamy jedynie kolorystykę i grubość nakładanej powłoki. Podczas całego procesu zabezpieczenia antykorozyjnego kontrolujemy oczywiście panujące warunki klimatyczne.
. Podczas malowania sprawdzamy jedynie kolorystykę i grubość nakładanej powłoki. Podczas całego procesu zabezpieczenia antykorozyjnego kontrolujemy oczywiście panujące warunki klimatyczne.")
40
3.11. Kontrola po malowaniu. Po zakończonym procesie malowania i utwardzenia się powłok sprawdzamy ich grubości, stan wizualny i przyczepności Kontrola załadunku. Po zakończeniu załadunku należy zweryfikować sposób pakowania oraz sprawdzić i w razie potrzeby poprawić czy nie występują uszkodzenia załadunkowe.

41
3. 13. Przygotowanie dokumentacji jakościowej
3.13. Przygotowanie dokumentacji jakościowej. Podstawowa dokumentacja jakościowa składa się z następujących dokumentów: a) Deklaracja zgodności / Świadectwo jakości b) Wykaz elementów wysyłkowych c) Uprawnienia zakładu d) Uprawnienia nadzoru spawalniczego + wykaz e) Uprawnienia spawaczy + wykaz f) Uprawnienia personelu NDT + wykaz
 Deklaracja zgodności / Świadectwo jakości b) Wykaz elementów wysyłkowych c) Uprawnienia zakładu d) Uprawnienia nadzoru spawalniczego + wykaz e) Uprawnienia spawaczy + wykaz f) Uprawnienia personelu NDT + wykaz")
42
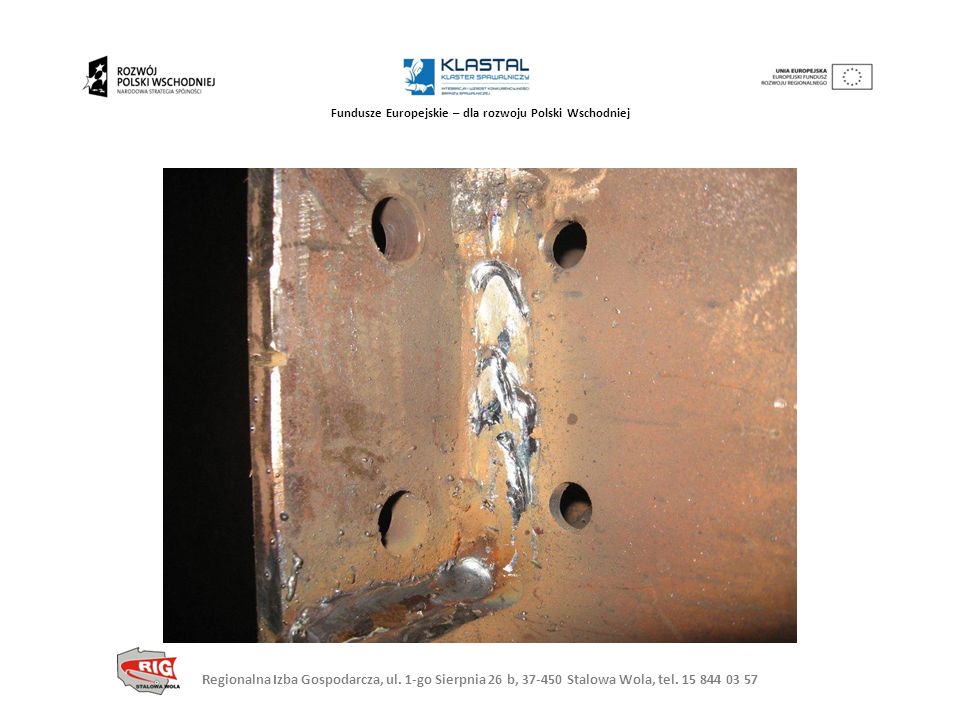
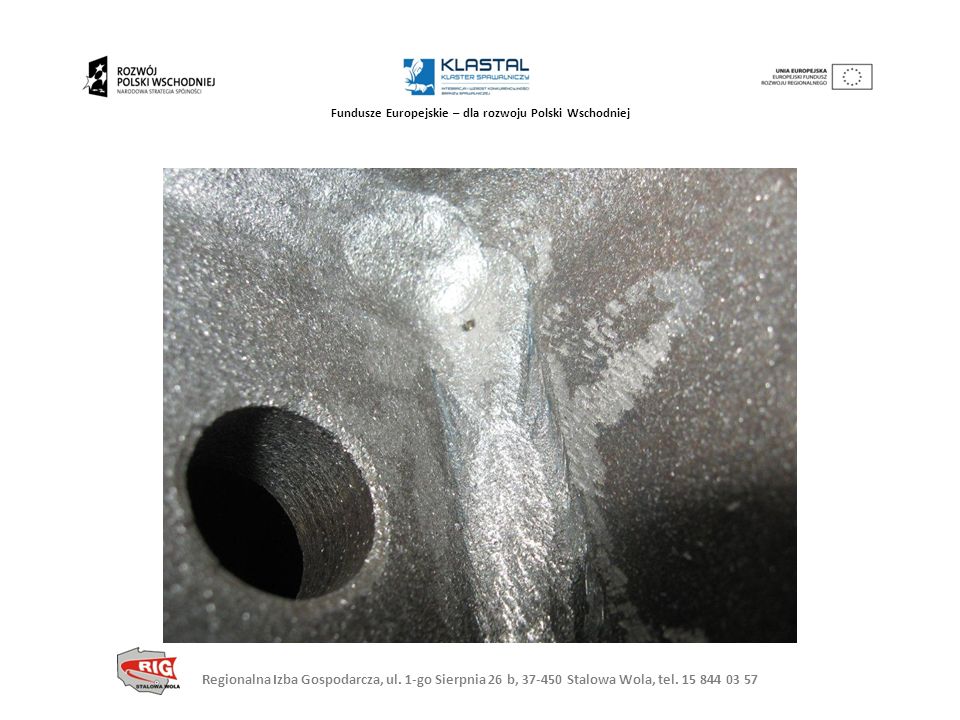
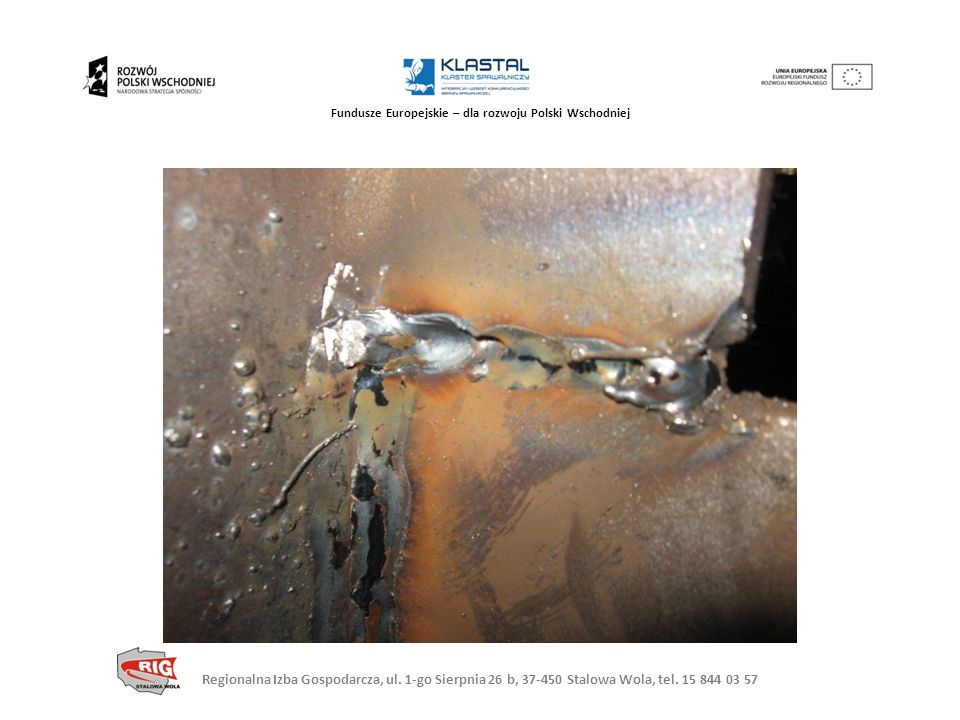
