Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
60 lat betonu komórkowego w Polsce Genowefa Zapotoczna-Sytek
Instytut Ceramiki i Materiałów Budowlanych Centrum Badań Betonów CEBET w Warszawie 60 lat betonu komórkowego w Polsce Genowefa Zapotoczna-Sytek Kraków, 1 marzec 2011 1

2
Plan prezentacji: Wprowadzenie Trudne początki Dynamiczny rozwój
- rozwiązania wytwórni - asortyment wyrobów Nowa generacja wyrobów Co w najbliższej przyszłości? Podsumowanie

3
Wprowadzenie Rok wprowadzenie betonu komórkowego na rynek budowlany w Polsce Obecnie - około 40% ścian z betonu komórkowego

4
Wprowadzenie Słuszność decyzji
Czy podążono za postępem w tej dziedzinie? Zasadność dalszego rozwoju jakie kierunki rozwoju?

5
Trudne początki Zakup szwedzkich licencji i częściowego wyposażenia dwóch zakładów doświadczalnych Uruchomienie zakładów pilotujących (Reda – Ytong, Aleksandrów Kujawski - Siporex) Krajowa baza surowcowa nie w pełni odpowiadała wymogom metod technologicznych zakupionych licencji
 Krajowa baza surowcowa nie w pełni odpowiadała wymogom metod technologicznych zakupionych licencji.")
6
Trudne początki i sukces
Wysiłki polskich specjalistów nad dostosowaniem technologii produkcji do krajowych możliwości surowcowych Opracowanie 4 własnych oryginalnych metod wytwarzania ABK przy współpracy specjalistów ds. cementu i wapna. Wykorzystanie surowców odpadowych Kolebka prac – Centralne Laboratorium Lekkich Tworzyw, przemianowane w 1971 r. w COBR PB – CEBET, obecnie w strukturze Instytutu Ceramiki i Materiałów Budowlanych – Centrum Badań Betonów CEBET

7
Podstawowe surowce 1 2 3 4 L.p. Nazwa technologii produkcji Spoiwo
Kruszywo TECHNOLOGIE POLSKIE 1 BLB cement piasek kwarcowy mielony na mokro 2 UNIPOL (uniwersalna polska technologia) wapno palone + cement + część kruszywa wspólnie mielone piasek kwarcowy mielony na mokro lub popioły lotne lub mieszanina piasku i popiołów 3 PGS (pianogazosilikat) wapno palone + gips wspólnie mielone z częścią popiołów lotnych popioły lotne 4 SW (silikat wolnotężejący) wapno palone + cement bez mielenia w wytwórni ABK
 wapno palone + cement + część kruszywa wspólnie mielone. piasek kwarcowy mielony na mokro lub popioły lotne lub mieszanina piasku i popiołów. 3. PGS (pianogazosilikat) wapno palone + gips. wspólnie mielone z częścią popiołów lotnych. popioły lotne. 4. SW (silikat wolnotężejący) wapno palone + cement. bez mielenia w wytwórni ABK.")
8
Dynamiczny rozwój Rozwiązanie umów licencyjnych
Dynamiczny rozwój wg własnych metod technologicznych i systemów zamaszynowania – kolejne generacje wytwórni; projektowanie – Biprodex maszyny i urządzenia – ZREMB Polska szkoła betonu komórkowego Polska eksporterem 36 wytwórni ABK (pod klucz)
")
9
Dynamiczny rozwój Rozwiązania wytwórni
- Pierwsza wytwórnia betonu komórkowego w Redzie

