Pobierz prezentację
This is a modal window.
1
FORMY ODLEWNICZE 1W + 1L LITERATURA J. Rączka, A
FORMY ODLEWNICZE W + 1L LITERATURA J.Rączka, A. Tabor, Technologia odlewnictwa.Projektowanie. Skr.AGH Kraków W. Longa, Odlewanie do form piaskowych. Wyd. Śląsk Katowice M. Skarbiński, Uruchomienie produkcji w odlewni. WNT Warszawa M. Perzyk. S. Waszkiewicz, M. Kaczorowsk, Odlewnictwo. WNT Warszawa 2000.

2
PRODUKCJA ODLEWÓW ODLEWANIE W FROMACH JEDNORAZOWYCH
ODLEWANIE W FROMACH WIELOKROTNEGO UŻYCIA FORMOWANIE Z MODELAMI TRWAŁYMI FORMOWANIE Z MODELAMI JEDNORAZOWYMI BEZ FORMOWANIA ODLEWANIE W FORMACH PIASKOWYCH ODLEWANIE W FORMACH PRECYZYJNYCH DZIELONYCH ODLEWANIE W FORMACH PRECYZYJNYCH NIEDZIELONYCH ODLEWANIE W FORMACH PEŁNYCH NIEDZIELO-NYCH ODLEWANIE W FORMACH METALOWYCH ODLEWANIE W FORMACH SPECJALNYCH (np. półtrwałych)
")
4
FORMY ODLEWNICZE 1. NIETRWAŁE (JEDNORAZOWEGO UŻYTKU) najczęściej tzw. formy piaskowe 2. TRWAŁE (WIELOKROTNEGO UŻYTKU) formy metalowe (kokile, formy ciśnieniowe) 3. PÓŁTRWAŁE (wykonanie kilku odlewów)
 3. PÓŁTRWAŁE (wykonanie kilku odlewów)")
5
FORMY JEDNORAZOWEGO UŻYTKU (formy na osnowie z piasku np. kwarcowego)
")
7
ODLEW Z UKŁADEM WLEWOWYM
RYS.1.13

9
Określenie powierzchni wypukłej (a) i wklęsłej (b) odlewu (modelu)
 i wklęsłej (b) odlewu (modelu)")
10
RYS. FORMY ODLEWNICZEJ PIASKOWEJ BEZ RDZENIA

12
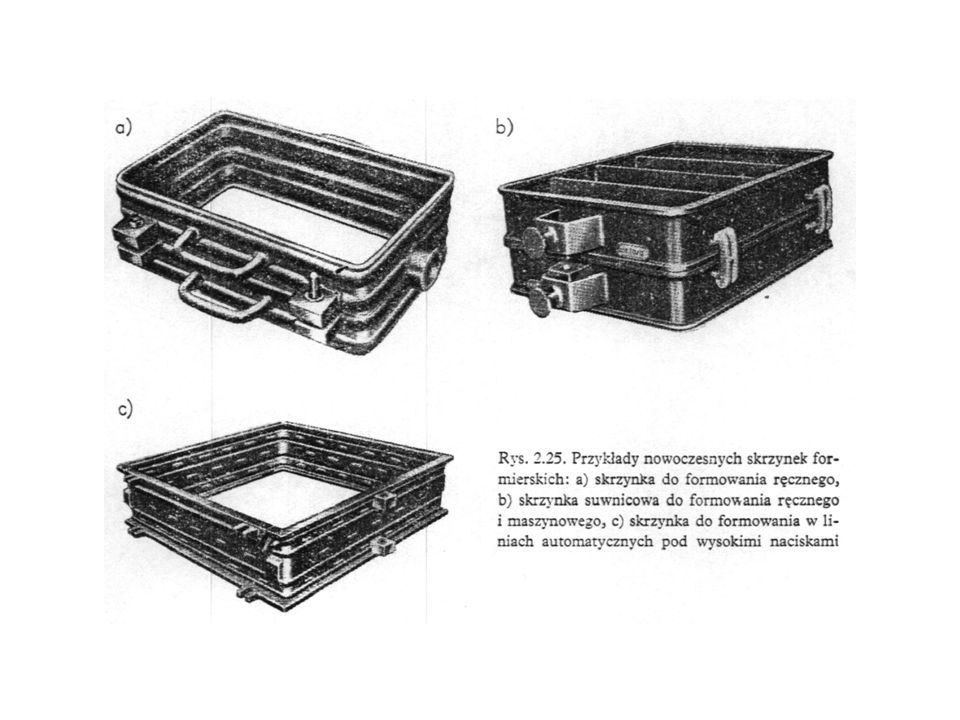
PRZEKRÓJ ŚCIANEK SKRZYNEK FORMIERSKICH

14
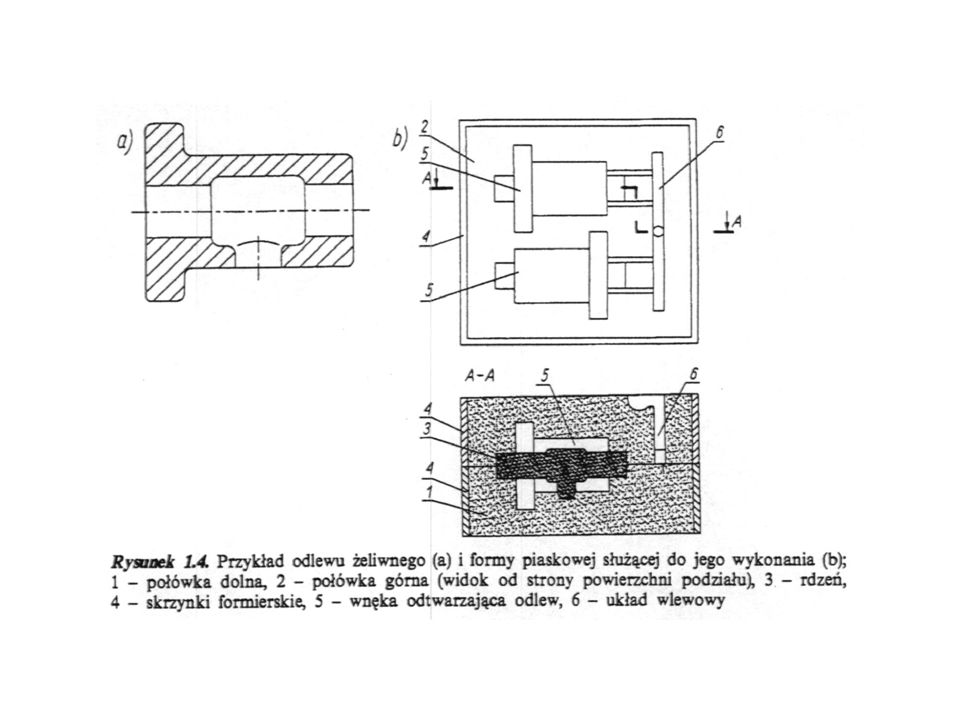
RYS. FORMY ODLEWNICZEJ PIASKOWEJ Z RDZENIEM

