Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
Pełne informacje są podane w normie ČSN EN ISO 12944
Podręcznik Nie chroniona stal w atmosferze, w wodzie lub podczas składowania koroduje, co powoduje znaczne straty ekonomiczne. Aby wykluczyć korozję, konstrukcje stalowe muszą być przez czas ich wymaganej żywotności chronione za pomocą systemów lakierniczych i powłok. Dla zapewnienia skutecznej ochrony konstrukcji stalowych jest konieczne, aby inwestorzy, projektanci, konsultanci, firmy przeprowadzające prace wykończenia powierzchni, inspektorzy wykończenia powierzchni i producenci farb i lakierów osiągnęli określony poziom wiedzy o ochronie antykorozyjnej i o samym wykonywaniu powłok antykorozyjnych. Celem niniejszego podręcznika jest zwrócenie uwagi na pewne braki, które mogą występować w trakcie przygotowania powierzchni i właściwego nanoszenia farb. Jeżeli uniknie się podanych w podręczniku błędów, będzie możliwe pełne wykorzystanie wszystkich właściwości farby. Wysiłek zwróci się w żywotności powłoki, nowych zamówieniach zadowolonych klientów i dobrym samopoczuciu dzięki profesjonalnie wykonanej pracy. Pełne informacje są podane w normie ČSN EN ISO 12944

2
Spis treści 1. Problemy z przygotowaniem powierzchni:......…..……………………………………………… ………..….... 4 1.1. POWIERZCHNIA STALI - ocena stanu.….………………………………………………… … … Zardzewienie ………………………………………… Zendr ………………………………………………. 7 Ostre krawędzie …………………………………………… Rozpuszczalne sole …………………………………………… Typ i stan powłoki transportowej (powłoka warsztatowa, shopprimer) ………………………………………… 1.2. SPAWY ……………… …………………………….... 8 Nierówności ……………… ………………………….....……… Porowatość i koncentratory naprężeń ……………………………...……………… Zendr …………………………………………… … … Zadymienie i Zapalenia ……………………….………………… 1.3. OLEJ I TŁUSZCZ ………………………………………… 1.4. URZĄDZENIA DO PIASKOWANIA I URZĄDZENIA DO CZYSZCZENIA MECHANICZNEGO… 1.5. STOPIEŃ PRZYGOTOWANIA ………………………………………… 1.6. PROFIL POWIERZCZHNI (CHROPOWATOŚĆ)...……………………………………… 1.7. PYŁ ………………………………………… 1.8. ZAPEWNIENIE DOBREGO DOSTĘPU I OŚWIETLENIE ……………………………………… …
 ………………………………………… SPAWY ……………… …………………………… Nierówności ……………… ………………………….....……… Porowatość i koncentratory naprężeń ……………………………...……………… Zendr …………………………………………… … … Zadymienie i Zapalenia ……………………….………………… OLEJ I TŁUSZCZ ………………………………………… URZĄDZENIA DO PIASKOWANIA I URZĄDZENIA DO CZYSZCZENIA MECHANICZNEGO… STOPIEŃ PRZYGOTOWANIA ………………………………………… PROFIL POWIERZCZHNI (CHROPOWATOŚĆ)...……………………………………… PYŁ ………………………………………… ZAPEWNIENIE DOBREGO DOSTĘPU I OŚWIETLENIE ……………………………………… …")
3
2. Przygotowanie lakierni i farby: ……………………………….…………...… … 2.1. URZĄDZENIA APLIKACYJNE....………………………………………… … 2.2. WENTYLACJA ………………………………………… 2.3. ZAPEWNIENIE DOBREGO DOSTĘPU I OŚWIETLENIA ……………..……………………… 2.4. ILOŚĆ FARBY …………………………………… … 2.5. JAKOŚĆ FARBY ………………………………………… 2.6. UTWARDZACZ ……………………………………… 2.7. ROZCIEŃCZALNIK I ROZCIEŃCZANIE...…………………………………… 2.8. ZMIESZANIE/MIESZANIE ………………………………………… … 3. Problemy w trakcie aplikacji farby: ……………………………………… … 3.1. TEMPERATURA POWIETRZA ………………………………….… 3.2. TEMPERATURA POWIERZCHNI SUBSTRATU...……………………..………………… 3.3. PUNKT ROSY ………………………………………… 3.4. TEMPERATURA FARBY …………………………………….… 3.5. WENTYLACJA ………………………………………… 3.6. GRUBOŚĆ MOKREGO FILMU FARBY......…………………………………… 4. Przegląd końcowy lakierowanej konstrukcji stalowej:.……………………………………… 4.1. KONEČNÝ OSTATECZNY WYGLĄD ………………………………………… 4.2. KONTROLA GRUBOŚCI SUCHEGO DILMU...………………………………………… 4.3. KONTROLA PRZYCZEPNOŚCI …………………………………………

4
1. Problemy z przygotowaniem powierzchni:
Dlaczego przygotowanie powierzchni: Zapewnia przyczepność farby do podkładu Zapewnia skuteczność inhibitorów Usuwa się istniejące centra korozyjne Wyrówna się podkład 1.1. POWIERZCHNIA STALI - ocena stanu Przed rozpoczęciem pracy ważne jest dokonanie oceny stanu powierzchni stalowej. Na konstrukcji występują często czynniki, które mogą mieć znaczny wpływ na właściwości antykorozyjne powłoki. Jest to przede wszystkim zardzewienie (powierzchniowa i głęboka korozja), zendr, ostre krawędzie, rozpuszczalne w wodzie sole, typ i stan powłoki transportowej (powłoka warsztatowa shopprimer). Zardzewienie Korozja jest zjawiskiem elektrochemicznym, w którym ze stali, w obecności wody i tlenu, staje się tlenek żelaza - rdza. Rdza stopniowo wyraźnie degraduje właściwości mechaniczne wyrobów stalowych. Ochrona przed korozją i kryteria estetyczne są prawdopodobnie najważniejszymi czynnikami ochrony wyrobów stalowych poprzez malowanie. Rdza jest owszem również czynnikiem, który może wyraźnie ograniczać właściwości funkcjonalne powłok lakierniczych, dlatego musi być bardzo starannie usuwana z powierzchni wyrobów przed aplikacją farby lub lakieru. Podaje się 4 stopnie zardzewienia powierzchni oznaczone A; B; C; D. • A powierzchnia jest prawie całkowicie pokryta mocno przylegającą warstwą zendru, ale w zasadzie bez widocznych śladów rdzy. • B powierzchnia stali z zaczynającą warstwą rdzy i odpryskującym zendrem. • C powierzchnia stali, z której już zendr odkorodował lub da się usunąć szczotką, która jednak wykazuje dołkowatą korozję podczas oględzin bez powiększenia. • D powierzchnia stali, z której już zendr odkorodował, wykazująca korozję dołkowatą podczas oględzin bez powiększenia.
, zendr, ostre krawędzie, rozpuszczalne w wodzie sole, typ i stan powłoki transportowej (powłoka warsztatowa shopprimer) Zardzewienie. Korozja jest zjawiskiem elektrochemicznym, w którym ze stali, w obecności wody i tlenu, staje się tlenek żelaza - rdza. Rdza stopniowo wyraźnie degraduje właściwości mechaniczne wyrobów stalowych. Ochrona przed korozją i kryteria estetyczne są prawdopodobnie najważniejszymi czynnikami ochrony wyrobów stalowych poprzez malowanie. Rdza jest owszem również czynnikiem, który może wyraźnie ograniczać właściwości funkcjonalne powłok lakierniczych, dlatego musi być bardzo starannie usuwana z powierzchni wyrobów przed aplikacją farby lub lakieru. Podaje się 4 stopnie zardzewienia powierzchni oznaczone A; B; C; D. • A powierzchnia jest prawie całkowicie pokryta mocno przylegającą warstwą zendru, ale w zasadzie bez widocznych śladów rdzy. • B powierzchnia stali z zaczynającą warstwą rdzy i odpryskującym zendrem. • C powierzchnia stali, z której już zendr odkorodował lub da się usunąć szczotką, która jednak wykazuje dołkowatą korozję podczas oględzin bez powiększenia. • D powierzchnia stali, z której już zendr odkorodował, wykazująca korozję dołkowatą podczas oględzin bez powiększenia.")
5
Stan skorodowanej powierzchni i jakość jej
oczyszczenia (norma ČSN ISO ) - Stopień korozji B Pierwotny stan Ręczne czyszczenia St Piaskowanie Sa2,5
 - Stopień korozji B. Pierwotny stan Ręczne czyszczenia St3 Piaskowanie Sa2,5.")
6
Stan skorodowanej powierzchni i jakość jej
oczyszczenia (norma ČSN ISO ) Stopień korozji D Pierwotny stan Ręczne czyszczenia St Piaskowanie Sa2,5 Stopnie zardzewienia łącznie z dokumentacją fotograficzną szczegółowo opisuje normy ISO Wszystkim zalecamy zapoznanie się z nią.