10
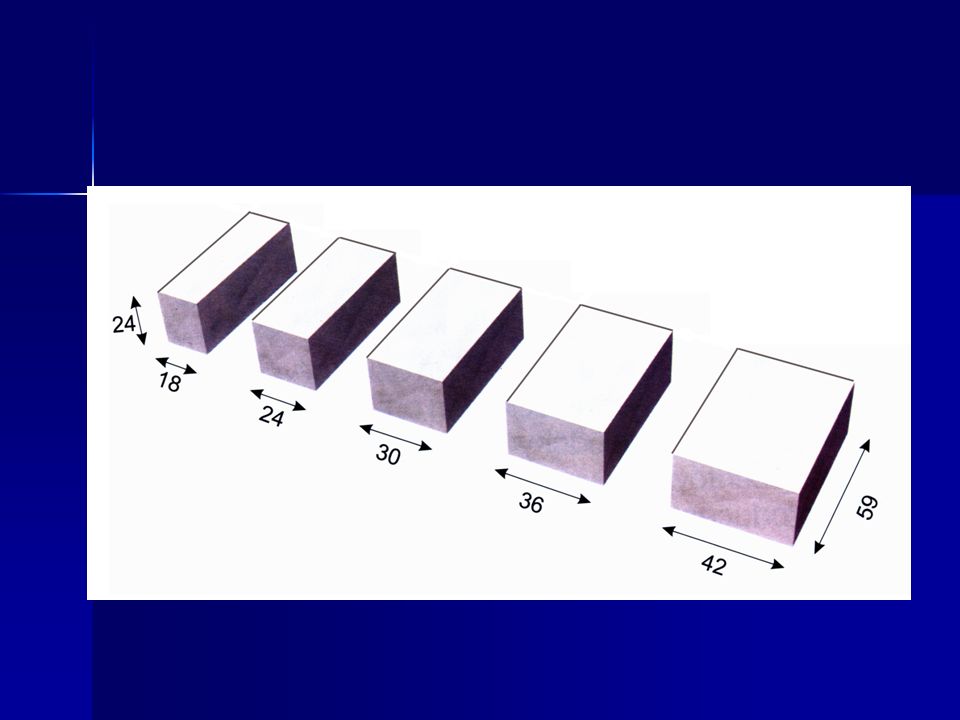
Dynamiczny rozwój - Kolejne wytwórnie
(formy h=24 cm, długość 600 cm, krajalnice szpilkowe)
")
11
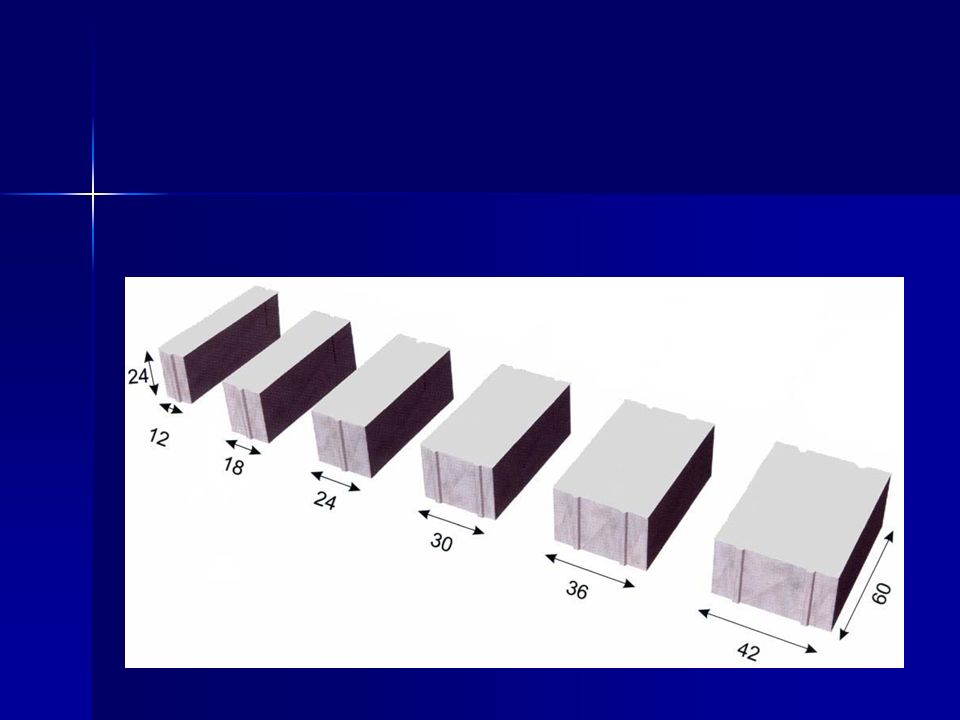
Dynamiczny rozwój - 13 wytwórni (1964-1971 r.) typu Reda
(formy h=60 cm, długość 300 cm, krajalnice posuwisto zwrotne)
")
12
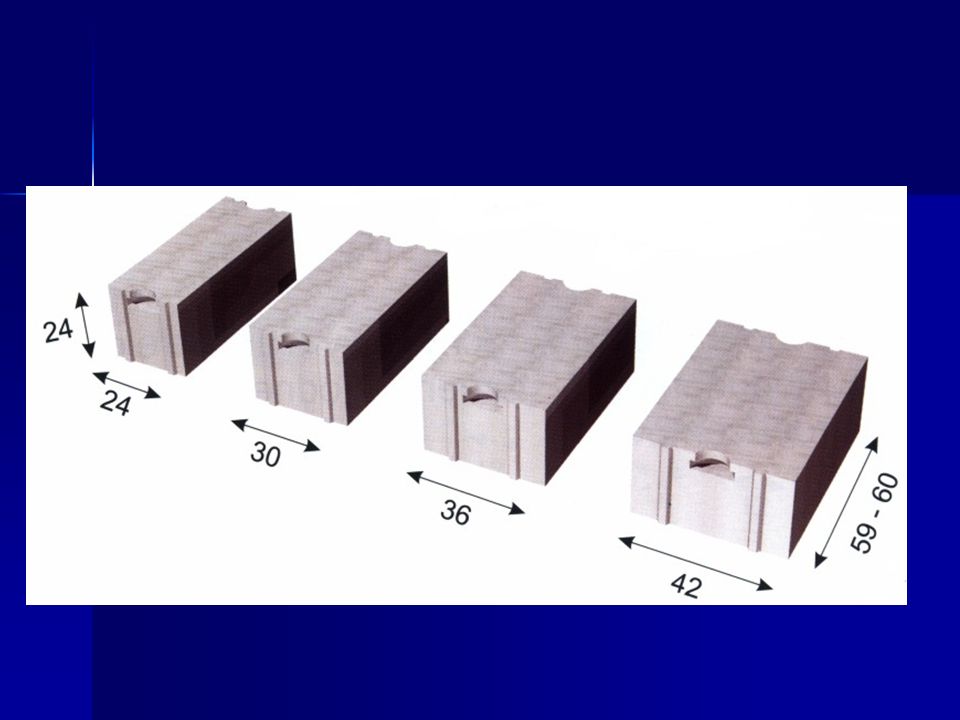
Dynamiczny rozwój - 4 wytwórnie typu Puławy
(formy h=600 cm, długość 600 cm, krajalnica KRG, szeroki asortyment wyrobów)
")
13
Dynamiczny rozwój - Wytwórnie po generalnej modernizacji