15
ODLEW Z UKŁADEM WLEWOWYM

19
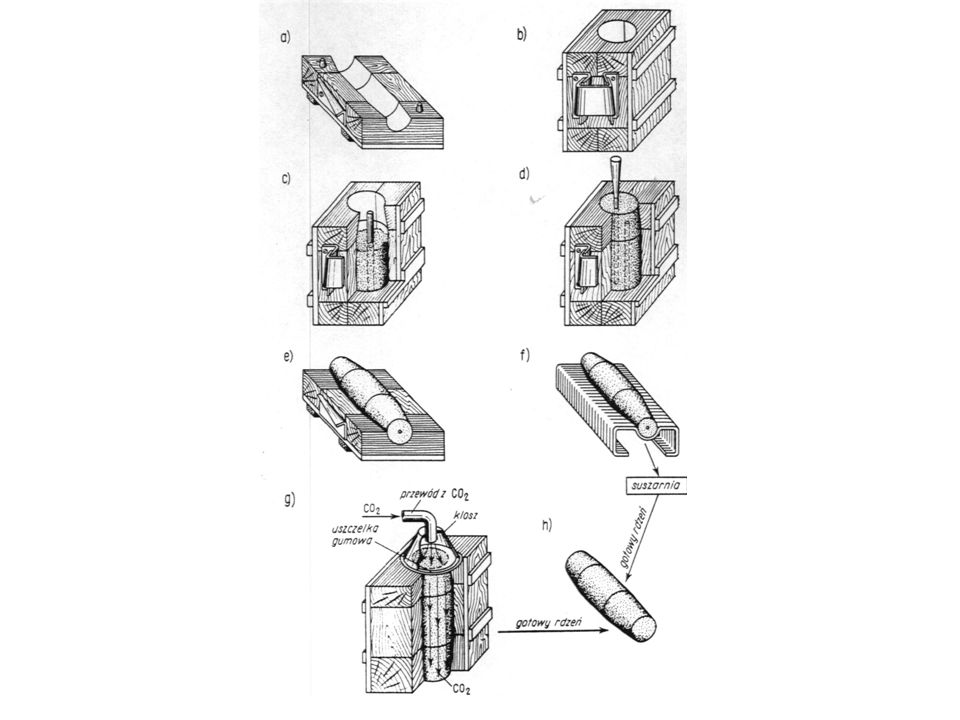
ZESPÓŁ MODELOWY a) odlew b) model c) rdzennica d) rdzeń
 odlew b) model c) rdzennica d) rdzeń")
25
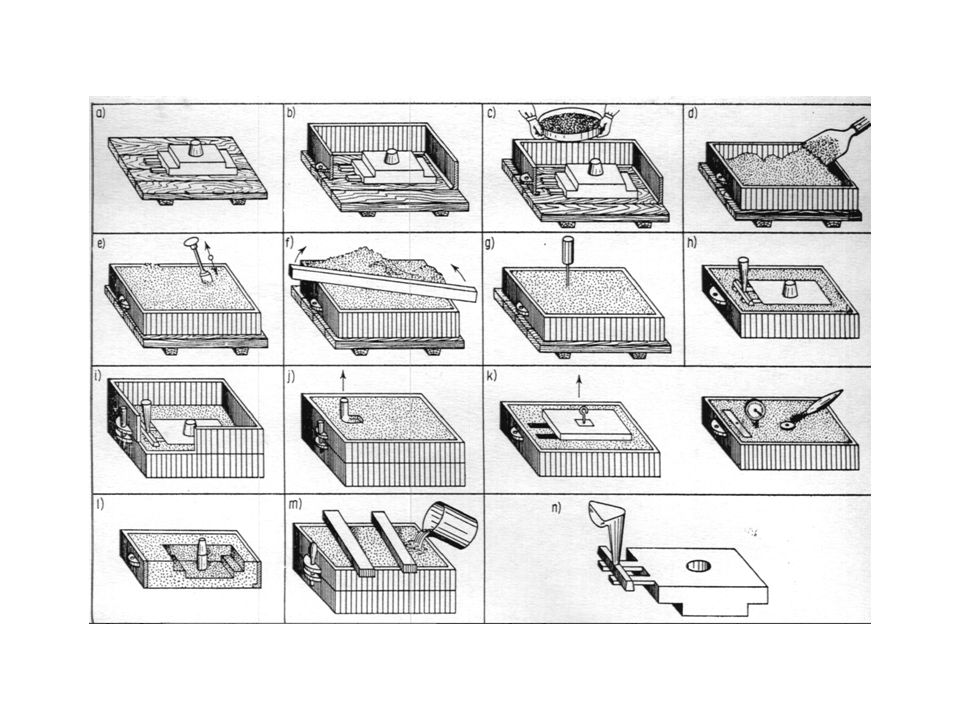
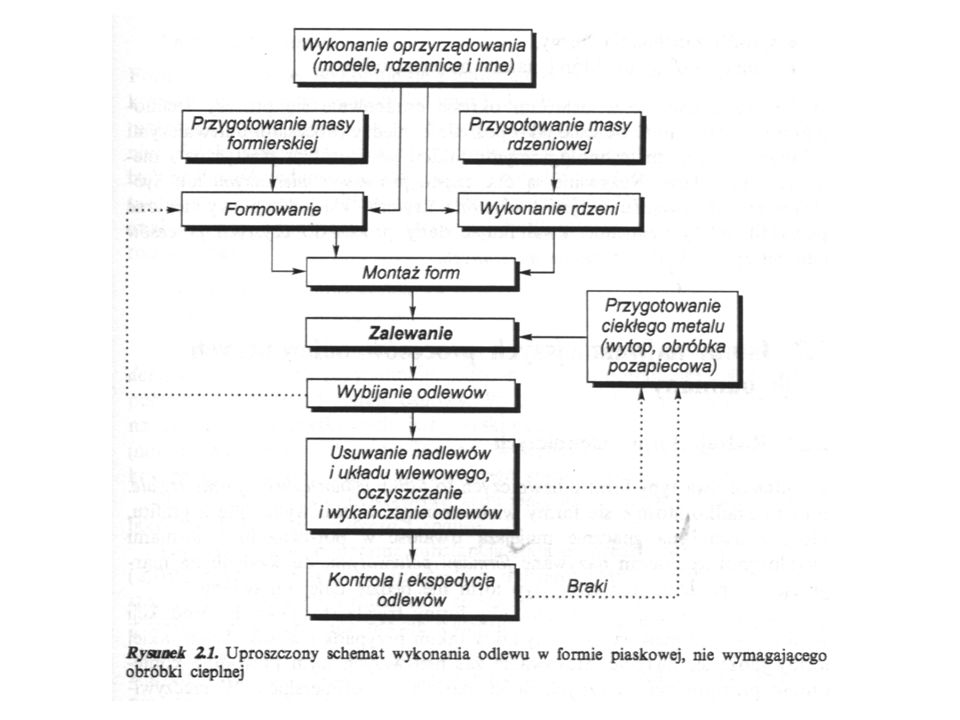
PROCES TECHNOLOGICZNY WYKONANIA ODLEWU
W FORMIE PIASKOWEJ 1. PROJEKT: - RYSUNEK SUROWEGO ODLEWU - RYSUNEK KONCEPCJI ODLEWANIA 2. WYKONANIE ZESPOŁU MODELOWEGO - MODEL ZASADNICZY - MODELE UKŁADU WLEWOWEGO - RDZENNICE 3. PRZYGOTOWANIE MASY FORMIERSKIEJ I RDZENIOWEJ - OSNOWA, - SPOIWO (LEPISZCZE), - UTWARDZACZ, - DODATKI SPECJALNE. 4. WYKONANIE FORMY – PROCES FORMOWANIA - FORMOWANIE RĘCZNE, - FORMOWANIE MASZYNOWE, - FORMOWANIE NA AUTOMATYCZNYCH LINIACH FORMIERSKICH.
, - UTWARDZACZ, - DODATKI SPECJALNE. 4. WYKONANIE FORMY – PROCES FORMOWANIA. - FORMOWANIE RĘCZNE, - FORMOWANIE MASZYNOWE, - FORMOWANIE NA AUTOMATYCZNYCH LINIACH FORMIERSKICH.")
26
PROCES TECHNOLOGICZNY WYKONANIA ODLEWU W FORMIE PIASKOWEJ (c.d.)
5. PRZYGOTOWANIE FORMY DO ZALANIA CIEKŁYM METALEM: - WŁOŻENIE RDZENI DO WNĘKI FORMY (W GNIAZDA RDZENIOWE), - ZŁOŻENIE FORMY, - DOCIŚNIĘCIE GÓRNEJ SKRZYNKI DO DOLNEJ. 6. PRZYGOTOWANIE CIEKŁEGO METALU – PROCES METALURGICZNY 7. ZALEWANIE FORMY 8. WYBICIE ODLEWU Z FORMY 9. KONTROLA JAKOŚCI 10. OCZYSZCZENIE ODLEWU, w tym odcięcie układu wlewowego 11. KONTROLA KAKOŚCI
, - ZŁOŻENIE FORMY, - DOCIŚNIĘCIE GÓRNEJ SKRZYNKI DO DOLNEJ. 6. PRZYGOTOWANIE CIEKŁEGO METALU – PROCES METALURGICZNY. 7. ZALEWANIE FORMY. 8. WYBICIE ODLEWU Z FORMY. 9. KONTROLA JAKOŚCI. 10. OCZYSZCZENIE ODLEWU, w tym odcięcie układu wlewowego. 11. KONTROLA KAKOŚCI.")
