Pobierz prezentację
1
Długość cyklu produkcyjnego
Marta Bogdan-Chudy

2
ORGANIZACJA PRZEBIEGU PRODUKCJI
PRZEBIEG SZEREGOWY Szeregowy przebieg występuje wówczas, gdy partia części znajdujących się w obróbce przekazywana jest w całości na następną operację dopiero po całkowitym zakończeniu wszystkich prac na operacji poprzedzającej.

3
ORGANIZACJA PRZEBIEGU PRODUKCJI
PRZEBIEG SZEREGOWY Obliczenie okresu technologicznego w przebiegu szeregowym: 𝑂 𝑡𝑠 =𝑛 𝑖=1 𝑘 𝑡 𝑗𝑖 𝑛 – liczba sztuk w partii produkcyjnej, 𝑘 – liczba operacji w procesie technologicznym, 𝑡 𝑗𝑖 - czas jednostkowy i-tej operacji technologicznej.

4
𝑂 𝑡𝑠 =𝑛∗ 𝑡 𝑗1 +𝑛∗ 𝑡 𝑗2 +𝑛∗ 𝑡 𝑗3 +𝑛∗ 𝑡 𝑗4
ORGANIZACJA PRZEBIEGU PRODUKCJI Ilość sztuk n = 4 Nr operacji 10 20 30 40 Czas jednostkowy 𝑡 𝑗𝑖 , min 2 1 3,5 1,5 PRZEBIEG SZEREGOWY Op. 40 Op. 10 Op. 20 Op. 30 Czas t 35 5 10 15 20 25 30 Ots = 32 𝑂 𝑡𝑠 =𝑛 𝑖=1 𝑘 𝑡 𝑗𝑖 𝑂 𝑡𝑠 =𝑛∗ 𝑡 𝑗1 +𝑛∗ 𝑡 𝑗2 +𝑛∗ 𝑡 𝑗3 +𝑛∗ 𝑡 𝑗4 𝑂 𝑡𝑠 =𝑛 𝑡 𝑗1 + 𝑡 𝑗2 + 𝑡 𝑗3 + 𝑡 𝑗4 = ,5+1,5 =4∗8=32 min

5
𝑂 𝑡𝑠 =𝑛∗ 𝑡 𝑗1 +𝑛∗ 𝑡 𝑗2 +𝑛∗ 𝑡 𝑗3 +𝑛∗ 𝑡 𝑗4
ORGANIZACJA PRZEBIEGU PRODUKCJI Ilość sztuk n = 4 Nr operacji 10 20 30 40 Czas jednostkowy 𝑡 𝑗𝑖 , min 2 1 3,5 1,5 PRZEBIEG SZEREGOWY Op. 40 Op. 10 Op. 20 Op. 30 Czas t 35 5 10 15 20 25 30 3, , , ,5 1,5 1,5 1,5 1,5 Ots = 32 𝑂 𝑡𝑠 =𝑛 𝑖=1 𝑘 𝑡 𝑗𝑖 𝑂 𝑡𝑠 =𝑛∗ 𝑡 𝑗1 +𝑛∗ 𝑡 𝑗2 +𝑛∗ 𝑡 𝑗3 +𝑛∗ 𝑡 𝑗4 𝑂 𝑡𝑠 =𝑛 𝑡 𝑗1 + 𝑡 𝑗2 + 𝑡 𝑗3 + 𝑡 𝑗4 = ,5+1,5 =4∗8=32 min

6
𝑂 𝑡𝑠 =𝑛∗ 𝑡 𝑗1 +𝑛∗ 𝑡 𝑗2 +𝑛∗ 𝑡 𝑗3 +𝑛∗ 𝑡 𝑗4
ORGANIZACJA PRZEBIEGU PRODUKCJI Ilość sztuk n = 4 Nr operacji 10 20 30 40 Czas jednostkowy 𝑡 𝑗𝑖 , min 2 1 3,5 1,5 PRZEBIEG SZEREGOWY 3, , , ,5 1,5 1,5 1,5 1,5 8 14 4 6 Op. 40 Op. 10 Op. 20 Op. 30 Czas t 35 5 10 15 20 25 30 Ots = 32 𝑂 𝑡𝑠 =𝑛 𝑖=1 𝑘 𝑡 𝑗𝑖 𝑂 𝑡𝑠 =𝑛∗ 𝑡 𝑗1 +𝑛∗ 𝑡 𝑗2 +𝑛∗ 𝑡 𝑗3 +𝑛∗ 𝑡 𝑗4 𝑂 𝑡𝑠 =𝑛 𝑡 𝑗1 + 𝑡 𝑗2 + 𝑡 𝑗3 + 𝑡 𝑗4 = ,5+1,5 =4∗8=32 min