 Stopień korozji D. Pierwotny stan Ręczne czyszczenia St3 Piaskowanie Sa2,5. Stopnie zardzewienia łącznie z dokumentacją fotograficzną szczegółowo opisuje normy ISO Wszystkim zalecamy zapoznanie się z nią.")
7
Zendr Zendr ma inny skład, niż właściwa stal. Jeżeli nie zostanie dostatecznie usunięty, dojdzie między zendrem i stalą do korozji galwanicznej a następnie odpryskiwania zendru wraz z powłoką lakierniczą. Co z tym robić: Zendr musi zostać usunięty, najczęściej przez piaskowanie lub szlifowanie. Przeprowadzić kontrolę wzrokową. Ostre krawędzie Ostre krawędzie, rysy i grat powoduje za małą grubość filmu farby w danym miejscu, co powoduje przedwczesne powstawanie korozji. Żadna z tych wad nie może być usunięta tylko przez piaskowanie. Niektóre ostre krawędzie mogą powstać od źle naostrzonych narzędzi skrawających. Rysy i grat w wyniku nieostrożnej pracy i manipulacji z wyrobami. Co z tym zrobić: Rysy i grat muszą być wygładzone przez szlifowanie. Ostre krawędzie, o ile to umożliwia konstrukcja, zalecamy zaoblić minimalnie na R2. Powierzchnie te mogą wymagać wykonania powłoki pasowej. Skontrolować wzrokowo i dotykiem, czy krawędzie nie wykazują nieregularności i nie są ostre na dotyk.

8
Rozpuszczalne sole Rozpuszczalne sole wraz z parą wodną bardzo wyraźnie przyspieszają powstawanie korozji. Obecność soli powoduje osmotyczne pęcznienie powłoki i podkorodowanie filmu lakieru. Bardzo trudno jest rozpoznać obecność soli na wyrobie. Zanieczyszczenie solami można zakładać w morskim lub silnie przemysłowym środowisku. Co z tym zrobić: Soli nie można usunąć mechanicznie muszą zostać umyte wodą. Zalecamy spryskanie wodą pod wysokim ciśnieniem lub czyszczenie szczotką na mokro. Jeżeli jest obecna głęboka korozja, zalecamy mokre piaskowanie z następnym płukaniem. Skontrolować wzrokowo lub w laboratorium. Typ i stan powłoki transportowej (powłoka warsztatowa, shopprimer) Powłoka transportowa ma zapewnić ochronę antykorozyjną tylko na niezbędny czas transportu lub składowania między poszczególnymi operacjami technologicznymi w produkcji i budowie konstrukcji stalowej wyrobu. Co z tym zrobić: Powłoka transportowa przeważnie nie zapewnia wymaganej ochrony antykorozyjnej ostatecznej powłoki. W tym przypadku zalecamy jej usunięcie na przykład piaskowaniem. W przypadku, kiedy powłoka transportowa jest użyta jako farba podkładowa, konieczne jest staranne skontrolowanie jej stanu osmotyczne pęcherzyki, mechanicznie naruszona powłoka (przeszlifowanie, przepalenie) lub przerdzewienie. Defekty te należy naprawić szlifując i pokryć lokalną warstwą antykorozyjnej farby podkładowej NH. 1.2. Spawy Spawy są jednym z najczęstszych miejsc, gdzie dochodzi do przekorodowania powłoki lakierniczej. Jest to spowodowane agresywnym działaniem produktów powstających podczas spawania oraz nierówności powierzchni, która powoduje zmniejszenie warstwy lakieru. Dlatego konieczne jest skontrolowanie spawów z punktu widzenia: Nierówności, Porowatości, Zendru, Koncentratorów naprężeń, Zadymienia i Zapaleń. Nierówności Nierówności tworzą występki, ostre krawędzie, resztki elektrod spawalniczych i podobnie. Dzięki tym nierównościom powstaje osłabienie warstwy suchego filmu, co powoduje przedwczesne powstawanie korozji. Żadna z tych wad nie może być usunięta tylko przez piaskowanie.
 Powłoka transportowa ma zapewnić ochronę antykorozyjną tylko na niezbędny czas transportu lub składowania między poszczególnymi operacjami technologicznymi w produkcji i budowie konstrukcji stalowej wyrobu. Co z tym zrobić: Powłoka transportowa przeważnie nie zapewnia wymaganej ochrony antykorozyjnej ostatecznej powłoki. W tym przypadku zalecamy jej usunięcie na przykład piaskowaniem. W przypadku, kiedy powłoka transportowa jest użyta jako farba podkładowa, konieczne jest staranne skontrolowanie jej stanu osmotyczne pęcherzyki, mechanicznie naruszona powłoka (przeszlifowanie, przepalenie) lub przerdzewienie. Defekty te należy naprawić szlifując i pokryć lokalną warstwą antykorozyjnej farby podkładowej NH Spawy. Spawy są jednym z najczęstszych miejsc, gdzie dochodzi do przekorodowania powłoki lakierniczej. Jest to spowodowane agresywnym działaniem produktów powstających podczas spawania oraz nierówności powierzchni, która powoduje zmniejszenie warstwy lakieru. Dlatego konieczne jest skontrolowanie spawów z punktu widzenia: Nierówności, Porowatości, Zendru, Koncentratorów naprężeń, Zadymienia i Zapaleń Nierówności. Nierówności tworzą występki, ostre krawędzie, resztki elektrod spawalniczych i podobnie. Dzięki tym nierównościom powstaje osłabienie warstwy suchego filmu, co powoduje przedwczesne powstawanie korozji. Żadna z tych wad nie może być usunięta tylko przez piaskowanie.")
9
1.2.2. Porowatość i koncentratory naprężeń
Co z tym zrobić: Nierówności muszą być przeszlifowane na gładko tak, aby na dotyk nie były ostre i były bez występków. Zalecamy zawsze pokrycie spawu warstwą pasową, o ile to jest możliwe pędzlem, który lepiej penetruje farbę do spawu. Skontrolować wzrokowo. Porowatość i koncentratory naprężeń Porowatość powstaje z zendru i resztek topnika. Koncentratory naprężeń są głębokimi ostrymi zagłębieniami obok spawu. Farba trudno wnika do nich i w ten sposób powstają lokalne centra korozji. Co z tym zrobić: Porowatość musi być przeszlifowana na gładko i całkowicie usunięta. Jeżeli wyrób będzie używany tylko w łagodnym klimacie, można użyć odpowiedniego kitu wypełniającego. Zalecamy zawsze pokrycie spawu pasową powłoką, o ile tj. możliwe pędzlem, który lepiej penetruje farbę do spawu. Zendr Zendr tworzy cienką warstwę na powierzchni spawanej stali, która zapobiega przed-wczesnemu utlenianiu podczas spawania. Niestety nie trzyma dostatecznie na powier-zchni stali i trzeba go usunąć piaskowanie nie jest dostateczne Co z tym zrobić: Zendr musi zostać usunięty za pomocą młotka, jest to normalny obowiązek spawacza.

10
1.2.4. Zadymienie i Zapalenia
Zadymienie powstaje podczas spawania z produktów spalania koszulki elektrod. Powoduje osiadanie alkalicznych soli na powierzchni stali, co może przyspieszyć powstawanie pęcherzyków osmotycznych. Zapalenie jest uszkodzeniem już wcześniej aplikowanej powłoki transportowej (powłoka warsztatowa shopprimer) lub innej, która jest częściowo zniszczona, traci przyczepność i swoje właściwości antykorozyjne. Co z tym zrobić: Alkaliczne zadymienie należy oczyścić wodą pod ciśnieniem. Zapalenia muszą zostać oczyszczone na minimalnie St. 3. Po oczyszczeniu ponownie aplikuje się podkładową farbę antykorozyjną. 1.3. OLEJ I TŁUSZCZ Olej i tłuszcz pojawiający się w formie ciemnych plam, powoduje znacznie obniżenie adhezji farby do podkładu i skrócenie żywotności powłoki ochronnej. Powłoka odpryskuje i ma złe właściwości mechaniczne. Oleju i tłuszczu nie da się usunąć drogą mechaniczną. Próbując tego ryzykuje się kontaminację użytych środków (szlifierki, szczotki, urządzenia natryskowe) i podczas ich używania przenoszenie tłuszczów na następne, pierwotnie czyste wyroby. Co z tym zrobić: Duże powierzchnie najlepiej odtłuścić emulsyjnym środkiem odtłuszczającym. Powierzchnię zalecamy następnie opłukać wodą pod wysokim ciśnieniem. Zdecydowanie nie należy odtłuszczać dużych powierzchni za pomocą szmaty z rozpuszczalnikiem po chwili na szmacie wytworzy się mieszanina tłuszczu, oleju i rozpuszczalnika, którą następnie rozetrzemy po całym wyrobie. Szmatką z rozpuszczalnikiem można czyścić tylko małe powierzchnie do 1 m2 . Na dobrze odtłuszczonej powierzchni woda nie wytwarza „kulek“ a kreda po niej nie ślizga się, ale pozostawia wyraźny ślad. 1.4. URZĄDZENIA DO PIASKOWANIA I URZĄDZENIA DO CZYSZCZENIA MECHANICZNEGO Jest to jedno z najważniejszych narzędzi do dobrego przygotowania powierzchni. Należy dbać o należyty stan wszystkich urządzeń, regularne utrzymanie a prawidłowe nastawienie oszczędza czas i pracę nie tylko własną, ale również kolegów. Upewnić się, że urządzenie do piaskowania posiada separator wody i oleju (znajduje się między sprężarką i pojemnikiem dopiaskowania) w przeciwnym razie grozi kontaminacja piaskowanej powierzchni olejem.