27
RYSUNEK SUROWEGO ODLEWU
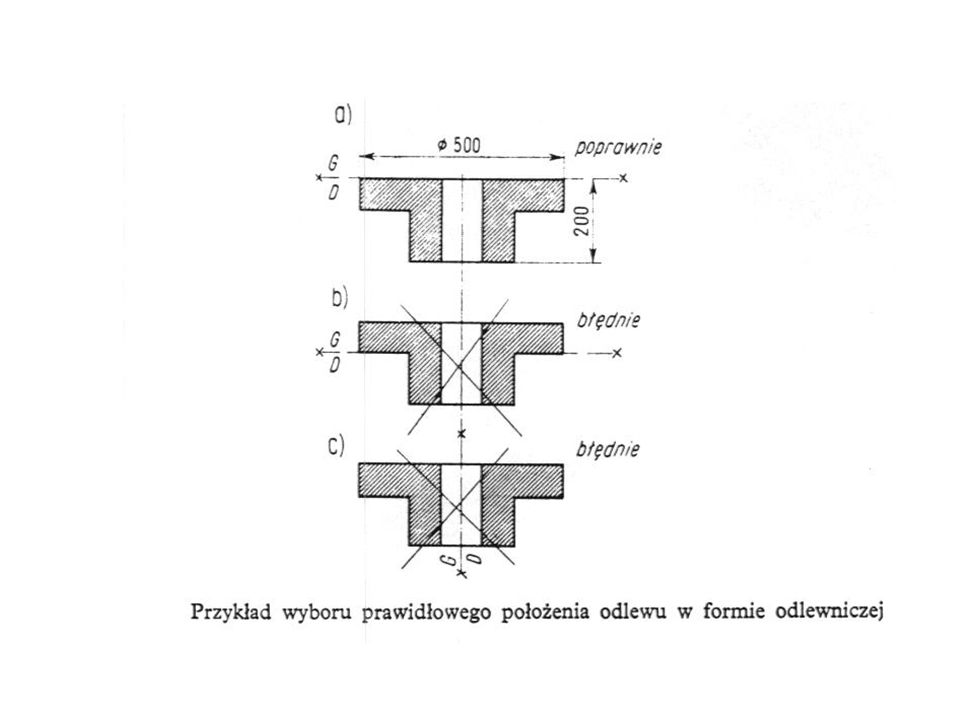
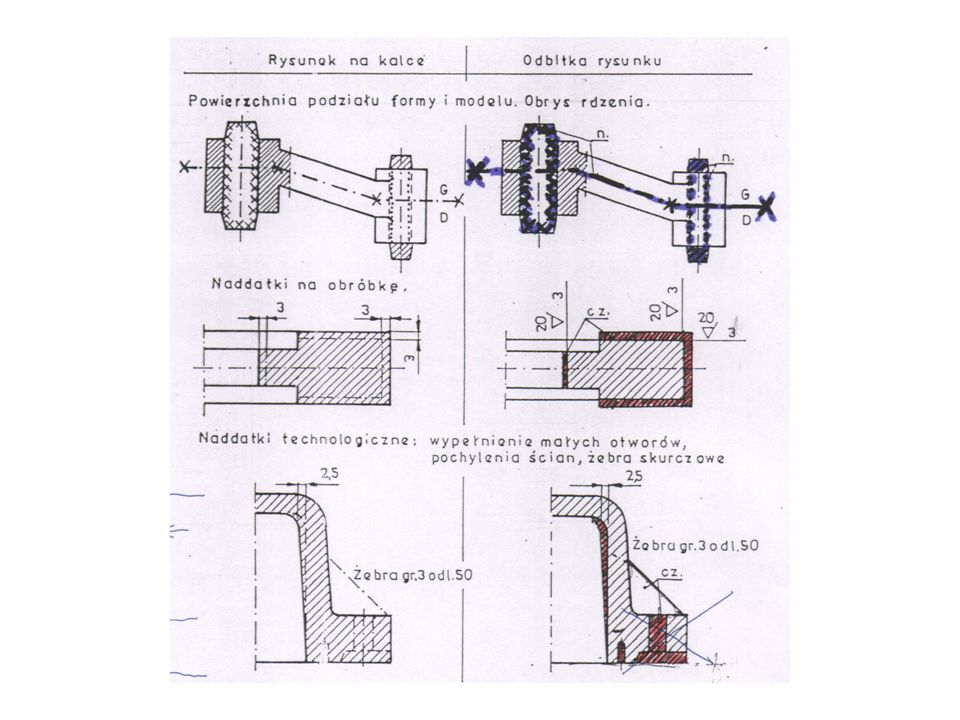
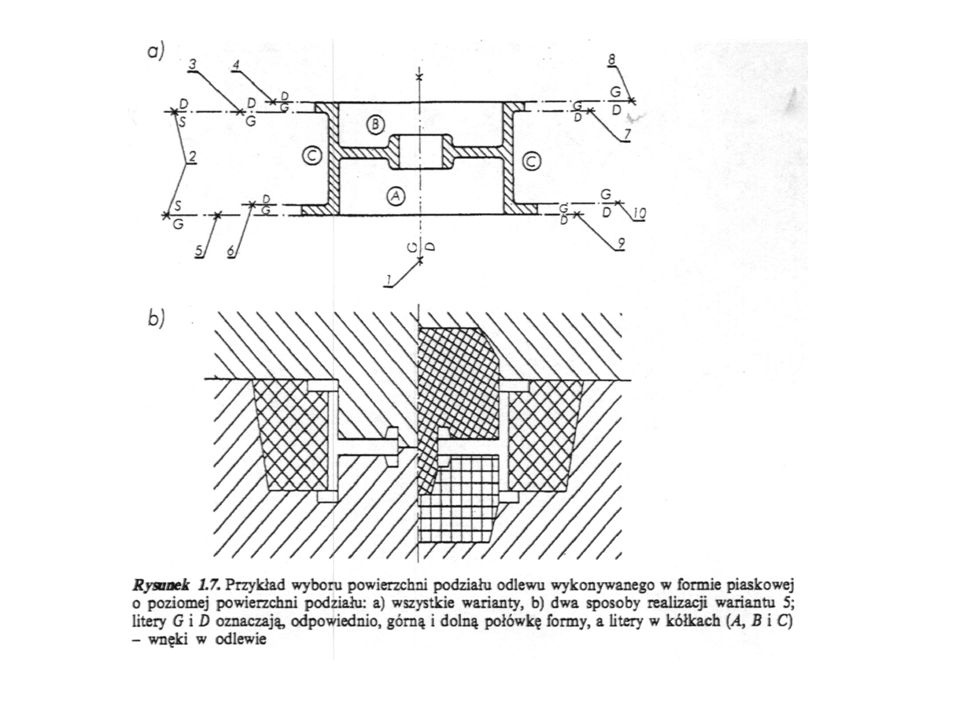
KLASA DOKŁADNOŚCI: I – VII i CHROPOWATOŚCI POWIERZCHNI: C10,C20, C40,C80,C160,C320 POWIERZCHNIA PODZIAŁU FORMY (modelu odlewniczego) I POŁOŻENIE ODLEWU W FORMIE: - oznaczenie, - odpowiedzialne części odlewu umieszczać w jednej skrzynce, najlepiej w dolnej Powierzchnia podziału umożliwia proces formowania (wyjęcie modelu z formy). Powierzchni podziału powinno byś jak najmniej (powstaje zalewka, przestawienie). NADDATKI TECHNOLOGICZNE: - pochylenia odlewnicze, - wypełnienie małych otworów (< 15mm), - odpowiednie dla technologii odlewania ukształtowanie połączeń ścianek, - żebra skurczowe. NADDATKI NA OBRÓBKĘ SKRAWANIEM BAZY OBRÓBKOWE
 I POŁOŻENIE ODLEWU W FORMIE: - oznaczenie, - odpowiedzialne części odlewu umieszczać w jednej skrzynce, najlepiej w dolnej. Powierzchnia podziału umożliwia proces formowania (wyjęcie modelu z formy). Powierzchni podziału powinno byś jak najmniej (powstaje zalewka, przestawienie). NADDATKI TECHNOLOGICZNE: - pochylenia odlewnicze, - wypełnienie małych otworów (< 15mm), - odpowiednie dla technologii odlewania ukształtowanie połączeń ścianek, - żebra skurczowe. NADDATKI NA OBRÓBKĘ SKRAWANIEM. BAZY OBRÓBKOWE.")
28
Klasy chropowatości powierzchni w różnych metodach odlewania
Rodzaj metody odlewania Klasa chropowatości C10 C20 C40 C80 C160 C320 Metoda Shawa + Metoda wytapianych modeli Odlewanie do form skorupowych Odlewanie kokilowe Odlewanie do form piaskowych

