Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

7
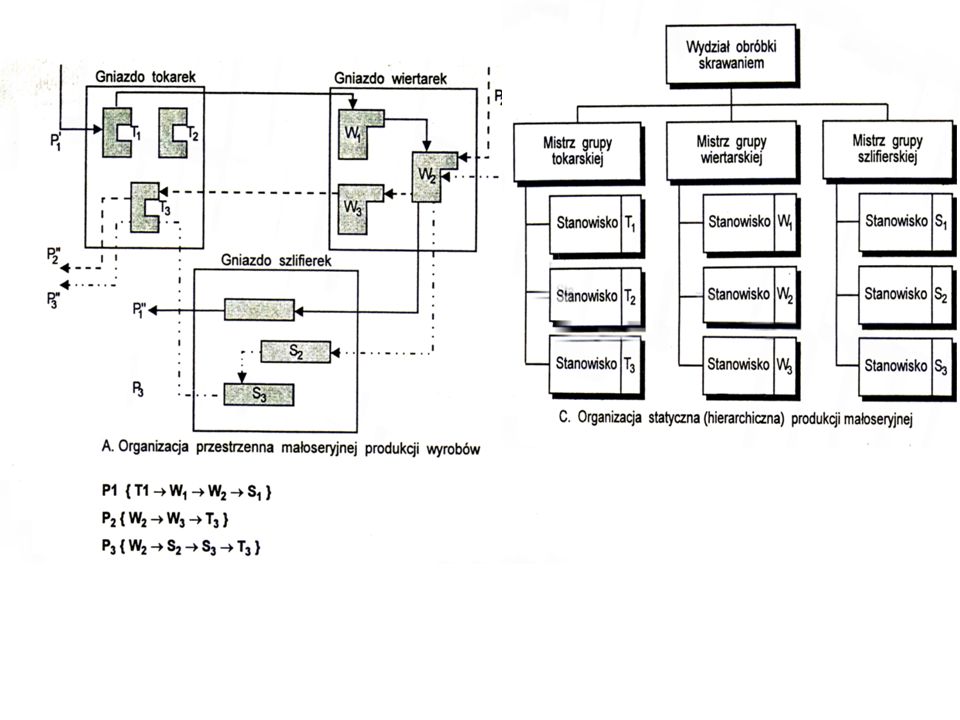
Typy i formy organizacji produkcji
Jednostkowa Seryjna Masowa Niepotokowa - Gniazda technologiczne Potokowa Gniazda przedmiotowe Linie produkcyjne

9
ALGORYTM JOHNSONA Etap I : Stworzyć macierz tij;
Etap I : Stworzyć macierz tij; tij czas obrobki na i-tej maszynie j-tego detalu Etap II : Z macierzy tij wybrać czas min. Jeżeli czas min. jest w wierszu - pierwszym to: TEN detal obrobić jako pierwszy na pierwszej maszynie - drugim to: TEN detal obrobić jako ostatni na pierwszej maszynie Etap III: Z macierzy tij wykreślić kolumnę w której był element z minimalnym czasem Etap IV: Jeśli nie zostały dokonane wszystkie-przydziały wrócić do etapu II Etap V: nanieść kolejność obróbki na wykres i określić łączny czas obróbki

10
Wpływ sposobu przekazywania detali między stanowiskami:
Szeregowy Równoległy Szeregowo - równoległy

11
Cykl produkcyjny okres czasu przeznaczonego realizację procesu produkcji tj. na wytworzenie produktu między pobraniem materiału do produkcji a przekazaniem produktu do magazynu wyrobów gotowych (obejmuje: czas trwania procesu technologicznego i procesów pomocniczych --przygotowanie, kontrola, magazynowanie, transport)
")
13
Linia może być zsynchronizowana i niezsynchronizowana.
Linia potokowa zsynchronizowana jest wtedy, gdy pracochłonność wykonania poszczególnych operacji jest jednakowa lub gdy pracochłonność nie jest jednakowa, ale poszczególne operacje stanowią wielokrotność innych. Przy czym dopuszcza się odchylenia nie przekraczające 5%, a wyjątkowo 10%, niezsynchronizowania czasów wykonania poszczególnych operacji.