 lub innej, która jest częściowo zniszczona, traci przyczepność i swoje właściwości antykorozyjne. Co z tym zrobić: Alkaliczne zadymienie należy oczyścić wodą pod ciśnieniem. Zapalenia muszą zostać oczyszczone na minimalnie St. 3. Po oczyszczeniu ponownie aplikuje się podkładową farbę antykorozyjną OLEJ I TŁUSZCZ. Olej i tłuszcz pojawiający się w formie ciemnych plam, powoduje znacznie obniżenie adhezji farby do podkładu i skrócenie żywotności powłoki ochronnej. Powłoka odpryskuje i ma złe właściwości mechaniczne. Oleju i tłuszczu nie da się usunąć drogą mechaniczną. Próbując tego ryzykuje się kontaminację użytych środków (szlifierki, szczotki, urządzenia natryskowe) i podczas ich używania przenoszenie tłuszczów na następne, pierwotnie czyste wyroby. Co z tym zrobić: Duże powierzchnie najlepiej odtłuścić emulsyjnym środkiem odtłuszczającym. Powierzchnię zalecamy następnie opłukać wodą pod wysokim ciśnieniem. Zdecydowanie nie należy odtłuszczać dużych powierzchni za pomocą szmaty z rozpuszczalnikiem po chwili na szmacie wytworzy się mieszanina tłuszczu, oleju i rozpuszczalnika, którą następnie rozetrzemy po całym wyrobie. Szmatką z rozpuszczalnikiem można czyścić tylko małe powierzchnie do 1 m2 . Na dobrze odtłuszczonej powierzchni woda nie wytwarza „kulek a kreda po niej nie ślizga się, ale pozostawia wyraźny ślad URZĄDZENIA DO PIASKOWANIA I URZĄDZENIA DO CZYSZCZENIA MECHANICZNEGO. Jest to jedno z najważniejszych narzędzi do dobrego przygotowania powierzchni. Należy dbać o należyty stan wszystkich urządzeń, regularne utrzymanie a prawidłowe nastawienie oszczędza czas i pracę nie tylko własną, ale również kolegów. Upewnić się, że urządzenie do piaskowania posiada separator wody i oleju (znajduje się między sprężarką i pojemnikiem dopiaskowania) w przeciwnym razie grozi kontaminacja piaskowanej powierzchni olejem.")
11
1.5. STOPIEŃ PRZYGOTOWANIA
Co z tym zrobić: Wolne tempo piaskowania, niedostateczny profil i stopień przygotowania powierzchni mogą mieć wspólną przyczynę. Należy skontrolować wydajność piaskarki, długość i grubość węży, czy odpowiadają danemu zakresowi pracy? Dotyczy to też innych urządzeń. Stare szczotki stalowe z tępymi i połamanymi drutami mogą wypolerować powierzchnię, co obniża przyczepność farby w tych miejscach. Należy dbać o należytą jakość i regularną wymianę tarcz z papieru ściernego i szlifierskich. 1.5. STOPIEŃ PRZYGOTOWANIA Jest podawany szereg stopni przygotowania powierzchni dotyczących metody przygotowania i stopnia czyszczenia. Najczęściej spotykaną formą przygotowania powierzchni jest piaskowanie lub ręczne/mechaniczne czyszczenie szczotkami. Każdy stopień przygotowania powierzchni jest oznaczany literami. „Sa“ - piaskowanie lub „St“ ręczne i mechaniczne czyszczenie. Przed właściwym czyszczeniem konieczne jest ostukanie grubych warstw rdzy. Stopień oczyszczenia piaskowanie dzieli się na : Sa 1 lekkie piaskowanie Sa 2 dokładne piaskowanie Sa 2,5 bardzo dokładne piaskowanie Sa 3 wizualnie czysta powierzchnia stalowa Ręczne i mechaniczne czyszczenie dzieli się na : St 2 dokładne oczyszczenie St 3 bardzo dokładne oczyszczenie Jeżeli czyści się już wcześniej lakierowaną powierzchnię, przed oznaczenie Sa lub St dodaje się literę P. Na przykład „P Sa 2,5“ jest to bardzo dokładne lokalne opiaskowanie. Bardzo dobrze problematyka ta jest opisana w normie ISO i ISO , wszystkim pracownikom zalecamy zapoznanie się z nimi.

12
1.6. PROFIL POWIERZCZHNI (CHROPOWATOŚĆ)
Bardzo dobrze problematyka ta jest opisana w normie ISO i ISO , wszystkim pracownikom zalecamy zapoznanie się z nimi. Jeżeli nie zostanie dotrzymany przepisany stopień przygotowania powierzchni, system lakierniczy nie będzie miał zakładanych właściwości adhezji, właściwości antykorozyjnych, żywotności, odporności chemicznej i mechanicznej! Co z tym zrobić: Nie odpowiadające powierzchnie trzeba jeszcze raz mechanicznie oczyścić lub opiaskować. Uwaga na zasolenie. 1.6. PROFIL POWIERZCZHNI (CHROPOWATOŚĆ) Chropowatość piaskowanej powierzchni określa zwłaszcza: • Kształt • Wysokość • Gęstość Dla porównania powierzchni wyrobu z wymaganym standardem należy użyć RUGOTEST NO 3. Mała gęstość i wysokość lub zbyt obłe kształty powierzchni mają znaczny wpływ na przyczepność powłoki, co ma wpływ na jej mechaniczne właściwości i może być przyczyną odpryskiwania. Z drugiej strony za gruby (wysoki) profil powoduje niedostateczne pokrycie powierzchni farbą (i przedwczesną korozję) lub niepotrzebnie duże zużycie farby. Aby uniknąć tych problemów, należy skontrolować zawsze przed użyciem środki ścierne! Co z tym zrobić: Powierzchnie, które nie odpowiadają specyfikacji, trzeba piaskować ponownie: Mała wysokość grubszy piasek Obłe kształty do piaskowania użyć śrutu Niedostateczna gęstość wystarczy ponownie opiaskować Za duża wysokość ponownie opiaskować drobniejszym piaskiem
 Chropowatość piaskowanej powierzchni określa zwłaszcza: • Kształt. • Wysokość. • Gęstość. Dla porównania powierzchni wyrobu z wymaganym standardem należy użyć RUGOTEST NO 3. Mała gęstość i wysokość lub zbyt obłe kształty powierzchni mają znaczny wpływ na przyczepność powłoki, co ma wpływ na jej mechaniczne właściwości i może być przyczyną odpryskiwania. Z drugiej strony za gruby (wysoki) profil powoduje niedostateczne pokrycie powierzchni farbą (i przedwczesną korozję) lub niepotrzebnie duże zużycie farby. Aby uniknąć tych problemów, należy skontrolować zawsze przed użyciem środki ścierne! Co z tym zrobić: Powierzchnie, które nie odpowiadają specyfikacji, trzeba piaskować ponownie: Mała wysokość grubszy piasek. Obłe kształty do piaskowania użyć śrutu. Niedostateczna gęstość wystarczy ponownie opiaskować. Za duża wysokość ponownie opiaskować drobniejszym piaskiem.")