29
Skurcz liniowy odlewów z różnych stopów
Rodzaj stopu odlewniczego i odlewu Skurcz [%] swobodny hamowany Żeliwo szare: odlewy drobne i średnie odlewy średnie i duże odlewy ciężkie 1,0 0,9 0,8 0,7 Żeliwo ciągliwe: białe czarne 1,8 1,5 1,4 Staliwo: węglowe i niskostopowe wysokostopowe, chromowe austenityczne 1,6-2,0 1,3-1,7 2,0-2,3 1,0-1,4 1,7-2,0 Metale nieżelazne: siluminy mosiądz brąz cynowy 1,8-2,0 2,0-2,2 0,6-2,0 0,9-1,5 0,9-1,2

30
ODLEW CZĘŚCI MASZYNY (odlew maszynowy)
")
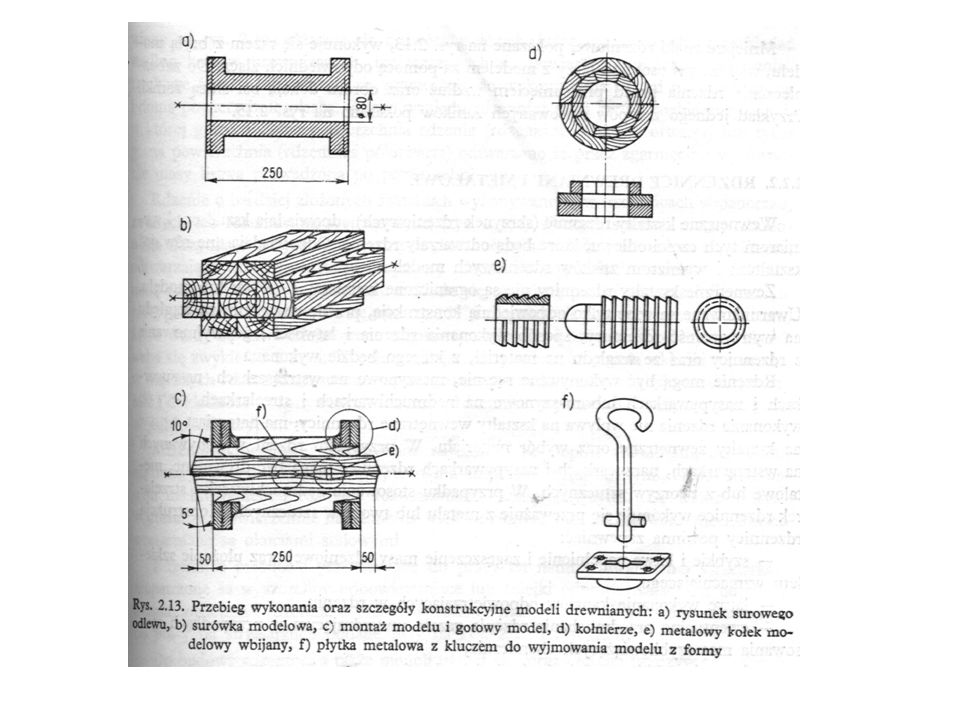
36
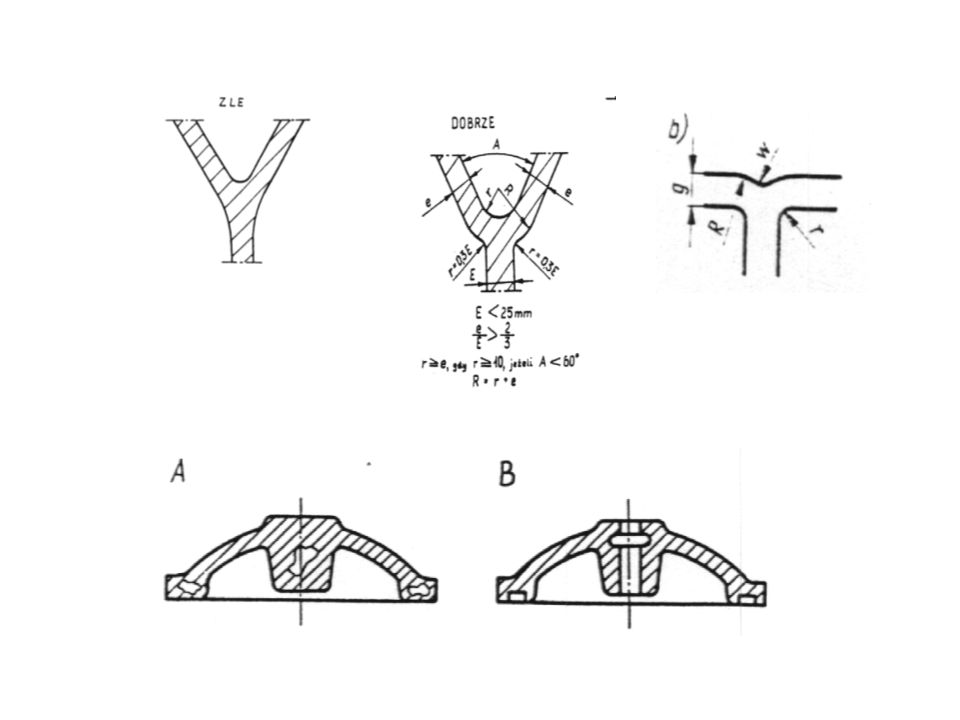
Sposób łączenia ścian, nadlewków i kołnierzy w odlewach ze stopów lekkich

38
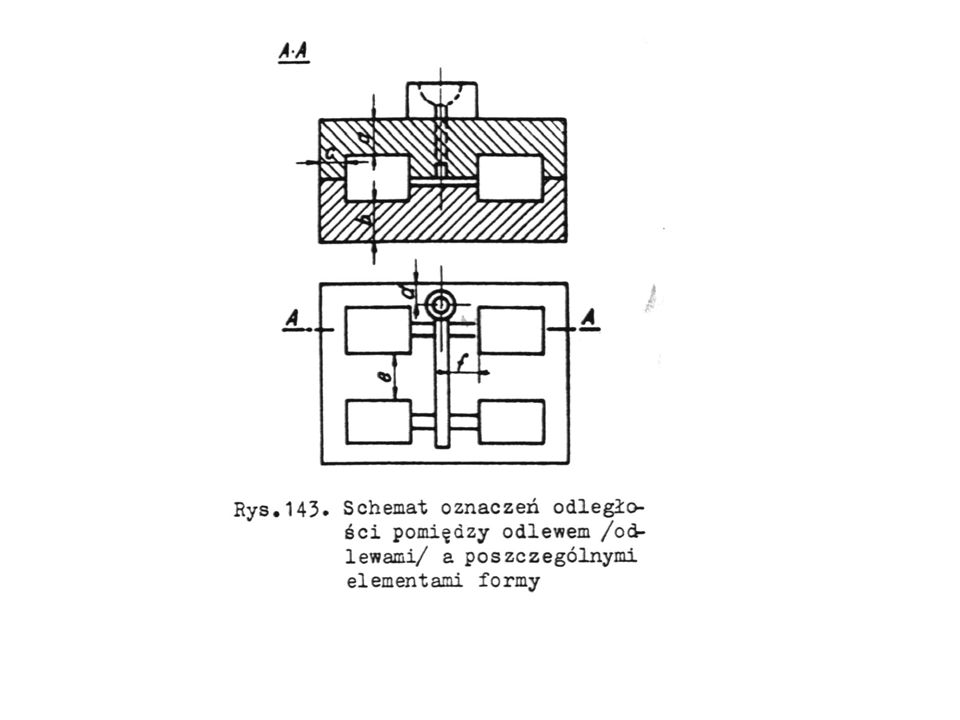
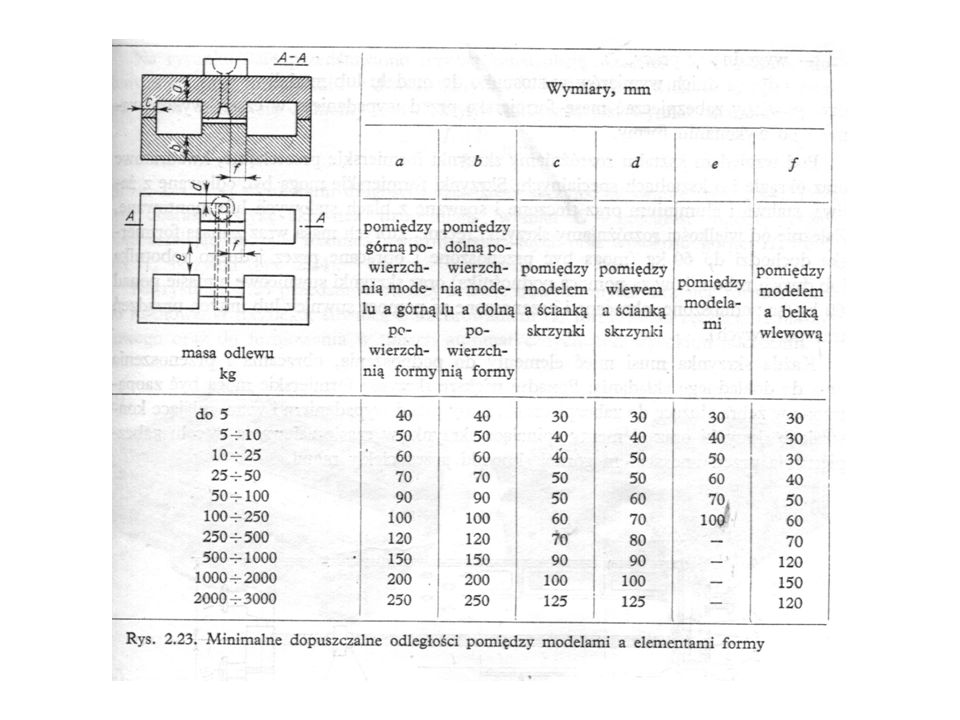
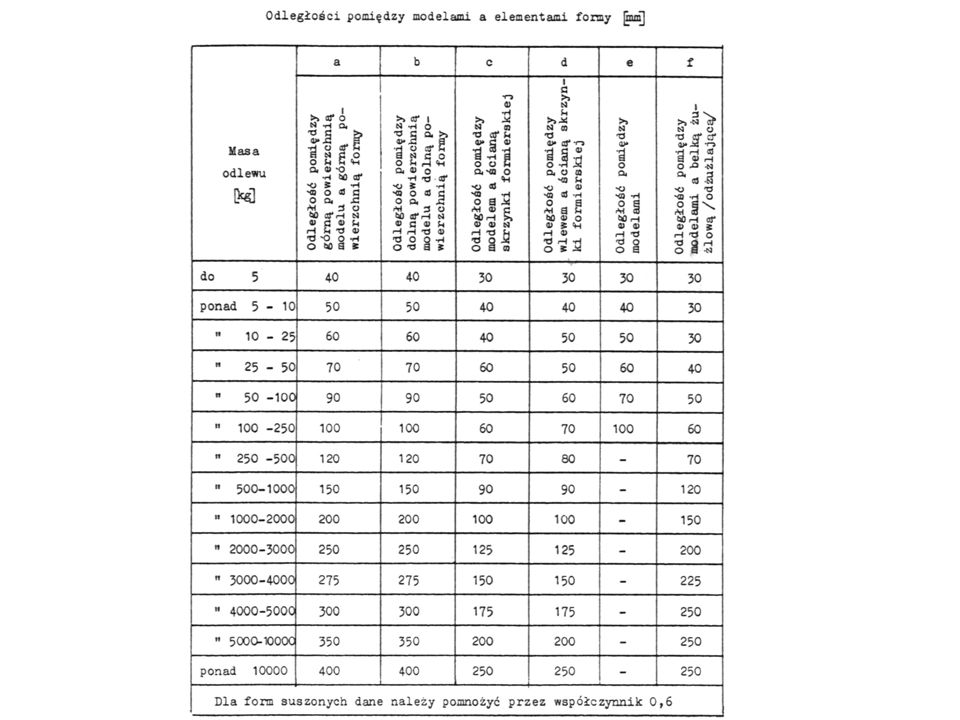
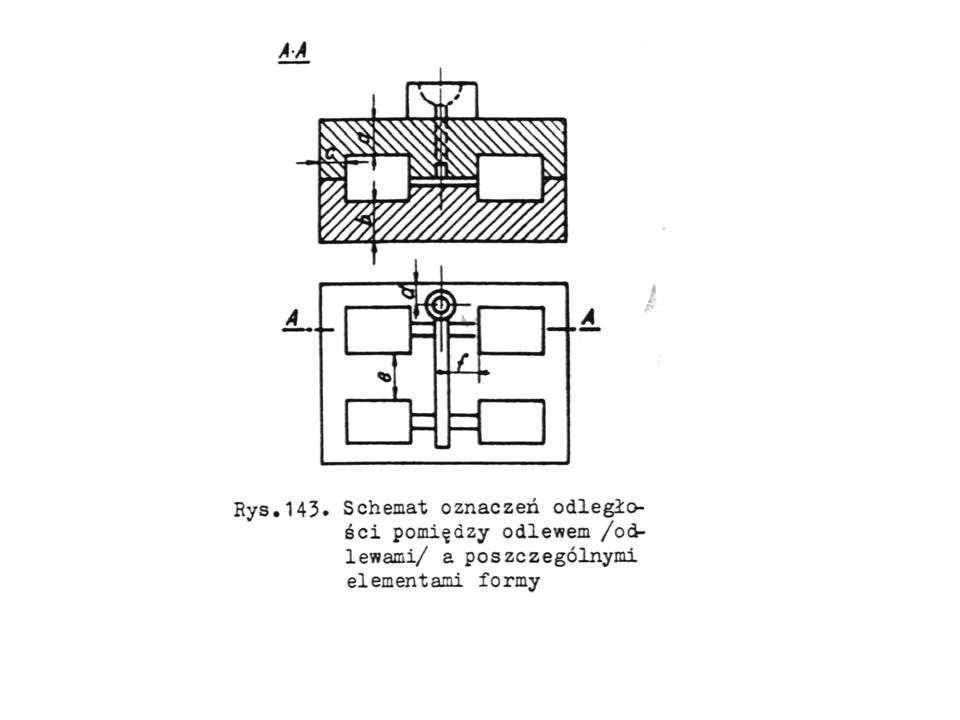
* ODLEGŁOŚCI POMIĘDZY MODELAMI A ELEMENTAMI FORMY
* Przy formach suszonych wymiary mnożymy przez 0,6

