Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

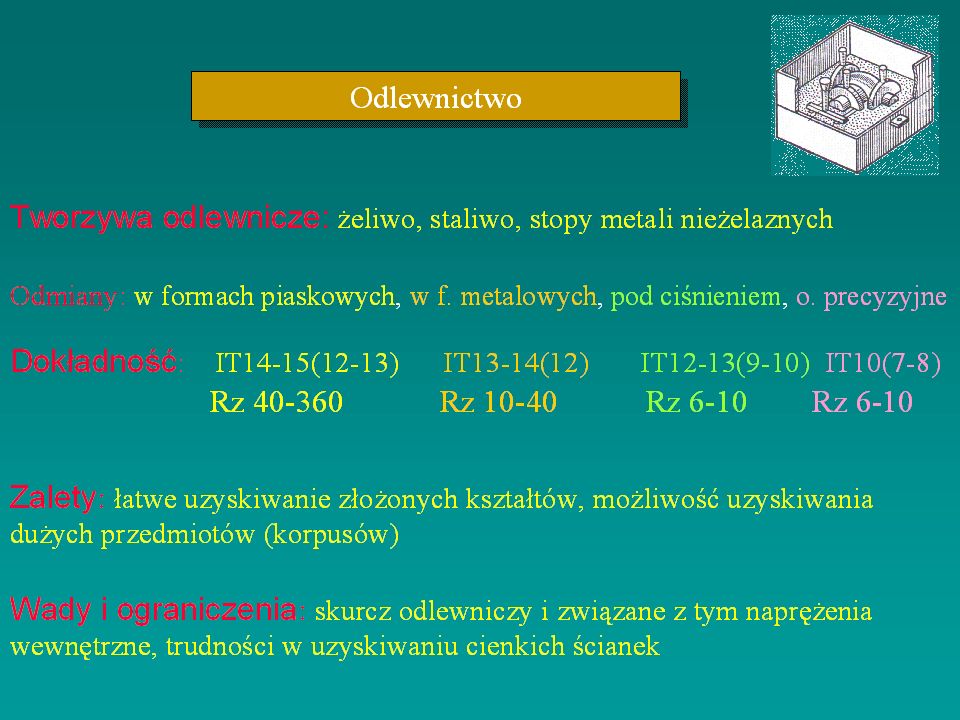
1
Półfabrykaty, naddatki na obróbkę
PPTOK (3 wykład) Projektowanie Procesów Technologicznych Obróbki Skrawaniem Półfabrykaty, naddatki na obróbkę Dr inż. Jan BERKAN pok. ST 319
 Projektowanie Procesów Technologicznych Obróbki Skrawaniem. Półfabrykaty, naddatki na obróbkę. Dr inż. Jan BERKAN. pok. ST")
2
Koszt wykonania półfabrykatu i obróbki zależy od wielkości produkcji
Półfabrykaty Od wyboru półfabrykatu (kształtu, naddatków na obróbkę, dokładności wymiarów, twardości itp..) zależy w dużej mierze liczba operacji i zabiegów, a w rezultacie koszt obróbki. Krótszy proces obróbki, mniejsze zużycie materiału, większy koszt wykonania półfabrykatu Kształt półfabrykatu zbliżony do gotowej części, duża dokładność wykonania półfabrykatu Koszt wykonania półfabrykatu i obróbki zależy od wielkości produkcji
 zależy w dużej mierze liczba operacji i zabiegów, a w rezultacie koszt obróbki. Krótszy proces obróbki, mniejsze zużycie materiału, większy koszt wykonania półfabrykatu. Kształt półfabrykatu zbliżony do gotowej części, duża dokładność wykonania półfabrykatu. Koszt wykonania półfabrykatu i obróbki zależy od wielkości produkcji.")
3
Wybór półfabrykatu odbywa się w dwóch fazach:
wybór zasadniczego rodzaju półfabrykatu (np.odlew lub odkuwka) wybór sposobu wykonania wybranego półfabrykatu Podstawowe rodzaje półfabrykatów: odlewy półfabrykaty kute i prasowane półfabrykaty tłoczone (wytłoczki i wykroje) cięte materiały walcowane półfabrykaty spawane i zgrzewane półfabrykaty uzyskiwane technologią metalurgii proszków półfabrykaty z tworzyw sztucznych
 wybór sposobu wykonania wybranego półfabrykatu. Podstawowe rodzaje półfabrykatów: odlewy. półfabrykaty kute i prasowane. półfabrykaty tłoczone (wytłoczki i wykroje) cięte materiały walcowane. półfabrykaty spawane i zgrzewane. półfabrykaty uzyskiwane technologią metalurgii. proszków. półfabrykaty z tworzyw sztucznych.")
5
Przetwórstwo tworzyw sztucznych (wtryskiwanie)
Tworzywa: tworzywa wielkocząsteczkowe Odmiany: wtryskiwanie, wytłaczanie, ... Dokładność: ok. IT12 Zalety: mały ciężar właściwy, odporność chemiczna, własności dielektryczne, mała energochłonność, możliwość uzyskiwania złożonych kształtów, łatwość produkowania wyrobów użytkowych Wady i ograniczenia: zmiana własności w podwyższonej temperaturze (70-200oC)*, mała twardość*, duży współczynnik rozszerzalności cieplnej* * - nie dotyczy materiałów kompozytowych
*, mała twardość*, duży współczynnik rozszerzalności cieplnej* * - nie dotyczy materiałów kompozytowych.")
6
Metalurgia proszków Tworzywa: proszki metali (żelaza, miedzi, wolframu, molibdenu ...) Dokładność: IT 7 - 9 Zalety: duża wydajność, brak strat materiału, prostota urządzeń, drogie oprzyrządowanie (formy do prasowania), możliwość uzyskiwania części z materiałów trudnotopliwych, części o wymaganej porowatości, części o specjalnej strukturze Wady i ograniczenia: ograniczona wielkość przedmiotu (zwłaszcza wysokość), koszt proszku, niższe parametry wytrzymałościowe
, możliwość uzyskiwania części z materiałów trudnotopliwych, części o wymaganej porowatości, części o specjalnej strukturze. Wady i ograniczenia: ograniczona wielkość przedmiotu (zwłaszcza wysokość), koszt proszku, niższe parametry wytrzymałościowe.")
7
Części wykonywane metodą metalurgii proszków

