Pobierz prezentację
1
Prasy

2
Prasy pionowe Prasy hydrauliczne pionowe z załadunkiem frontalnym (w przypadku pras jednokomorowych) i górnym (w przypadku pras dwu i wielokomorowych). Dzięki temu zajmują niewielką powierzchnię, jednocześnie zapewniając komfort obsługi i wysoką wydajność. Duża różnorodność modeli pozwala dobrać w zależności od potrzeb najlepsze urządzenie przy jednoczesnej optymalizacji kosztów. Wykorzystywane są do belowania odpadów oraz surowców wtórnych (kartonów, makulatury, folii, butelek PET, puszek aluminiowych). Wiązanie może odbywać się taśmą, sznurkiem lub drutem. Prasy są trwałe, bezpieczne i proste w obsłudze. Posiadają 12 miesięcy gwarancji oraz potrzebne certyfikaty, atesty.
 i górnym (w przypadku pras dwu i wielokomorowych). Dzięki temu zajmują niewielką powierzchnię, jednocześnie zapewniając komfort obsługi i wysoką wydajność. Duża różnorodność modeli pozwala dobrać w zależności od potrzeb najlepsze urządzenie przy jednoczesnej optymalizacji kosztów. Wykorzystywane są do belowania odpadów oraz surowców wtórnych (kartonów, makulatury, folii, butelek PET, puszek aluminiowych). Wiązanie może odbywać się taśmą, sznurkiem lub drutem. Prasy są trwałe, bezpieczne i proste w obsłudze. Posiadają 12 miesięcy gwarancji oraz potrzebne certyfikaty, atesty.")
3
1. Prasy jednokomorowe o naciskach: 4, 6, 8, 12, 20, 25, 40, 50 Ton

4
2. Prasy dwukomorowe o nacisku: 25 Ton

8
Prasy kanałowe Stosowane są do dużych ilości odpadów folii, kartonów, butelek PET, tworzyw sztucznych, tekstyliów, gumy oraz elementów drewnianych. Dzięki tym urządzeniom odpady sprasowane zostają do postaci silnie skompresowanych bel, które dzięki temu są łatwe do magazynowania i transportu.