39
KOLEJNOŚĆ PRAC PRZY PROJEKTOWANIU
PROCESÓW TECHNOLOGICZNYCH WYKONANIA ODLEWÓW 1. Analiza technologiczności konstrukcji odlewu, czyli jej zgodność z wymaganiami technologii odlewniczych. 2. Opracowanie zagadnień związanych z kształtem odlewu: - ustalenie położenia odlewu przy zalewaniu i modelu przy formowaniu, - ustalenie powierzchni podziału formy, kształtu, budowy i montażu rdzeni, - wielkość skurczu odlewniczego, naddatków na obróbkę skrawaniem i naddatków technologicznych, wielkości skrzynek formierskich, - ustalenie układu modeli w formie, - ustalenie baz obróbkowych. 3. Zaprojektowanie układu wlewowego i zasilającego oraz analiza zjawisk cieplnych zachodzących podczas stygnięcia odlewu. 4. Ustalenie sposobu wykonania form i oczyszczania odlewów. 5. Opracowanie organizacji pracy na stanowisku roboczym – podział procesu na ope- racje i czynności. 6. Zaprojektowanie budowy zespołu modelowego lub formy metalowej. 7. Opracowanie procesu technologicznego wykonania zespołu modelowego lub formy metalowej 8. Ustalenie norm czasu roboczego na formierni, rdzeniarni i oczyszczalni.

41
9. Analiza ekonomiczna dotycząca wyboru najwłaściwszej odmiany procesu
technologicznego. 10. Wykonanie odlewniczej dokumentacji technologicznej, w skład której wchodzą następujące dokumenty: a) rysunek konstrukcyjny gotowej części, b) rysunek surowego odlewu, c) rys. koncepcji odlewania, d) rys. zespołu modelowego, e) rys. formy, f) rys. oprzyrządowania specjalnego (wzorniki, przymiary, szablony), g) karta technologiczna, h) karta operacyjna, i) wykaz pomocy warsztatowych, j) karta prób, k) warunki techniczne odbioru. 11. Wykonanie odlewów próbnych i ewentualna korekta lub uzupełnienia w dokumentacji technologicznej
 rysunek konstrukcyjny gotowej części, b) rysunek surowego odlewu, c) rys. koncepcji odlewania, d) rys. zespołu modelowego, e) rys. formy, f) rys. oprzyrządowania specjalnego (wzorniki, przymiary, szablony), g) karta technologiczna, h) karta operacyjna, i) wykaz pomocy warsztatowych, j) karta prób, k) warunki techniczne odbioru. 11. Wykonanie odlewów próbnych i ewentualna korekta lub uzupełnienia. w dokumentacji technologicznej.")
42
Instrukcje ogólne Wykonania mas formierskich i rdzeniowych,
Wykonania oddzielaczy, powłok ochronnych i czernideł, Wytapiania, Obróbki cieplnej, Prostowania i naprawy odlewów, Malowania odlewów.

43
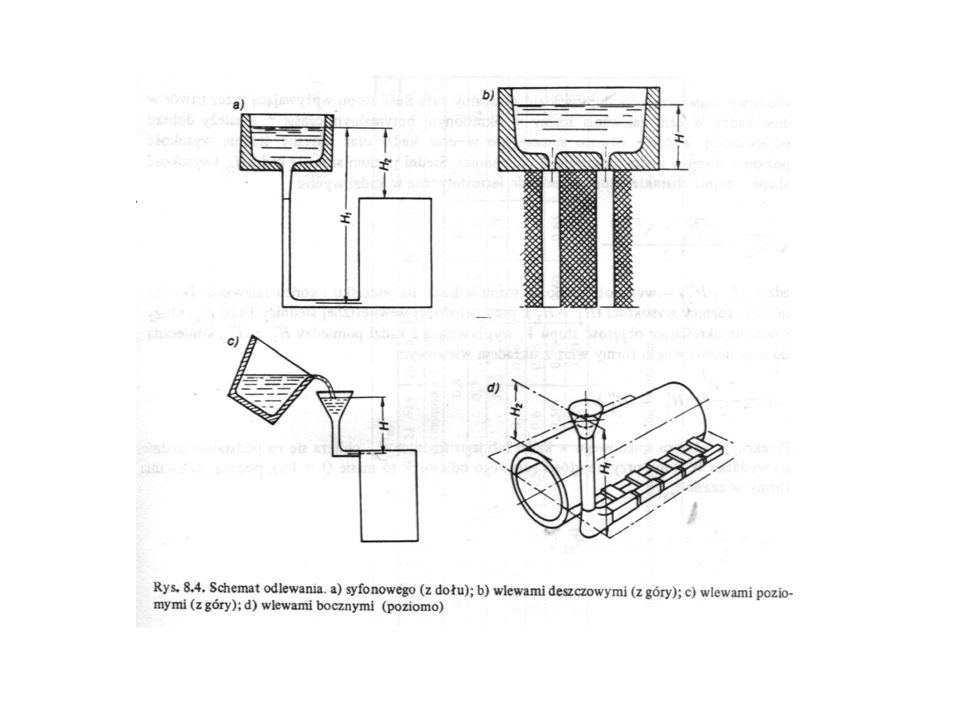
KONSTRUKCJA UKŁADÓW WLEWOWYCH OBLICZANIE UKŁADU WLEWOWEGO Zależy od sposobu zalewania formy: Przez dziób kadzi (żeliwo + staliwo) 2. Przez otwór w dnie (staliwo)
 2. Przez otwór w dnie (staliwo).")
45
RYS. FORMY ODLEWNICZEJ PIASKOWEJ BEZ RDZENIA