7
Ilość sztuk n = 300 Wielkość partii transportowej p = 100
ORGANIZACJA PRZEBIEGU PRODUKCJI Ilość sztuk n = Wielkość partii transportowej p = 100 Nr operacji 10 20 30 40 Czas jednostkowy 𝑡 𝑗𝑖 , min 2 1 3,5 1,5 PRZEBIEG SZEREGOWY partia transportowa 100 · 2 min = 200 min 𝑂 𝑡1 =100 𝑡 𝑗1 ∗3+100 𝑡 𝑗2 ∗3+100 𝑡 𝑗3 ∗3 Op. 40 Op. 10 Op. 20 Op. 30 Czas t 500 1000 1500 2000 100t1 x 3 100t2 x 3 100t3 x 3 100t4 x 3 Ots = 2400 𝑂 𝑡𝑠 =𝑛 𝑡 𝑗1 + 𝑡 𝑗2 + 𝑡 𝑗3 + 𝑡 𝑗4 = ,5+1,5 =2400 min

8
ORGANIZACJA PRZEBIEGU PRODUKCJI
PRZEBIEG RÓWNOLEGŁY Równoległy przebieg charakteryzuje się tym, że partie transportowe przekazywane są na następną operację natychmiast po zakończeniu operacji poprzedniej. Jeżeli wielkość czasów jednostkowych poszczególnych operacji jest różna to wystąpi pełne obciążenie stanowisk wykonujących najbardziej czasochłonną operację, natomiast przy operacjach mniej pracochłonnych występować będą przerwy.

9
ORGANIZACJA PRZEBIEGU PRODUKCJI
PRZEBIEG RÓWNOLEGŁY Obliczenie okresu technologicznego w przebiegu równoległym: 𝑂 𝑡𝑟 =𝑝 𝑖=1 𝑘 𝑡 𝑗𝑖 + 𝑛−𝑝 ∗ 𝑡 𝑗 𝑚𝑎𝑥 𝑛 – liczba sztuk w partii produkcyjnej, 𝑝 – liczba sztuk w partii transportowej, 𝑘 – liczba operacji w procesie technologicznym, 𝑡 𝑗𝑖 – czas jednostkowy i-tej operacji technologicznej, 𝑡 𝑗 𝑚𝑎𝑥 – największy czas jednostkowy w procesie technologicznym.

10
𝑂 𝑡𝑟 = 𝑡 𝑗1 + 𝑡 𝑗2 + 𝑡 𝑗3 + 𝑡 𝑗4 + 4−1 ∗ 𝑡 𝑗3
ORGANIZACJA PRZEBIEGU PRODUKCJI PRZEBIEG RÓWNOLEGŁY Op. 40 Op. 10 Op. 20 Op. 30 Czas t 35 5 10 15 20 25 30 t1 Ilość sztuk n = 4 Nr operacji 10 20 30 40 Czas jednostkowy 𝑡 𝑗𝑖 , min 2 1 3,5 1,5 t2 t3 3 * t3 = 3 * tmax t4 Otr = 18,5 𝑂 𝑡𝑟 =𝑝 𝑖=1 𝑘 𝑡 𝑗𝑖 + 𝑛−𝑝 ∗ 𝑡 𝑗 𝑚𝑎𝑥 𝑂 𝑡𝑟 = 𝑡 𝑗1 + 𝑡 𝑗2 + 𝑡 𝑗3 + 𝑡 𝑗4 + 4−1 ∗ 𝑡 𝑗3 𝑂 𝑡𝑟 =2+1+3,5+1,5+3∗3,5=8+10,5=18,5 min