14
Lata siedemdziesiąte i osiemdziesiąte
Dynamiczny rozwój Asortyment wyrobów Lata siedemdziesiąte i osiemdziesiąte

15
Dynamiczny rozwój

16
Dynamiczny rozwój

17
Nie przerwano prac badawczych kierunkujących dalszy rozwój ABK
Spadek produkcji ( ) Nie przerwano prac badawczych kierunkujących dalszy rozwój ABK
 Nie przerwano prac badawczych kierunkujących dalszy rozwój ABK")
18
Węzeł przygotowania i dozowania składników

19
Nowa generacja wyrobów
- Unowocześnienie węzłów produkcyjnych; wspólne finansowanie prac przez wytwórnie zrzeszone w Stowarzyszeniu Producentów Betonów

22
Nowa generacja wyrobów
- Duża dokładność wymiarowa od ±1,0 do ±1,5 mm

30
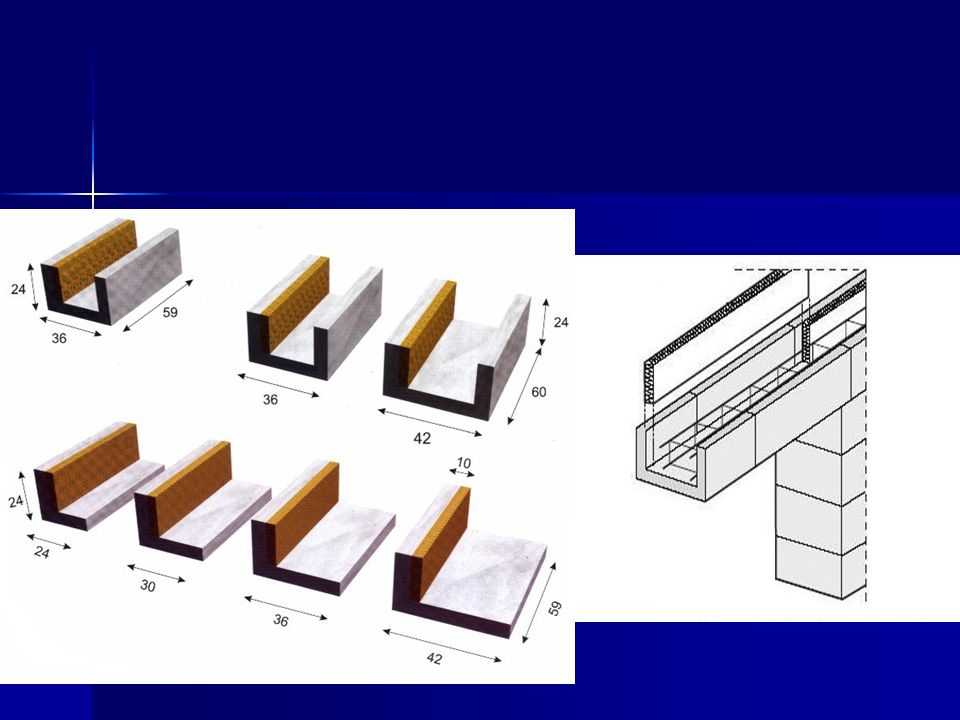
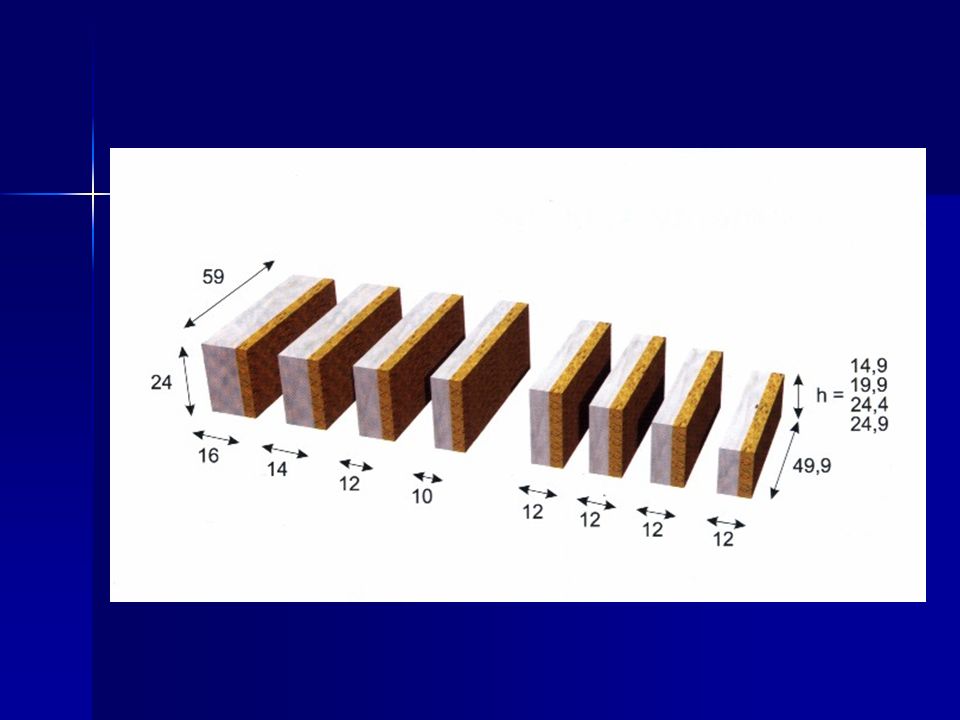
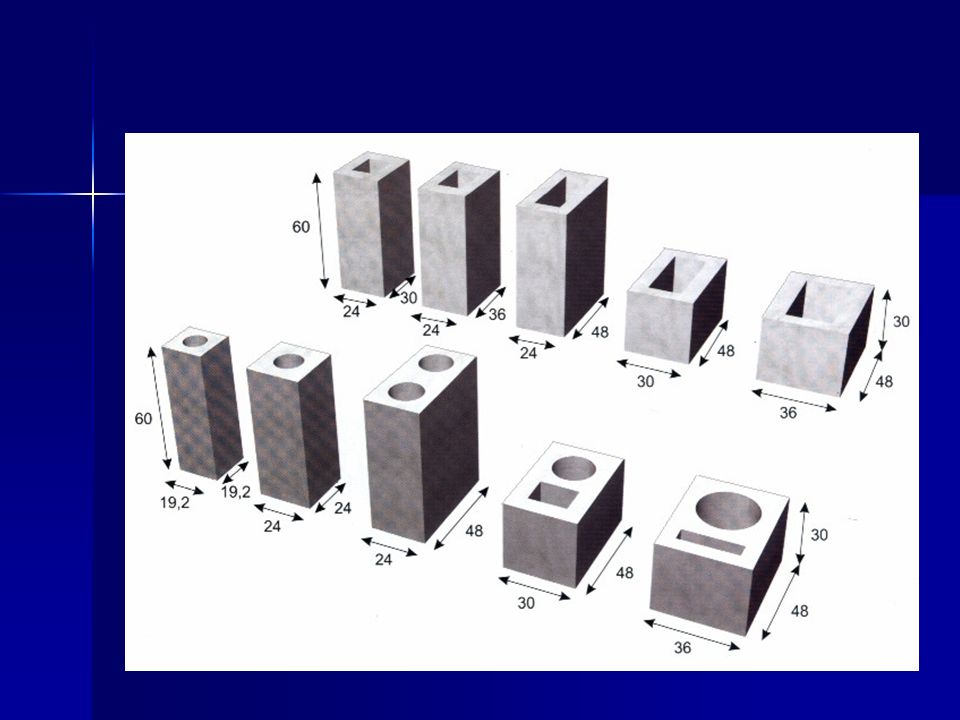
Asortyment wyrobów