8
Obróbka plastyczna na gorąco (kucie)
Tworzywa: głównie stal węglowa i stopowa Odmiany: kucie swobodne, matrycowe, na prasach poziomych (kuźniarkach) Dokładność: IT (IT )* Zalety: korzystny układ włókien materiału, umocnienie warstwy wierzchniej, duża wydajność, małe straty materiału Wady i ograniczenia: ograniczona wielkość przedmiotu , koszt oprzyrządowania (nie dotyczy kucia swobodnego) * - dotyczy odkuwek kalibrowanych i wyciskanych
 Dokładność: IT (IT )* Zalety: korzystny układ włókien materiału, umocnienie warstwy wierzchniej, duża wydajność, małe straty materiału. Wady i ograniczenia: ograniczona wielkość przedmiotu , koszt oprzyrządowania (nie dotyczy kucia swobodnego) * - dotyczy odkuwek kalibrowanych i wyciskanych.")
9
Obróbka plastyczna na zimno
Tworzywa: stal, stopy metali nieżelaznych Odmiany: tłoczenie, wykrawanie, gięcie, ciągnienie, wyciskanie, walcowanie Dokładność: IT , Rz ok. 3, najczęściej pokrywa się z wymaganiami gotowej części Zalety: duża wydajność, małe straty materiału Wady i ograniczenia: ograniczona wielkość przedmiotu , koszt oprzyrządowania

10
Spawanie Zalety: Stosowane, gdy ważne jest:
zmniejszenie masy gotowej części uzyskanie skomplikowanych kształtów zmniejszenie zużycia drogiego materiału Zalety: szybkie przygotowanie pierwszych półfabrykatów łatwe przeróbki w fazie prototypu

