Pobierz prezentację
1
Operacyjne sterowanie produkcją
Państwowa Wyższa Szkoła Zawodowa w Nysie Instytut Zarządzania Operacyjne sterowanie produkcją Sterowanie zapasami Dr inż. Piotr Chwastyk Powerpoint Templates

2
PROGRAM PRODUKCYJNY Pod pojęciem programu produkcyjnego będziemy rozumieli rodzaje (asortyment) oraz ilość produkowanych wyrobów, zespołów, detali lub usług w określonym przedziale czasu. Przedsiębiorstwo ustala programy produkcji wyrobów finalnych Nf uwzględniające potrzeby rynkowe. Program produkcyjny przedsiębiorstwa jest więc kompromisem między tym, co przedsiębiorstwo chciałoby produkować, aby osiągnąć największe korzyści, a tym, co musi produkować ze względu na potrzeby rynku. Pozostałe programy produkcyjne zespołów Nfz, podzespołów Nfp, detali Nfi oraz części zamiennych Nfz ustalone powinny być przez producenta na bazie struktury wyrobów finalnych
 oraz ilość produkowanych wyrobów, zespołów, detali lub usług w określonym przedziale czasu. Przedsiębiorstwo ustala programy produkcji wyrobów finalnych Nf uwzględniające potrzeby rynkowe. Program produkcyjny przedsiębiorstwa jest więc kompromisem między tym, co przedsiębiorstwo chciałoby produkować, aby osiągnąć największe korzyści, a tym, co musi produkować ze względu na potrzeby rynku. Pozostałe programy produkcyjne zespołów Nfz, podzespołów Nfp, detali Nfi oraz części zamiennych Nfz ustalone powinny być przez producenta na bazie struktury wyrobów finalnych.")
3
PARTIA PRODUKCYJNA Organizacja procesu produkcyjnego wymaga podziału programu produkcyjnego wyrobów finalnych na serie produkcyjne, które następnie świadomie (według określonego kryterium lub celu) dzielone są na mniejsze zbiory detali. Seria produkcyjna jest to liczba wyrobów finalnych, wynikająca z podzielenia rocznego programu produkcyjnego lub większego zamówienia na mniejsze jednostki, w celu wspólnego ich produkowania i rozliczania w określonym czasie. Partia produkcyjna jest to liczba detali wykonywanych w ścisłej kolejności przy jednorazowym nakładzie czasu przygotowawczo-zakończeniowego. Wielkość (liczność) partii produkcyjnej jest niezmienna w fazie docelowej, ustabilizowanej produkcji. W fazie wcześniejszej, w tzw. okresie rozruchu produkcji mamy do czynienia z pojęciem partii rozruchowej, której wielkość zmienia się wraz z upływem czasu. Partia transportowa jest to liczba detali, podzespołów lub zespołów Przekazywana z jednego stanowiska roboczego na drugie lub odcinka produkcyjnego na inny, wynikająca z możliwości i efektywności środków transportu. Pakiet obróbkowy to zbiór detali połączonych w przyrządzie w celu ich wspólnego – jednoczesnego poddania obróbce
 dzielone są na mniejsze zbiory detali. Seria produkcyjna jest to liczba wyrobów finalnych, wynikająca z podzielenia rocznego programu produkcyjnego lub większego zamówienia na mniejsze jednostki, w celu wspólnego ich produkowania i rozliczania w określonym czasie. Partia produkcyjna jest to liczba detali wykonywanych w ścisłej kolejności przy jednorazowym nakładzie czasu przygotowawczo-zakończeniowego. Wielkość (liczność) partii produkcyjnej jest niezmienna w fazie docelowej, ustabilizowanej produkcji. W fazie wcześniejszej, w tzw. okresie rozruchu produkcji mamy do czynienia z pojęciem partii rozruchowej, której wielkość zmienia się wraz z upływem czasu. Partia transportowa jest to liczba detali, podzespołów lub zespołów Przekazywana z jednego stanowiska roboczego na drugie lub odcinka produkcyjnego na inny, wynikająca z możliwości i efektywności środków transportu. Pakiet obróbkowy to zbiór detali połączonych w przyrządzie w celu ich wspólnego – jednoczesnego poddania obróbce.")
5
Metody określania wielkości partii produkcyjnej :
minimalnych kosztów produkcji, według udziału czasu przezbrojenia, według okresu powtarzalności rytmicznej produkcji. Metoda minimalnych kosztów produkcji Wykres kosztów produkcji w zależności od wielkości partii produkcyjnej