14
Rytmiczność produkcji Takt roboczy
Średni takt linii potokowej s = 𝑇 𝑃 T- fundusz czasu, P – wielkość serii Liczba danych stanowisk pracy l = 𝑡 𝑠 t – czas obróbki danym na stanowisku

15
Optymalizacja zapasów
Koszt przechowywania jednostki zapasu przez rok = i x i

16
Zależność między liczbą dostaw
a poziomem i kosztem przechowywania zapasu 1/4D

17
x i

18
Optymalizacja kosztów zaopatrzenia
D - Łączne roczne zapotrzebowanie i - Roczny koszt przechowywania jednostki zapasu S - Koszt stały dostawy z- Koszt zmienny dostawy (jednej sztuki) d - Wielkość partii dostawy L – liczba dostaw K – łączny koszt zaopatrzenia K = Łączny koszt przechowywania zapasu + + koszt dostarczenia zapasu
 d - Wielkość partii dostawy L – liczba dostaw K – łączny koszt zaopatrzenia K = Łączny koszt przechowywania zapasu + + koszt dostarczenia zapasu")
19
Ki = Roczny koszt przechowywania całego zapasu
Ki = d x i / 2 Kd = łączny koszt dostawy jednej partii Kd = S+z x d L = liczba dostaw L = D/d KD = łączny koszt dostaw KD = Kd x L K = łączny koszt zaopatrzenia K = Ki + KD = (d x i /2) + Kd x D/d = = d x i/2 + S x D/d + (z x d)x D/d = = d x i / 2 + S x D/d + z x D
 + Kd x D/d = = d x i/2 + S x D/d + (z x d)x D/d = = d x i / 2 + S x D/d + z x D.")
20
d

21
2.Podstawowe cechy jakości wyrobu :
Cechy. Parametry produktu. Użyteczność. Główne charakterystyki funkcjonalne produktu Zgodność. Stopień, w jakim projekt wyrobu i cechy użytkowe spełniają określone normy. Niezawodność. Prawdopodobieństwo bezusterkowego funkcjonowania przez określony czas. Trwałość. Miara długości życia produktu. Łatwość obsługi. Ergonomiczność, szybkość i łatwość naprawy. Estetyka. Wygląd produktu, smak , zapach, odbiór w dotyku. Wrażenie odbiorcy. Postrzegana jakość w opinii klienta.