9
Prasa kanałowa do kartonów z zasypem na zewnątrz budynku

10
Prasy kanałowe do tworzyw sztucznych

11
Prasy kanałowe do makulatury

12
Prasy kanałowe do makulatury

13
Prasa rolująca do odpadów FLEXUS
Prasa rolująca do odpadów FLEXUS Proces belowania jest w pełni zautomatyzowany. Możliwe jest ręczne sterowanie pracą urządzenia z panelu sterowania. Funkcje zgniotu beli, ilość zużywanej siatki lub folii są kontrolowane i ustalane przez operatora urządzenia. Sprzęt jest przystosowany do pracy na zewnątrz (na otwartej przestrzeni), a wszystkie jego elementy są łatwo dostępne i proste w obsłudze. Bele są owijane siatką i folią z polietylenu, które zabezpieczają przed ich rozpadem podczas składowania, oraz w celu przeciwdziałania ewentualnym wyciekom i emisji nieprzyjemnych zapachów. Jednostka owijająca jest w pełni zintegrowana z działaniem systemu belowania. Mobilny system belujący jest przystosowany do łatwego transportu, szybkiego demontażu i instalacji w dowolnym miejscu. Minimalna powierzchnia wymagana do przeprowadzenia procesu belowania i owijania wynosi 20 m x 30 m . Dodatkowo należy przewidzieć powierzchnię potrzebną do składowania odpadów. Zarówno belownica jak i jednostka owijająca bele są wyposażone w zaczep do hakowca.
, a wszystkie jego elementy są łatwo dostępne i proste w obsłudze. Bele są owijane siatką i folią z polietylenu, które zabezpieczają przed ich rozpadem podczas składowania, oraz w celu przeciwdziałania ewentualnym wyciekom i emisji nieprzyjemnych zapachów. Jednostka owijająca jest w pełni zintegrowana z działaniem systemu belowania. Mobilny system belujący jest przystosowany do łatwego transportu, szybkiego demontażu i instalacji w dowolnym miejscu. Minimalna powierzchnia wymagana do przeprowadzenia procesu belowania i owijania wynosi 20 m x 30 m . Dodatkowo należy przewidzieć powierzchnię potrzebną do składowania odpadów. Zarówno belownica jak i jednostka owijająca bele są wyposażone w zaczep do hakowca.")
16
Przebieg procesu Załadunek odpadów odbywa się zwykle za pomocą ładowarki. Materiał przeznaczony do belowania trafia na przenośnik, skąd następnie jest transportowany do komory prasującej. Zgniot jest uzyskiwany na specjalnie ukształtowanym przenośniku, dzięki stałemu dopływowi odpadów do komory. Metoda ta nie wymaga dużych nakładów energii. Zapewnia jednorodność beli i pozbycie się z jej wnętrza jak największej ilości powietrza. Również tak długo jak ciśnienie jest kierowane w kierunku do środka beli (do osi), nie ma żadnych wycieków. Załadunek materiału jest kontynuowany do czasu, gdy zostanie osiągnięty odpowiedni zgniot (ciśnienie) w komorze prasowania. W tym momencie proces załadunku zostaje wstrzymany. Ciśnienie (zgniot beli) jest funkcją zależną od ilości odpadów w beli i zależy m.in. od typu odpadów. Poziom zgniotu beli jest indywidualnie ustalany i sterowany przez operatora. Następnie sprasowana bela jest owijana kilkoma warstwami plastikowej siatki. Proces ten zachodzi w obrębie komory prasowania przy współudziale sprężonego powietrza. Zastosowanie siatki pozwala osiągnąć i utrzymać określony kształt beli oraz uniemożliwia rozprężenie materiału w momencie otwarcia komory prasującej.
, nie ma żadnych wycieków. Załadunek materiału jest kontynuowany do czasu, gdy zostanie osiągnięty odpowiedni zgniot (ciśnienie) w komorze prasowania. W tym momencie proces załadunku zostaje wstrzymany. Ciśnienie (zgniot beli) jest funkcją zależną od ilości odpadów w beli i zależy m.in. od typu odpadów. Poziom zgniotu beli jest indywidualnie ustalany i sterowany przez operatora. Następnie sprasowana bela jest owijana kilkoma warstwami plastikowej siatki. Proces ten zachodzi w obrębie komory prasowania przy współudziale sprężonego powietrza. Zastosowanie siatki pozwala osiągnąć i utrzymać określony kształt beli oraz uniemożliwia rozprężenie materiału w momencie otwarcia komory prasującej.")
17
Po otwarciu komory prasującej, bela która jest umieszczona pomiędzy dwoma hydraulicznie obracanymi ramionami - jest kierowana do jednostki owijającej. Tam bela powoli obraca się wokół własnej osi, a obracające się jednocześnie ramię, pokrywa (owija) belę odpowiednią ilością warstw folii. Po zakończeniu procesu owijania bela jest wyrzucana na przenośnik wyładowczy, którym mogą być jednocześnie transportowane 3 bele. Następnie bele trafiają do magazynu bądź na przyczepie są transportowane na składowisko odpadów.

