Download presentation
1
SYSTEM KANBAN

2
Podstawą technik Kanban są formularze, które wypełnia się w następującej kolejności:
Dyspozytor na wydziale produkcji w oparciu o dane nt. prognozowanego popytu na dany element wypełnia planistyczną część karty Kanban po czym przekazuje ją na dział produkcji Planista na wydziale produkcji sporządza odpowiednie zlecenie produkcyjne dotyczące partii elementów; określa wykonawców i przydziela zasoby niezbędne do wykonania zadania. Wypełnia kolejną część karty. Po zakończeniu produkcji i odbiorze jakościowym partii, wykonawca oddziela od karty jedną część i przekazuje ją planiście; jest to dowód wykonania zlecenia. Pozostałe dwie części karty zostają umieszczone w pojemniku z gotowymi elementami, który zostaje przetransportowany na wydział z którego pochodziły zamówienia. W momencie gdy pracownik zaczyna używać dostarczonego elementu, odrywa drugą część karty Kanban i przekazuje ją dyspozytorowi wydziałowemu produkcji. Dyspozytor jest informowany, że nowy zapas jest już wykorzystywany. W momencie gdy zapas elementu się wyczerpie, pracownik przekazuje dyspozytorowi trzecią część karty Kanban .

3
DT (1 + α) N = np KANBAN – Podstawowe obliczenia
Obliczenia kart KANBAN (liczby pojemników) DT (1 + α) np N = N – liczba pojemników (kart kanban) D – średnie zapotrzebowanie na dany produkt T – średni czas pełnego obiegu pojemnika α – ewentualny zapas bezpieczeństwa np – pojemność pojemnika
 DT (1 + α) np. N = N – liczba pojemników (kart kanban) D – średnie zapotrzebowanie na dany produkt. T – średni czas pełnego obiegu pojemnika. α – ewentualny zapas bezpieczeństwa. np – pojemność pojemnika.")
4
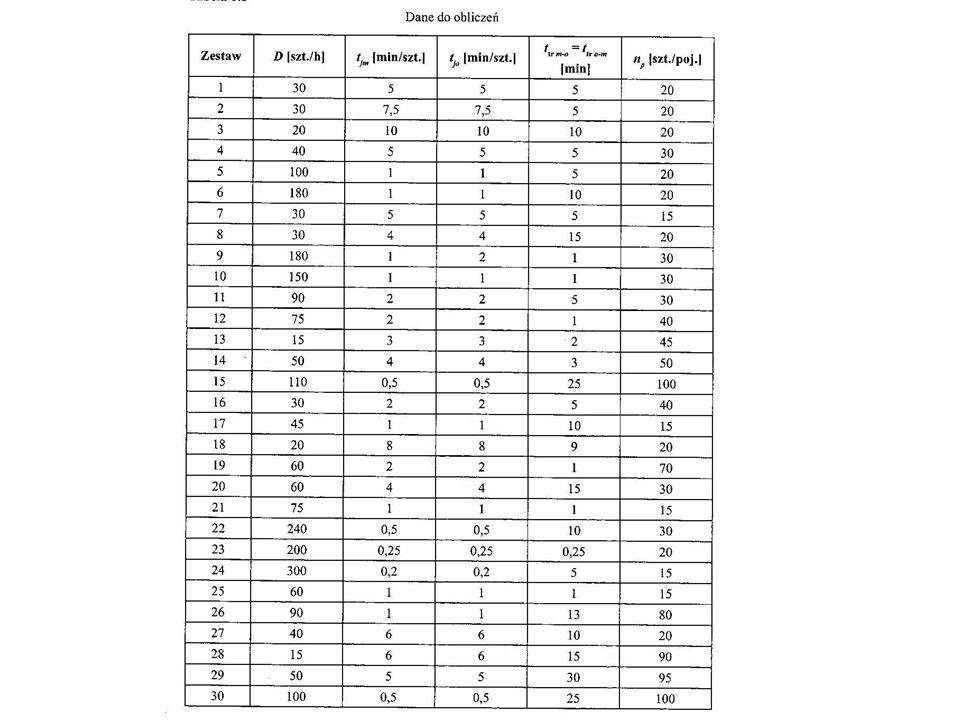
ZADANIE Dla współpracujących ze sobą komórek produkcyjnych (rys. 1) i danych poniższych (praca zsynchronizowana i bez zakłóceń, pojedynczy system KANBAN) – oblicz liczbę niezbędnych kart KANBAN i narysuj harmonogram przebiegu kart. Czynności jak w p-cie 1 wykonaj ponownie dla współczynnika zapasu α=0,1 Wykonaj ponownie czynności analogiczne jak w p-cie 1 dla pojemnika o pojemności o 50% bez zakłóceń i zakłóceniami na poziomie α=0,1 Czynności, jak p-cie 1 wykonaj ponownie dla czasu jednostkowego obróbki zwiekszonego o 100% Zaprojektuj kartę KANBAN dostosowaną do warunków określonych w zadaniu Zinterpretuj uzyskane wyniki i przedstaw wnioski z wykonanego zadania
 i danych poniższych (praca zsynchronizowana i bez zakłóceń, pojedynczy system KANBAN) – oblicz liczbę niezbędnych kart KANBAN i narysuj harmonogram przebiegu kart. Czynności jak w p-cie 1 wykonaj ponownie dla współczynnika zapasu α=0,1. Wykonaj ponownie czynności analogiczne jak w p-cie 1 dla pojemnika o pojemności o 50% bez zakłóceń i zakłóceniami na poziomie α=0,1. Czynności, jak p-cie 1 wykonaj ponownie dla czasu jednostkowego obróbki zwiekszonego o 100% Zaprojektuj kartę KANBAN dostosowaną do warunków określonych w zadaniu. Zinterpretuj uzyskane wyniki i przedstaw wnioski z wykonanego zadania.")
5
Schemat obiegu kart KANBAN między stanowiskami obróbki i montażu
tjm [min/szt.] pusty rozpoczęty pełny n[szt./poj.] kanban ttrm-o [min] ttrm-o [min] kanban pusty rozpoczęty pełny n[szt./poj.] LEGENDA; tjm – czas jednostkowy montażu tjp – czas jednostkowy obróbki np – pojemność pojemnika ttr=ttrm-o – czas transpotru pojemnika miedzy stanowiskami obróbki a montażu Pojemnik na części Obróbka tjo[min/szt.] Stanowisko robocze