11
Ilość sztuk n = 300 Wielkość partii transportowej p = 100
ORGANIZACJA PRZEBIEGU PRODUKCJI partia transportowa 100 · 2 = 200 Ilość sztuk n = Wielkość partii transportowej p = 100 Nr operacji 10 20 30 40 Czas jednostkowy 𝑡 𝑗𝑖 , min 2 1 3,5 1,5 Op. 40 Op. 10 Op. 20 Op. 30 Czas t 500 1000 1500 2000 100t1 100t2 100t3 2 * 100 * t3 = 200 * tmax 100t4 Otr = 1500 𝑂 𝑡𝑟 =𝑝 𝑖=1 𝑘 𝑡 𝑗𝑖 + 𝑛−𝑝 ∗ 𝑡 𝑗 𝑚𝑎𝑥 2*100*3,5=700 𝑂 𝑡𝑟 = 100∗𝑡 𝑗 ∗𝑡 𝑗 ∗𝑡 𝑗 ∗𝑡 𝑗 −100 ∗ 𝑡 𝑗3 𝑂 𝑡𝑟 =p∗ 𝑡 𝑗1 + 𝑡 𝑗2 + 𝑡 𝑗3 + 𝑡 𝑗4 + n−p ∗ 𝑡 𝑗3 𝑂 𝑡𝑟 =100∗ 2+1+3,5+1, −100 ∗3,5=1500 min

12
PRZEBIEG SZEREGOWO - RÓWNOLEGŁY
ORGANIZACJA PRZEBIEGU PRODUKCJI PRZEBIEG SZEREGOWO - RÓWNOLEGŁY Przebieg szeregowo – równoległy charakteryzuje się tym, ze każda następna operacja zaczyna się jeszcze przed całkowitym zakończeniem prac na operacji poprzedzającej, przy czym cała partia części przechodzi przez każdą operację bez jakichkolwiek przerw. Przekazywanie obrabianych części z operacji na operację następuje nie w całości, lecz częściowo – partiami transportowymi po 𝑝 sztuk.

13
PRZEBIEG SZEREGOWO - RÓWNOLEGŁY
ORGANIZACJA PRZEBIEGU PRODUKCJI PRZEBIEG SZEREGOWO - RÓWNOLEGŁY Moment rozpoczęcia następnej operacji partii części może być różny i zależy od tego czy czas wykonania danej operacji jest krótszy od operacji poprzedzającej, czy też dłuższy. Wynikają z tego dwa przypadki: jeżeli operacją następną jest operacja krótsza od poprzedniej to może się ona rozpocząć w takim czasie aby w momencie zakończenia obróbki wszystkich sztuk na operacji poprzedniej, pozostała jeszcze do wykonania jedna partia transportowa na operacji następnej,

14
PRZEBIEG SZEREGOWO - RÓWNOLEGŁY
ORGANIZACJA PRZEBIEGU PRODUKCJI PRZEBIEG SZEREGOWO - RÓWNOLEGŁY Moment rozpoczęcia następnej operacji partii części może być różny i zależy od tego czy czas wykonania danej operacji jest krótszy od operacji poprzedzającej, czy też dłuższy. Wynikają z tego dwa przypadki: jeżeli operacja następna jest dłuższa od poprzedniej to można ją rozpocząć po wykonaniu jednej partii transportowej na operacji poprzedniej.

15
PRZEBIEG SZEREGOWO - RÓWNOLEGŁY
ORGANIZACJA PRZEBIEGU PRODUKCJI PRZEBIEG SZEREGOWO - RÓWNOLEGŁY Obliczenie okresu technologicznego w przebiegu szeregowo - równoległym: 𝑂 𝑡𝑠𝑟 =𝑛 𝑖=1 𝑘 𝑡 𝑗𝑖 − 𝑛−𝑝 ∗ 𝑖=1 𝑘−1 𝑡 𝑗 𝑚𝑖𝑛 𝑛 – liczba sztuk w partii produkcyjnej, 𝑝 – liczba sztuk w partii transportowej, 𝑘 – liczba operacji w procesie technologicznym, 𝑡 𝑗𝑖 – czas jednostkowy i-tej operacji technologicznej, 𝑡 𝑗 𝑚𝑖𝑛 –czas jednostkowy mniejszy w kolejnej parze operacji.