25
Przygotowanie terenu zależy od tego jakiego rodzaju odpady będą składowane i jakie są plany na ich zagospodarowanie. Tzn. jeżeli odpady belowane mają zalegać w niecce bez konkretnego przeznaczenia, wtedy teren powinien być przygotowany i zabezpieczony tak samo jak pod zwykłe składowisko, z geomembraną, drenażem itp. Natomiast jeżeli będą to np. materiały na paliwo alternatywne lub inne z perspektywą szybkiego zagospodarowania można zmniejszyć środki ostrożności, wiąże się to z koniecznością uzyskania stosownego pozwolenia. Jeżeli chodzi o odcieki, to w procesie belowania „surowych” odpadów zmieszanych, odcieki nie występują (wilgoć jest związana w odpadach). Po zbelowaniu, woda zawarta w odpadach zostaje częściowo zużyta w procesach biochemicznych. Pozostała wilgoć pozostaje zwyczajnie w materiale we wnętrzu beli nie mając tendencji do wyciekania. Zjawisko odcieków ze składowiska związane jest z przenikaniem opadów atmosferycznych, które to zjawisko w przypadku odpadów zafoliowanych nie występuje.
. Po zbelowaniu, woda zawarta w odpadach zostaje częściowo zużyta w procesach biochemicznych. Pozostała wilgoć pozostaje zwyczajnie w materiale we wnętrzu beli nie mając tendencji do wyciekania. Zjawisko odcieków ze składowiska związane jest z przenikaniem opadów atmosferycznych, które to zjawisko w przypadku odpadów zafoliowanych nie występuje.")
26
W przypadku belowania odpadów „suchych”, tzn
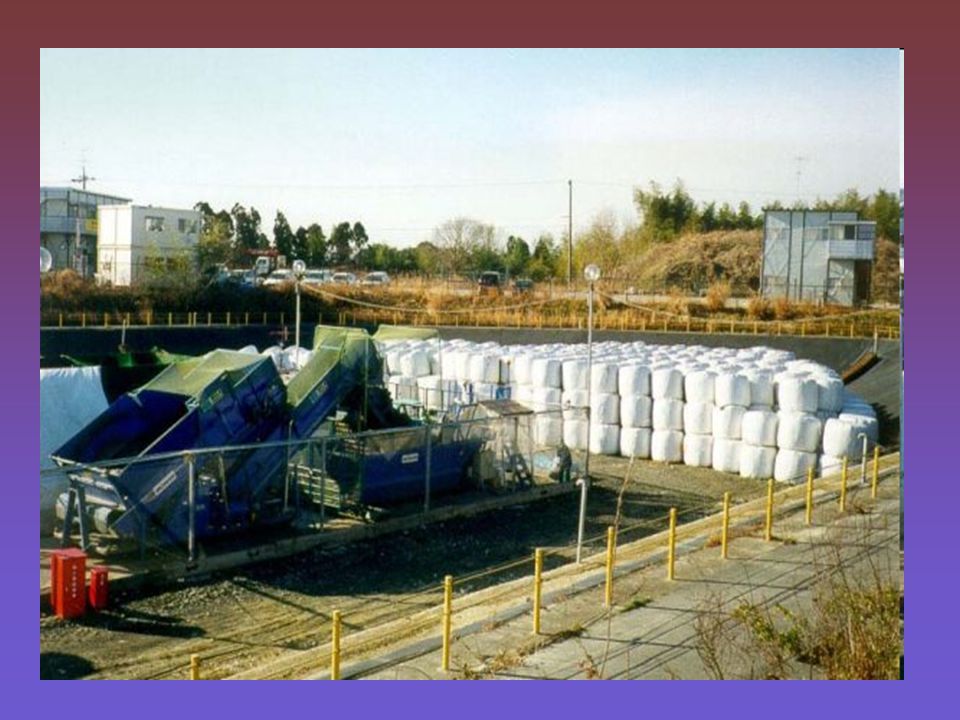
W przypadku belowania odpadów „suchych”, tzn. pozostałych po odsianiu frakcji organicznej, materiał we wnętrzu beli jest praktycznie pozbawiony wilgoci. Instalacja poniżej zaprezentowana składa się z przenośnika załadowczego z koszem zasypowym, z prasy rolującej oraz przenośnika rolkowego odprowadzającego gotowe bele. Jest to układ całościowy, kompatybilny, i nie można tego rozdzielić na odrębne części. Zestaw ten nie wymaga stosowania rozdrabniarki. Dodatkowe urządzenia potrzebne do obsługi tej linii to: ładowarka do podawania odpadów na linię załadowczą, oraz ładowarka teleskopowa z chwytakiem do odbierania bel i układania w niecce.

