PROGRAM WYKŁADU WSTĘP ORGANIZACJA PRODUKCJI STEROWANIE PRODUKCJĄ LOGISTYKA ZARZĄDZANIE JAKOŚCIĄ, TQM KOMUNIKACYJNE ASPEKTY ZARZĄDZANIA PLANOWANIE DOŚWIADCZEŃ DOE INŻYNIERIA JAKOŚCI; PODEJŚCIE TAGUCHI’EGO SYSTEM ZARZĄDZANIA JAKOŚCIĄ ISO
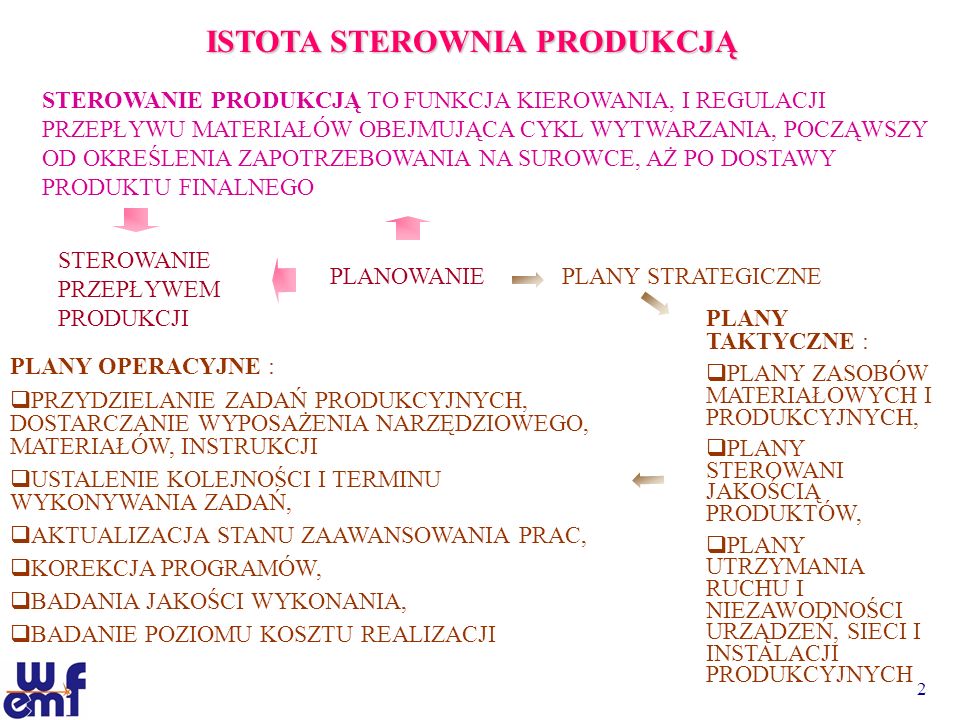
ISTOTA STEROWNIA PRODUKCJĄ STEROWANIE PRODUKCJĄ TO FUNKCJA KIEROWANIA, I REGULACJI PRZEPŁYWU MATERIAŁÓW OBEJMUJĄCA CYKL WYTWARZANIA, POCZĄWSZY OD OKREŚLENIA ZAPOTRZEBOWANIA NA SUROWCE, AŻ PO DOSTAWY PRODUKTU FINALNEGO STEROWANIE PRZEPŁYWEM PRODUKCJI PLANOWANIE PLANY STRATEGICZNE PLANY TAKTYCZNE : PLANY ZASOBÓW MATERIAŁOWYCH I PRODUKCYJNYCH, PLANY STEROWANI JAKOŚCIĄ PRODUKTÓW, PLANY UTRZYMANIA RUCHU I NIEZAWODNOŚCI URZĄDZEŃ, SIECI I INSTALACJI PRODUKCYJNYCH PLANY OPERACYJNE : PRZYDZIELANIE ZADAŃ PRODUKCYJNYCH, DOSTARCZANIE WYPOSAŻENIA NARZĘDZIOWEGO, MATERIAŁÓW, INSTRUKCJI USTALENIE KOLEJNOŚCI I TERMINU WYKONYWANIA ZADAŃ, AKTUALIZACJA STANU ZAAWANSOWANIA PRAC, KOREKCJA PROGRAMÓW, BADANIA JAKOŚCI WYKONANIA, BADANIE POZIOMU KOSZTU REALIZACJI
