Wdrożenie nowego produktu Określenie liczby jednostek umownych Obliczenie pracochłonności
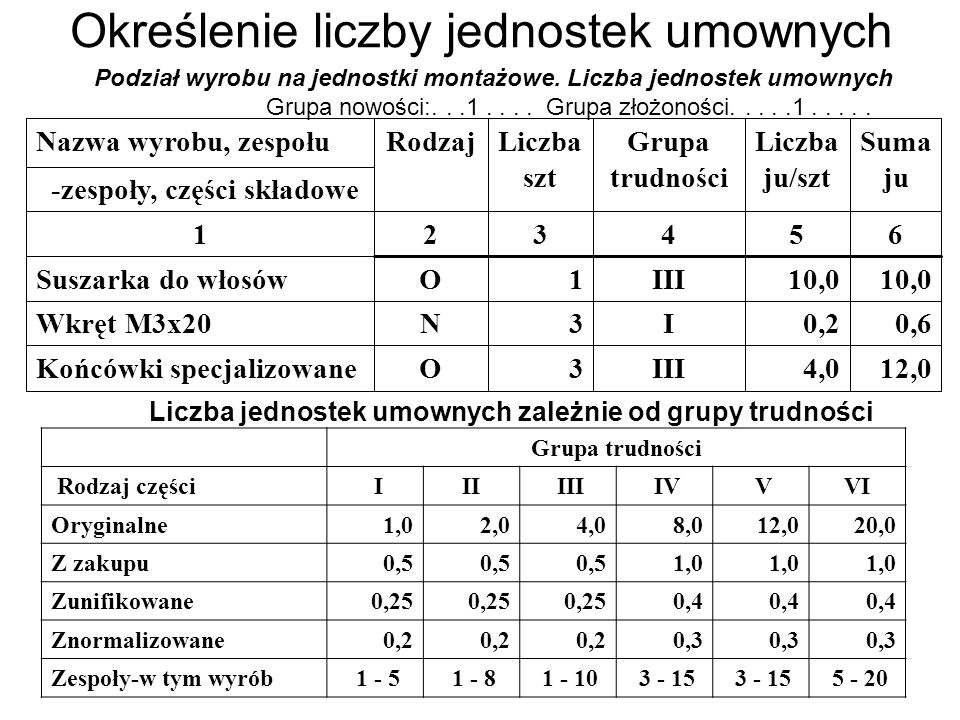
Określenie liczby jednostek umownych Podział wyrobu na jednostki montażowe. Liczba jednostek umownych Grupa nowości:. . .1 . . . . Grupa złożoności. . . . .1 . . . . . 12,0 4,0 III 3 O Końcówki specjalizowane 0,6 0,2 I N Wkręt M3x20 10,0 1 Suszarka do włosów 6 5 4 2 -zespoły, części składowe Suma ju Liczba ju/szt Grupa trudności szt Rodzaj Nazwa wyrobu, zespołu Liczba jednostek umownych zależnie od grupy trudności Grupa trudności Rodzaj części I II III IV V VI Oryginalne 1,0 2,0 4,0 8,0 12,0 20,0 Z zakupu 0,5 Zunifikowane 0,25 0,4 Znormalizowane 0,2 0,3 Zespoły-w tym wyrób 1 - 5 1 - 8 1 - 10 3 - 15 5 - 20
Obliczenie pracochłonności Prac konstrukcyjnych Prac technologicznych Wykonanie narzędzi specjalnych
Pracochłonność projektowania konstrukcji gdzie: Lm- suma jednostek umownych tj,n – czas jednostki umownej dla danej grupy "j" złożoności konstrukcyjnej i etapu projektowania "n" ku – współczynnik utrudnienia zależny od grupy nowości Współczynniki utrudnienia zależny od grupy nowości Grupa nowości 1 2 3 4 5 Współczynnik ku 1,2 1,3 1,5 1,7
Pracochłonność projektowania jednej jednostki umownej Etapy/Czynności Grupa złożoności A B C D E Projekt wstępny (wstępne konstruowanie wyrobu) 1,4 2,1 3,1 4,2 5,4 Badanie modelu 10% czasu konstruowania) 0,14 0,21 0,31 0,42 0,54 Badania patentowe 5% czasu projektu wstępnego PROJ- EKT TECH- NICZ- NY Ostateczne rozwiązanie projektowe 7,3 9,1 12,4 16,7 20,9 Kreślenie rysunków części 1 1,2 1,8 2,4 2,8 Kreślenie rysunków zespołów 2,6 3,0 Sprawdzanie rysunków 0,5 2 3 4 Zatwierdzanie rysunków 0,8 1,6 Za opracowanie każdej pozycji:WT, Ins. Instalacji 4,3 4,8 5 6 Konsultacje z technologiem w każdym etapie 0,1 0,2 0,3 0,4 Korekta po PROTOTYPIE lub SERII PRÓBNEJ 1,3 1,7 Dokumentacja konstr. do SERII PRÓBNEJ i PRODUKCJI 2,0 NADZÓR NAD PROTOTYPEM lub SERIĄ PRÓBNĄ 8 Prace uzupełniające w dziale konstrukcji 2,5 5,5 7
Zestawienie prac konstrukcyjnych Zadanie – czynność Godz. Projekt wstępny (wstępne konstruowanie wyrobu) Badanie modelu 10% czasu konstruowania) Badania patentowe 5% czasu projektu wstępnego Ostateczne rozwiązanie projektowe Kreślenie rysunków zespołów Sprawdzanie rysunków Zatwierdzanie rysunków Za opracowanie każdej pozycji:WT, Ins. Instalacji Konsultacje z technologiem w każdym etapie Korekta po PROTOTYPIE lub SERII PRÓBNEJ Dokumentacja konstrukcyjna do SERII PRÓBNEJ i PRODUKCJI NADZÓR NAD PROTOTYPEM lub SERIĄ PRÓBNĄ Prace uzupełniające w dziale konstrukcji
Prace konstrukcyjne cd Oszacowanie pracochłonności wykonania modelu według wzoru Lm- liczba jednostek umownych dla części i zespołów tylko oryginalnych w wyrobie Ku- jak w poprzednim wzorze
Prace konstrukcyjne cd Określenia czasu na wykonania prototypu można dokonać w dwojaki sposób: (1)Przez porównanie z produkowanym wyrobem podobnym stosując zwielokratniający współczynnik czasu jednostkowego: 6x - dla produkcji małoseryjnej 10x - dla produkcji średnioseryjnej, 20x - dla produkcji wielkoseryjnej. (2)Określmy czas wykonania na podstawie rysunków części i metod ich wykonania. Dla celów ćwiczenia przyjmiemy 8godz. na każdą część, zespół, podzespół oraz dodatkowo 20% tak wyliczonego czasu na montaż (wyrób jest prosty do zmontowania). Tak duży czas wynika z konieczności modelowania obudowy z tworzywa ponieważ brak jest form wtryskowych na tym etapie.