32
Potencjalne korzyści oraz oszczędności, które można uwzględnić stosując opisany powyżej system zagęszczania odpadów: • wyeliminowanie pracy ciężkiego sprzętu tzn. kompaktora oraz spychacza (koszt zakupu maszyn, eksploatacji, serwisowania, obsługi itd.) w całym okresie eksploatacji składowiska, • dobry dojazd do niecki, istotny szczególnie w końcowym okresie eksploatacji składowiska, • znaczne uproszczenie procesu likwidacji (zamykania składowiska po jego wypełnieniu) oraz monitoringu zamkniętego składowiska, • wyeliminowanie konieczności odgazowania zamkniętego składowiska. Według wstępnych szacunków suma uzyskanych oszczędności w okresie 5 lat eksploatacji zwraca z nawiązką koszt zakupu linii do belowania.
 w całym okresie eksploatacji składowiska, • dobry dojazd do niecki, istotny szczególnie w końcowym okresie eksploatacji składowiska, • znaczne uproszczenie procesu likwidacji (zamykania składowiska po jego wypełnieniu) oraz monitoringu zamkniętego składowiska, • wyeliminowanie konieczności odgazowania zamkniętego składowiska. Według wstępnych szacunków suma uzyskanych oszczędności w okresie 5 lat eksploatacji zwraca z nawiązką koszt zakupu linii do belowania.")
33
Ponadto, stosując opisany system, uzyskujemy korzyści niewymierne poprzez zdecydowane ograniczenie lub likwidację niekorzystnego oddziaływania składowiska na otoczenie, tzn. wyeliminowanie: • całkowite lub znaczne emisji zapachów, pyłu oraz hałasu; • zanieczyszczenia otoczenia rozwiewanymi lekkimi odpadami (np. woreczki foliowe); • zanieczyszczenia otoczenia przez samochody wywożące na kołach błoto ze składowiska. • „szperaczy” oraz związanego z tym niebezpieczeństwa wypadku; • łatwy dostęp i bezproblemowy transport bel; • zagrożenia epidemiologicznego, spowodowanego przez to, że składowiska są skupiskiem gryzoni, owadów oraz ptactwa.
; • zanieczyszczenia otoczenia przez samochody wywożące na kołach błoto ze składowiska. • „szperaczy oraz związanego z tym niebezpieczeństwa wypadku; • łatwy dostęp i bezproblemowy transport bel; • zagrożenia epidemiologicznego, spowodowanego przez to, że składowiska są skupiskiem gryzoni, owadów oraz ptactwa.")
37
Paliwo alternatywne – paliwo uzyskane w procesie odzysku odpadów posiadających wartość opałową.
W związku z wyczerpującymi się zasobami ropy naftowej oraz gazu ziemnego prowadzi się badania nad paliwami, które mogłyby zastąpić paliwa dotychczas stosowane. Paliwa alternatywne, są to paliwa, które nie są produktami przetwórstwa ropy naftowej, ale muszą występować w dużej ilości, muszą cechować się technicznymi i energetycznymi właściwościami, tanie w produkcji i sprzedaży, stanowić mniejsze zagrożenie dla naturalnego środowiska niż paliwa tradycyjne. Przerób odpadów na paliwa alternatywne jest dokonywany w procesie odzysku R15 – przetwarzanie odpadów w celu ich przygotowania do odzysku, w tym do recyklingu.

38
Proces polega na wstępnym doborze określonych odpadów o postaci stałej, innych niż niebezpieczne, typu tworzywa sztuczne, guma, różnego rodzaju opakowania, tekstylia, włókniny, drewno itp., czyli odpady posiadające odpowiednią wartość energetyczną oraz określone parametry fizykochemiczne. Następnie odpady są poddawane obróbce mechanicznej polegającej na kruszeniu, rozdrabnianiu, mieszaniu, homogenizacji i separacji zanieczyszczeń. Później gotowy przemiał jest kontrolowany i przygotowywany do wywozu, jako pełnowartościowe paliwo zastępcze o parametrach zgodnych z wymaganiami odbiorców. Głównymi odbiorcami paliw zastępczych są cementownie, gdzie odpady palne, wykorzystywane są w procesach odzysku energii podczas wypału klinkieru w piecach obrotowych. W piecach cementowych panują temperatury gazów 1550 – 1800°C, co powoduje bezpieczne wykorzystanie odpadów palnych w procesie odzysku energii. Poziom temperatur, długie przebywanie w komorze pieca, alkaliczne środowisko, konieczność utrzymywania nadmiaru tlenu w piecu, brak produktów spalania, pozwala na wykorzystanie energii zawartej w odpadach i jest zgodne z przepisami prawa.

40
Paliwami alternatywnymi (wtórnymi, zastępczymi) mogą być odpady stałe i ciekłe, komunalne i przemysłowe stosowane w zakładach przemysłowych i energetycznych jako zamiennik paliw konwencjonalnych. W krajach Europy Zachodniej i w Polsce zostały opracowane specjalne paliwa alternatywne, które stanowią mieszaninę różnego rodzaju odpadów. Wymienić tutaj należy: paliwo RDF, paliwo BRAM, paliwo zastępcze nazywane brykietami, stałe paliwo zastępcze, paliwo emulsyjne ropopochodne.