6
Koszty „względnie" stałe (Ks) przypadające na jednostkę wyrobu:
Ks =Km + Kr + Ns, gdzie: Km- koszty materiałów bezpośrednich przypadających na jednostkę wyrobu, Kr - koszt robocizny bezpośredniej przypadającej na jednostkę wyrobu, Ns - narzuty stałe przypadające na jeden wyrób, 2. Koszty przygotowania produkcji (Kp) obejmujące koszty opracowania dokumentacji konstrukcyjnej, technologicznej i planistyczno-produkcyjnej, koszty oprzyrządowania specjalnego oraz uzbrojenia stanowisk roboczych, odnoszone są do produkcji S sztuk w partii produkcyjnej, czyli: 3. Koszty zamrożenia środków obrotowych (Kz) na jednostkę produkcji w jednostce czasu: gdzie: ts - średni okres oczekiwania (zamrożenia) jednego wyrobu partii przed jego obróbką i po obróbce, p - stopa procentowa płacona z tytułu zamrożenia środków obrotowych. TPP wyk. II/6
 obejmujące koszty opracowania dokumentacji konstrukcyjnej, technologicznej i planistyczno-produkcyjnej, koszty oprzyrządowania specjalnego oraz uzbrojenia stanowisk roboczych, odnoszone są do produkcji S sztuk w partii produkcyjnej, czyli: 3. Koszty zamrożenia środków obrotowych (Kz) na jednostkę produkcji w jednostce czasu: gdzie: ts - średni okres oczekiwania (zamrożenia) jednego wyrobu partii przed jego obróbką i po obróbce, p - stopa procentowa płacona z tytułu zamrożenia środków obrotowych. TPP wyk. II/6.")
7
KOLEJNE EGZEMPLARZE WYROBU PARTII
Średni okres zamrożenia jednego wyrobu określimy analizując przebieg wykonania poszczególnych egzemplarzy wyrobów w partii produkcyjnej Przyjmujemy, że odbiór wykonanych wyrobów przebiega zgodnie z taktem: gdzie: Fj - ujednolicony fundusz czasu pracy j-tego stanowiska roboczego w komórce produkcyjnej, Nw - program produkcyjny wyrobu. Całkowity czas wykonania jednego wyrobu (detalu) składa się z czasu oczekiwania przed obróbką, czasu samej obróbki oraz czasu oczekiwania po obróbce. Zestawienie poszczególnych składników czasów dla kolejnych egzemplarzy partii produkcyjnej zawiera poniższa tabela. KOLEJNE EGZEMPLARZE WYROBU PARTII PRZED OBRÓBKĄ PO OBRÓBCE RAZEM RAZEM Z OBRÓBKĄ 1 t 2 τ-t τ τ+t 3 2t 2 τ-2t 2 τ 2 τ + t • S (S-l)t (S-l)( τ -t) (S-l) τ (S- l) τ + t TPP wyk. II/7
 składa się z czasu oczekiwania przed obróbką, czasu samej obróbki oraz czasu oczekiwania po obróbce. Zestawienie poszczególnych składników czasów dla kolejnych egzemplarzy partii produkcyjnej zawiera poniższa tabela. KOLEJNE EGZEMPLARZE WYROBU PARTII. PRZED OBRÓBKĄ. PO OBRÓBCE. RAZEM. RAZEM Z OBRÓBKĄ. 1. t. 2. τ-t. τ. τ+t. 3. 2t. 2 τ-2t. 2 τ. 2 τ + t. • S. (S-l)t. (S-l)( τ -t) (S-l) τ. (S- l) τ + t. TPP wyk. II/7.")
8
Po podstawieniu koszt zamrożenia będzie wynosił:
Na podstawie danych zawartych w tabeli można określić średni czas oczekiwania jednej sztuki w partii Po podstawieniu koszt zamrożenia będzie wynosił: a koszt całkowity (K): Po uproszczeniu otrzymamy: TPP wyk. II/8
: Po uproszczeniu otrzymamy: TPP wyk. II/8.")
9
Dla określenia optymalnej wielkości partii produkcyjnej Sopt należy wyznaczyć taką wielkość partii, przy której koszt jednostkowy przyjmie wartość najmniejszą. Jest to zadanie rachunku różniczkowego, które rozwiązujemy przyrównując pierwszą pochodną kosztu K (względem S) do zera: stąd: a po uproszczeniu: TPP wyk. II/9