11
Materiały walcowane: pręty walcowane (o przekrojach okrągłych,
kwadratowych, sześciokątnych ...) materiały walcowane o przekrojach prostokątnych i kształtowych (blachy, taśmy, kształtowniki) materiały ciągnione na zimno (o przekrojach okrągłych, kwadratowych, prostokątnych) rury materiały szlifowane druty materiały ciągnione kształtowe i specjalne
 materiały walcowane o przekrojach prostokątnych i. kształtowych (blachy, taśmy, kształtowniki) materiały ciągnione na zimno (o przekrojach. okrągłych, kwadratowych, prostokątnych) rury. materiały szlifowane. druty. materiały ciągnione kształtowe i specjalne.")
12
Zależność kosztu półfabrykatu od liczby produkowanych części i rodzaju półfabrykatu
odkuwka matrycowa odkuwka swobodnie kuta odlew staliwny Koszt własny liczba produkowanych. części

13
Naddatki na obróbkę Naddatek:
warstwa materiału przewidziana do usunięcia w trakcie obróbki, mierzony na kierunku prostopadłym do powierzchni obrobionej, podaje się go „na stronę” naddatek operacyjny – usuwany w pojedynczej operacji naddatek całkowity – suma naddatków operacyjnych wymiary międzyoperacyjne – wymiary uzyskiwane w kolejnych operacjach

14
Współczynnik wzrostu dokładności
K o = Ta/ Tb T a – tolerancja wymiaru w poprzedzającej fazie obróbki (półfabrykacie) T b – tolerancja wymiaru w gotowej części Orientacyjnie: Ko< jeden stopień obróbki 10< Ko< dwa stopnie obróbki Ko> trzy lub więcej stopni obróbki
 T b – tolerancja wymiaru w gotowej części. Orientacyjnie: Ko< 10 - jeden stopień obróbki. 10< Ko<50 - dwa stopnie obróbki. Ko> 50 - trzy lub więcej stopni obróbki.")
15
NADDATKI NA OBRÓBKĘ - RODZAJE
Powierzchnia przed obróbką (półfabrykat lub poprzedzająca faza obróbki) Kierunek usuwania materiału q - naddatek Pole tolerancji półfabrykatu T p Powierzchnia po obróbce q max q nom q min T r Pole tolerancji po obróbce Pole tolerancji po obróbce A p PRZEDMIOT OBRABIANY A r q nom = A p - A r ; q max = A p - A r + T r ; q min = ( A p - T p ) - ( A r – T r )
 Kierunek usuwania. materiału. q - naddatek. Pole tolerancji półfabrykatu. T p. Powierzchnia. po. obróbce. q. max. q nom. q min. T r. Pole tolerancji po obróbce. Pole tolerancji po obróbce. A p. PRZEDMIOT OBRABIANY. A r. q nom = A p - A r ; q max = A p - A r + T r ; q min = ( A p - T p ) - ( A r – T r )")
16
op. 10 W kolejnych operacjach (zabiegach) obróbkowych wykonywanych na tej samej powierzchni przedmiotu naddatki są coraz mniejsze op. 20 op. 30 op. 40 op. 50 op. 60

17
WZÓR KOWANA q = T a + H a + S a + e b
Indeks a – poprzedzająca faza obróbki Indeks b – aktualna, rozpatrywana faza obróbki Ta - część tolerancji z poprzedzającej fazy obróbki (wgłąb materiału, zmniejszająca naddatek na obróbkę) H a - wysokość nierówności z poprzedzającej fazy obróbki S a - przestrzenne odchylenie wzajemnie związanych obrabianych powierzchni e b - błąd ustalenia i zamocowania ( w aktualnej operacji)
 H a - wysokość nierówności z poprzedzającej fazy obróbki. S a - przestrzenne odchylenie wzajemnie związanych. obrabianych powierzchni. e b - błąd ustalenia i zamocowania ( w aktualnej operacji)")
18
osi otworu przed obróbką
d b INTERPRETACJA PRZESTRZENNEGO ODCHYLENIA wzajemnie związanych obrabianych powierzchni d a O Teoretyczna oś otworu po obróbce O 1 Rzeczywista oś otworu przed obróbką S a B S a – przestrzenne odchylenie osi otworu przed obróbką B A

Podobne prezentacje
 Tok projektowania proces technologicznego>")















 Bazowanie w technologii maszyn>")

 Projektowanie Procesów i Oprzyrządowania Technologicznego Zasady wyboru baz obróbkowych Przykłady bazowania Typowe sposoby ustalenia.>")