46
B C D A D C E D1 Układy wlewowe A – górny B - deszczowy C - boczny
D – wielopoziomowy (kaskadowy) - UKOŚNY E - syfonowy
 - UKOŚNY. E - syfonowy.")
47
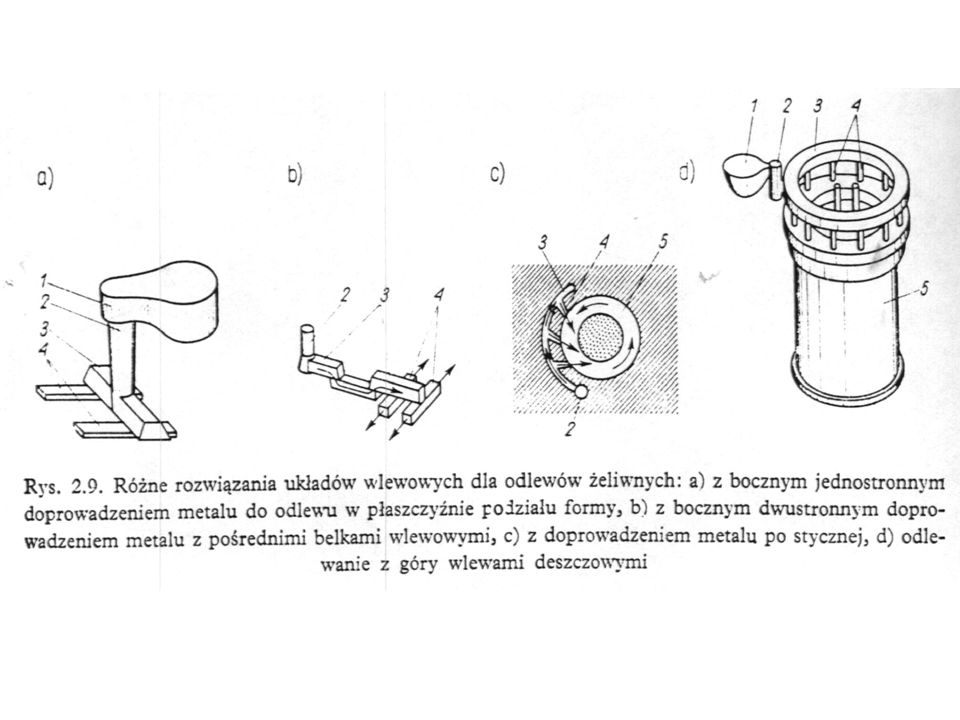
RODZAJE UKŁADÓW WLEWOWYCH
Górny Boczny Syfonowy Kaskadowy Ukośny Styczny

48
TOK OBLICZEŃ UKŁADU WLEWOWEGO
Wyznaczenie objętości odlewu Vodl Obliczenie masy surowego odlewu Qodl = · Vodl 3. Obl. masy odlewu wraz z układem wlewowym i nadlewami Qc = k · Qodl gdzie: k – współczynnik charakteryzujący uzysk zależny od rodzaju stopu, z którego ma być wykonany odlew, np. k = 1, dla żeliwa szarego, k = 1,3 – 1,5 - dla żeliwa sferoidalnego i ciągliwego, k = 1,6 – 1,8 - dla staliwa, k = 1,3 – 1,6 - dla mosiądzów i brązów.

49
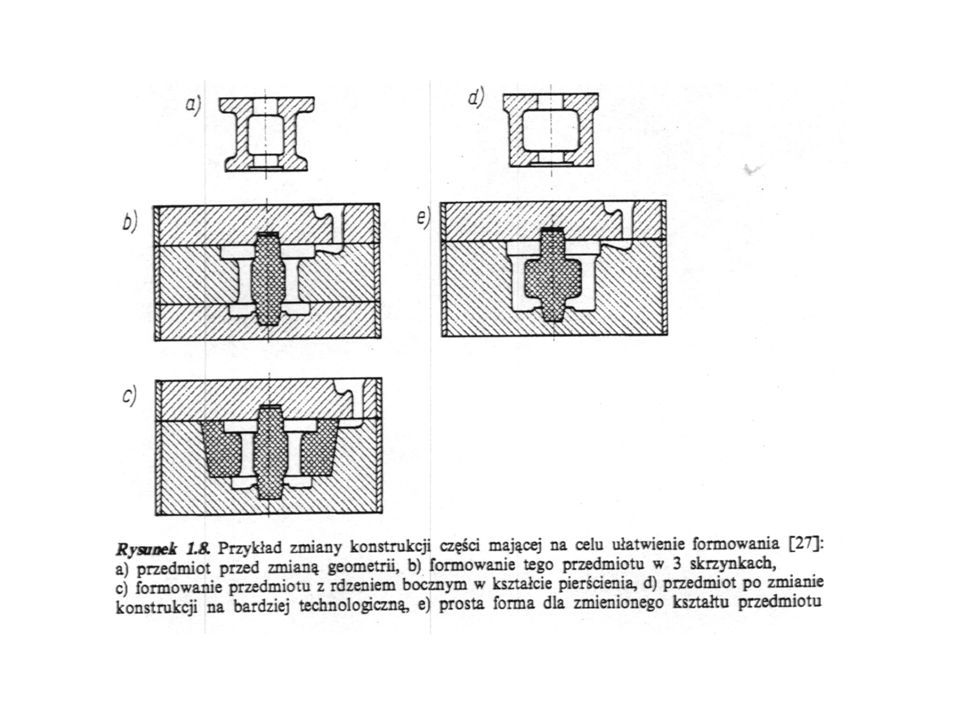
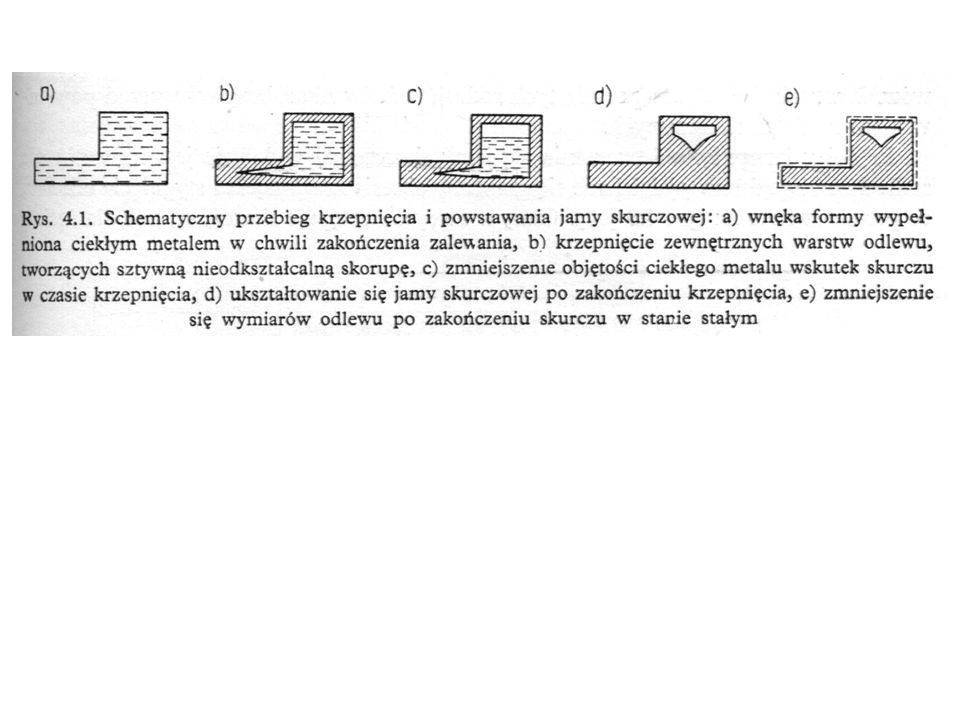
1. Zmianę kształtu odlewu (zmniejszenie węzła)
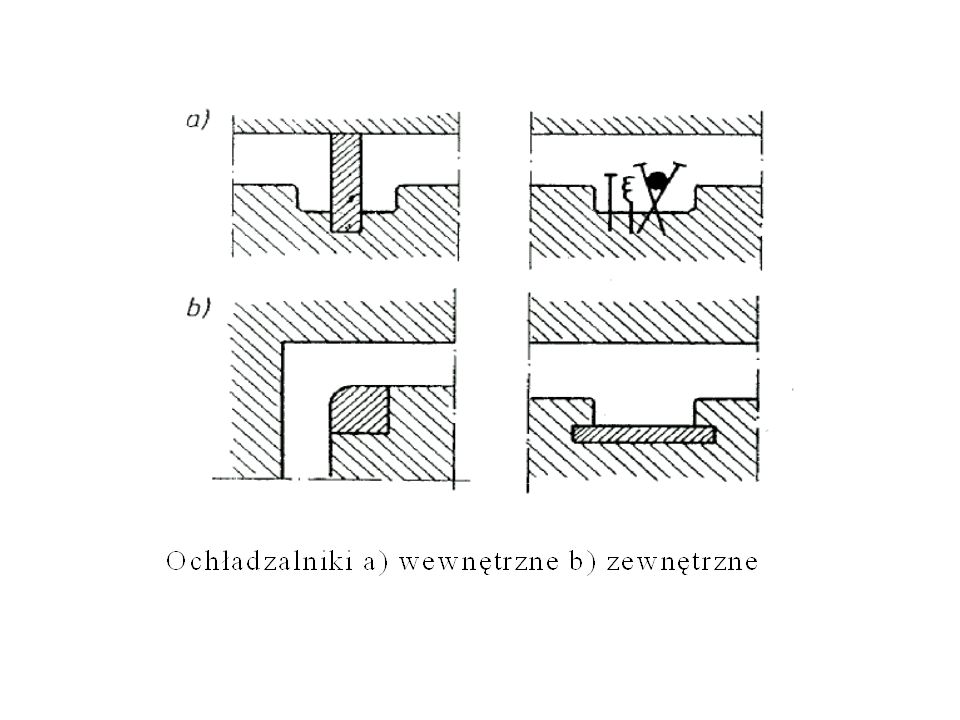
REALIZACJA KRZEPNIĘCIA JEDNOCZESNEGO; dotyczy odlewów cienkościennych i o mało zróżnicowanej grubości ścianki, ze stopów o małym skurczu (żeliwo szare). Ciekły metal do wnęki formy doprowadza się do najcieńszych ścianek (wlewy doprowadzające) . Przy krzepnięciu jednoczesnym różnice czasów krzepnięcia poszczególnych części odlewu nie mogą być większe od 20%. REALIZACJA KRZEPNIĘCIA JEDNOCZESNEGO odbywa się poprzez : 1. Zmianę kształtu odlewu (zmniejszenie węzła) 2. Stosowanie ochładzalników
. Ciekły metal do wnęki formy doprowadza się do najcieńszych ścianek (wlewy doprowadzające) . Przy krzepnięciu jednoczesnym różnice czasów krzepnięcia poszczególnych części odlewu nie mogą być większe od 20%. REALIZACJA KRZEPNIĘCIA JEDNOCZESNEGO. odbywa się poprzez : 1. Zmianę kształtu odlewu (zmniejszenie węzła) 2. Stosowanie ochładzalników.")
50
ochładzalnik