10
Dla jednej operacji procesu technologicznego
Metoda udziału czasu przezbrojenia zakłada dążenie do dopuszczalnej granicy zmniejszania wielkości tej partii, przy uwzględnieniu ekonomicznych wymagań wykorzystania maszyny (stanowiska roboczego). I tak czas zajęcia maszyny operacją tzm przy S sztukach wyrobu ilustruje poniższy szkic. Dla jednej operacji procesu technologicznego gdzie: Sek - wielkość partii produkcyjnej (dla tej metody nazywana często minimalną wielkością partii lub ekonomiczną wielkością partii produkcyjnej), q - empiryczny współczynnik strat czasu na przezbrajanie stanowisk roboczych, przyjmowany najczęściej w zakresie od 0,02 do 0,15. Jest on zróżnicowany w zależności od typu produkcji, programu produkcji, stopnia specjalizacji stanowisk roboczych, wielkości i kosztów jednostkowych wyrobów. Dla całego procesu technologicznego gdzie: Sśr - uśredniona wielkość partii produkcyjnej, Σtpz - łączny czas przezbrojenia wszystkich operacji detalu, Σtj - łączny czas wykonania wszystkich operacji detalu, q -określenie jak wyżej.
. I tak czas zajęcia maszyny operacją tzm przy S sztukach wyrobu ilustruje poniższy szkic. Dla jednej operacji procesu technologicznego. gdzie: Sek - wielkość partii produkcyjnej (dla tej metody nazywana często minimalną wielkością partii lub ekonomiczną wielkością partii produkcyjnej), q - empiryczny współczynnik strat czasu na przezbrajanie stanowisk roboczych, przyjmowany najczęściej w zakresie od 0,02 do 0,15. Jest on zróżnicowany w zależności od typu produkcji, programu produkcji, stopnia specjalizacji stanowisk roboczych, wielkości i kosztów jednostkowych wyrobów. Dla całego procesu technologicznego. gdzie: Sśr - uśredniona wielkość partii produkcyjnej, Σtpz - łączny czas przezbrojenia wszystkich operacji detalu, Σtj - łączny czas wykonania wszystkich operacji detalu, q -określenie jak wyżej.")
11
Sposoby grupowania stanowisk pracy
Grupa stanowisk jednorodnych. Wyposażone są w maszyny i urządzenia jednego rodzaju spełniające podobną funkcje (podobieństwo technologiczne) i pozwalają wykonywać te same operacje z możliwością zmiany technicznych warunków realizacji. Grupa stanowisk różnorodnych rozmieszczonych gniazdowo. Stanowiska pracy wyposażone są w maszyny i urządzenia pozwalające realizować różnorodne procesy cząstkowe składające się łącznie na cały proces wytwarzania lub jego fragment w postaci kompletu powiązanych ze sobą procesów cząstkowych. Grupa stanowisk różnorodnych rozmieszczonych liniowo. Pozwalają realizować cały proces wytwarzania lub jego zamknięty fragment, jednak stanowiska pracy ustawione są zgodnie z przebiegiem procesu technologicznego, tj. według kolejności operacji w procesie technologicznym.
 i pozwalają wykonywać te same operacje z możliwością zmiany technicznych warunków realizacji. Grupa stanowisk różnorodnych rozmieszczonych gniazdowo. Stanowiska pracy wyposażone są w maszyny i urządzenia pozwalające realizować różnorodne procesy cząstkowe składające się łącznie na cały proces wytwarzania lub jego fragment w postaci kompletu powiązanych ze sobą procesów cząstkowych. Grupa stanowisk różnorodnych rozmieszczonych liniowo. Pozwalają realizować cały proces wytwarzania lub jego zamknięty fragment, jednak stanowiska pracy ustawione są zgodnie z przebiegiem procesu technologicznego, tj. według kolejności operacji w procesie technologicznym.")
12
Gniazda technologiczne skupiają maszyny i urządzenia określonego rodzaju, które mogą wykonywać takie same lub podobne operacje technologiczne (np. tokarki, frezarki). Stanowiska wydziału zgrupowane w gniazda technologiczne