13
2. Przygotowanie lakierni i farby:
1.7. PYŁ Chociaż farba ma bardzo dobrą przyczepność do cząstek pyłu, oczywiście cząstki pyłu nie mają dostatecznej przyczepności do powierzchni wyrobu. Dochodzi zatem do wyraźnego pogorszenia właściwości mechanicznych powłoki, jej następnego odpryskiwania i korozji. Co z tym zrobić: Pył trzeba odkurzyć lub wydmuchać sprężonym powietrzem. 1.8. Zapewnienie dobrego dostĘPu i oŚWietlenie Jakość przygotowania powierzchni i jej poszczególne składniki (zendr i rdza, grat, żużel, pył i podobne) kontrolują pracownicy przede wszystkim wzrokowo. Niedostateczne oświetlenie może spowodować, że braków nie zauważą i powierzchnię będą uważać za dobrze przygotowaną. To samo dotyczy dostępu do wyrobu podczas wykonywania prac. W trudno dostępnych miejscach powierzchnia nie będzie dobrze przygotowana, co znacznie zwiększa ryzyko urazu przy pracy w danym miejscu. Wynikiem niskiej jakości przygotowania powierzchni jest przedwczesne rdzewienie i niska odporność. Należy zapewnić dobre warunki pracy. Służy to nie tylko firmie, ale również klientom. Co z tym zrobić: Używać w lakierni stacjonarnych lamp oraz przenośnych reflektorów, które można łatwo skierować na źle oświetlone powierzchnie. Oczywistością jest pokrywanie lamp przezroczystą folią ochronną i regularna wymiana tej folii. Jest konieczny kontakt wzrokowy z przygotowywaną powierzchnią. 2. Przygotowanie lakierni i farby: 2.1. URZĄDZENIA APLIKACYJNE Jeżeli na powierzchni wyrobu nie tworzy się odpowiedni film, może to być spowodowane słabą wydajnością urządzenia aplikacyjnego lub jego niewłaściwym typem. Urządzenie aplikacyjne o słabej wydajności nie jest w stanie dostatecznie atomizować farby, która następnie zalewa i źle zasycha, mogą powstawać nawet małe kratery. Co z tym zrobić: Możliwym rozwiązaniem jest dostateczne rozcieńczanie farby, ale to zabiera czas i zwiększa koszty. Konieczne jest dobranie odpowiedniej wielkości urządzenia, ciśnienia i wydajności z właściwościami aplikacyjnymi farby. Węże do natrysku muszą być krótkie,zalecamy średnicę 3/8“. Upewnić się, że zalecana farba nie wymaga specjalnego urządzenia natryskowego.
 kontrolują pracownicy przede wszystkim wzrokowo. Niedostateczne oświetlenie może spowodować, że braków nie zauważą i powierzchnię będą uważać za dobrze przygotowaną. To samo dotyczy dostępu do wyrobu podczas wykonywania prac. W trudno dostępnych miejscach powierzchnia nie będzie dobrze przygotowana, co znacznie zwiększa ryzyko urazu przy pracy w danym miejscu. Wynikiem niskiej jakości przygotowania powierzchni jest przedwczesne rdzewienie i niska odporność. Należy zapewnić dobre warunki pracy. Służy to nie tylko firmie, ale również klientom. Co z tym zrobić: Używać w lakierni stacjonarnych lamp oraz przenośnych reflektorów, które można łatwo skierować na źle oświetlone powierzchnie. Oczywistością jest pokrywanie lamp przezroczystą folią ochronną i regularna wymiana tej folii. Jest konieczny kontakt wzrokowy z przygotowywaną powierzchnią. 2. Przygotowanie lakierni i farby: 2.1. URZĄDZENIA APLIKACYJNE. Jeżeli na powierzchni wyrobu nie tworzy się odpowiedni film, może to być spowodowane słabą wydajnością urządzenia aplikacyjnego lub jego niewłaściwym typem. Urządzenie aplikacyjne o słabej wydajności nie jest w stanie dostatecznie atomizować farby, która następnie zalewa i źle zasycha, mogą powstawać nawet małe kratery. Co z tym zrobić: Możliwym rozwiązaniem jest dostateczne rozcieńczanie farby, ale to zabiera czas i zwiększa koszty. Konieczne jest dobranie odpowiedniej wielkości urządzenia, ciśnienia i wydajności z właściwościami aplikacyjnymi farby. Węże do natrysku muszą być krótkie,zalecamy średnicę 3/8 . Upewnić się, że zalecana farba nie wymaga specjalnego urządzenia natryskowego.")
14
2.3. ZAPEWNIENIE DOBREGO DOSTĘPU I OŚWIETLENIA
2.2. WENTYLACJA Po aplikacji farby musi z niej odparować rozpuszczalnik. Dotyczy to konwencjonalnych farb i lakierów oraz farb rozcieńczanych wodą. Do tego jest potrzebna odpowiednia wentylacja. Należy dbać o to, aby wentylacja nie była za silna ani za słaba. W przypadku niedostatecznej wentylacji powłoka wysycha powoli i czas się wydłuża. Niebezpieczeństwo, które grozi w przypadku za słabej oraz za silnej wentylacji polega na tym, że w filmie część rozpuszczalników zostanie zamknięta, co ma wpływ na odporność chemiczną i mechaniczną. Nadmierna wentylacja jest przyczyną niegospodarności nanoszenia farby. Co z tym zrobić: Następną warstwę aplikować po odparowaniu rozpuszczalników dotrzymywać interwałów podanych w specyfikacji. Przed rozpoczęciem prac w zamkniętym pomieszczeniu upewnić się, że jest tu zainstalowane urządzenie wentylacyjne i że dobrze działa. Należy pamiętać, że pary z rozpuszczalników utrzymują się przy ziemi. 2.3. ZAPEWNIENIE DOBREGO DOSTĘPU I OŚWIETLENIA Jakość przygotowania powierzchni i jej poszczególne składniki (zendr i rdza, grat, żużel, pył i podobne) kontrolują pracownicy przede wszystkim wzrokowo. Niedostateczne oświetlenie może spowodować, że braków nie zauważą i powierzchnię będą uważać za dobrze przygotowaną. To samo dotyczy dostępu do wyrobu podczas wykonywania prac. W trudno dostępnych miejscach powierzchnia nie będzie dobrze przygotowana, co znacznie zwiększa ryzyko urazu przy pracy w danym miejscu. Wynikiem niskiej jakości przygotowania powierzchni jest przedwczesne rdzewienie i niska odporność. Należy zapewnić dobre warunki pracy. Służy to nie tylko firmie, ale również klientom Co z tym zrobić: Używać w lakierni stacjonarnych lamp oraz przenośnych reflektorów, które można łatwo skierować na źle oświetlone powierzchnie. Oczywistością jest pokrywanie lamp przezroczystą folią ochronną i regularna wymiana tej folii. Jest konieczny kontakt wzrokowy z przygotowywaną powierzchnią. 2.4. ILOŚĆ FARBY Dla zapewnienia bezproblemowego przebiegu prac lakierniczych dobrze jest mieć jasne wyobrażenie o zużyciu poszczególnych materiałów. Dzięki tej informacji można łatwo określić cenę zlecenia dla konkretnego klienta lub ogólnie określić koszty do kalkulacji wyrobu. Dotrzymanie procedur i osiągnięcie wymaganych DFT poszczególnych powłok, konieczne do pomyślnego odbioru wyrobu, można zapewnić tylko mając dostateczną ilość materiałów lakierniczych w miejscu pracy.
 kontrolują pracownicy przede wszystkim wzrokowo. Niedostateczne oświetlenie może spowodować, że braków nie zauważą i powierzchnię będą uważać za dobrze przygotowaną. To samo dotyczy dostępu do wyrobu podczas wykonywania prac. W trudno dostępnych miejscach powierzchnia nie będzie dobrze przygotowana, co znacznie zwiększa ryzyko urazu przy pracy w danym miejscu. Wynikiem niskiej jakości przygotowania powierzchni jest przedwczesne rdzewienie i niska odporność. Należy zapewnić dobre warunki pracy. Służy to nie tylko firmie, ale również klientom. Co z tym zrobić: Używać w lakierni stacjonarnych lamp oraz przenośnych reflektorów, które można łatwo skierować na źle oświetlone powierzchnie. Oczywistością jest pokrywanie lamp przezroczystą folią ochronną i regularna wymiana tej folii. Jest konieczny kontakt wzrokowy z przygotowywaną powierzchnią ILOŚĆ FARBY. Dla zapewnienia bezproblemowego przebiegu prac lakierniczych dobrze jest mieć jasne wyobrażenie o zużyciu poszczególnych materiałów. Dzięki tej informacji można łatwo określić cenę zlecenia dla konkretnego klienta lub ogólnie określić koszty do kalkulacji wyrobu. Dotrzymanie procedur i osiągnięcie wymaganych DFT poszczególnych powłok, konieczne do pomyślnego odbioru wyrobu, można zapewnić tylko mając dostateczną ilość materiałów lakierniczych w miejscu pracy.")
