Metody optyczne w diagnostyce stanu powierzchni obrabianego skrawaniem drewna i materiałów drewnopochodnych Mariusz Lenartowicz Seminarium projektu nr POIG.01.03.01-00-052/08: „Hybrydowe technologie modyfikacji powierzchni narzędzi do obróbki drewna” Koszalin, 10.12.2009
Produkt gotowy – biurko o niskiej jakości krawędzi (fot. G. Wieloch)
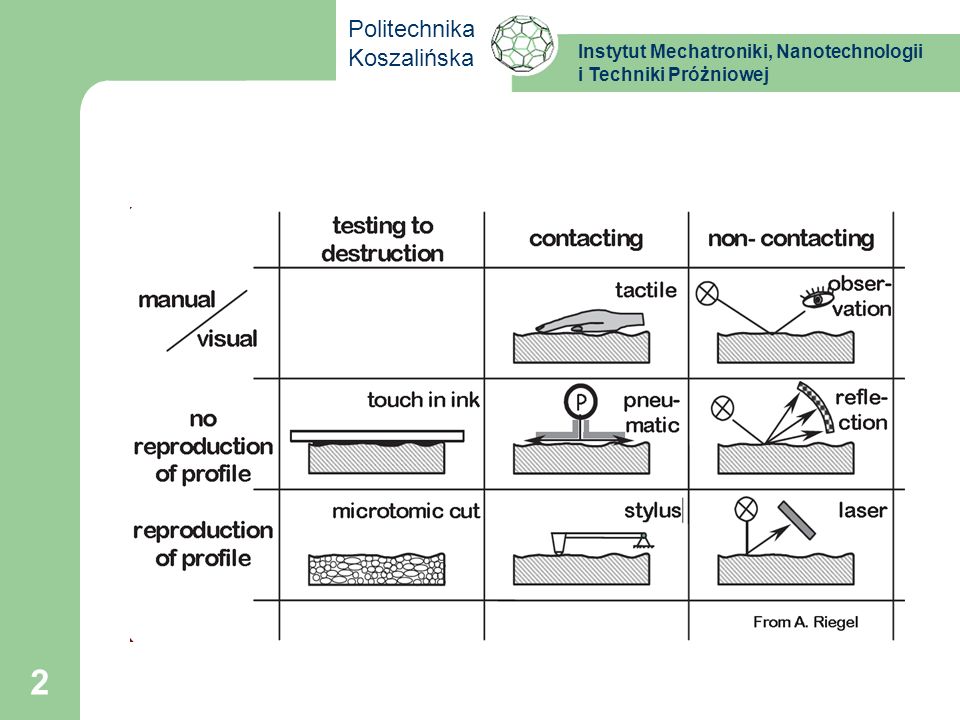
Najważniejszym kryterium oceny jakości obróbki laminowanych płyt drewnopodobnych jest stan jej krawędzi. Nawet jedno dobrze widoczne wykruszenie laminatu na krawędzi płyty prowadzi do odrzucenia danej sztuki z dalszego procesu produkcyjnego, a co za tym idzie podniesienia ogólnych kosztów produkcji. Stan ostrza skrawającego, a konkretnie jego stępienie, jest w tym procesie najważniejszym czynnikiem, decydującym o dokładności i jakości skrawania. Jakości, ocenianej z jednej strony na podstawie uszkodzeń laminatu w pobliżu strefy obróbki, zaś z drugiej strony na podstawie zgrubienia krawędzi materiału ponad powierzchnie przedmiotu obrabianego.
Celem optymalizacji procesu skrawania powinno jest osiągnięcie jak najlepszej jakości krawędzi. W przeciwieństwie do tego stoi jednoczesne dążenie do wydłużenia czasu skrawania narzędzia, gdyż ilość i wielkości wykruszeń i wypukłości laminatu wzrasta wraz z postępem zużycia noży skrawających. W praktyce jakość krawędzi, a co za tym idzie zużycie narzędzia skrawającego, oceniana jest subiektywnie przez pracowników obsługujących maszynę (ocena wzrokowa, dotyk). Wzrost prędkości posuwu, chęć wykorzystania całkowitego okresu trwałości narzędzi i dążenie do uzyskania obiektywnej oceny jakość doprowadziły w ostatnich latach do opracowania automatycznych metod oceny jakości materiałów laminowanych. Metody te bazują albo na mechanicznym kontakcie czujnika i płyty albo na czujniku optycznym (kamera, laser) i odpowiedniej obróbce obrazu.