ISTOTA STEROWNIA PRODUKCJĄ PLANOWANIE TECHNICZNO-EKONOMICZNE PLANOWANIE MIĘDZYKOMÓRKOWE PLANOWANIE WEWNĄTRZKOMÓRKOWE SEKWENCJE PLANOWANIA: PRODUKCJA, ALE TEŻ ZATRUDNIENIE, PŁACE, ZUŻYCIE MATERIAŁÓW, FINANSE ITP., CO STANOWI ORGANICZNY ZWIĄZEK TECHNICZNYCH, PRODUKCYJNYCH I FINANSOWYCH ZADAŃ PRZEDSIĘBIORSTWA KOORDYNUJE WSPÓŁPRACĘ MIEDZY POSZCZEGÓLNYMI KOMÓRKAMI PRODUKCYJNYMI PRZEDSIĘBIORSTWA WYZNACZENIE I KOORDYNACJA PLANÓW STANOWISK ROBOCZYCH WCHODZĄCYCH W SKŁAD OKREŚLONEJ KOMÓRKI, NAJCZĘŚCIEJ KP1
STEROWANIE PRZEPŁYWEM PRODUKCJI ISTOTĄ PROCESU STEROWANIA PRZEPŁYWEM PRODUKCJI SĄ WSZYSTKIE DZIAŁANIA ZMIERZAJĄCE DO DOPROWADZENIA (LUB UTRZYMANIA) PROCESU DO OKREŚLONEJ NORMY, KTÓRA MOŻE BYĆ WEKTOREM RÓŻNYCH PARAMETRÓW WAHANIA W WYDAJNOŚCI PRACY, AWARIE, BRAKI PRODUKCYJNE, NIETERMINOWE DOSTAWY MATERIAŁÓW, PILNE NOWE ZAMÓWIENIA ZAUWAŻONE ODCHYLENIA SĄ PODSTAWĄ DO KOREKTY (KOORDYNACJI) PRZEPŁYWU KONTROLOWANEGO PROCESU. ODPOWIEDNIE DECYZJE ZAPADAJĄ W RÓŻNYCH KOMÓRKACH SŁUŻBY STEROWANIA PRZEPŁYWEM PRODUKCJI, - BLOK „REGULATOR”.
