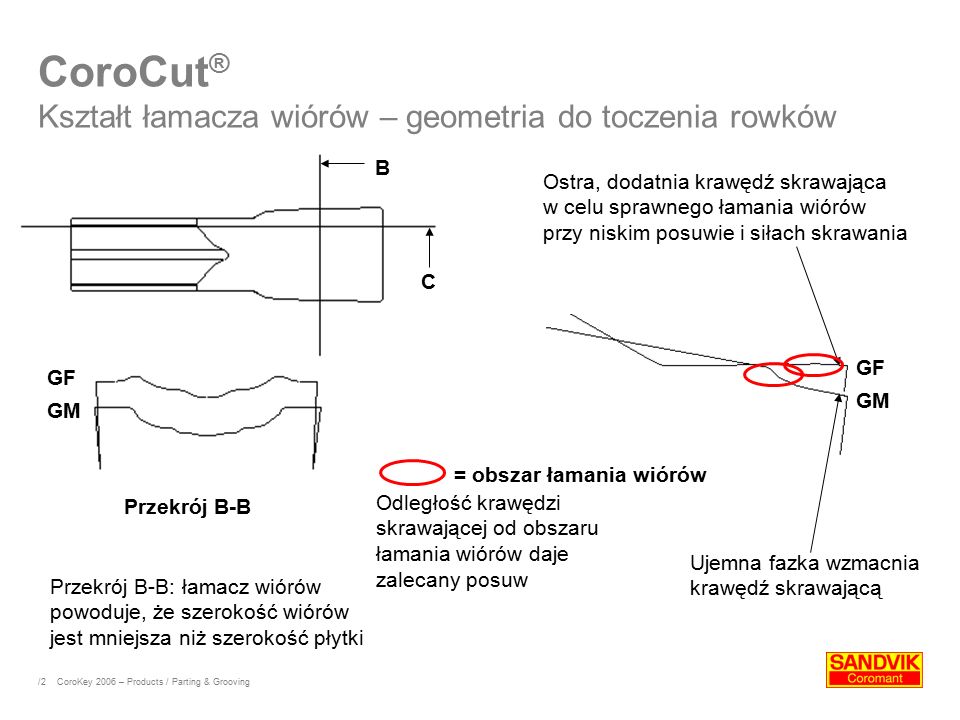
CoroCut® Toczenie rowków i toczenie wzdłużne Geometria GM do toczenia rowków Średni posuw Geometria GF do precyzyjnego toczenia rowków. Pole tolerancji +/-0,02 mm Do toczenia rowków i toczenia wzdłużnego przy niskim posuwie. Geometrie TF i TM do toczenia wzdłużnego i toczenia rowków. Geometria TF razem z technologią Wiper do wykończenia powierzchni bocznych rowków. -GF -GM -TM -TF Radial feed Szerokość płytki (la), 3.0 mm = Zalecane wartości startowe Posuw (fn), mm/obr = technologia Wiper dająca wyższą jakość powierzchni CoroKey 2006 – Products / Parting & Grooving
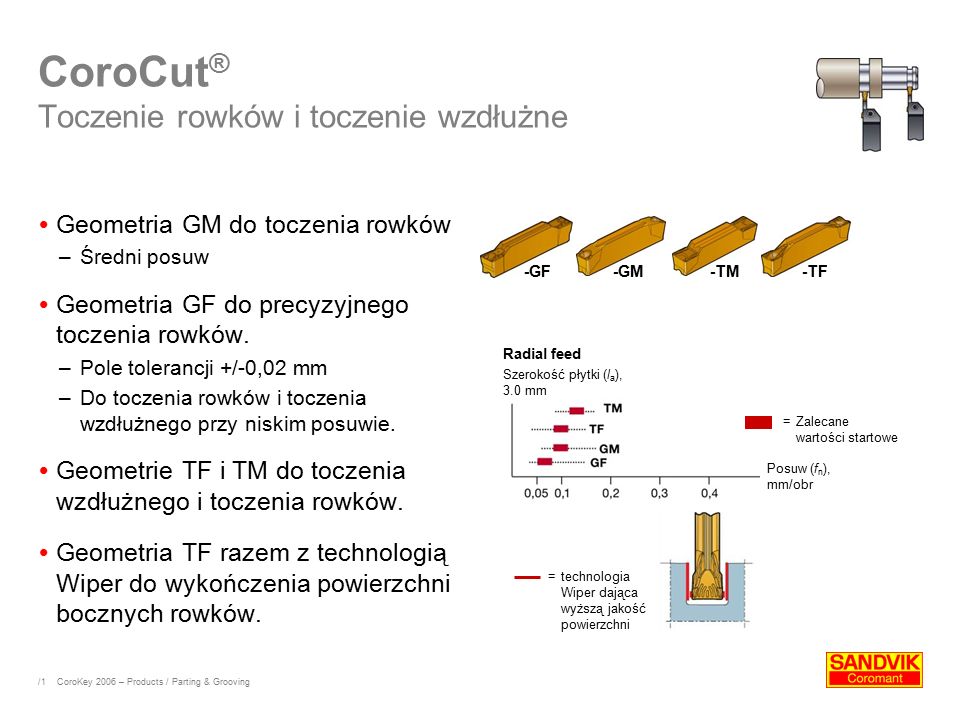
CoroCut® Kształt łamacza wiórów – geometria do toczenia rowków B C Ostra, dodatnia krawędź skrawająca w celu sprawnego łamania wiórów przy niskim posuwie i siłach skrawania GF GM GF GM Section C-C = obszar łamania wiórów Przekrój B-B Odległość krawędzi skrawającej od obszaru łamania wiórów daje zalecany posuw Ujemna fazka wzmacnia krawędź skrawającą Przekrój B-B: łamacz wiórów powoduje, że szerokość wiórów jest mniejsza niż szerokość płytki CoroKey 2006 – Products / Parting & Grooving
CoroCut® Kształt łamacza wiórów – geometria do toczenia B C Ostra, dodatnia krawędź skrawająca w celu sprawnego łamania wiórów przy niskim posuwie i siłach skrawania TF TM TF TM Section C-C = obszar łamania wiórów Odległość krawędzi skrawającej od obszaru łamania wiórów daje zalecany posuw Przekrój B-B obszar łamania wiórów przy toczeniu wzdłużnym Ujemna fazka wzmacnia krawędź skrawającą Przekrój B-B: łamacz wiórów powoduje, że szerokość wiórów jest mniejsza niż szerokość płytki CoroKey 2006 – Products / Parting & Grooving
CoroCut® Metody toczenia rowków Toczenie w jednym przejściu Toczenie w wielu przejściach Toczenie wgłębień Zagłębianie skośne Obróbka wykańczająca dna i ścianek bocznych Toczenie w jednym przejściu Toczenie w wielu przejściach Toczenie wgłebień Zagłębianie skośne CoroKey 2006 – Products / Parting & Grooving
CoroCut® Toczenie rowków w jednym przejściu Prosta obróbka rowków o szerokości do 8 mm. Jedną z metod może być programowanie fazek. W opcji Tailor Made płytka może dokładnie odwzorowywać kształt rowka, patrz rys. B CoroKey 2006 – Products / Parting & Grooving