16
PRZEBIEG SZEREGOWO - RÓWNOLEGŁY
ORGANIZACJA PRZEBIEGU PRODUKCJI PRZEBIEG SZEREGOWO - RÓWNOLEGŁY Ilość sztuk n = 4 Nr operacji i 10 20 30 40 Czas jednostkowy tji 2 1 3,5 1,5 Op. 40 Op. 10 Op. 20 Op. 30 Czas t 35 5 10 15 20 25 30 𝑎=(𝑛−1)∗ 𝑡 𝑗2 𝑏=(𝑛−1)∗ 𝑡 𝑗2 𝑐=(𝑛−1)∗ 𝑡 𝑗4 𝑎=3∗ 𝑡 𝑗2 𝑏=3∗ 𝑡 𝑗2 𝑐=3∗ 𝑡 𝑗4 𝑎=3 𝑏=3 𝑐=4,5 a b c Otsr = 21,5 𝑂 𝑡𝑠𝑟 =𝑛 𝑖=1 𝑘 𝑡 𝑗𝑖 − 𝑛−𝑝 ∗ 𝑖=1 𝑘−1 𝑡 𝑗 𝑚𝑖𝑛 𝑂 𝑡𝑠𝑟 =𝑛∗ 𝑡 𝑗1 + 𝑡 𝑗2 + 𝑡 𝑗3 + 𝑡 𝑗4 − 𝑛−1 ∗ (𝑡 𝑗2 + 𝑡 𝑗2 + 𝑡 𝑗4 ) 𝑂 𝑡𝑠𝑟 =4∗(2+1+3,5+1,5)−(4−1)∗(1+1+1,5)=32
∗ 𝑡 𝑗2. 𝑏=(𝑛−1)∗ 𝑡 𝑗2. 𝑐=(𝑛−1)∗ 𝑡 𝑗4. 𝑎=3∗ 𝑡 𝑗2. 𝑏=3∗ 𝑡 𝑗2. 𝑐=3∗ 𝑡 𝑗4. 𝑎=3. 𝑏=3. 𝑐=4,5. a. b. c. Otsr = 21,5. 𝑂 𝑡𝑠𝑟 =𝑛 𝑖=1 𝑘 𝑡 𝑗𝑖 − 𝑛−𝑝 ∗ 𝑖=1 𝑘−1 𝑡 𝑗 𝑚𝑖𝑛. 𝑂 𝑡𝑠𝑟 =𝑛∗ 𝑡 𝑗1 + 𝑡 𝑗2 + 𝑡 𝑗3 + 𝑡 𝑗4 − 𝑛−1 ∗ (𝑡 𝑗2 + 𝑡 𝑗2 + 𝑡 𝑗4 ) 𝑂 𝑡𝑠𝑟 =4∗(2+1+3,5+1,5)−(4−1)∗(1+1+1,5)=32.")
17
Ilość sztuk n = 300 Wielkość partii transportowej p = 100
ORGANIZACJA PRZEBIEGU PRODUKCJI Ilość sztuk n = Wielkość partii transportowej p = 100 Nr operacji 10 20 30 40 Czas jednostkowy tji 2 1 3,5 1,5 partia transportowa 100 · 2 = 200 Op. 40 Op. 10 Op. 20 Op. 30 Czas t 500 1000 1500 2000 100t1 𝑎=200 𝑏=200 𝑐=300 2 x 100t2 2 x 100t2 2 x 100t4 Otr = 1700 𝑂 𝑡𝑠𝑟 =𝑛 𝑖=1 𝑘 𝑡 𝑗𝑖 − 𝑛−𝑝 ∗ 𝑖=1 𝑘−1 𝑡 𝑗 𝑚𝑖𝑛 𝑂 𝑡𝑠𝑟 = 𝑂 𝑡𝑠 − (2∗100∗𝑡 𝑗2 )−(2∗100∗ 𝑡 𝑗2 )−(2∗100∗ 𝑡 𝑗4 ) 𝑂 𝑡𝑠𝑟 = 𝑂 𝑡𝑠 −(2∗100)∗ 𝑡 𝑗2 + 𝑡 𝑗2 + 𝑡 𝑗4 𝑂 𝑡𝑠𝑟 = 𝑂 𝑡𝑠 −(𝑛−𝑝)∗ 𝑡 𝑗2 + 𝑡 𝑗2 + 𝑡 𝑗4 𝑂 𝑡𝑠𝑟 =2400− 300−100 ∗ 1+1+1,5 =1700 min
−(2∗100∗ 𝑡 𝑗2 )−(2∗100∗ 𝑡 𝑗4 ) 𝑂 𝑡𝑠𝑟 = 𝑂 𝑡𝑠 −(2∗100)∗ 𝑡 𝑗2 + 𝑡 𝑗2 + 𝑡 𝑗4. 𝑂 𝑡𝑠𝑟 = 𝑂 𝑡𝑠 −(𝑛−𝑝)∗ 𝑡 𝑗2 + 𝑡 𝑗2 + 𝑡 𝑗4. 𝑂 𝑡𝑠𝑟 =2400− 300−100 ∗ 1+1+1,5 =1700 min.")
18
Op. 40 Op. 10 Op. 20 Op. 30 Czas t 500 1000 1500 2000 Otr = 1700 100t1 2 x 100t2 2 x 100t4 Tabela 1. Terminy początków i końców obróbek poszczególnych partii transportowych w układzie szeregowo - równoległym Nr operacji 𝑡 𝑗𝑖 , min/szt. 𝑛, szt. 𝑝, szt. Czas obróbki partii transportowej 𝑡= 𝑡 𝑗𝑖 ∗𝑝 I partia transportowa II partia transportowa III partia transportowa Początek obróbki, min Koniec obróbki, min 10 2 300 100 200 400 600 20 1 500 700 30 3,5 350 850 1200 1550 40 1,5 150 1250 1400 1700