54
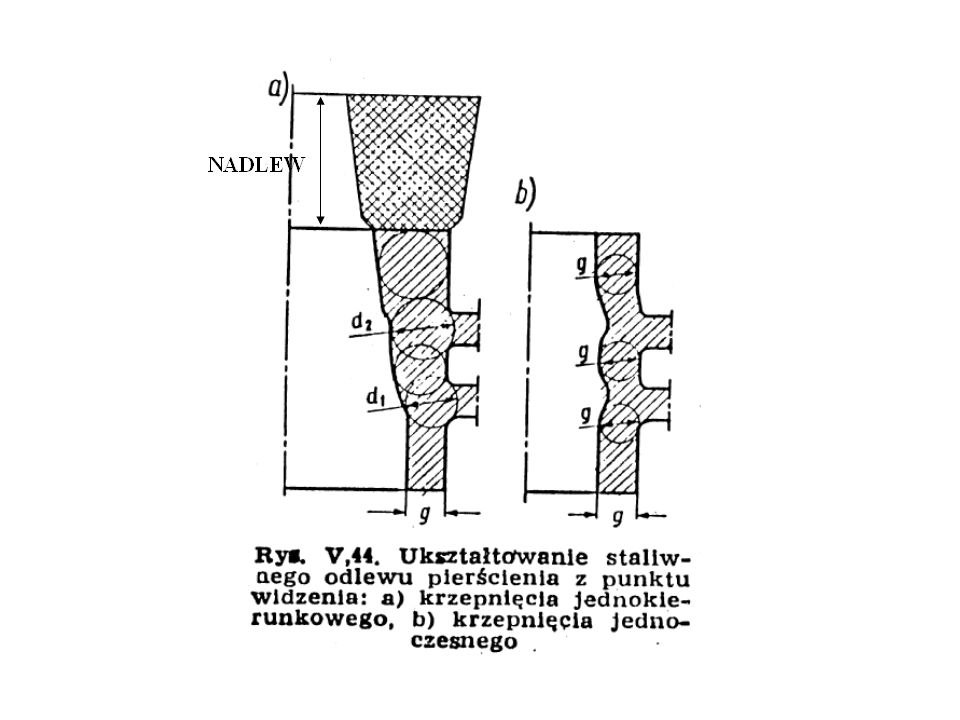
REALIZACJA KRZEPNIĘCIA KIERUNKOWEGO; odlew tak kształtujemy, aby proces krzepnięcia rozpoczynał się w najcieńszych miejscach i przesuwając się w jednym kierunku, kończył w miejscach o największej objętości (najgrubszych), przy których umieszcza się naddatki technologiczne zwane NADLEWAMI. Stosuje się w odlewach wykonywanych ze stopów o dużym skurczu (np. staliwo), grubościennych i o zróżnicowanej grubości ścianki. Ciekły metal doprowadza się do najgrubszych miejsc.
, grubościennych i o zróżnicowanej grubości ścianki. Ciekły metal doprowadza się do najgrubszych miejsc.")
55
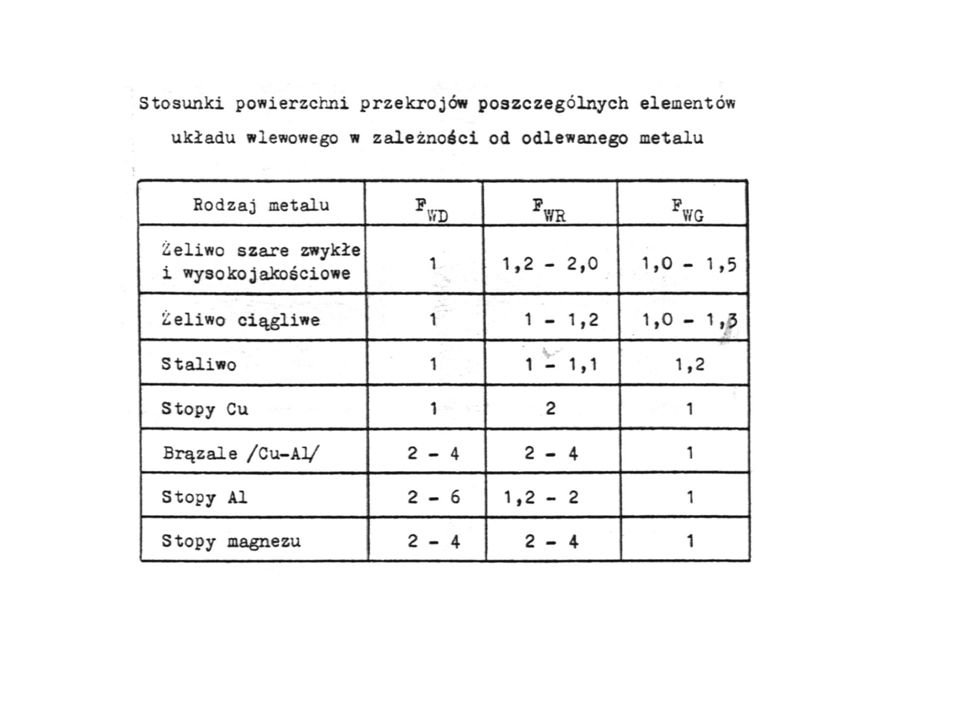
Podstawową zasadą konstruowania układów wlewowych
jest wypełnienie wnęki formy odlewniczej, spokojnie i w określonym czasie. Wszystkie kanały układu wlewowego w czasie zalewania powinny być całkowicie wypełnione ciekłym metalem. FWD < FWR < FWG gdzie: FWD – suma wlewów doprowadzających, FWR – powierzchnia przekroju kanału rozprowadzającego, FWG - powierzchnia

56
OBLICZANIE UKŁADU WLEWOWEGO DLA ŻELIWA I STALIWA
realizowane jest najczęściej w oparciu o: określenie najkorzystniejszego czasu zalewania formy dla danego odlewu, obliczanie przekrojów elementów układu wlewowego zapewniających uzyskanie ustalonego czasu zalewania formy