15
Co z tym zrobić: Obliczyć zużycie materiałów lakierniczych według poniższej tabeli i przygotować informację o stanie powierzchni przedmiotu/obiektu. Wyniki konsultować z technikami firmy COLORLAK. Regularnie kontrolować ilość materiałów lakierniczych w magazynie i pamiętać o terminach dostaw. VW przypadku, kiedy nie można dokładnie określić potrzebnej ilości lub dochodzi do częstych zmian odcieni, wskazane jest skomponowanie systemu lakierniczego z farb, które można tonować na automacie. 2.5. JAKOŚĆ FARBY Karty katalogowe i charakterystyki są podstawowym materiałem opisującym właściwości farb i lakierów, zalecane sposoby ich stosowania i systemy lakiernicze, do których mogą być użyte. Na każdą partię wyprodukowanych wyrobów Colorlak wystawia certyfikat jakości partii, który dokładnie opisuje jej charakterystyki. Upewnić się zawsze, czy dane podane w certyfikacie jakości odpowiadają warunkom technicznym. Co z tym zrobić: Na początku współpracy i zawsze podczas odbioru materiałów lakierniczych należy się upewnić, że dane podane w Certyfikacie jakości partii odpowiadają Państwa możliwościom technicznym i uzgodnionym warunkom odbioru. 2.6. UTWARDZACZ W przypadku dwuskładnikowych farb i lakierów utwardzacz jest integralną częścią farby przygotowanej do użycia. Reaguje chemicznie z pigmentowanym składnikiem farby a wspólna mieszanka wytwarza na powierzchni film o wymaganych właściwościach. Podstawowym warunkiem uzyskania wymaganych właściwości filmu jest dokładne rozmieszanie farby z właściwym utwardzaczem, w prawidłowym stosunku. Jeżeli zostanie użyty inny utwardzacz, inny stosunek mieszania lub nie zostanie dostatecznie rozmieszany, grozi niebezpieczeństwo, że film nie będzie się utwardzać lub nie osiągnie wymaganych właściwości a efektem końcowym będzie nadmierne ścieranie powłoki, jej odpryskiwanie i przedwczesna korozja. Utwardzacz do poliuretanowych farb i lakierów reaguje z wodą/wilgocią z powietrza. Bardzo szybko może stracić swoje właściwości użytkowe. Również poliuretanową farbę należy chronić przed wodą/wilgocią z powietrza, ponieważ po dostarczeniu utwardzacza będzie najpierw reagować z wodą/wilgocią z powierza, ponieważ po dostarczeniu utwardzacza będzie najpierw reagować z wodą z wydzielaniem CO2 dojdzie do spienienia powłoki. Co z tym zrobić: Nigdy nie używać farby, która przypadkiem została zmieszana z niewłaściwym utwardzaczem, oznaczyć ją widocznie i odnieść z lakierni. Dbać o zachowanie dokładnego stosunku mieszania z utwardzaczem nadmiar utwardzacza jest tak samo niepożądany, jak niedostatek. Najlepiej mieszać całe opakowania, które są w odpowiednim stosunku.

16
2.7. ROZCIEŃCZALNIK I ROZCIEŃCZANIE
Jeżeli takie postępowanie nie jest możliwe (np. nie zdąży się zużyć farby w czasie jej przydatności do aplikacji), zamykać dobrze opakowanie z utwardzaczem i farbą, ponieważ może reagować z wilgocią z powietrza i wytworzyć żel (przede wszystkim poliuretanowe farby i lakiery). Prawidłowo zmieszać farbę z utwardzaczem oznacza mieszać mieszanką minimalnie 1 min za pomocą wiertarki ręcznej na niskich obrotach. Nie używać wyższych obrotów i nie mieszać za długo, aby do mieszanki nie dostało się za dużo powietrza. Po rozmieszaniu pozostawić mieszankę na ok. 20 minut wydostanie się powstały CO2 i wmieszane powietrze. Jeżeli już została użyta nieprawidłowo utwardzona mieszanka, trzeba wykonać ponownie całe przygotowanie powierzchni i ponowne naniesienie farby. 2.7. ROZCIEŃCZALNIK I ROZCIEŃCZANIE Upewnić się, że w Certyfikacie jakości partii lepkość dostarczonej farby odpowiada potrzebom technicznym. Jeżeli lepkość jest wyższa, niż wymagana, należy rozcieńczyć farbę. W takim przypadku w karcie katalogowej należy upewnić się, że jest stosowany rozcieńczalnik przeznaczony do rozcieńczania danej farby i od tego samego producenta! Stosowanie nieprawidłowego rozcieńczalnika/nieznanego rozcieńczalnika może wywołać reakcję chemiczną, której wynikiem będzie powstawanie grudek lub żelu w farbie a następnie zatykanie dysz i filtrów, ewentualnie będzie długo wysychać lub rozcieńczalnik pozostanie w farbie, mogą się oddzielać poszczególne składniki farby lub dojdzie do koagulacji aplikowanej farby. Efektem końcowym będzie niedostateczne utwardzenie filmu, zła przyczepność. Następnych warstw, odpryskiwanie powłoki, strata oczekiwanych właściwości estetycznych i przedwczesna korozja wyrobu. Jeżeli nie zostanie rozcieńczona farba na wymagany czas wypływ konieczny dla wybranej formy aplikacji, grozi ryzyko nierównomiernego rozpylania i nieprawidłowe tworzenie filmu farby. W przypadku nanoszenia grubych warstw, co jest nie tylko niegospodarne, ale może dojść też do znacznego wydłużenia wysychania lub do pozostania rozpuszczalników w filmie farby i pogorszenia jego odporności mechanicznej i chemicznej. Nadmierne rozcieńczenie farby przynosi problemy w aplikacji taki, jak ściekanie i tworzenie zacieków. W jednej warstwie nie zostanie też uzyskana dostateczna DFT i będzie trzeba powtórzyć natrysk, co hamuje pracę. Niedostateczna DFT jest też przyczyną przedwczesnej korozji. Co z tym zrobić: Zawsze kupować rozcieńczalnik i farbę od tego samego producenta, stosować tylko rozcieńczalnik zalecany w Karcie katalogowej. Nigdy nie używać farby przez pomyłkę zmieszanej z niewłaściwym rozcieńczalnikiem i oznaczyć ją i odnieść z lakierni. Prawidłowo namieszać farbę z rozcieńczalnikiem oznacza mieszać mieszankę minimalnie 1 minutę za pomocą wiertarki ręcznej na niskich obrotach. Jeżeli już była aplikowana farba z innych rozpuszczalnikiem, trzeba przeprowadzić ponownie całe przygotowanie powierzchni i ponownie aplikować farbę. Do kontroli rozcieńczenia farby używać kubeczka wypływowego. Nadmiernie rozcieńczoną farbę zmieszać z nie rozcieńczoną.
, zamykać dobrze opakowanie z utwardzaczem i farbą, ponieważ może reagować z wilgocią z powietrza i wytworzyć żel (przede wszystkim poliuretanowe farby i lakiery). Prawidłowo zmieszać farbę z utwardzaczem oznacza mieszać mieszanką minimalnie 1 min za pomocą wiertarki ręcznej na niskich obrotach. Nie używać wyższych obrotów i nie mieszać za długo, aby do mieszanki nie dostało się za dużo powietrza. Po rozmieszaniu pozostawić mieszankę na ok. 20 minut wydostanie się powstały CO2 i wmieszane powietrze. Jeżeli już została użyta nieprawidłowo utwardzona mieszanka, trzeba wykonać ponownie całe przygotowanie powierzchni i ponowne naniesienie farby ROZCIEŃCZALNIK I ROZCIEŃCZANIE. Upewnić się, że w Certyfikacie jakości partii lepkość dostarczonej farby odpowiada potrzebom technicznym. Jeżeli lepkość jest wyższa, niż wymagana, należy rozcieńczyć farbę. W takim przypadku w karcie katalogowej należy upewnić się, że jest stosowany rozcieńczalnik przeznaczony do rozcieńczania danej farby i od tego samego producenta! Stosowanie nieprawidłowego rozcieńczalnika/nieznanego rozcieńczalnika może wywołać reakcję chemiczną, której wynikiem będzie powstawanie grudek lub żelu w farbie a następnie zatykanie dysz i filtrów, ewentualnie będzie długo wysychać lub rozcieńczalnik pozostanie w farbie, mogą się oddzielać poszczególne składniki farby lub dojdzie do koagulacji aplikowanej farby. Efektem końcowym będzie niedostateczne utwardzenie filmu, zła przyczepność. Następnych warstw, odpryskiwanie powłoki, strata oczekiwanych właściwości estetycznych i przedwczesna korozja wyrobu. Jeżeli nie zostanie rozcieńczona farba na wymagany czas wypływ konieczny dla wybranej formy aplikacji, grozi ryzyko nierównomiernego rozpylania i nieprawidłowe tworzenie filmu farby. W przypadku nanoszenia grubych warstw, co jest nie tylko niegospodarne, ale może dojść też do znacznego wydłużenia wysychania lub do pozostania rozpuszczalników w filmie farby i pogorszenia jego odporności mechanicznej i chemicznej. Nadmierne rozcieńczenie farby przynosi problemy w aplikacji taki, jak ściekanie i tworzenie zacieków. W jednej warstwie nie zostanie też uzyskana dostateczna DFT i będzie trzeba powtórzyć natrysk, co hamuje pracę. Niedostateczna DFT jest też przyczyną przedwczesnej korozji. Co z tym zrobić: Zawsze kupować rozcieńczalnik i farbę od tego samego producenta, stosować tylko rozcieńczalnik zalecany w Karcie katalogowej. Nigdy nie używać farby przez pomyłkę zmieszanej z niewłaściwym rozcieńczalnikiem i oznaczyć ją i odnieść z lakierni. Prawidłowo namieszać farbę z rozcieńczalnikiem oznacza mieszać mieszankę minimalnie 1 minutę za pomocą wiertarki ręcznej na niskich obrotach. Jeżeli już była aplikowana farba z innych rozpuszczalnikiem, trzeba przeprowadzić ponownie całe przygotowanie powierzchni i ponownie aplikować farbę. Do kontroli rozcieńczenia farby używać kubeczka wypływowego. Nadmiernie rozcieńczoną farbę zmieszać z nie rozcieńczoną.")