13
Gniazda przedmiotowe skupiają maszyny i urządzenia różnorodne, które mogą wykonywać różnorodne operacje technologiczne stanowiące fazę, część lub całość procesu technologicznego. Stanowiska pracy rozmieszczone są zwykle zgodnie z kolejnością wykonywania operacji technologicznych. Dopuszcza się powrót przedmiotu pracy na stanowisko, gdzie wcześniej wykonano na tym przedmiocie operacje technologiczną (nawrót). Gniazda w których wykonuje się więcej przedmiotów nazywane są wieloprzedmiotowymi. Stanowiska wydziału zgrupowane w gniazda przedmiotowe wykonania części wymagającej 8 operacji technologicznych

14
Schemat pracy gniazda przedmiotowego ilustrujący przebieg procesu technologicznego

15
Linię produkcyjną tworzą stanowiska pracy uszeregowane jedno za drugim zgodnie z kolejnością wykonywanych operacji w procesie technologicznym. Cechy charakterystyczne linii produkcyjnej: Ciągłość przepływu obrabianych przedmiotów pracy; Liniowe rozlokowanie maszyn i urządzeń (zgodnie z kolejnością operacji technologicznych); Synchronizacja w linii produkcyjnej wszystkich lub większości operacji technologicznych; Wytwarzanie na linii produkcyjnej jednego wyrobu klub kilku wyrobów technologicznie podobnych; Zastosowanie urządzeń transportowych zintegrowanych lub ściśle związanych z linią produkcyjną.
; Synchronizacja w linii produkcyjnej wszystkich lub większości operacji technologicznych; Wytwarzanie na linii produkcyjnej jednego wyrobu klub kilku wyrobów technologicznie podobnych; Zastosowanie urządzeń transportowych zintegrowanych lub ściśle związanych z linią produkcyjną.")
16
Uformowanie i rozplanowanie w przestrzeni pracy stanowisk pracy.
Projektowanie przestrzeni pracy Uformowanie i rozplanowanie w przestrzeni pracy stanowisk pracy. Alokacja wyodrębnionego stanowiska w budynku produkcyjnym. Grupowanie stanowisk pracy w linie i gniazda produkcyjne i rozmieszczenie ich w obiekcie. Tworzenie komórek produkcyjno administracyjnych (np. wydziałów) i rozmieszczenie ich w obiektach produkcyjnych. Rozmieszczenie obiektów na parceli, którą posiada przedsiębiorstwo. Lokalizacja ogólna, czyli wybór miejsca na siedzibę przedsiębiorstwa.
 i rozmieszczenie ich w obiektach produkcyjnych. Rozmieszczenie obiektów na parceli, którą posiada przedsiębiorstwo. Lokalizacja ogólna, czyli wybór miejsca na siedzibę przedsiębiorstwa.")
17
Wybór lokalizacji procesu wytwórczego: bliskość rynku zbytu, integracja z innymi jednostkami danej organizacji, udogodnienia infrastruktury socjalnej, dostępność zasileń, sieć komunikacyjna, uzbrojenie terenu, warunki klimatyczne i właściwości terenu, lokalne przepisy, miejsce na rozbudowę, wymagania bezpieczeństwa, koszty parceli, sytuacja polityczna, kulturalna i ekonomiczna, dotacje socjalne, podatki lokalne i bariery eksportowo - importowe.