31
Asortyment wyrobów

32
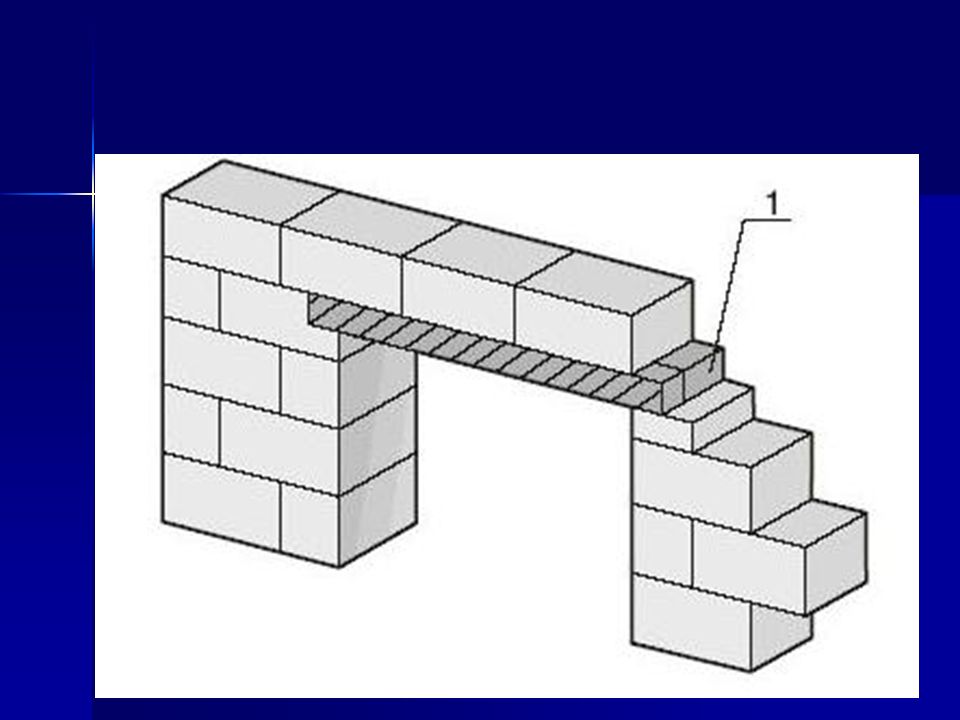
Elementy z AAC do wznoszenia murów ze spoinami wykonanymi z:
Dopuszczalne odchyłki wymiarów elementów murowych o kształtach regularnych (w milimetrach) Wymiar Elementy z AAC do wznoszenia murów ze spoinami wykonanymi z: zaprawa zwykła lub zaprawa lekka zaprawa do cienkich spoin GPLM TLMA TLMB Długość ±3 ±1,5 Wysokość ±2 ±1,0 Szerokość Płaskość powierzchni brak wymagań ≤1,0 Równoległość powierzchni
 Wymiar. Elementy z AAC do wznoszenia murów ze spoinami wykonanymi z: zaprawa zwykła. lub zaprawa lekka. zaprawa do cienkich spoin. GPLM. TLMA. TLMB. Długość ±3. ±1,5. Wysokość ±2. ±1,0. Szerokość. Płaskość powierzchni. brak wymagań. ≤1,0. Równoległość powierzchni.")
33
Nowa generacja wyrobów
- Badanie wyrobów: zaplecze badawcze, wytwórnie betonów komórkowych, ITB - Wynik : Wyroby nie ustępują producentom firm zachodnioeuropejskim. Przy stosowaniu nowych technik łączenia w murze na cienkie spoiny lub ciepłe zaprawy – realizacje obiektów spełniających zaostrzone wymagania ochrony cieplnej budynków