57
Wartość współczynnika s1
OPTYMALNY CZAS ZALEWANIA [s] GDZIE: - optymalny czas zalewania w s, Qc – masa odlewu z układem wlewowym i nadlewami w kg, g – przeważająca (średnia) grubość ścianki odlewu w mm, s1 – współczynnik zależny od rodzaju metalu, jego stopnia przegrzania i lejności Charakterystyka odlewów Wartość współczynnika s1 Odlewy żeliwne Odlewy staliwne Duże, grubościenne (10-50Mg) 1,9 ÷ 2,3 1,8 ÷ 2,8 Średnie (1-10Mg) 1,6 ÷ 1,9 1,2 ÷ 2,0 Małe (poniżej 1Mg) 1,4 ÷ 1,6 1,0 ÷ 1,5
 grubość ścianki odlewu w mm, s1 – współczynnik zależny od rodzaju metalu, jego stopnia przegrzania i lejności. Charakterystyka odlewów. Wartość współczynnika s1. Odlewy żeliwne. Odlewy staliwne. Duże, grubościenne (10-50Mg) 1,9 ÷ 2,3. 1,8 ÷ 2,8. Średnie (1-10Mg) 1,6 ÷ 1,9. 1,2 ÷ 2,0. Małe (poniżej 1Mg) 1,4 ÷ 1,6. 1,0 ÷ 1,5.")
58
PRĘDKOŚĆ LINIOWA PODNOSZENIA SIĘ METALU W FORMIE
NIE MOŻE BYĆ ZBYT MAŁA („przymarzanie” metalu do ścian formy), MIN ZALEŻY OD GRUBOŚCI ŚCIANEK ODLEWU. gdzie: - liniowa prędkość podnoszenia się metalu we wnęce formy, C – wysokość odlewu w położeniu do zalewania w cm, - optymalny czas zalewania w s.
, MIN ZALEŻY OD GRUBOŚCI ŚCIANEK ODLEWU. gdzie: - liniowa prędkość podnoszenia się metalu we wnęce formy, C – wysokość odlewu w położeniu do zalewania w cm, - optymalny czas zalewania w s.")
59
NAJMNIEJSZE PRĘDKOŚCI PODNOSZENIA SIĘ METALU W FORMIE
Grubość ścianek odlewu [mm] Prędkość dopuszczalna [cm/s] Odlewy żeliwne Odlewy staliwne Do 4 3 ÷ 10 - 4 - 10 2 ÷ 3 2 1 ÷ 3 1 Powyżej 40 0,8 ÷ 1,0 0,8

60
OBLICZANIE PRZEKROJU WLEWU DOPROWADZAJĄCEGO (SUMY PRZEKROJÓW)
- prędkość wypływu (wydatek metalu) K gdzie: K – początkowe max ciś. ferrostatyczne w cm, P – wysokość odlewu nad poziomem wlewów doprowadzających w cm, C – całkowita wysokość odlewu w położeniu do zalewania w cm.
 K. gdzie: K – początkowe max ciś. ferrostatyczne w cm, P – wysokość odlewu nad poziomem wlewów. doprowadzających w cm, C – całkowita wysokość odlewu w położeniu. do zalewania w cm.")
61
gdzie: K – początkowe max ciś. ferrostatyczne w cm, P – wysokość odlewu nad poziomem wlewów doprowadzających w cm, C – całkowita wysokość odlewu w położeniu do zalewania w cm.

62
Dla obliczenia hśr trzeba najpierw dobrać wielkość skrzynki formierskiej,
aby ustalić ODLEGŁOŚCI POMIĘDZY MODELAMI A ELEMENTAMI FORMY * * Przy formach suszonych wymiary mnożymy przez 0,6

63
OBLICZANIE PRZEKROJU WLEWU DOPROWADZAJĄCEGO (SUMY PRZEKROJÓW)
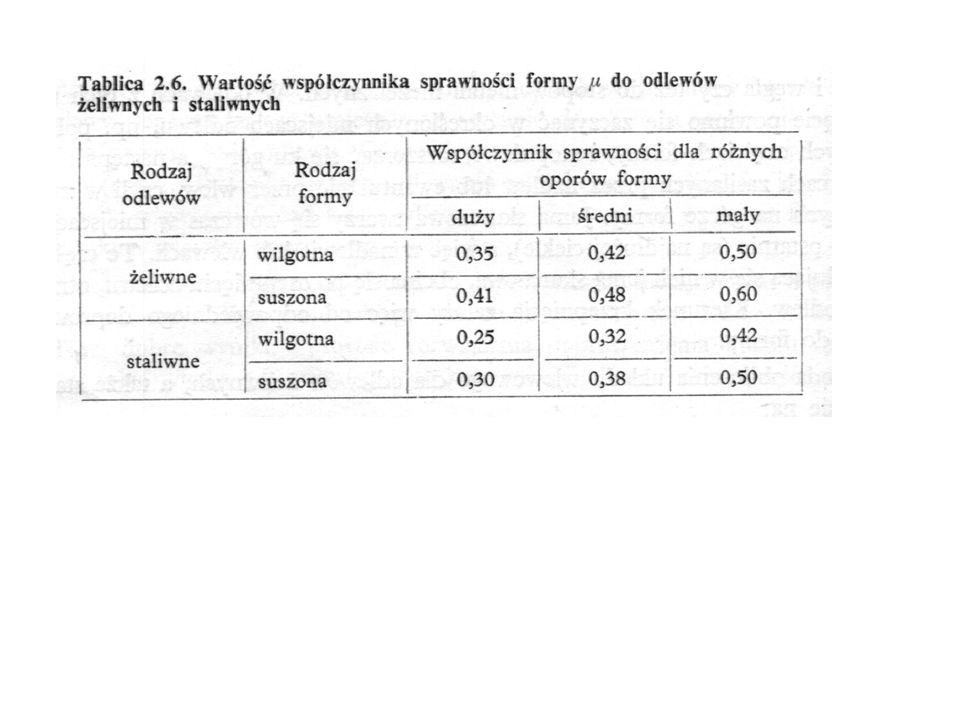
- prędkość wypływu [cm2] gdzie: QC – masa odlewu z układem wlewowym i nadlewami w kg, - współczynnik oporu formy (tabela); sprawności przepływu opór formy zależy od stopnia skomplikowania odlewu i układu wlewowego, temperatury metalu, przepuszczalności formy hśr – średnie ciśnienie ferrostatyczne w cm, - optymalny czas zalewania w s, QC/ - wydatek metalu z kadzi odlewniczej w kg/s.
; sprawności przepływu. opór formy zależy od stopnia skomplikowania odlewu i układu wlewowego, temperatury metalu, przepuszczalności formy. hśr – średnie ciśnienie ferrostatyczne w cm, - optymalny czas zalewania w s, QC/ - wydatek metalu z kadzi odlewniczej w kg/s.")
64
Wartości współczynnika oporu formy
Rodzaj odlewów Rodzaj formy Opór formy duży średni Mały Współczynniki oporu formy Odlewy żeliwne Wilgotna 0,35 0,42 0,50 Suszona 0,41 0,48 0,60 Odlewy staliwne 0,25 0,32 suszona 0,30 0,38

65
Nomogram do obliczania
sumy powierzchni wlewów doprowadzających FWD

66
Obliczanie objętości zbiornika wlewowego
[cm3] gdzie: A – objętość zbiornika (lejka) wlewowego w cm3, 1 – czas rezerwy metalu w s (tabela), - optymalny czas zalewania w s, - gęstość ciekłego metalu (tabela) QC – masa odlewu z układem wlewowym i nadlewami w kg
 wlewowego w cm3, 1 – czas rezerwy metalu w s (tabela), - optymalny czas zalewania w s, - gęstość ciekłego metalu (tabela) QC – masa odlewu z układem wlewowym i nadlewami w kg.")
67
Czas rezerwy metalu w zbiorniku wlewowym w zależności od masy odlewu
Masa metalu w formie QC w kg 100 Powyżej 5000 Rezerwa 1 w s 2 - 3 3 - 4 4 - 6 5 - 7 6 - 8 Gęstość różnych stopów w stanie ciekłym Rodzaj stopu Gęstość [g/cm3] Żeliwo szare i białe 6,9 Brązy ołowiowe 8,6 Staliwo węglowe 7,1 Stopy Zn-Al 5,9 Brązy aluminiowe 7,0 Stopy ołowiu 9,4 Brązy cynowe i krzemowe 7,6 Stopy Al. 2,4 mosiądze 7,75 Stopy Mg 1,6

69
Dobór kształtu i wymiarów elementów układu wlewowego

72
ZALEWANIE STALIWA – OBL. UKŁADU WLEWOWEGO
ZALEWANIE FORM Z KADZI ZATYCZKOWYCH DK ZMIANA POZIOMU STALIWA W KADZI I W FORMIE PRZY ZALEWANIU FORM Z KADZI ZATYCZKOWYCH

73
Kadź zatyczkowa

74
Po obliczeniu optymalnego czasu zalewania należy dobrać
Hśr Po obliczeniu optymalnego czasu zalewania należy dobrać odpowiednią średnicę otworu spustowego w dnie kadzi Średni poziom metalu w kadzi: Objętość stopu konieczna do wypełnienia formy: Przekrój otworu spustowego fK kadzi: Z ciągłości strumienia i po przyjęciu szeregu uproszczeń otrzymujemy:
















 Projektowanie Procesów i Oprzyrządowania Technologicznego Zasady wyboru baz obróbkowych Przykłady bazowania Typowe sposoby ustalenia.>")