41
Paliwo RDF Skład: Frakcja palna odpadów komunalnych (papier, plastiki, tekstylia, drewno, guma), która podlega brykietowaniu o wielkości brykietów 32x32 cm. Energia chemiczna: Wartość opałowa tej frakcji jest znaczna i zawiera się w przedziale od 16 do 18 MJ/kg. Dodatki: Wapno, węgiel, kora; wapno ograniczające emisję tlenków siarki i ołowiu, węgiel – emisję dioksyn i furanów oraz kora – natomiast ogranicza zawartość chlorowodoru i tlenków siarki w gazach odlotowych.
, która podlega brykietowaniu o wielkości brykietów 32x32 cm. Energia chemiczna: Wartość opałowa tej frakcji jest znaczna i zawiera się w przedziale od 16 do 18 MJ/kg. Dodatki: Wapno, węgiel, kora; wapno ograniczające emisję tlenków siarki i ołowiu, węgiel – emisję dioksyn i furanów oraz kora – natomiast ogranicza zawartość chlorowodoru i tlenków siarki w gazach odlotowych.")
42
Paliwo BRAM (stosowane w cementowniach niem
Paliwo BRAM (stosowane w cementowniach niem. koncernu Dyckehoff oraz w cementowni polskiej „Chełm”) Skład: Frakcja palna odpadów komunalnych i podobne pod względem właściwości odpady przemysłowe powstające przy produkcji np. materiałów tekst. lub papierniczych oraz bioodpady. Stosuje się je w mieszaninie z paliwem konwencjonalnym. Paliwo to zastępuje do 50% paliwa konwencjonalnego i charakteryzuje się wysoką wilgotnością Energia chemiczna: Wartość opałowa nie przekracza 7,5 MJ/kg; po wyeliminowaniu bioodpadów wartość opałowa wynosi około 12 MJ/kg. PALIWO ZASTĘPCZE „BRYKIETY” (stosowane w cementowniach fińskich) Skład: Palne odpady z gospodarstw domowych (50-60%), opakowania z działalności przemysłowej i komercyjnej (30-40%), papier falisty z papierni w ilości 10%. Skład paliwa w przybliżeniu: 40-50% papieru, % plastiku, 10-20% innych. Energia chemiczna: Wartość opałowa waha się w granicach od 22 do 26 MJ/kg przy zawartości wilgotności od 3 do 6%.
 Skład: Frakcja palna odpadów komunalnych i podobne pod względem właściwości odpady przemysłowe powstające przy produkcji np. materiałów tekst. lub papierniczych oraz bioodpady. Stosuje się je w mieszaninie z paliwem konwencjonalnym. Paliwo to zastępuje do 50% paliwa konwencjonalnego i charakteryzuje się wysoką wilgotnością. Energia chemiczna: Wartość opałowa nie przekracza 7,5 MJ/kg; po wyeliminowaniu bioodpadów wartość opałowa wynosi około 12 MJ/kg. PALIWO ZASTĘPCZE „BRYKIETY (stosowane w cementowniach fińskich) Skład: Palne odpady z gospodarstw domowych (50-60%), opakowania z działalności przemysłowej i komercyjnej (30-40%), papier falisty z papierni w ilości 10%. Skład paliwa w przybliżeniu: 40-50% papieru, % plastiku, 10-20% innych. Energia chemiczna: Wartość opałowa waha się w granicach od 22 do 26 MJ/kg przy zawartości wilgotności od 3 do 6%.")