6
Dane systemu produkcyjnego przedstawionego na rys. slajd nr 3
tjm = 1,00min/szt. – czas jednostkowy operacji montażu tjo= 1,00min/szt. – czas jednostkowy operacji obróbki np = 20 szt./poj. – wielkość partii dostawy (pojemność pojemnika-palety) ttr o-m = ttr m-o = 5min – czas transportu pojemnika między stanowiskami obróbki i montażu D = 60 szt./h – zapotrzebowanie montażu T – cykl rotacji pojemnika [j. czasu] = nptjm + tr m-o + nptjo + tr m-o
 ttr o-m = ttr m-o = 5min – czas transportu pojemnika między stanowiskami obróbki i montażu. D = 60 szt./h – zapotrzebowanie montażu. T – cykl rotacji pojemnika [j. czasu] = nptjm + tr m-o + nptjo + tr m-o.")
7
WARIANT PODSTAWOWY

8
HARMONOGRAM OBIEGU KART KANBAN - WARIANT PODSTAWOWY
Czas w min 10 20 30 40 50 60 70 80 90 100 110 120 M TMO TOM O LEGENDA: M – montaż TMO – transport montaż-obróbka TOM – transport obróbka-montaż O – obróbka Pojemnik nr 1 Pojemnik nr 2 Pojemnik nr 3

9
WARIANT Z UWZGLĘDNIENIEM WSPÓŁCZYNNIKA ZAPASU

10
Wariant dla zmniejszonej partii dostawy – bez zakłóceń

11
WARIANT DLA ZMNIEJSZONEJ PARTII DOSTAWY – Z ZAKŁÓCENIAMI

12
WARIANT DLA ZWIĘKSZONEGO CZASU JEDNOSTKOWEGO OPERACJI OBRÓBKI