CoroCut® Toczenie rowków w wielu przejściach Dla toczenia rowków o szerokości mniejszej niż głębokość Należy toczyć w pełnym materiale, a następnie pozostałe pierścienie Szerokość pierścienia to 0.6 – 0.8 x szerokości płytki Pierwszym wyborem jest geometria GF Zalecana jest obróbka wykańczająca Toczenie w wielu przejściach Przejście 1,2 i 3 toczy pełny rowek Pracuje czoło i naroża płytki Przejście 4 i 5 usuwa pierścienie Naroża nie pracują Zysk to równomierne zużycie i najlepsza trwałość narzędzia CoroKey 2006 – Products / Parting & Grooving
CoroCut® Toczenie wgłębień i zagłębianie skośne Toczenie wgłębień i zagłębianie skośne znajduje zastosowanie tam, gdzie szerokość rowka jest większa niż głębokość Zagłębianie skośne służy uniknięciu drgań i zminimalizowaniu promieniowych sił podczas obróbki smukłych detali. Podwojona liczba przejść Geometrie TF i TM zaprojektowane do posuwu promieniowego i osiowego Maks. głębokość przy posuwie osiowym to 0.75 x szerokość płytki Aby uzyskać płaskie dno i dobrej jakości ścianki, należy użyć metody jak po prawej stronie. Cofanie płytki, oraz zatrzymanie posuwu służy zmniejszeniu drgań. Toczenie wgłębień Zagłębianie skośne 1. Wymagany promieniowy posuw +0.2 mm (maks. 0.75 x szerokość płytki) 2. Wycofanie 0.2 mm 3. Toczenie osiowe do przeciwległej ścianki 4. Zagłębienie promieniowe 0.5 mm CoroKey 2006 – Products / Parting & Grooving
Toczenie wgłębień fn Siły skrawania powodują odkształcenie ostrza Na zmniejszenie sił skrawania wpływa zmiana kierunku posuwu, co pozwala uniknąć drgań. Również zatrzymanie posuwu w rogach rowka pozwala uniknąć drgań zwiększenie trwałości płytki i narzędzia poprawia bezpieczeństwo obróbki Maks. ap = 0.75 x szerokości płytki zapobiega nadmiernym odkształceniom ostrza CoroKey 2006 – Products / Parting & Grooving
CoroCut® Wykończenie powierzchni/efekt dogładzania Geometrie TF, TM i GF są zaprojektowane do toczenia wzdłużnego Efekt dogładzania polega na zginaniu oprawki i płytki Siła skrawania (ap i posuw) powoduje zginanie, przez co określa jakość powierzchni Rezultat Można osiągnąć wartość Ra 0.5. Odpowiednio dobrana siła może obniżyć wartość Ra do 0.2 Otrzymana jakość jest bardzo wysoka Porównanie między CoroCut (A) a konwencjonalnym narzędziem tokarskim (B). Porównanie jakości powierzchni Chropowatość, Ra Posuw, mm/r CoroKey 2006 – Products / Parting & Grooving
CoroCut® Toczenie rowków/efekt dogładzania Wykończenie powierzchni płytką CoroCut – efekt dogładzania CoroKey 2006 – Products / Parting & Grooving