43
Stałe paliwo zastępcze
Skład: Mieszanina odpadów komunalnych ze stałymi palnymi odpadami przemysłowymi, odpowiednie dodatki substancji chemicznych zobojętniających niektóre z niepożądanych cech odpadów albo uzdatniających układ innej postaci (np. brykietowanie, granulowanie). Energia chemiczna: Wartość opałowa zawiera się w przedziale od 7 do 10 MJ/kg przy zawartości wilgoci od 18 do 30%. Dodatki: Wapno lub zmielony wapień bądź pyły z elektrofiltrów; dodawane w celu powstrzymania procesów gnilno-fermentacyjnych w odpadach komunalnych.
. Energia chemiczna: Wartość opałowa zawiera się w przedziale od 7 do 10 MJ/kg przy zawartości wilgoci od 18 do 30%. Dodatki: Wapno lub zmielony wapień bądź pyły z elektrofiltrów; dodawane w celu powstrzymania procesów gnilno-fermentacyjnych w odpadach komunalnych.")
44
Paliwo emulsyjne ropopochodne (stosowane w cementowni „Kujawy”)
Paliwo emulsyjne ropopochodne (stosowane w cementowni „Kujawy”). Dostarczane przez Zakład Utylizacji Odpadów w Płocku. Skład: Zawodnione osady porafineryjne w ilości 80-85%, handlowy olej opałowy (mazut) – 15-20%. Energia chemiczna: Wartość opałowa zawiera się w przedziale od 18,8 do 25,1 MJ/kg. Część palną paliwa stanowią ropopochodne węglowodory, których produktami spalania jest dwutlenek węgla i para wodna. Paliwo to charakteryzuje się: - zawartością siarki ok. 0,6%, - zawartością popiołu 1-2%.
. Dostarczane przez Zakład Utylizacji Odpadów w Płocku. Skład: Zawodnione osady porafineryjne w ilości 80-85%, handlowy olej opałowy (mazut) – 15-20%. Energia chemiczna: Wartość opałowa zawiera się w przedziale od 18,8 do 25,1 MJ/kg. Część palną paliwa stanowią ropopochodne węglowodory, których produktami spalania jest dwutlenek węgla i para wodna. Paliwo to charakteryzuje się: - zawartością siarki ok. 0,6%, - zawartością popiołu 1-2%.")
45
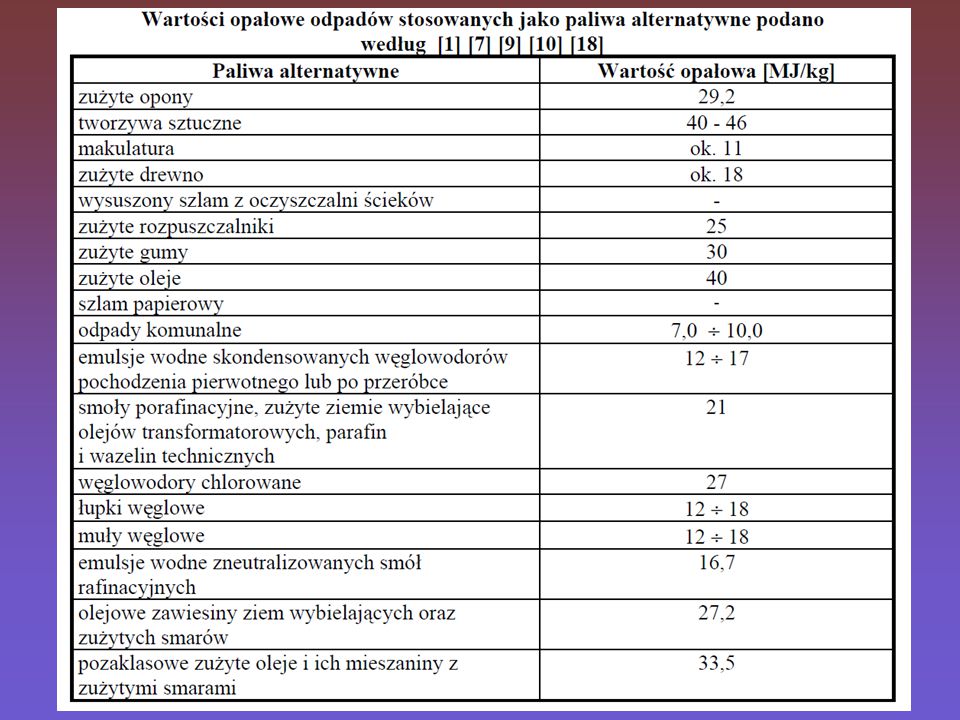
⇒wysuszony szlam z oczyszczalni ścieków, ⇒zużyte rozpuszczalniki,
Przemysłem, który od wielu lat z powodzeniem wykorzystuje paliwa alternatywne jest przemysł cementowy. Przemysł ten posiada odpowiednie warunki technologiczne do stosowania paliw alternatywnych, które mogą zastąpić paliwa konwencjonalne w około 40%. Cementownie wykorzystują bardzo szeroką gamę odpadów zarówno przemysłowych jak i komunalnych: ⇒zużyte opony, ⇒tworzywa sztuczne, ⇒makulatura, ⇒zużyte drewno, ⇒wysuszony szlam z oczyszczalni ścieków, ⇒zużyte rozpuszczalniki, ⇒zużyte gumy, ⇒zużyte oleje, ⇒szlam papierowy, ⇒odpady komunalne