Prace konstrukcyjne cd Określenie czasu na badanie prototypu Koszty badań prototypu obejmują: przeprowadzenie prób wstępnych, koszty eksploatacji próbnej i badań prototypu. Wysokość tych kosztów ustala się najczęściej na podstawie czasu trwania prób i kosztów robocizny osób biorących udział w badaniach, kosztu materiałów koniecznych do przeprowadzenia prób. Dla celów niniejszego ćwiczenia przyjmiemy czas badań równy okresowi wykonania prototypu
Razem pozostała pracochłonność konstrukcyjnego przygotowania produkcji Pracochłonność wykonania modelu – Pracochłonność wykonania prototypu – Pracochłonność badania prototypu –
Prace technologiczne Obliczenia pracochłonności prac technologicznego przygotowania produkcji T-OPP przeprowadzamy z uwzględnieniem: grupy utrudnienia technologicznego, fazy technologicznej i wielkość produkcji. Niezbędny zakres przygotowania technologicznego wymaga opracowania: technologii marszrutowej zawierającej podział na operacje technologiczne wraz z podaniem czasów ich wykonania. Dla niektórych części, a w przypadku produkcji wielkoseryjnej dla wszystkich, opracowuje się technologie szczegółowe na poszczególne operacje. technologii montażu, zależnie od przyjętych założeń i skali produkcji. Mogą wystąpić: technologia montażu finalnego oraz technologie montażu cząstkowego (np. dla taśmy).
Pracochłonność opracowania technologii dla serii próbnej gdzie: Pi,j - pracochłonność jednostkowa dla "i_ej" grupy i "j_ej" fazy technologicznej, i - liczba grup, j - liczba faz w danej grupie technologicznej kw - współczynnik opracowania technologii zależny od wielkości produkcji. Dla ćwiczeń przyjmujemy = 1. W projektowaniu technologicznym występuje także konieczność opracowania norm materiałowych i czasowych. Czas opracowania norm materiałowych Pm obliczamy jako 25%, a czas opracowania norm czasowych Pc jako 50% czasu opracowania technologii. Plus Inne (pozostałe prace). Razem czas opracowania technologicznego jest sumą.
Założenia procesu produkcyjnego Wielkość produkcji 50.000szt rocznie Montaż na wydzielonych stanowiskach (całościowy bez montażu wstępnego) Liczba stanowisk : 3 Przewiduje się specjalne pomoce warsztatowe dla ułatwienia montażu, Formy na tworzywa jednogniazdowe, części z tworzyw nie malowane.
Pracochłonność prac T-OPP liczona na każdą część oryginalną, zespół, podzespół (np. razem N= 21) Czynności Normatyw [h] Pracochłonność Założenia technologiczne 100h Konsultacje opracowań konstrukcyjnych (na każdym etapie PW i PT) 1,2 N*1,2 Wstępna analiza technologii wytwarzania (wstępne opracowanie procesu produkcyjnego) 2,0 Wstępna specyfikacja materiałowa ZZZM 0,8 Opracowanie wstępnej pracochłonności wyrobu ZZPW 0,5 Opracowanie technologii dla prototypu (gdy robiona) Nie robimy Nadzór nad wykonaniem serii próbnej 4 - 12 Weryfikacja dokumentacji technologicznej po serii próbnej Opracowanie technologii szczegółowych W następnym kroku