34
Zmiana struktury organizacyjnej i własnościowej części producentów betonu komórkowego

35
Światowy kryzys w latach 2008 - 2009
- Spadek produkcji w wielu dziedzinach gospodarki - Spadek produkcji ABK o 11,1% i 20% w stosunku do największej produkcji osiągniętej w 2007 r. (5,55 mln m3)
")
36
Produkcja ABK w Europie w 2008 roku
16,7 mln m3 Produkcja ABK na świecie ok. 40 mln m3 – udział Polski ok. 10%

37
Produkcja ABK w Europie w 2009 roku - 16,3 mln m3
Produkcja ABK na świecie ok. 40 mln m3 – udział Polski ok. 10%

38
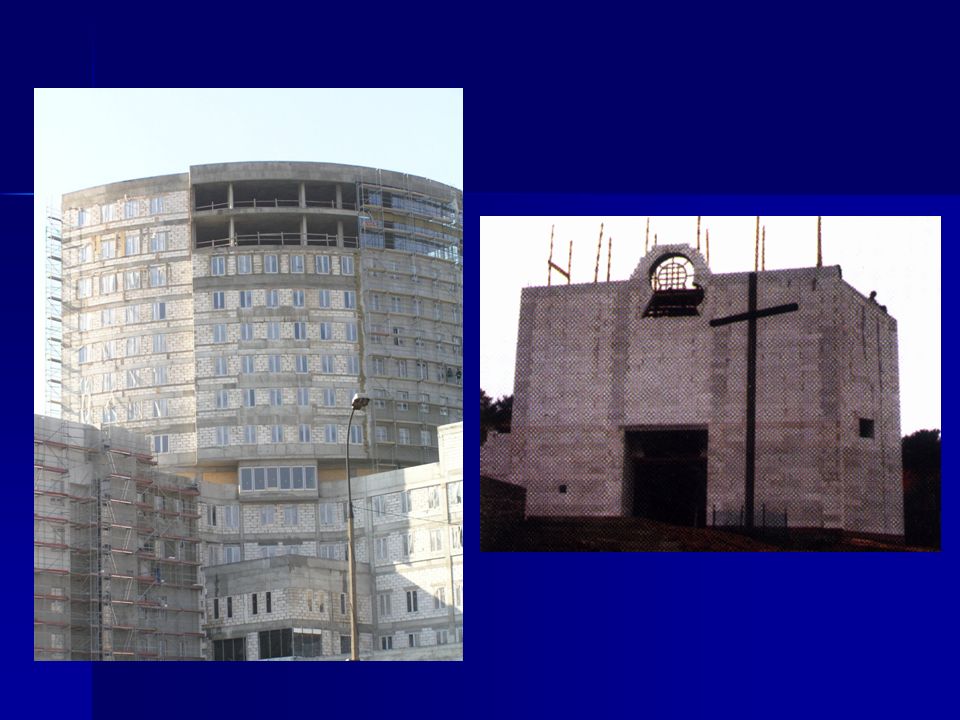
Przykłady zastosowań

41
Zużycie surowców i energii w produkcji ABK i innych materiałów budowlanych (wg. D.Humsa i autorki)
")
42
Uproszczona cyrkulacja surowca i energii przy produkcji autoklawizowanego betonu komórkowego o gęstości w stanie suchym 500 kg/m3 (wg D.Humsa i G. Zapotocznej-Sytek

43
WSPÓŁCZESNE TECHNOLOGIE WYTWARZANIA ABK
nieuciążliwe dla otoczenia zużycie surowców odpadowych bezodpadowy proces technologiczny niskie zużycie energii i surowców w porównaniu z procesami wytwarzania innych materiałów