STEROWANIE PRZEPŁYWEM PRODUKCJI WEKTOR ODCHYLEŃ Pr –rzeczywiste parametry realizacji procesu produkcyjnego, Pp –planowane parametry realizacji procesu produkcyjnego - WEKTOR DOPUSZCZALNY ODCHYLENIA MIESZCZĄ SIĘ W DOPUSZCZALNYCH GRANICACH, A PLAN PRODUKCJI JEST CIĄGLE JESZCZE REALNY OSIĄGNIĘCIE ZAMIERZONEGO CELU JEST MAŁO PRAWDOPODOBNE
STEROWANIE PRZEPŁYWEM PRODUKCJI CHARAKTER HIERARCHICZNY SPRZĘŻENIA
NOWOCZESNE METODY STEROWANIA PRODUKCJĄ NACISK NA OBNIŻKĘ POZIOMU ZAPASÓW, MOŻLIWOŚĆ LUB WRĘCZ KONIECZNOŚĆ WSPOMAGANIA KOMPUTEROWEGO, IDENTYFIKACJA WĄSKICH GARDEŁ W PROCESACH PRODUKCYJNYCH ORAZ OGRANICZENIE ICH SZKODLIWEGO WPŁYWU NA REALIZOWANE PROCESY, KONIECZNOŚĆ DYSPONOWANIA DOBRYMI PROGNOZAMI RYNKOWYMI METODY Z RODZINY MRP Material Requirement Planning TECHNOLOGIA OPTYMALIZACJI PRODUKCJI OPT JAPOŃSKIE SYSTEMY STEROWANIA JUST-IN-TIME, KANBAN
PLANOWANIE POTRZEB MATERIAŁOWYCH MRP I METODA MRP I (Material Requirement Planning) JEST METODĄ ZARZĄDZANIA PRODUKCJĄ I ZAPASAMI PRODUKCYJNYMI OBEJMUJĄCĄ DZIAŁANIA ZWIĄZANE Z WYPRZEDZAJĄCYM USTALENIEM RODZAJU I WIELKOŚCI ZADAŃ DLA KOMÓREK PRODUKCYJNYCH PRZEDSIĘBIORSTWA I PLANOWANIEM POTRZEB MATERIAŁOWYCH ORAZ SPOSOBÓW ICH ZASPOKAJANIA SUROWCE W MAGAZYNIE, ELEMENTY NIE ZAKOŃCZONE W MAGAZYNIE, PODZESPOŁY W MAGAZYNIE, ELEMENTY W TOKU PRODUKCJI, PODZESPOŁY W TOKU PRODUKCJI POTRZEBY NA POSZCZEGÓLNE RODZAJE MATERIAŁÓW SĄ NIECIĄGŁE I SKOKOWE. ! JEDEN KOMPLEKSOWY SYSTEM PRZEWIDYWANIE, OKREŚLENIE WIELKOŚCI ZAMÓWIEŃ I TERMINÓW DOSTAW, OKREŚLENIE WIELKOŚCI PARTII PRODUKCYJNYCH, MOMENTY ROZPOCZĘCIA PRODUKCJI, WIELKOŚCI ZAPASÓW W MAGAZYNACH ORAZ PROCESIE WYTWARZANIA.
PLANOWANIE ZASOBÓW PRODUKCYJNYCH MRP II METODA MRP II (Manufacturing Resource Planning) JEST NATURALNĄ KONTYNUACJĄ METODY MRP I DODANO DALSZE SPRZĘŻENIA ZWROTNE MIĘDZY WYKONYWANYMI OPERACJAMI TECHNOLOGICZNYMI ORAZ UZUPEŁNIONO JE INFORMACJĄ O KOSZTACH Dołączenie do funkcji planowania materiałowego również planowania i sterowania innymi czynnikami produkcji ulepszało programowanie harmonogramów produkcji oraz sprzężeń potrzeb materiałowych z innymi zależnymi potrzebami jak maszyny, powierzchnie, czynniki energetyczne, praca, ludzie, informacje, kapitał. W CZASIE RZECZYWISTYM ! „CO BĘDZIE JEŚLI ?”