46
⇒emulsje wodne skondensowanych węglowodorów pochodzenia pierwotnego lub po przeróbce,
⇒smoły porafinacyjne, oleje transformatorowe, parafiny i wazeliny techniczne, ⇒węglowodory chlorowane, ⇒odpady węglowe (łupki węglowe, muły węglowe), ⇒emulsje wodne zneutralizowanych smół rafinacyjnych, ⇒olejowe zawiesiny ziem wybielających oraz zużytych smarów. Paliwa alternatywne wykorzystywane w przemyśle cementowym muszą spełniać określone na podstawie doświadczeń graniczne parametry jakościowe: ⇒minimalna wartość opałowa 11,5 MJ/kg, ⇒zawartość siarki do 3%, ⇒zawartość chloru do 5%, ⇒zawartość ołowiu do 2500 ppm, ⇒zawartość chromu do 1500 ppm,
, ⇒emulsje wodne zneutralizowanych smół rafinacyjnych, ⇒olejowe zawiesiny ziem wybielających oraz zużytych smarów. Paliwa alternatywne wykorzystywane w przemyśle cementowym muszą spełniać określone na podstawie doświadczeń graniczne parametry jakościowe: ⇒minimalna wartość opałowa 11,5 MJ/kg, ⇒zawartość siarki do 3%, ⇒zawartość chloru do 5%, ⇒zawartość ołowiu do 2500 ppm, ⇒zawartość chromu do 1500 ppm,")
47
Możliwości zastosowania paliw alternatywnych
Doświadczenia państw takich jak np. Finlandia, Niemcy czy Austria wykazały, że paliwa alternatywne mogą być stosowane w: - zakładach energetycznych (paleniska rusztowe, kotły fluidalne), - zakładach przemysłowych (paleniska rusztowe, kotły fluidalne), - cementowniach (piece obrotowe), - innych zakładach przemysłowych stosujących procesy wysokotemperaturowe jak np. cegielnie. Zakłady te wprowadzając spalanie paliw alternatywnych muszą być odpowiednio przystosowane technologicznie. Niezbędne jest również prowadzenie monitoringu ciągłego. Przemysłem szczególnie predysponowanym do spalania paliw alternatywnych jest przemysł cementowy.
, - zakładach przemysłowych (paleniska rusztowe, kotły fluidalne), - cementowniach (piece obrotowe), - innych zakładach przemysłowych stosujących procesy wysokotemperaturowe jak np. cegielnie. Zakłady te wprowadzając spalanie paliw alternatywnych muszą być odpowiednio przystosowane technologicznie. Niezbędne jest również prowadzenie monitoringu ciągłego. Przemysłem szczególnie predysponowanym do spalania paliw alternatywnych jest przemysł cementowy.")
48
Zwiększające się zapotrzebowanie na paliwa wytworzone z odpadów zmniejsza zużycie paliw konwencjonalnych i przynosi oszczędności podmiotom z nich korzystających, oraz zmniejsza ilość odpadów deponowanych na składowiskach. Poziom odzysku energii z paliw zastępczych w krajach europejskich sięgał w roku 2002 od prawie 30% do ponad 70%, w Polsce był jedynie na poziomie 4%. Zużycie paliw w Polsce (330 tys. Mg)
")
49
Jak wynika z danych Stowarzyszenia Producentów Cementu w 2009 roku z paliw alternatywnych uzyskano w Polsce 36% ciepła. W ten sposób zagospodarowano 750 tys. ton odpadów. W 2010 r. wzrost zużycia paliw alternatywnych wyniósł 10%, czyli uzyskano 46% ciepła i prognozuje się dalszy wzrost mniej więcej na podobnym poziomie w kolejnych latach. Powoli zbliżamy się do ligi krajów, które spore ilości ciepła uzyskują z odpadów. Dla porównania w Niemczech jest to około 55%. Cementowanie dla własnego bezpieczeństwa muszą kontrolować poziom chloru i metali ciężkich. Paliwa alternatywne, czyli zastępujące węgiel lub ropę, są najszerzej wykorzystywane w Polsce przez przemysł cementowy. Sięga po nie także energetyka. Paliwa alternatywne produkowane są z odpadów poprzemysłowych i komunalnych. Odpowiednio posegregowane i pocięte, są wsadem przy współspalaniu w cementowniach. Średnio w 2008 roku stanowiły one 20% zużytych paliw.