17
Nadmiernie rozcieńczona farba (niska lepkość):
• dobrze wpływa do wszystkich nierówności • ale po zaschnięciu nie wytworzy potrzebnej grubości warstwy

18
Niedostatecznie rozcieńczona farba (wysoka lepkość):
• co prawda po zaschnięciu wytworzy potrzebną warstwę • ale nie wpływa dobrze do wszystkich zagłębień i pozostaje przestrzeń, w której zaczyna się korozja (zamknięta wilgoć z powietrza). Niedoskonały kontakt z powierzchnią powoduje słabą przyczepność do powierzchni.
. Niedoskonały kontakt z powierzchnią powoduje słabą przyczepność do powierzchni.")
19
3. Problemy w trakcie aplikacji farby:
2.8. ZMIESZANIE/MIESZANIE Starzy mistrzowie lakiernicy twierdzą, że dokładne rozmieszanie farby to połowa sukcesu. Tak duża część to oczywiście nie jest, ale pomimo to prawidłowe rozmieszanie jest bardzo ważne. Po rozmieszaniu farba musi mieć jednolity wygląd, w przeciwnym wypadku grozi, że podczas aplikacji będą się zatykać dysze. Film farby poza tym nie musi się dostatecznie utwardzić a wyrób może być nieestetyczny. O dokładnym rozmieszaniu należy pamiętać przede wszystkim w przypadku farb i lakierów zawierających duże ilości suszu i cynku. Co z tym zrobić: Do dokładnego mieszania używać wiertarki ręcznej a farbę mieszać minimalnie 1 minutę na niskich obrotach. Im większe naczynie z farbą, tym więcej czasu potrzeba na dobre rozmieszanie (Kontener ok. 600 l do 15 minut!). Nie używać wyższych obrotów, aby do mieszanki nie dostało się za dużo powietrza. W przypadku aplikacji niedostatecznie rozmieszanej farby (przede wszystkim dwuskładnikowej), zalecamy wykonanie ponownie przygotowania powierzchni. 3. Problemy w trakcie aplikacji farby: 3.1. TEMPERATURA POWIETRZA Wraz ze wzrostem temperatury podczas aplikacji farby skraca się czas schnięcia aż do punktu, w którym może dojść do suchego natrysku i w efekcie niskiej jakości silnie porowatego filmu. Porami wnika wilgoć z powietrza aż na podkład i zaczyna się korozja. Wraz ze spadkiem temperatury wydłuża się czas schnięcia, w przypadku farb i lakierów dwuskładnikowych dojdzie do niedostatecznego utwardzania (zatrzymuje się reakcja chemiczna), ewentualnie na powierzchni mogą się wytrącać niektóre składniki farby. Wraz z wydłużaniem czasu schnięcia wzrasta ryzyko, że w filmie farby pozostanie część rozpuszczalników. Za niska temperatura może też być przyczyną defektów podczas aplikacji zacieki. Zwracamy uwagę na fakt, że niektórzy niesolidni producenci zalecają aplikację alkidowych farb i lakierów przy temperaturach około lub poniżej zera w takim przypadku prawdopodobnie praca będzie przebiegać poniżej punktu rosy i dojdzie do straty przyczepności farby do podkładu. Farbę będzie trzeba bardziej rozcieńczyć a w efekcie DFT będzie niedostateczna (przy tej samej liczbie warstw). W przypadku dwuskładnikowych farb przy temperaturze poniżej 15 stopni dojdzie do znacznego zahamowania reakcji chemicznej utwardzania. Film farby może zaschnąć, ale nie będzie miał oczekiwanych właściwości. Istnieją dwuskładnikowe farby i lakiery, które można aplikować w niskiej temperaturze, zalecamy skontaktowanie się z technikami Colorlak w sprawie doboru tych farb.
. Nie używać wyższych obrotów, aby do mieszanki nie dostało się za dużo powietrza. W przypadku aplikacji niedostatecznie rozmieszanej farby (przede wszystkim dwuskładnikowej), zalecamy wykonanie ponownie przygotowania powierzchni. 3. Problemy w trakcie aplikacji farby: 3.1. TEMPERATURA POWIETRZA. Wraz ze wzrostem temperatury podczas aplikacji farby skraca się czas schnięcia aż do punktu, w którym może dojść do suchego natrysku i w efekcie niskiej jakości silnie porowatego filmu. Porami wnika wilgoć z powietrza aż na podkład i zaczyna się korozja. Wraz ze spadkiem temperatury wydłuża się czas schnięcia, w przypadku farb i lakierów dwuskładnikowych dojdzie do niedostatecznego utwardzania (zatrzymuje się reakcja chemiczna), ewentualnie na powierzchni mogą się wytrącać niektóre składniki farby. Wraz z wydłużaniem czasu schnięcia wzrasta ryzyko, że w filmie farby pozostanie część rozpuszczalników. Za niska temperatura może też być przyczyną defektów podczas aplikacji zacieki. Zwracamy uwagę na fakt, że niektórzy niesolidni producenci zalecają aplikację alkidowych farb i lakierów przy temperaturach około lub poniżej zera w takim przypadku prawdopodobnie praca będzie przebiegać poniżej punktu rosy i dojdzie do straty przyczepności farby do podkładu. Farbę będzie trzeba bardziej rozcieńczyć a w efekcie DFT będzie niedostateczna (przy tej samej liczbie warstw). W przypadku dwuskładnikowych farb przy temperaturze poniżej 15 stopni dojdzie do znacznego zahamowania reakcji chemicznej utwardzania. Film farby może zaschnąć, ale nie będzie miał oczekiwanych właściwości. Istnieją dwuskładnikowe farby i lakiery, które można aplikować w niskiej temperaturze, zalecamy skontaktowanie się z technikami Colorlak w sprawie doboru tych farb.")
20
3.2. TEMPERATURA POWIERZCHNI SUBSTRATU
Co z tym zrobić: Kontrolować temperaturę w miejscu pracy. W razie nieznacznego wzrostu temperatury powyżej zalecanej rozwiązaniem może być dodatkowe rozcieńczenie farby. Przy wysokich temperaturach zalecamy przeniesienie pracy lakierniczych na inną porę dnia lub do innych pomieszczeń. Miejsca, w których doszło do suchego natrysku, trzeba przeszlifować i ponownie aplikować farbę. Jeżeli aplikowana farba była wyraźnie poniżej zalecanej temperatury aplikacji, powłokę należy usunąć, znów przygotować powierzchnię i należycie aplikować farbę. 3.2. TEMPERATURA POWIERZCHNI SUBSTRATU Wraz ze wzrostem temperatury powierzchni wyrobu skraca się czas schnięcia aż do punktu, kiedy może dojść podczas aplikacji do suchego natrysku, w wyniku którego powstanie niskiej jakości, silnie porowatego filmu. W przypadku przeniesienia wyrobu z miejsc o niskiej temperaturze do lakierni z odpowiednią temperaturą na powierzchni skropli się para wodna i aplikowana farba będzie odpryskiwać, zahamuje się wysychanie i ewentualnie może dojść do zatrzymania rozpuszczalników w powłoce. Wraz z obniżaniem temperatury wydłuża się czas schnięcia, w przypadku dwuskładnikowych farb dojdzie do niedostatecznego utwardzenia (zatrzymuje się reakcja chemiczna), ewentualnie na powierzchni mogą się wytrącić niektóre składniki farby. Wraz z wydłużaniem czasu schnięcia wzrasta też ryzyko, że w filmie pozostanie część rozpuszczalników. Zbyt niska temperatura może być też przyczyną defektów podczas aplikacji zacieki. Co z tym zrobić: Kontrolować temperaturę powierzchni malowanego wyrobu. W razie nieznacznego wzrostu temperatury powyżej zalecanej rozwiązaniem może być dodatkowe rozcieńczenie farby. Przy wysokich temperaturach zalecamy przeniesienie pracy lakierniczych na inną porę dnia lub do innych pomieszczeń. Miejsca, w których doszło do suchego natrysku, trzeba przeszlifować i ponownie aplikować farbę. Jeżeli aplikowana farba była wyraźnie poniżej zalecanej temperatury aplikacji, powłokę należy usunąć, znów przygotować powierzchnię i należycie aplikować farbę. 3.3. PUNKT ROSY Punkt rosy detekuje ryzyko skraplania pary wodnej na powierzchni wyrobu. Według praw fizyki para wodna skrapla się na powierzchni, jeżeli wartość punktu rosy powietrza jest wyższa, niż temperatura powierzchni wyrobu. Skroplona para wodna na powierzchni wyrobu uniemożliwia dobrą przyczepność farby i aplikowana powłoka będzie odpryskiwać.