PLANOWANIE ZASOBÓW PRZEDSIĘBIORSTWA MRP III/ERP PLANOWANIE ZASOBÓW PRZEDSIĘBIORSTWA (Enterprise Resource Planning) – UNIWERSALNA METODA ODNOSZĄCA SIĘ DO WSZYSTKICH ISTOTNYCH ZASOBÓW PRZEDSIĘBIORSTWA W ASPEKCIE MARKETINGOWYM, LOGISTYCZNYM I FINANSOWYM elementy wiążące system z otoczeniem, funkcje zarządzania, odpowiednio rozbudowane procedury wspomagania procesów decyzyjnych, systemy z bazą wiedzy
TECHNOLOGIA OPTYMALIZACJI PRODUKCJI OPT METODA OPT (Optimized Production Technology) MA CECHY METOD MRP, A GŁÓWNA RÓŻNICA POLEGA NA TYM, ŻE JEJ GŁÓWNYM CELEM JEST MAKSYMALIZACJA WYNIKU PRODUKCYJNEGO POPRZEZ ELIMINACJĘ „WĄSKICH GARDEŁ” PRODUKCYJNYCH WĄSKIE GARDŁO DETERMINUJE PRODUKCJE CAŁEGO SYSTEMU, OSZCZĘDNOŚCI W PRACY WĄSKIEGO GARDŁA SĄ ZŁUDNE I OBNIŻAJĄ WYDAJNOŚĆ CAŁEGO SYSTEMU, PONIEWAŻ WĄSKIE GARDŁA OKREŚLAJĄ ZARÓWNO CYKLE PRODUKCYJNE, JAK I ZAPASY, NIE JEST UZASADNIONE WYTWARZANIE PEWNYCH KOMPONENTÓW WYROBU W SZYBSZYM TEMPIE, NIŻ WĄSKIE GARDŁO JEST W STANIE JE PRZYJĄĆ (WĄSKIE GARDŁO WYZNACZA TAKT SPŁYWU PRODUKCJI), NALEŻY KONCENTROWAĆ SIĘ NA UTRZYMANIU WYRÓWNANEGO, CIĄGŁEGO PRZEPŁYWU MATERIAŁÓW, CZĘŚCI, ZESPOŁÓW PRZEZ STANOWISKA ROBOCZE, A NIE NA ZAPEWNIENIU ICH PEŁNEGO OBCIĄŻENIA PRACĄ (TJ. BILANSOWANIE PRZEPŁYWU PRODUKCJI, A NIE ZDOLNOŚCI PRODUKCYJNYCH), GODZINA STRACONA W WĄSKIM GARDLE JEST GODZINĄ STRACONĄ W CAŁYM SYSTEMIE, GODZINA ZAOSZCZĘDZONA POZA WĄSKIM GARDŁEM NIE MA RZECZYWISTEGO ZNACZENIA.
TECHNOLOGIA OPTYMALIZACJI PRODUKCJI OPT METODA OPT (Optimized Production Technology) MA CECHY METOD MRP, A GŁÓWNA RÓŻNICA POLEGA NA TYM, ŻE JEJ GŁÓWNYM CELEM JEST MAKSYMALIZACJA WYNIKU PRODUKCYJNEGO POPRZEZ ELIMINACJĘ „WĄSKICH GARDEŁ” PRODUKCYJNYCH STOSUJĄC METODĘ OPT NALEŻY KIEROWAĆ SIĘ TRZEMA CHARAKTERYSTYCZNYMI PRZESŁANKAMI RÓWNOWAŻYĆ PRZEPŁYW, A NIE MOCE WYTWÓRCZE, STRATY POWSTAJĄCE W WĄSKICH GARDŁACH SĄ NIE DO ODROBIENIA, RÓŻNICOWAĆ WIELKOŚĆ PARTII.
SYSTEM JUST-IN-TIME DOKŁADNIE NA CZAS – JIT (Just-in-time) JEST METODĄ ELIMINUJĄCĄ ZAPASY ORAZ PRZYSPIESZAJĄCĄ PRZEPŁYW MATERIAŁÓW, PÓŁPRODUKTÓW I PRODUKTÓW W UKŁADZIE LOGISTYCZNYM PRZEDSIĘBIORSTWA TOYOTA, 1970: PODSTAWOWYM CELEM FUNKCJONOWANIA FIRMY JEST „..perfekcyjne dostosowanie wyjść systemu produkcyjnego do potrzeb rynku przy eliminacji wszelkich przestojów i marnotrawstwa”.
SYSTEM JUST-IN-TIME KAŻDY PRODUKT, WYKONYWANY JEST W ODPOWIEDZI NA KONKRETNĄ, WYSTĘPUJĄCĄ W DANEJ CHWILI POTRZEBĘ BEZ ZAPASÓW !