50
Badania prowadzone przez szereg lat w cementowniach na całym świecie, wykazały jednoznacznie przewagę utylizacji odpadów w procesach klinkieryzacji i produkcji cementu w porównaniu ze składowaniem ich na składowiskach bądź spalaniem w spalarniach. Przy wypalaniu klinkieru odpady mogą zastępować naturalne surowce i naturalne paliwa, jak również przy przemiale cementu. Czynnikami decydującymi o wykorzystaniu pieców cementowych do utylizacji odpadów są: wysoka temperatura spalania, wynosząca około 1700 C, duża powierzchnia paleniska, znaczna długość pieca obrotowego, tempo przepływu gazów sięgające m/s, czynnik neutralizujący w postaci węglanu wapnia.

51
Odzysk energetyczny odpadów w piecach do wypału klinkieru jest procesem stosowanym powszechnie od ponad 20 lat w europejskim i światowym przemyśle cementowym. Niektóre z najbardziej zaawansowanych technologicznie cementowni w Europie uzyskują ponad 80% energii z paliw alternatywnych. Na przykład zużyte opony są spalane w celu uzyskania energii w piecach do wypalania klinkieru w ponad 20 krajach na całym świecie. Dotychczasowe doświadczenia wskazują, że odzysk energetyczny odpadów w instalacjach piecowych branży cementowej jest całkowicie bezpiecznym, niezwykle skutecznym i ekonomicznym wykorzystaniem energii zawartej w odpadach. Istotną korzyścią wynikającą ze stosowania paliw alternatywnych jest ochrona środowiska. Wykorzystanie odpadów jako paliw zastępczych ogranicza zużycie nieodnawialnych paliw naturalnych. Zmniejsza się również wpływ na środowisko działalności związanej z wydobyciem pierwotnych nośników energii. Zastosowanie paliw wtórnych powoduje zmniejszenie emisji gazów cieplarnianych, gdyż wykorzystywane są odpady, które i tak muszą być spalane w spalarniach lub deponowane na składowiskach.

52
Warunki spalania, jakie występują w piecach cementowych predysponują je, z technologicznego punktu widzenia, do spalania paliw alternatywnych: ⇒temperatury występujące w piecach są bardzo wysokie (rzędu 2000°C), a czas przebywania odpadów w piecu dostatecznie długi, aby zapewnić całkowite spalanie związków organicznych, ⇒piece cementowe pracują w sposób ciągły, warunki termiczne są bardzo stabilne w czasie, a ich duża pojemność cieplna zapewnia spalenie odpadów nawet w przypadku awaryjnego zatrzymania pieca, ⇒pozostałości po spaleniu zostają w klinkierze, nie ma odpadów wtórnych po spaleniu, ⇒zasadowe środowisko w piecu pozwala wychwytywać i neutralizować kwaśne składniki gazowe powstające w wyniku spalania paliw naturalnych i alternatywnych, przed ich uwolnieniem do atmosfery, ⇒wysoka skuteczność oczyszczania gazów emitowanych do atmosfery pozwala eliminować emisję metali, które kondensują na cząstkach pyłów,
, a czas przebywania odpadów w piecu dostatecznie długi, aby zapewnić całkowite spalanie związków organicznych, ⇒piece cementowe pracują w sposób ciągły, warunki termiczne są bardzo stabilne w czasie, a ich duża pojemność cieplna zapewnia spalenie odpadów nawet w przypadku awaryjnego zatrzymania pieca, ⇒pozostałości po spaleniu zostają w klinkierze, nie ma odpadów wtórnych po spaleniu, ⇒zasadowe środowisko w piecu pozwala wychwytywać i neutralizować kwaśne składniki gazowe powstające w wyniku spalania paliw naturalnych i alternatywnych, przed ich uwolnieniem do atmosfery, ⇒wysoka skuteczność oczyszczania gazów emitowanych do atmosfery pozwala eliminować emisję metali, które kondensują na cząstkach pyłów,")
53
⇒energia wyzwalana w czasie spalania paliw odpadowych jest w całości użytecznie wykorzystana na proces wypalania klinkieru, maleje zużycie nieodnawialnych paliw pierwotnych i proporcjonalnie do tego emisja CO2. Stosowanie paliw wtórnych łączy się również z korzyściami ekonomicznymi, zarówno dla zakładu wykorzystującego odpady, jak również dla społeczeństwa, które nie musi inwestować w budowę spalarni i składowisk. Doświadczenia przemysłu cementowego na świecie w wykorzystaniu paliw alternatywnych wykazują, ze są to działania ekonomicznie i ekologicznie uzasadnione. Energia pozyskana z paliw zastępczych stanowi 1,34% całkowitej energii wykorzystanej na wypał klinkieru w Polsce, co jest jeszcze znikomym procentem w stosunku do energii pozyskanej z paliw konwencjonalnych. Jednak przy rosnących cenach paliw pierwotnych energia pozyskana z odpadów jest bardzo atrakcyjną alternatywą dla przemysłu.