, ewentualnie na powierzchni mogą się wytrącić niektóre składniki farby. Wraz z wydłużaniem czasu schnięcia wzrasta też ryzyko, że w filmie pozostanie część rozpuszczalników. Zbyt niska temperatura może być też przyczyną defektów podczas aplikacji zacieki. Co z tym zrobić: Kontrolować temperaturę powierzchni malowanego wyrobu. W razie nieznacznego wzrostu temperatury powyżej zalecanej rozwiązaniem może być dodatkowe rozcieńczenie farby. Przy wysokich temperaturach zalecamy przeniesienie pracy lakierniczych na inną porę dnia lub do innych pomieszczeń. Miejsca, w których doszło do suchego natrysku, trzeba przeszlifować i ponownie aplikować farbę. Jeżeli aplikowana farba była wyraźnie poniżej zalecanej temperatury aplikacji, powłokę należy usunąć, znów przygotować powierzchnię i należycie aplikować farbę PUNKT ROSY. Punkt rosy detekuje ryzyko skraplania pary wodnej na powierzchni wyrobu. Według praw fizyki para wodna skrapla się na powierzchni, jeżeli wartość punktu rosy powietrza jest wyższa, niż temperatura powierzchni wyrobu. Skroplona para wodna na powierzchni wyrobu uniemożliwia dobrą przyczepność farby i aplikowana powłoka będzie odpryskiwać.")
21
Co z tym zrobić: Skontrolować punkt rosy przed aplikacją farby
Co z tym zrobić: Skontrolować punkt rosy przed aplikacją farby. W razie niebezpieczeństwa skraplania możliwym rozwiązaniem jest nagrzanie wyrobu lub wysuszenie (nie nagrzanie) powietrza w lakierni, ewentualnie przeniesienie prac lakierniczych na inną porę dnia lub do innych pomieszczeń. Jeżeli farba była aplikowana na skroplonej parze wodnej na powierzchni wyrobu, powłokę należy usunąć, ponownie przygotować powierzchnię i należycie aplikować farbę. Należy używać cyfrowego przyrządu do mierzenia temperatury i wilgotności, który jednocześnie określa punkt rosy. 3.4. TEMPERATURA FARBY Wraz ze wzrostem temperatury farby skraca się czas schnięcia aż do punktu, kiedy może dojść podczas aplikacji do suchego natrysku i w efekcie powstanie niskiej jakości, silnie porowaty film. W przypadku dwuskładnikowych farb i lakierów wraz ze wzrostem temperatury farby skraca się czas pracy z nią. Wraz ze spadkiem temperatury farby wzrasta jej lepkość a następnie gorzej się atomizuje. Jeżeli jednak rozcieńczymy farbę. Mogą wystąpić problemy podczas aplikacji (zacieki) i zdecydowanie będzie dłużej zasychać. Nadmiernie rozcieńczona farba nie będzie tworzyć dostatecznie grubego filmu. Co z tym zrobić: Skontrolować temperaturę farby przed aplikacją. Składować ją w miejscach z odpowiednią temperaturą. Powierzchnie z zaciekami przeszlifować i ponownie nanieść farbę. Miejsca, gdzie doszło do suchego natrysku, trzeba też przeszlifować i ponownie aplikować farbę. 3.5. WENTYLACJA Po aplikacji farby musi z niej odparować rozpuszczalnik. Dotyczy to konwencjonalnych farb i lakierów oraz farb rozcieńczalnych wodą. Do tego jest konieczna odpowiednia wentylacja. Trzeba dbać o to, aby wentylacja nie była za silna ani za słaba. W razie niedostatecznej wentylacji zostaje zahamowane zasychanie i postęp pracy. Niebezpieczeństwo, które grozi, w obu przypadkach polega na tym, że część rozpuszczalników pozostanie w filmie farby, co ma wpływ na jego odporność mechaniczną i chemiczną. Nadmierna wentylacja jest przyczyną niegospodarności w nanoszeniu farby. Co z tym zrobić: Suchy natrysk trzeba przed dalszą aplikacją zeskrobać. Następną powłokę aplikować zawsze po odparowaniu rozpuszczalników dotrzymywać interwałów podanych w specyfikacji. Przed rozpoczęciem prac w zamkniętym pomieszczeniu upewnić się, że jest tu zainstalowane urządzenie wentylacyjne i dobrze działa. Należy pamiętać, że pary rozpuszczalników utrzymują się przy ziemi.
 powietrza w lakierni, ewentualnie przeniesienie prac lakierniczych na inną porę dnia lub do innych pomieszczeń. Jeżeli farba była aplikowana na skroplonej parze wodnej na powierzchni wyrobu, powłokę należy usunąć, ponownie przygotować powierzchnię i należycie aplikować farbę. Należy używać cyfrowego przyrządu do mierzenia temperatury i wilgotności, który jednocześnie określa punkt rosy TEMPERATURA FARBY. Wraz ze wzrostem temperatury farby skraca się czas schnięcia aż do punktu, kiedy może dojść podczas aplikacji do suchego natrysku i w efekcie powstanie niskiej jakości, silnie porowaty film. W przypadku dwuskładnikowych farb i lakierów wraz ze wzrostem temperatury farby skraca się czas pracy z nią. Wraz ze spadkiem temperatury farby wzrasta jej lepkość a następnie gorzej się atomizuje. Jeżeli jednak rozcieńczymy farbę. Mogą wystąpić problemy podczas aplikacji (zacieki) i zdecydowanie będzie dłużej zasychać. Nadmiernie rozcieńczona farba nie będzie tworzyć dostatecznie grubego filmu. Co z tym zrobić: Skontrolować temperaturę farby przed aplikacją. Składować ją w miejscach z odpowiednią temperaturą. Powierzchnie z zaciekami przeszlifować i ponownie nanieść farbę. Miejsca, gdzie doszło do suchego natrysku, trzeba też przeszlifować i ponownie aplikować farbę WENTYLACJA. Po aplikacji farby musi z niej odparować rozpuszczalnik. Dotyczy to konwencjonalnych farb i lakierów oraz farb rozcieńczalnych wodą. Do tego jest konieczna odpowiednia wentylacja. Trzeba dbać o to, aby wentylacja nie była za silna ani za słaba. W razie niedostatecznej wentylacji zostaje zahamowane zasychanie i postęp pracy. Niebezpieczeństwo, które grozi, w obu przypadkach polega na tym, że część rozpuszczalników pozostanie w filmie farby, co ma wpływ na jego odporność mechaniczną i chemiczną. Nadmierna wentylacja jest przyczyną niegospodarności w nanoszeniu farby. Co z tym zrobić: Suchy natrysk trzeba przed dalszą aplikacją zeskrobać. Następną powłokę aplikować zawsze po odparowaniu rozpuszczalników dotrzymywać interwałów podanych w specyfikacji. Przed rozpoczęciem prac w zamkniętym pomieszczeniu upewnić się, że jest tu zainstalowane urządzenie wentylacyjne i dobrze działa. Należy pamiętać, że pary rozpuszczalników utrzymują się przy ziemi.")