ZASADA ELIMINOWANIA STRAT SYSTEM JUST-IN-TIME ZASADA „BUY” ZASADA ELIMINOWANIA STRAT STRATY PRODUKCJA NADMIERNEJ ILOŚCI WYROBÓW W STOSUNKU DO ZAPOTRZEBOWANIA, PRODUKCJA CZĘŚCI NA ZAPAS ZBĘDNY TRANSPORT OCZEKIWANIE (NA MATERIAŁ, NA NARZĘDZIA, NA ZAKOŃCZENIE WYKONANIA POPRZEDNIEJ OPERACJI), A TAKŻE BEZCZYNNOŚĆ PRACOWNIKA W OKRESIE, GDY WYRÓB JEST OBRABIANY NA STANOWISKU BEZ JEGO BEZPOŚREDNIEGO UDZIAŁU, BRAKI (JEST TO STRATA NIE TYLKO MATERIAŁU, ENERGII, PRACY CZŁOWIEKA I MASZYNY, ALE TAKŻE STRATY WYNIKŁE Z KOSZTÓW NAPRAWY BRAKU, OBSŁUGI SERWISOWEJ ITP.), ZAPASY ZABEZPIECZAJĄCE BEZUŻYTECZNE DZIAŁANIE ROBOTNIKA (NP. PRZEKŁADANIE, PODNOSZENIE, PRZESUWANIE, SCHYLANIE SIĘ, A WIĘC WSZYSTKIE TE CZYNNOŚCI, KTÓRE ROBOTNIK MUSI WYKONAĆ W PRZYPADKU NIERACJONALNEJ ORGANIZACJI STANOWISKA ROBOCZEGO), ZBĘDNE PROCESY
SYSTEM JUST-IN-TIME CECHY JIT : JAKOŚĆ – 0% BRAKÓW (PRODUKCJA BEZBRAKOWA), ILOŚĆ – NIE MNIEJ, NIE WIĘCEJ (NIE PRODUKOWAĆ ANI ZBYT MAŁEJ, ANI ZBYT DUŻEJ ILOŚCI), TERMINOWOŚĆ – NIE ZA WCZEŚNIE, NIE ZA PÓŹNO (DOTRZYMYWAĆ DOKŁADNEGO TERMINU DOSTARCZANIA).
TECHNIKA KANBAN INTEGRALNYM ELEMENTEM SYSTEMÓW JIT JEST METODA ZARZĄDZANIA PRODUKCJĄ KANBAN OPARTA NA PRZEPŁYWIE DOKUMENTÓW W POSTACI KART SYSTEM KANBAN URUCHAMIA WYTWARZANIE SKŁADNIKÓW WYROBÓW DOPIERO WÓWCZAS, GDY POJAWIA SIĘ NA NIE ZAPOTRZEBOWANIE. KARTA PRODUKCJI KAN (ZLECENIE NA WYKONANIE) WYKONANIE PRZEKAZANE NA PODSTAWIE KARTY PRZEPŁYWU (ZAPOTRZEBOWANIA) – BAN
TECHNIKA KANBAN 3. ABY WYTWORZYĆ CZĘŚĆ NA STANOWISKU KONCOWYM NIEZBĘDNE SĄ ELEMENTY PRODUKOWANE NA STANOWISKU POPRZEDNIM... 2. POJEMNIK ZAWIERAJĄCY KOMPONENTY DO MONTAŻU FINALNEGO JEST POBIERANY Z MAGAZYNU ZNAJDUJĄCEGO SIĘ ZA KOŃCOWYM STANOWISKIEM ROBOCZYM W ZAMIAN ZA KARTĘ KANBAN 1. HARMONOGRAM PRACY WYDZIAŁU MONTAŻU FINALNEGO WYROBÓW ZASADA FIFO (first in – first out tzn. „pierwsze przyszło – pierwsze wyszło”)