18
System typu tłoczącego
Zlecenie realizowane jest w sposób scentralizowany. Impulsem do wytwarzania jest sygnał z działu planowania. Proces jest „przepychany" przez poszczególne stadia produkcji, a wielkości i terminy zleceń są ustalane centralnie z wyprzedzeniem. Zwiększenie zapasów produkcji w toku (ang.: work inprocess WIP).
.")
19
System typu ssącego Wielkości zleceń dla kolejnych poprzedzających faz produkcji wynikają z aktualnego popytu zgłaszanego przez pozostałe komórki produkcyjne. Nie występuje zlecenie centralne. Funkcjonowanie systemu tego typu polega na przewidywaniu daty wysyłki gotowego produktu do klienta, następnie na planowaniu terminu poprzedzających operacji.

20
Cykl produkcyjny – jest to okres między rozpoczęciem, a zakończeniem procesu produkcyjnego wyrobu, w którym surowiec lub materiał wyjściowy, przechodząc kolejne fazy wytwarzania, przekształcany jest w gotowy wyrób

21
Możliwe układy cykli produkcyjnych ze względu na formę ruchu wyrobów ze stanowiska na stanowisko robocze: układ szeregowy, układ szeregowo-równoległy, układ równoległy.

22
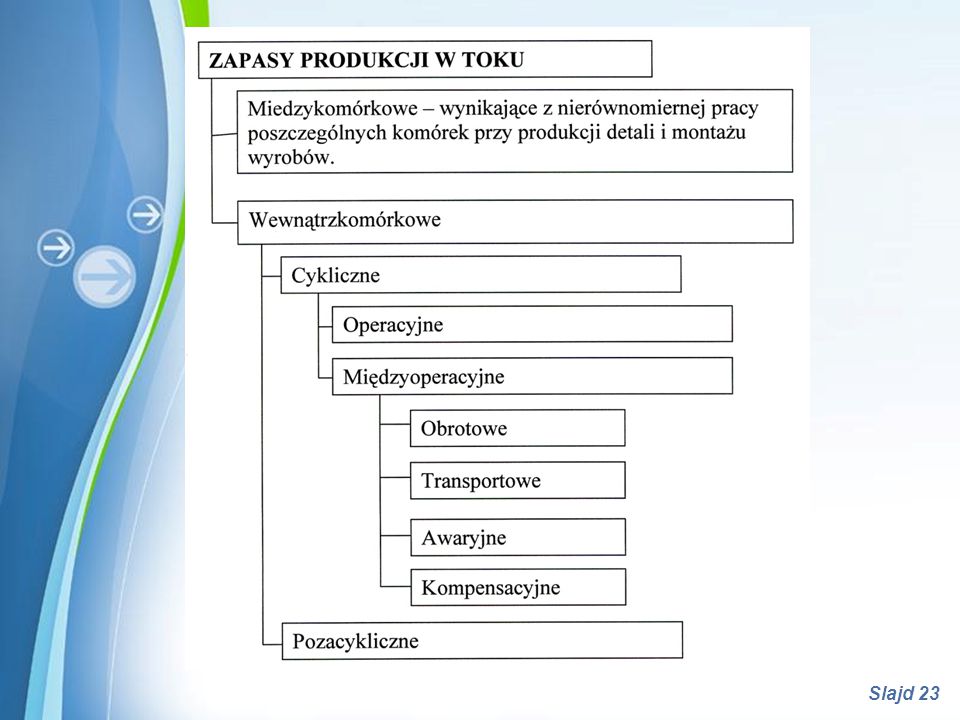
Zapasy produkcji – materiały, detale, zespoły lub wyroby gotowe, które znajdują się w kolejnych stadiach zaawansowania procesu produkcyjnego. Można wyróżnić trzy zasadnicze stadia odpowiadające zapasom: Sfera przedprodukcyjna - zapasy materiałów, surowców, półwyrobów i elementów normalnie nabywanych w handlu Sfera produkcyjna – zapasy produkcji w toku, czyli w trakcie realizacji procesu produkcyjnego Sfera poprodukcyjna – zapasy wyrobów gotowych i części zamiennych Zapasy produkcji w toku – pewna ilość produkcji w czasie trwania cyklu produkcyjnego o różnym zakresie zaawansowania