44
Zużycie energii do produkcji i zastosowania betonu komórkowego i cegły poryzowanej
wg D. Hums Rodzaj materiału Zużycie energii do ogrzewania budynków mieszkalnych o okresie użytkowania 50 lat i grubości ścian 30 cm Zużycie energii do wytworzenia materiałów budowlanych Autoklawizowany beton komórkowy [λ=0,12 W/(m•K)] 5322 kWh/m3 279 kWh/m3 Cegła poryzowana [λ=0,21 W/(m•K)] 8918 kWh/m3 604 kWh/m3
] 5322 kWh/m kWh/m3. Cegła. poryzowana. [λ=0,21 W/(m•K)] 8918 kWh/m kWh/m3.")
45
Właściwości cieplne i zużycie energii w obiektach
Charakterystycznie niska przewodność cieplna ABK wpływa znacząco na oszczędność energii potrzebnej na ogrzewanie budynków i powoduje redukcję emisji CO2 do atmosfery. Ściany jednowarstowe U= 0,22-0,35 W/(m2*K)dla przegrody grubości cm U= 0,25-0,41 W/(m2*K)dla przegrody grubości 36-36,5 cm
dla przegrody grubości cm. U= 0,25-0,41 W/(m2*K)dla przegrody grubości 36-36,5 cm.")
46
Bezpieczeństwo pożarowe
Beton komórkowy jest materiałem niepalnym – klasyfikuje się go w Euroklasie A1. Podczas pożaru nie występuje ryzyko rozgorzenia, jak również płonących kropli (klasa d0).
.")
47
Aktualna klasyfikacja w zakresie odporności ogniowej ścian z ABK
Grubość ściany [cm] Wskaźnik wykorzystania nośności 0,2 0,6 1,0 11,5 12 EI 120 - 17,5 18 EI 240 REl 240*) REl 240 REl 120 24 30 36 36,5 42 *) R – nośność , I – izolacyjność , E - szczelność
 REl 240. REl , *) R – nośność , I – izolacyjność , E - szczelność.")
48
Inne zalety stosowania ABK
Lekkość elementów – mniejsze zużycie paliwa przy transporcie, a więc mniejsza emisja spalin do atmosfery. Usprawnienie procesu realizacji obiektu i minimalizacja zużycia energii przy montażu. Dokładne wymiary elementów – oszczędność w zużyciu materiałów do łączenia i wykończenia Łatwość rozbudowy obiektów Łatwość rozbiórki – ponowne użycie w procesie produkcyjnym, do budowy dróg, wypełnień wyrobisk

49
Podsumowanie O rozwoju ABK w Polsce zadecydował ogromny deficyt materiałów budowlanych niezbędnych do odbudowy kraju po stratach wojennych i wyjątkowo korzystne jego właściwości jako materiału izolacyjno-konstrukcyjnego Kolejno realizowane wytwórnie w kraju były coraz nowocześniejsze, a ich poziom był zbliżony lub odpowiadający poziomowi światowemu. Eksport 36 wytwórni pod klucz. Zastój w końcu lat 80-tych.

50
Podsumowanie W połowie lat 90-tych wytwórnie rozpoczęły kontynuowaną obecnie produkcję nowej generacji wyrobów zarówno pod względem tolerancji, wyglądu zewnętrznego jak i cech użytkowych. Zasadny jest dalszy rozwój ABK z uwagi na jego zalety techniczne i popyt, ale i fakt iż proces jego wytwarzania i stosowalnictwo wpisują się w wymagania zrównoważonego rozwoju. Wyroby z ABK mogą być z powodzeniem stosowane zarówno do realizacji domów energooszczędnych jak i pasywnych.

51
Podsumowanie Co należy uwzględnić w dalszym rozwoju:
Zwiększenie udziału lekkich i bardzo lekkich betonów m.in. do ocieplania obiektów Prowadzenie prac nad zmniejszeniem zużycia energii w procesie wytwarzania ABK Powrót do produkcji prefabrykatów zbrojonych z ABK Szerokie rozpowszechnianie najlepszych rozwiązań w zakresie stosowalnictwa ABK wśród projektantów, inwestorów Kontynuowanie prac badawczych nad nowymi surowcami w świetle zmieniającej się sytuacji w kraju (m.in. nad popiołami nowej generacji,zastosowaniem cementów wieloskładnikowych). Zabezpieczenie wysokokwalifikowanej kadry.
. Zabezpieczenie wysokokwalifikowanej kadry.")
52
Szanowni Państwo Zapraszamy do wzięcia udziału w V Międzynarodowej Konferencji na temat Autoklawizowanego Betonu Komórkowego Bydgoszcz 15 – 16 września 2011 r.

Podobne prezentacje