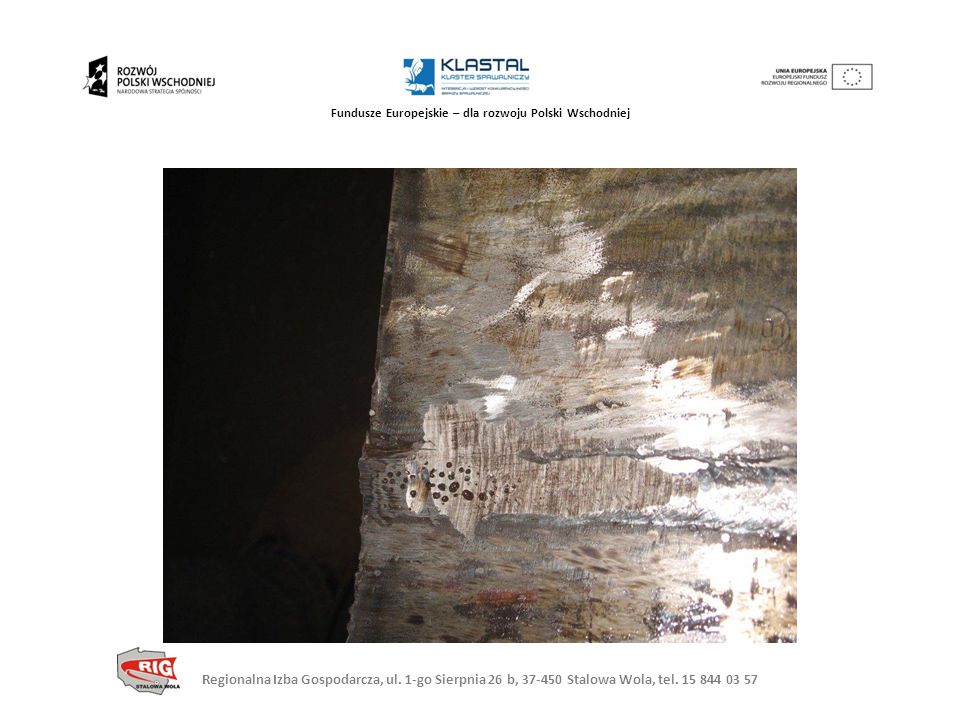
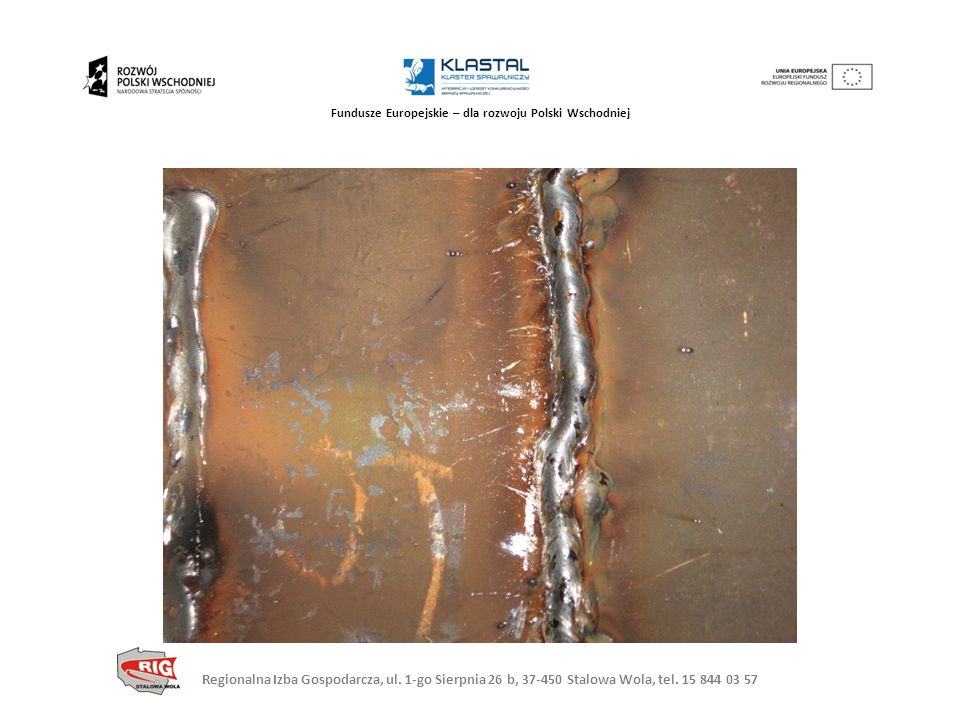
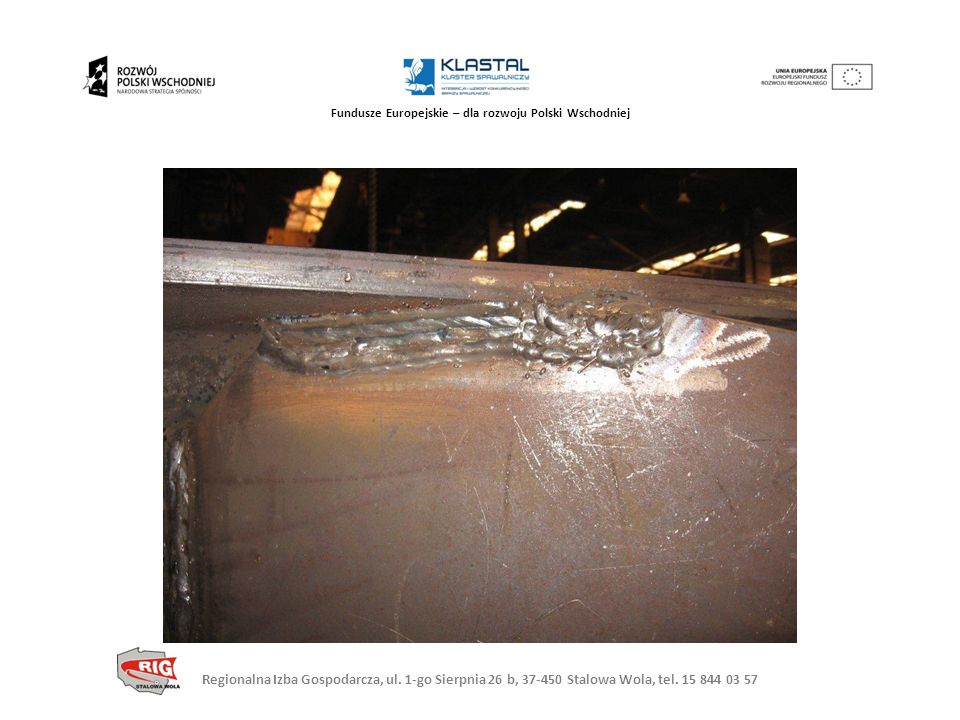
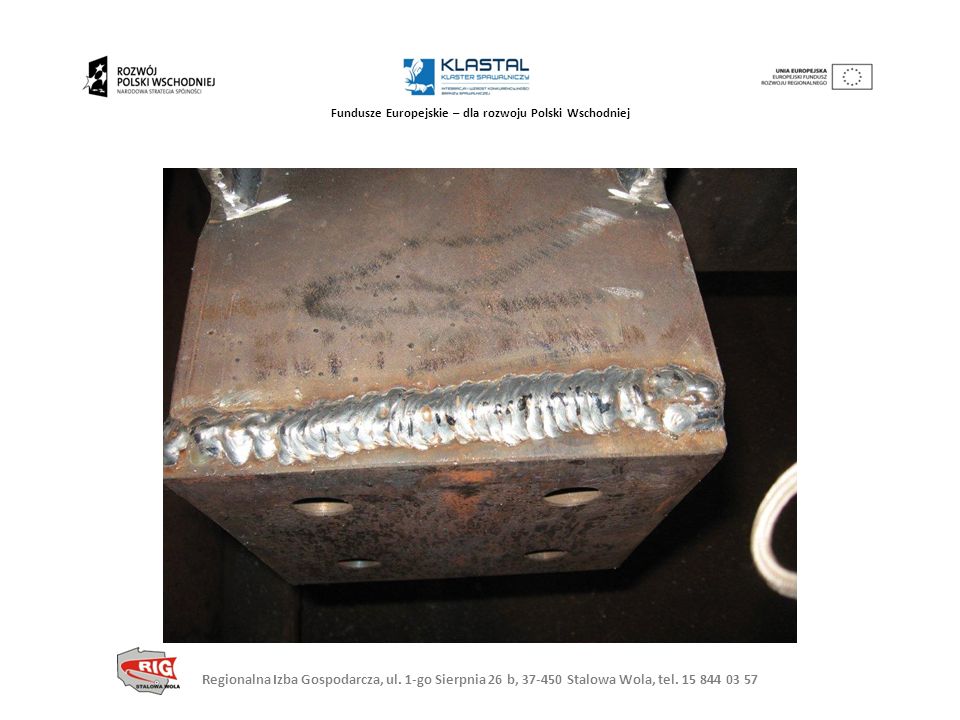
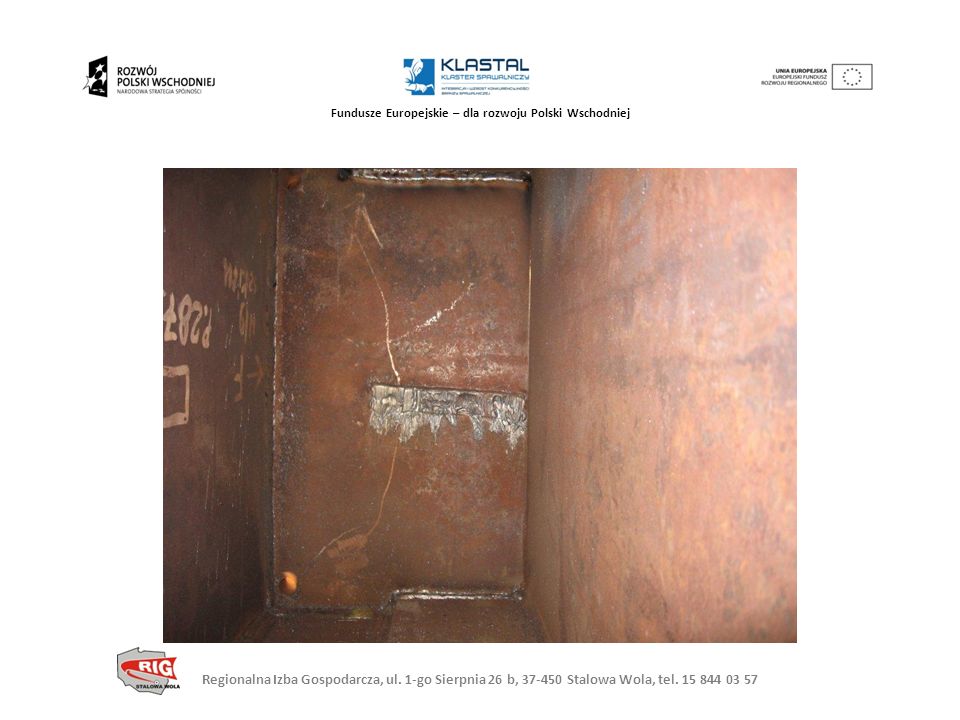
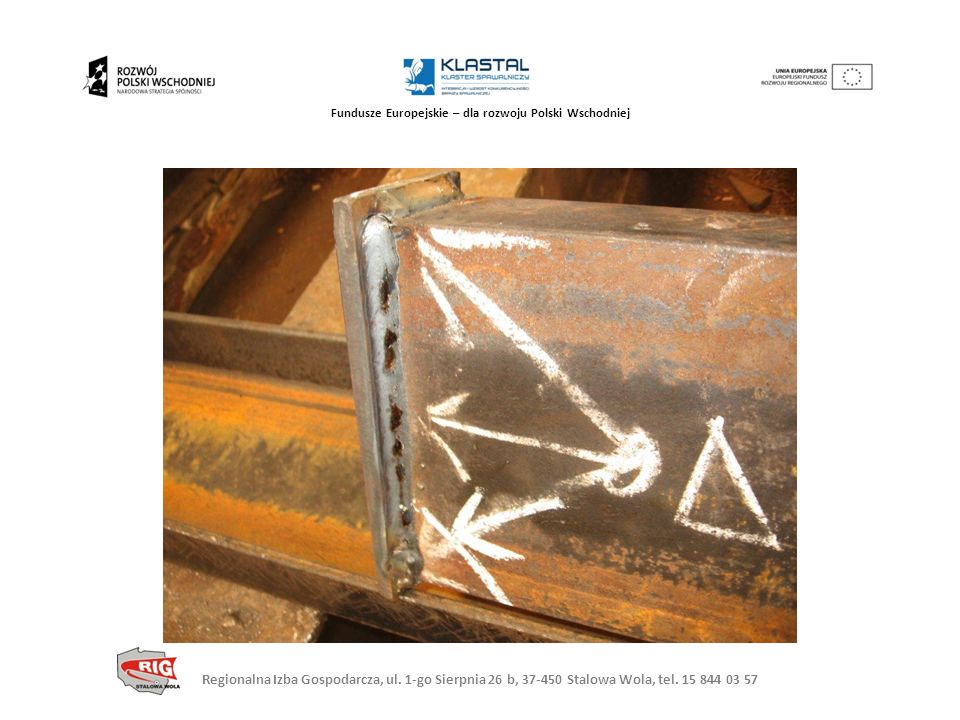
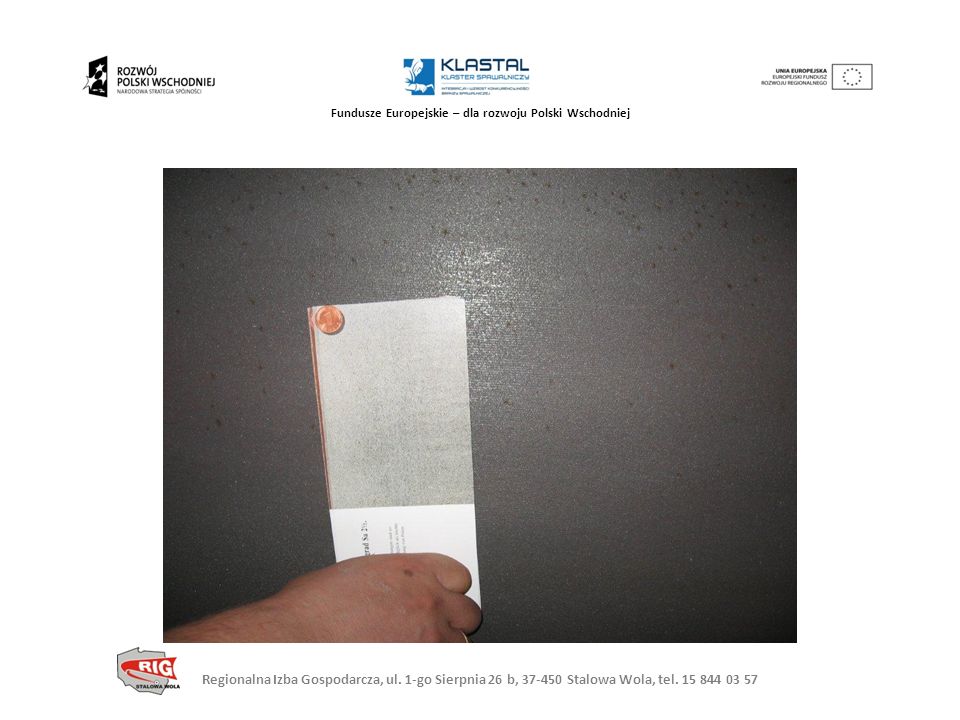
g) Plan kontroli i badań h) Atesty materiałowe + wykaz (materiały hutnicze, spawalnicze, złączne itp.) i) Protokoły pomiarowe (karty pomiarowe) j) Protokoły z badań NDT (VT, MT, PT, UT itp.) k) Protokoły z zabezpieczenia antykorozyjnego l) Dziennik spawania m) WPSy – jeśli wymagane 4. Przykłady wykrytych niezgodności podczas procesu kontroli jakości.

61
DZIĘKUJE ZA UWAGE !

Podobne prezentacje