19
ZADANIA

20
Czas obróbki partii transportowej , h
ZADANIE 1 Obliczyć długość okresu technologicznego wykonania partii produkcyjnej wyrobu, którego proces technologiczny przedstawiono w tabeli 1 o liczebności 𝑛=200 𝑠𝑧𝑡./𝑝𝑎𝑟𝑡𝑖ę, przemieszczanej w transporcie międzyoperacyjnym w partiach transportowych o liczebności 𝑝=50 𝑠𝑧𝑡./𝑝𝑎𝑟𝑡𝑖ę. Przedstawić rozwiązanie metodą analityczną oraz graficznie. Nazwa części: WAŁ Materiał: stal C45 Wymiary przygotówki: ø 35 x 200 Nr operacji Opis operacji 𝒕 𝒋𝒊 , h/szt. 𝒑, szt. Czas obróbki partii transportowej , h 010 Cięcie na pile 1 50 020 Toczenie 3 150 030 Frezowanie 0,5 25 040 Obróbka cieplna 2 100 050 Szlifowanie 4,5 900

21
ZADANIE 1 𝑂 𝑡𝑠 =𝑛 𝑡 𝑗1 + 𝑡 𝑗2 + 𝑡 𝑗3 + 𝑡 𝑗4 + 𝑡 𝑗5 = ,5+2+4, ,5+2+4,5 =200∗11=2200 𝑚𝑖𝑛 𝑂 𝑡𝑟 =p 𝑡 𝑗1 + 𝑡 𝑗2 + 𝑡 𝑗3 + 𝑡 𝑗4 + 𝑡 𝑗5 + n−p ∗ 𝑡 𝑗5 = ,5+2+4, −50 ∗ 4,5= ∗4,5= =1225 𝑚𝑖𝑛 𝑂 𝑡𝑠𝑟 = 𝑂 𝑡𝑠 − 𝑛−𝑝 ∗ 𝑡 𝑗1 + 𝑡 𝑗3 + 𝑡 𝑗3 + 𝑡 𝑗4 = 2200−150∗ 1+0,5+0,5+2 =2200− 150∗4=2200−600=1600 𝑚𝑖𝑛

22
𝑂 𝑡𝑠 =𝑛 𝑡 𝑗1 + 𝑡 𝑗2 + 𝑡 𝑗3 + 𝑡 𝑗4 + 𝑡 𝑗5 =200 1+3+0,5+2+4,5 =200∗11=2200 𝑚𝑖𝑛

23
𝑂 𝑡𝑟 =p 𝑡 𝑗1 + 𝑡 𝑗2 + 𝑡 𝑗3 + 𝑡 𝑗4 + 𝑡 𝑗5 + n−p ∗ 𝑡 𝑗5 = ,5+2+4, −50 ∗4,5= ∗4,5= =1225 𝑚𝑖𝑛

24
𝑂 𝑡𝑠𝑟 = 𝑂 𝑡𝑠 − 𝑛−𝑝 ∗ 𝑡 𝑗1 + 𝑡 𝑗3 + 𝑡 𝑗3 + 𝑡 𝑗4 =2200−150∗ 1+0,5+0,5+2 =2200−150∗4=2200−600=1600 𝑚𝑖𝑛
𝑎= 200−50∗1=150 𝑏=150∗0,5 = 75 𝑐 = 150∗0,5 = 75 𝑑=150∗2=300 150 75 75 300