Q-Cut® 151.3 do obróbki wewnętrznej i toczenia rowków czołowych na małej średnicy 1-krawędziowe płytki Szerokość 2- 8 mm Geometrie 4G/7G i 7P Do obróbki wewnętrznej (Ø20-40 mm) Do toczenia czołowego rowków na małej średnicy. Średnica pierwszego wcięcia 24 - 40 mm. Mogą być stosowane tylko z oprawkami 151.3 CoroKey 2006 – Products / Parting & Grooving
CoroCut® Toczenie wewnętrzne Te same metody co przy toczeniu zewnętrznym. Najczęstsze problemy to drgania oraz ewakuacja wiórów. Należy użyć możliwie najbardziej stabilnego mocowania. Dla wysięgów powyżej 7xD należy zastosować trzonki z tłumieniem drgań na głowice CoroCut-SL. Dla średnic mniejszych niż 25 mm należy użyć systemu Q-Cut 151.3 Tłumik drgań wzmocniony węglikiem Tłumik drgań Trzonek stalowy CoroKey 2006 – Products / Parting & Grooving
CoroCut® Toczenie rowków wewnętrznych Dla optymalnej ewakuacji wiórów: Należy zacząć obróbkę od dna otworu i toczyć w kierunku przodu otworu Toczenie wgłębień/zagłębianie skośne Podczas obróbki zgrubnej należy użyć płytek lewych lub prawych zależnie od kierunku spływu wiórów Aby ograniczyć drgania należy stosować toczenie w wielu przejściach, lub toczenie wgłębień wąską płytką do szerokich rowków. Aby uzyskać najlepsze warunki odprowadzania wiórów należy rozpocząć od dna otworu i toczyć wstecz. CoroKey 2006 – Products / Parting & Grooving
CoroCut® Toczenie rowków czołowych Narzędzie musi mieć poprawną średnicę żebra podporowego Rodzaj żebra podporowego A lub B należy wybrać wg rysunku Żebro podporowe B jest dostępne standardowo zarówno z kątem 0° jak i 90° Płytkie toczenie rowków czołowych jest doskonałą alternatywą w przypadku rowków o głębokości do 4.5 mm trzonek RF/LF trzonek RG/LG CoroKey 2006 – Products / Parting & Grooving
CoroCut® Toczenie rowków czołowych Kontrola spływu wiórów Główną różnicą w toczeniu rowków osiowych i promieniowych jest pierwsze wcięcie. Łamanie wiórów powoduje zakleszczenie się ich w rowku i złamanie płytki/narzędzia. Przy pierwszym wcięciu wymagane są długie i ciągłe wióry. Mogą być skracane przez przerwy w posuwie Poza tym dla rowków czołowych obowiązują te same zasady jak przy toczeniu zwykłych rowków Należy rozpoczynać obróbkę od zewnętrznej średnicy z posuwem w stronę osi Geometrie TF, CM, RM, RO, 7G oraz 7P są zoptymalizowane do toczenia rowków czołowych CoroKey 2006 – Products / Parting & Grooving