Badania dokładności geometrycznej i kinematycznej maszyn technologicznych Paweł Majda www.pmajda.zut.edu.pl Pawel.Majda@zut.edu.pl Tel.: 793 314 801
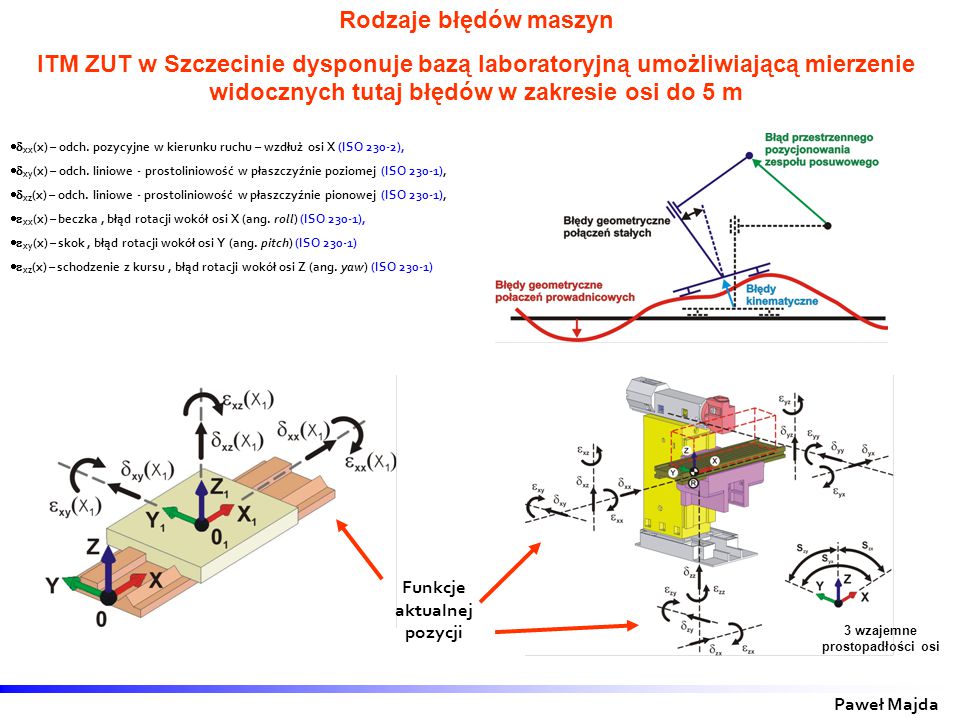
Funkcje aktualnej pozycji 3 wzajemne prostopadłości osi Rodzaje błędów maszyn ITM ZUT w Szczecinie dysponuje bazą laboratoryjną umożliwiającą mierzenie widocznych tutaj błędów w zakresie osi do 5 m dxx(x) – odch. pozycyjne w kierunku ruchu – wzdłuż osi X (ISO 230-2), dxy(x) – odch. liniowe - prostoliniowość w płaszczyźnie poziomej (ISO 230-1), dxz(x) – odch. liniowe - prostoliniowość w płaszczyźnie pionowej (ISO 230-1), exx(x) – beczka , błąd rotacji wokół osi X (ang. roll) (ISO 230-1), exy(x) – skok , błąd rotacji wokół osi Y (ang. pitch) (ISO 230-1) exz(x) – schodzenie z kursu , błąd rotacji wokół osi Z (ang. yaw) (ISO 230-1) Funkcje aktualnej pozycji 3 wzajemne prostopadłości osi Paweł Majda
QC20 ballbar system, Test okrągłości wg PN-ISO 230-4 Paweł Majda
Pręt teleskopowo kulowy QC20 ballbar system 4 Paweł Majda
XY YZ XZ Przed kompensacją błędów Po kompensacji błędów Luzu zwrotnego Odchyłki pozycjonowania Odchyłki prostopadłości osi Cyklicznych błędów śruby pociągowej
Interferometr laserowy XL80 Stacja „meteo” Interferometr laserowy XL80 pomiary odchyłek liniowych (od 0 do 80 m) pomiary odchyłek kątowych pomiary prostoliniowości i prostopadłości ocena dokładności pozycjonowania kalibracja obrabiarek kalibracja CMM - Dokładność pomiaru temperatury powietrza: ± 0.2 oC - Dokładność pomiaru temperatury materiału: ± 0.1 oC Dokładność pomiaru ciśnienia powietrza : ± 1 mbar Dokładność pomiaru wilgotności powietrza : ± 6 % Odchyłki liniowe ±0.5 [mm/m] Odchyłki kątowe ±0.2% ±0.5 ±0.1M [mm/m] Prostoliniowość ±0.5% ±0.5 ±0.15M2 [mm] Prostopadłość ±0.5% ±2.5 ±0.8M [mm/m]
Przykładowe wyniki pomiarów dokładności i powtarzalności pozycjonowania osi obrabiarki sterowanej numerycznie Paweł Majda
PITCH ROLL wahadło M M R R Paweł Majda 8 Pomiary poziomnicami elektronicznymi: Kątowe błędy beczki i skoku wg ISO 230-1 Wzajemne prostopadłości elementów maszyn Prostoliniowość w dużych zakresach odcinka pomiarowego Płaskość dużych powierzchni Sprawne pomiary z imponującą dokładnością PITCH ROLL wahadło M R R M Paweł Majda 8
Wyznaczanie błędu przestrzennego z użyciem Laser-Tracer-a ścieżka punktów pomiarowych, b) widok Lasr-Tracer-a Przestawiając Laser-Tracer w różne pozycje na stole maszyny uzyskujemy możliwość pomiarów osi w zakresie nawet do 10 m Paweł Majda
Rozkład błędu przestrzennego pozycjonowania Wyniki pomiarów błędów w objętości roboczej maszyny uzyskane z użyciem Laser-Trackera Rozkład błędu przestrzennego pozycjonowania Paweł Majda
Wyniki pomiarów błędów kinematycznych uzyskanych z użyciem Laser-Trackera osi X, Y i Z (pozycjonowanie, prostoliniowości, błędy kątowe i wzajemne prostopadłości osi (ISO 230-1 oraz ISO 230-2) Paweł Majda
Pomiary błędów ruchu osi wirujących wg ISO 203-7 oraz dryftu termicznego wg ISO 230-3 Paweł Majda
Przykładowe wyniki błędów ruchu osi wirujących wg ISO 203-7 oraz dryftu termicznego wg ISO 230-3 Paweł Majda