25
Czas obróbki partii transportowej, h
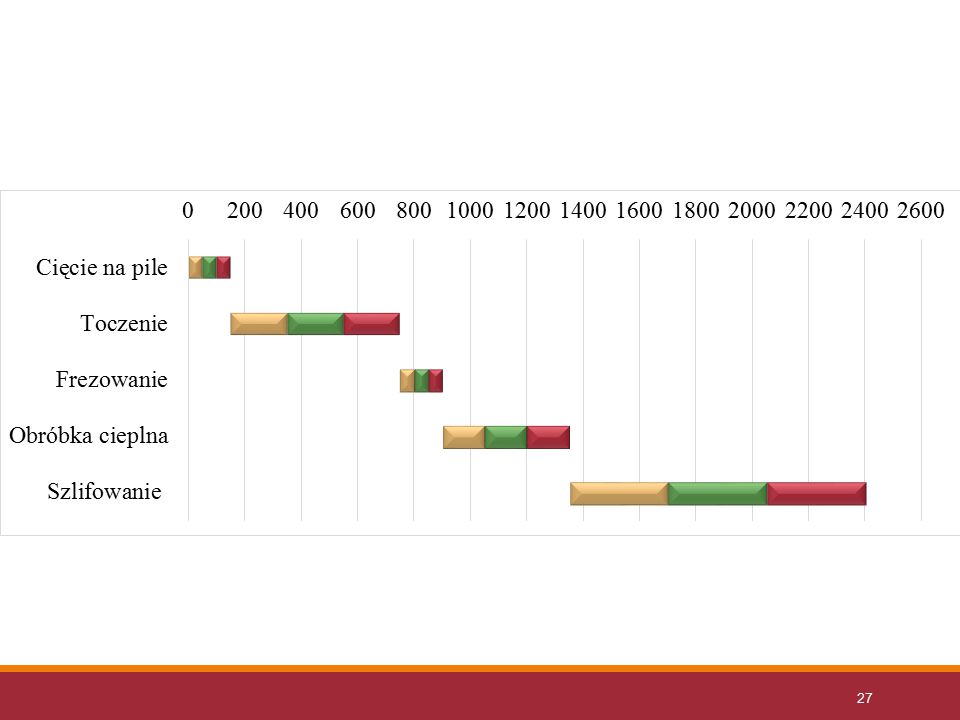
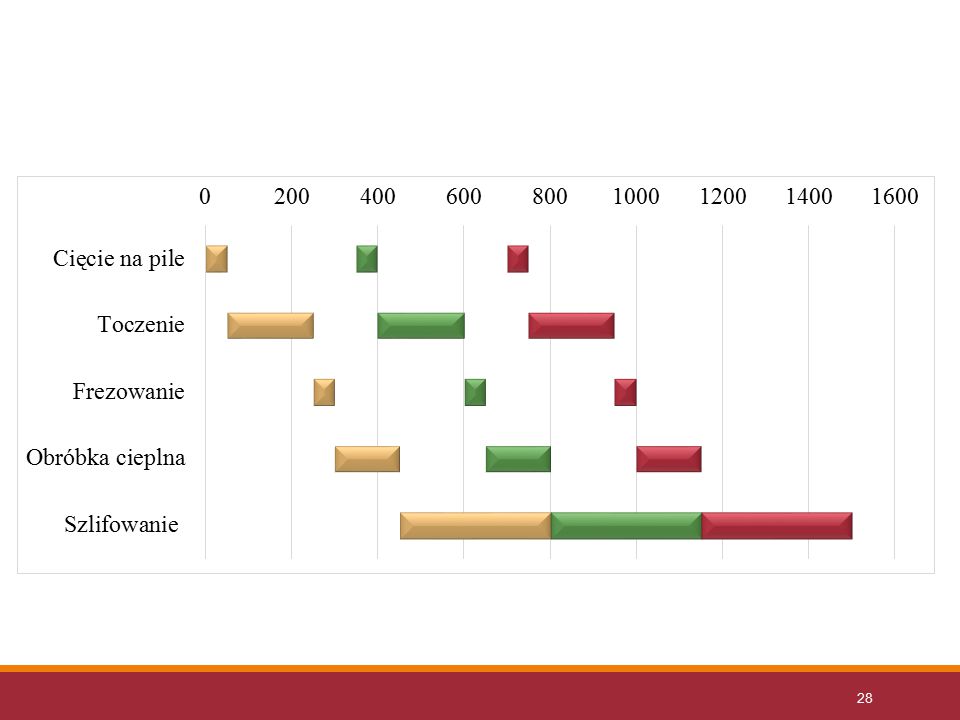
ZADANIE 2 Obliczyć długość okresu technologicznego wykonania partii produkcyjnej wyrobu, którego proces technologiczny przedstawiono w tabeli 1 o liczebności 𝑛=300 𝑠𝑧𝑡./𝑝𝑎𝑟𝑡𝑖ę, przemieszczanej w transporcie międzyoperacyjnym w partiach transportowych o liczebności 𝑝=100 𝑠𝑧𝑡./𝑝𝑎𝑟𝑡𝑖ę. Przedstawić rozwiązanie metodą analityczną oraz graficznie. Nazwa części: WAŁ Materiał: stal C45 Wymiary przygotówki: ø 550 x 2500 Nr operacji Opis operacji 𝒕 𝒋𝒊 , h/szt. 𝒑, szt. Czas obróbki partii transportowej, h 010 Cięcie na pile 0,5 100 020 Toczenie 2 030 Frezowanie 040 Wiercenie 1,5 050 Szlifowanie 3,5