22
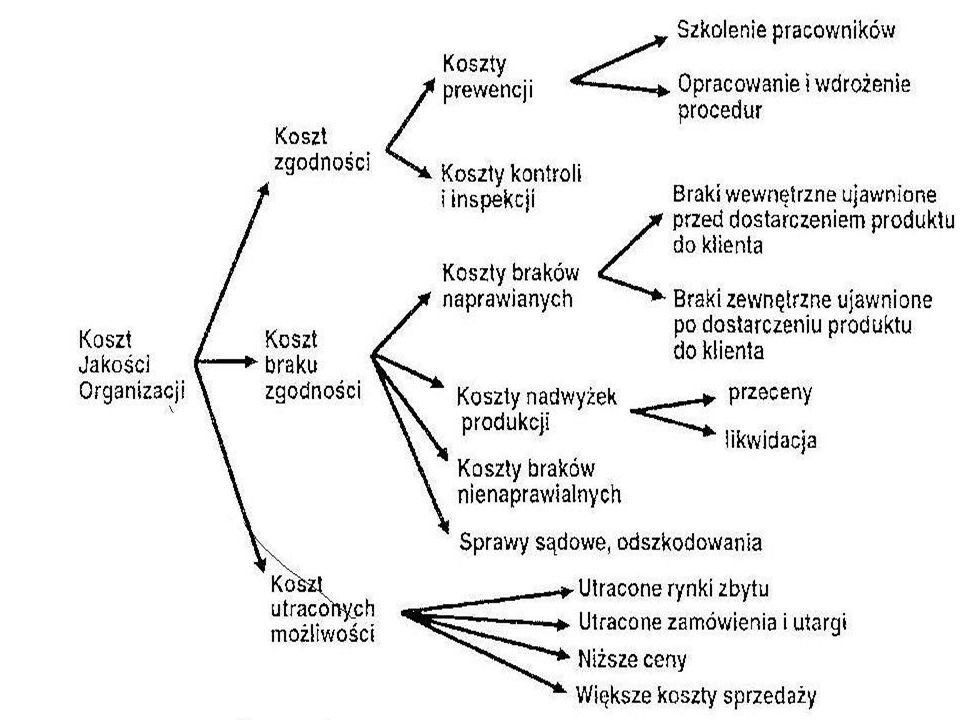
Pojęcie jakości: JAKOŚĆ TYPU – rola projektowania JAKOŚĆ WYKONANIA Koszty jakości Koszty błędów wewnętrzne Koszty błędów zewnętrzne Koszty kontroli jakości Koszty zapobiegania jakości

25
CERTYFIKAT JAKOŚCI potwierdzenie uprawnionej jednostki (trzeciej strony) wykazujące, że zapewniono odpowiedni poziom starań pozwalający mieć zaufanie, że określony wyrób, proces lub usługa są zgodne z określoną normą obowiązującą w danej dziedzinie produkcji.
 wykazujące, że zapewniono odpowiedni poziom starań pozwalający mieć zaufanie, że określony wyrób, proces lub usługa są zgodne z określoną normą obowiązującą w danej dziedzinie produkcji.")
26
Kompleksowe zarządzanie jakością TQM
Strategiczne zaangażowanie najwyższego kierownictwa na rzecz zmiany całego podejścia do prowadzenia działalności gospodarczej, które uczyniłoby jakość najważniejszym czynnikiem w działalności organizacji. IP

28
Zasada 1. Opierać decyzje w zarządzaniu na dalekosiężnej koncepcji
MODEL JAPOŃSKI - TOYOTA Zasada 1. Opierać decyzje w zarządzaniu na dalekosiężnej koncepcji Zasada 2. Stworzyć ciągły i płynny proces ujawniania problemów Zasada 3. Wykorzystać systemy „ciągnięcia przez klientów”, aby uniknąć nietrafionych działań Zasada 4. Stworzyć kulturę rozwiązywania problemów, by od razu uzyskiwać właściwą jakość

29
Zasada5. Zostać organizacją uczącą się dzięki niestrudzonej refleksji (hansei) i ciągłej poprawie
Opracowywać środki zaradcze, aby uniknąć powtarzania tych samych błędów. Chronić zasób wiedzy organizacji, dbając o stabilność zatrudnienia oraz bardzo starannie przemyślane systemy sukcesji na stanowiskach kierowniczych.

30
Kierownictwo nadzorujące
Gemba i zarządzanie Kierownictwo nadzorujące GEBMA GEMBA Zadowolenie klienta Oczekiwania klienta W języku japońskim oznacza rzeczywiste miejsce, miejsce gdzie dzieją się prawdziwe działania. W biznesie Gemba występuje tam gdzie wytwarzane są produkty lub usługi.