22
3.6. GRUBOŚĆ MOKREGO FILMU FARBY
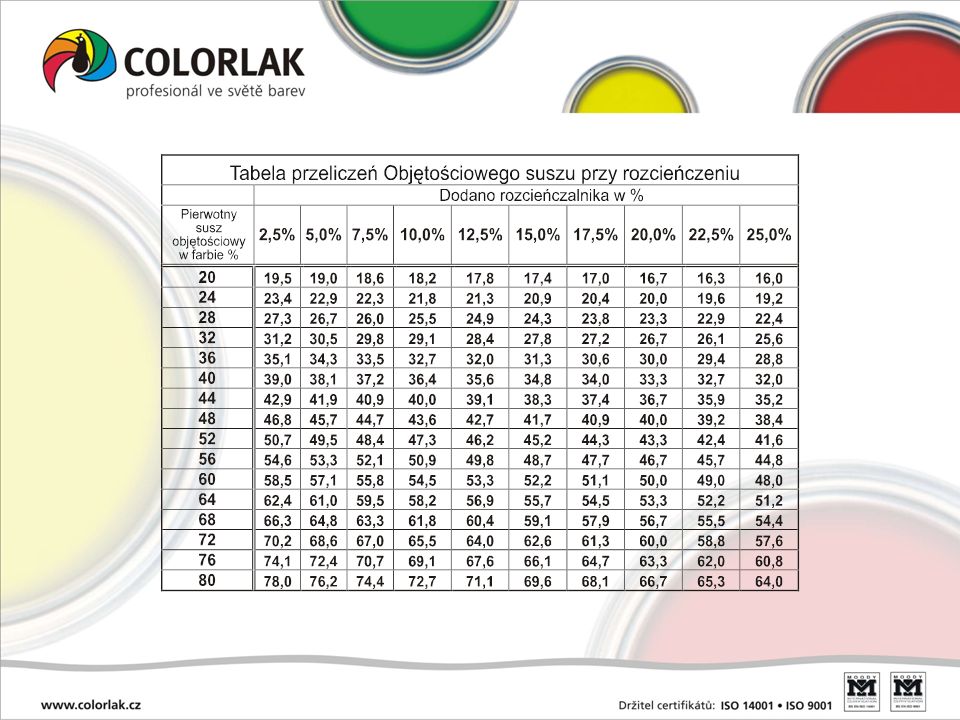
Dla zapewnienia dobrej i gospodarnej ochrony wyrobu przed korozją trzeba nanieść film o grubości, jaką zalecił technik firmy COLORLAK. Niedostateczna grubość mokrego filmu (WFT) automatycznie przejdzie w niedostateczną grubość suchego filmu (DFT) i nie zostanie uzyskana wymagana ochrona antykorozyjna. Nanoszenie za grubej WFT jest niegospodarne, wydłuża się czas zasychania (i możliwości nanoszenia następnych warstw) i ryzykujemy, że część rozpuszczalników pozostanie w filmie farby, co ma negatywny wpływ na jego właściwości (odporność). Można tego łatwo uniknąć znając stosunek rozcieńczania WFT. W prosty sposób obliczając można uzyskać grubość suchego filmu DFT. Do obliczeń użyć załączonej tabeli. Co z tym zrobić: Przed aplikacją zapisać stosunek rozcieńczania i obliczyć potrzebną WFT. Na bieżąco kontrolować WFT podczas nanoszenia farby. Jeżeli WFT jest mała, należy aplikować następną warstwę. Jeżeli WFT jest za duże, należy się liczyć z wydłużeniem czasu do naniesienia następnej warstwy i o stwierdzoną różnicę spróbować zmniejszyć następną aplikowaną warstwę. Przede wszystkim w przypadku dużych wyrobów jest bardzo użyteczne odłożenie na każdy wyrób potrzebnej dawki farby. Mierzenie grubości powłoki : • mokra grubość – natychmiast po naniesieniu • sucha grubość – po całkowitym zaschnięciu (dojrzeniu) Mierzenie mokrej grubości :
 automatycznie przejdzie w niedostateczną grubość suchego filmu (DFT) i nie zostanie uzyskana wymagana ochrona antykorozyjna. Nanoszenie za grubej WFT jest niegospodarne, wydłuża się czas zasychania (i możliwości nanoszenia następnych warstw) i ryzykujemy, że część rozpuszczalników pozostanie w filmie farby, co ma negatywny wpływ na jego właściwości (odporność). Można tego łatwo uniknąć znając stosunek rozcieńczania WFT. W prosty sposób obliczając można uzyskać grubość suchego filmu DFT. Do obliczeń użyć załączonej tabeli. Co z tym zrobić: Przed aplikacją zapisać stosunek rozcieńczania i obliczyć potrzebną WFT. Na bieżąco kontrolować WFT podczas nanoszenia farby. Jeżeli WFT jest mała, należy aplikować następną warstwę. Jeżeli WFT jest za duże, należy się liczyć z wydłużeniem czasu do naniesienia następnej warstwy i o stwierdzoną różnicę spróbować zmniejszyć następną aplikowaną warstwę. Przede wszystkim w przypadku dużych wyrobów jest bardzo użyteczne odłożenie na każdy wyrób potrzebnej dawki farby. Mierzenie grubości powłoki : • mokra grubość – natychmiast po naniesieniu. • sucha grubość – po całkowitym zaschnięciu (dojrzeniu) Mierzenie mokrej grubości :")
25
4. Przegląd końcowy lakierowanej konstrukcji stalowej:
4.1. KONEČNÝ OSTATECZNY WYGLĄD Podczas odbioru dokończonej powłoki kontroluje się wzrokowo wygląd powłoki. W filmie mogą występować następujące defekty: • Miejsca bez powłoki, małe kratery • Efekt pomarańczy • Suchy natrysk Wszystkie te defekty wyglądają nieestetycznie. Kratery i miejsca bez powłoki wskazują na niedostateczną DFT i ryzyko przedwczesnego przerdzewienia. Film w miejscach z suchym natryskiem jest porowaty, para wodna łatwiej przenika do podkładu, który przedwcześnie koroduje. Co z tym zrobić: Sporadycznych kraterów nie trzeba naprawiać. W przypadku efektu pomarańczy i suchego natrysku zależy od wymagań estetycznych odbiorcy, czy je akceptuje (jest wskazane wyjaśnienie tej kwestii wcześniej). Jeżeli nie, trzeba zeskrobać powłokę, przeszlifować i oczyścić, następnie aplikować nową warstwę. 4.2. KONTROLA GRUBOŚCI SUCHEGO DILMU Od wielkości DFT w znacznym stopniu zależą właściwości antykorozyjne systemu lakierniczego, dlatego trzeba kontrolować DFT podczas odbioru. Nadmierna DFT jest niegospodarna i istnieje ryzyko, że w filmie zostały rozpuszczalniki, co ma negatywny wpływ na odporność mechaniczną i chemiczną. Niedostateczna DFT przynosi niedostateczną ochronę antykorozyjną i jednocześnie nie muszą zostać uzyskane inne wymagane właściwości. Co z tym zrobić: W trakcie pracy kontrolować WFT. Wyroby z nadmierną DFT pozostawić dłuższy czas do zaschnięcia. Upewnić się, że rozpuszczalniki są dobrze odprowadzane od powierzchni wyrobu. W razie niedostatecznej DFT dodać jeszcze jedną warstwę farby.
. Jeżeli nie, trzeba zeskrobać powłokę, przeszlifować i oczyścić, następnie aplikować nową warstwę KONTROLA GRUBOŚCI SUCHEGO DILMU. Od wielkości DFT w znacznym stopniu zależą właściwości antykorozyjne systemu lakierniczego, dlatego trzeba kontrolować DFT podczas odbioru. Nadmierna DFT jest niegospodarna i istnieje ryzyko, że w filmie zostały rozpuszczalniki, co ma negatywny wpływ na odporność mechaniczną i chemiczną. Niedostateczna DFT przynosi niedostateczną ochronę antykorozyjną i jednocześnie nie muszą zostać uzyskane inne wymagane właściwości. Co z tym zrobić: W trakcie pracy kontrolować WFT. Wyroby z nadmierną DFT pozostawić dłuższy czas do zaschnięcia. Upewnić się, że rozpuszczalniki są dobrze odprowadzane od powierzchni wyrobu. W razie niedostatecznej DFT dodać jeszcze jedną warstwę farby.")
26
4.3.KONTROLA PRZYCZEPNOŚCI
Aby powłoka wytrzymała zmiany temperatury i uderzenia, na które będzie narażona przez całą żywotność wyrobu, musi dobrze trzymać się na podkładzie, dlatego podczas odbioru finalnego należy kontrolować: • Przyczepność • Wytrzymałość wewnętrzną powłoki Wady w tej kwestii prowadzą do odpryskiwania całej powłoki lub poszczególnych warstw, co oczywiście bardzo negatywnie wpływa na estetyczne oraz wszystkie inne właściwości powłoki lakierniczej. Co z tym zrobić: Nie spieszyć się z próbą przyczepności. Pozwolić farbie dostatecznie przeschnąć i utwardzić się nawet kilka dni w zależności od charakteru farby i całego systemu lakierniczego. Jeżeli nawet wtedy powłoka dostatecznie nie przylega do powierzchni wyrobu, należy ją mechanicznie usunąć. Następnie przeprowadzić ponownie przygotowanie powierzchni i aplikować farbę tak, aby były dobrze naniesione wszystkie warstwy systemu lakierniczego.

Podobne prezentacje