26
Czas obróbki partii transportowej , h
𝑛=300 𝑠𝑧𝑡./𝑝𝑎𝑟𝑡𝑖ę Nazwa części: WAŁ Materiał: stal C45 Wymiary przygotówki: ø 550 x 2500 Nr operacji Opis operacji 𝒕 𝒋𝒊 , h/szt. 𝒑, szt. Czas obróbki partii transportowej , h 010 Cięcie na pile 0,5 100 50 020 Toczenie 2 200 030 Frezowanie 040 Wiercenie 1,5 150 050 Szlifowanie 3,5 350 𝑂 𝑡𝑠 =𝑛 𝑡 𝑗1 + 𝑡 𝑗2 + 𝑡 𝑗3 + 𝑡 𝑗4 + 𝑡 𝑗5 =300 0,5+2+0,5+1,5+3,5 0,5+2+0,5+1,5+3,5 =300∗8=2400 ℎ 𝑂 𝑡𝑟 =p 𝑡 𝑗1 + 𝑡 𝑗2 + 𝑡 𝑗3 + 𝑡 𝑗4 + 𝑡 𝑗5 + n−p ∗ 𝑡 𝑗5 =100 0,5+2+0,5+1,5+3,5 0,5+2+0,5+1,5+3, −100 ∗3,5= ∗3,5= =1500 ℎ 𝑂 𝑡𝑠𝑟 = 𝑂 𝑡𝑠 − 𝑛−𝑝 ∗ 𝑡 𝑗1 + 𝑡 𝑗3 + 𝑡 𝑗3 + 𝑡 𝑗4 =2400−200∗ 0,5+0,5+0,5+1,5 =2400−200∗3=2400−600=1800 ℎ

29
𝑎=200∗0,5=100 𝑏=200∗0,5=100 𝑐=200∗0,5=100 𝑑=200∗1,5=300

30
Czas obróbki partii transportowej , h
ZADANIE DOMOWE Obliczyć długość okresu technologicznego wykonania partii produkcyjnej wyrobu, którego proces technologiczny przedstawiono w tabeli 1 o liczebności 𝑛=360 𝑠𝑧𝑡./𝑝𝑎𝑟𝑡𝑖ę, przemieszczanej w transporcie międzyoperacyjnym w partiach transportowych o liczebności 𝑝=120 𝑠𝑧𝑡./𝑝𝑎𝑟𝑡𝑖ę. Przedstawić rozwiązanie metodą analityczną oraz graficznie. Nazwa części: WAŁ Materiał: stal C45 Wymiary przygotówki: ø 550 x 2500 Nr operacji Opis operacji 𝒕 𝒋𝒊 , h/szt. 𝒑, szt. Czas obróbki partii transportowej , h 010 Cięcie na pile 0,150 120 020 Toczenie 0,350 030 Frezowanie 0,450 040 Frezowanie rowków 0,550 050 Szlifowanie 0,500















 Bazowanie w technologii maszyn>")