Optyczne systemy pomiarowe przeznaczone do kontroli jakości krawędzi materiałów laminowanych spotykane są przemysłowo np. w produkcji paneli, gdzie prędkości posuwu przekraczające 150 m/min uniemożliwiają kontrolę manualną. W systemach tych krawędź płyty oświetlana jest wiązką laserowa, która ulega rozproszeniu. Powstały w ten sposób obraz rejestrowany jest przez kamery CCD i poddawany obróbce komputerowej, co umożliwia binarną ocenę jakości: spełnia/nie spełnia wymagań. Wadą tego typu systemów jest stosunkowo niska rozdzielczość. Możliwa jest detekcja tylko wykruszeń przekraczających w długości i głębokości 0,2 mm, co też czyni je nieprzydatnymi w obróbce elementów meblarskich.
Propozycję systemu optycznego dostosowanego do potrzeb przemysłu meblarskiego zaproponował Grübler. System ten oparty wyłącznie na kamerze CCD bazuje na współczynniku jakości krawędzi płyty wiórowej Sa.
a) wstepne przygotowanie obrazu (wykadrowanie odcinka krawędzi o zamierzonej długości, ewentualne wypoziomowanie profilu), b) znalezienie na zasadzie kontrastu obszaru laminatu (obszar zaznaczony linia przerywana), c) nadanie zaznaczonemu obszarowi kontrastowego koloru, d) znalezienie granicy pomiędzy kontrastowymi obszarami, e) digitalizacja linii znalezionej w powyższy sposób. Dokładność oznaczenia powierzchni uszkodzeń wynosiła ±1 piksel, była zatem uwarunkowana rozdzielczością matrycy użytej kamery cyfrowej, przechwytującej obrazy. W efekcie na 1 mm długości fotografowanego przedmiotu przypadało 27 pikseli (1 piksel=0,037 mm).
Bardzo istotne dla właściwego działania cyfrowej analizy obrazu krawędzi jest zapewnienie odpowiedniego kontrastu między powierzchnia powłoki melaminowej a powierzchnią wykruszeń. O wiele prościej dokonać pomiaru na płycie pokrytej białą powłoką niż o kolorze ciemnym. Jednak i w jednym i w drugim wypadku należy zadbać o właściwe oświetlenie próbek. Można zastosować oświetlenie prawie równoległe do powierzchni płyty a prostopadłe do krawędzi. Zdaje to egzamin w przypadku jasnych powłok. Wówczas w cieniu pozostają wykruszenia. W przypadku płyt wiórowych pokrytych powłokami z połyskiem (także ciemnych) można wykorzystać zjawisko odbijania światła. Wtedy należy albo kamerę ustawić pod takim samym kątem jak źródło światła tak, aby jego promienie po odbiciu się od powłoki trafiały do obiektywu. Oczywiście, ze względu na zniekształcenia perspektywiczne obrazu oraz głębię ostrości, należy dobrać kąt możliwie mały.
Dokładność tej metody była, również ograniczona rozdzielczością matrycy użytej kamery cyfrowej. Tu na 1 mm długości fotografowanego przedmiotu przypadało 75 pikseli (1 piksel=0,013 mm).
TYPOWE WADY POWSTAJĄCE PRZY STRUGANIU DREWNA - odchyłka płaskości (nie większa niż 0,2mm do 1m dł.) odchyłka prostopadłości 1 chropowatość Rz=200-32m długość fal 1mm np.: dla potrzeby przemysłu meblarskiego gł. Fali 5m przypalenia wybłyszczenia mszystość (mechatość, włochatość) wyrwy i odłupy (w głąb materiału 0,15mm dla drewna twardego i 0,4mm dla miękkiego
symulacja
symulacja
LITERATURA