31
Zasada 5. Wyrównywać obciążenie pracą (heijunka)
Muda Strata Mura Nierówno- mierność Muri Przeciążenie Eliminacja strat to zaledwie jedna trzecia równania udanej szczupłej produkcji. Równie ważne są eliminowanie przeciążenia ludzi i wyposażenia oraz eliminowanie nierównomierności harmonogramu prac, wyrównując obciążenie realizatorów wszystkich procesów usługowych

35
Standardy Jeśli przestrzega się obowiązujących standardów i pracownicy wykonują swoje zadania bez żadnych odchyleń od normy, proces pozostaje pod kontrolą. Następnym krokiem jest podniesienie standardów na wyższy poziom. Wdrażamy cykl: planuj – zrób – sprawdź - działaj PDCA (S) Planuj (P) ZNAJDŹ PROBLEM Rób (D) ZNAJDŹ ROZWIĄZANIE Sprawdź (C) OCEŃ Działaj (A) STOSUJ
 Planuj (P) ZNAJDŹ PROBLEM. Rób (D) ZNAJDŹ ROZWIĄZANIE. Sprawdź (C) OCEŃ. Działaj (A) STOSUJ.")
37
„Nie oczekuj perfekcji bo nigdy jej nie osiągniesz, a świadomość porażki będzie wywoływała u ciebie brak akceptacji u siebie i innych.” „Nie oczekuj perfekcji, bo gdyby ci się zaczęło wydawać, że ją osiągnąłeś, byłby to koniec twojego rozwoju.” „Oczekuj postępu! [..]” (KAZEIN)
")
38
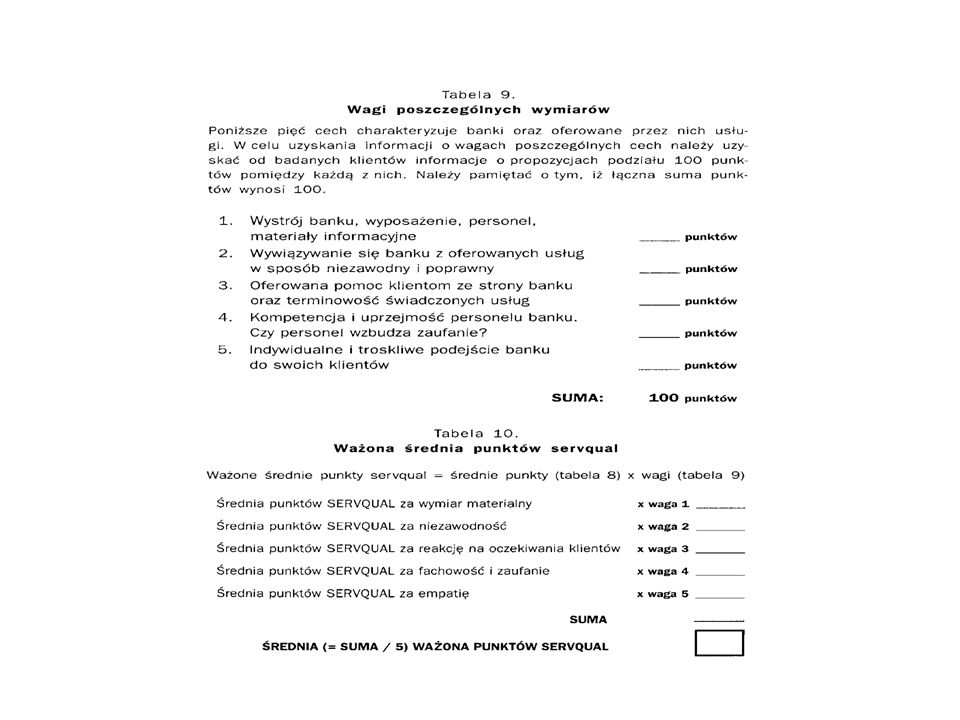
Jakość usług Cechy: Niematerialność Nierozdzielność Zmienność Nietrwałość Interakcja stron Ocena: Czas oczekiwania Wygoda i estetyka Uprzejmość personelu Kompetencje i staranność Skuteczność komunikacji

Podobne prezentacje









 JAKO KONCEPCJA BUDOWANIA PRZEWAGI KONKURENCYJNEJ, OPARTA NA WSZECHSTRONNYM DOSKONALENIU.>")