24
Zapasy międzykomórkowe wynikają z nierównomiernej pracy poszczególnych komórek przy produkcji detali i montażu wyrobów. W celu eliminacji możliwości wystąpienia zakłóceń w procesie produkcyjnym między tymi komórkami tworzy się (w sposób zamierzony) pewien zapas. Zmk – zapas międzykomórkowy, Zmkb – zapas bieżący, Zmkz – zapas zabezpieczający, Zmkmax – zapas maksymalny, Zmkmin – zapas minimalny, Zmkśr – zapas średni, tsp – czas spływu kolejnych partii.

25
Zapasy wewnątrzkomórkowe obejmują przeciętną liczbę określonych wyrobów (detali) znajdujących się w trakcie obróbki, w określonej komórce produkcyjnej. Dzielą się na zapasy: pozacykliczne – zbiory wyrobów będące aktualnie poza przebiegiem cyklu produkcyjnego, cykliczne – obejmują wyroby „biegnące” aktualnie w cyklu produkcyjnym Zapasy cykliczne dzielą się na: operacyjne – obejmują detale aktualnie obrabiane na stanowiskach roboczych, międzyoperacyjne – obejmują detale znajdujące się aktualnie między stanowiskami roboczymi, zgodnie z marszrutą technologiczna.

26
Zapasy międzyoperacyjne dzielą się na:
obrotowe – powstają w wyniku nierówności (braku synchroniczności) czasów operacji między współpracującymi stanowiskami roboczymi – poprzedzającym i następującym, transportowe – tworzą detale będące w trakcie przekazywania ich z jednej operacji obróbczej na następną, kompensacyjne – tworzone są celowo dla wyrównania ewentualnych różnic w wydajności pracy robotników, awaryjne – są to zapasy konieczne ze względu na możliwość wystąpienia awarii, któregoś ze stanowisk roboczych i tworzone są dla zapewnienia ciągłości produkcji W przypadku zapasów produkcji w toku celem powinno być utrzymywanie takiego ich poziomu minimalnego, który jest konieczny do zachowania ciągłości wytwarzania. Wysoki poziom tych zapasów powoduje, że zajmują one dużą powierzchnię przy stanowiskach obróbkowych. Wreszcie wysoki ich poziom powoduje zamrożenie kapitału obrotowego przedsiębiorstwa, który mógłby przynosić zyski w innych obszarach.
 czasów operacji między współpracującymi stanowiskami roboczymi – poprzedzającym i następującym, transportowe – tworzą detale będące w trakcie przekazywania ich z jednej operacji obróbczej na następną, kompensacyjne – tworzone są celowo dla wyrównania ewentualnych różnic w wydajności pracy robotników, awaryjne – są to zapasy konieczne ze względu na możliwość wystąpienia awarii, któregoś ze stanowisk roboczych i tworzone są dla zapewnienia ciągłości produkcji. W przypadku zapasów produkcji w toku celem powinno być utrzymywanie takiego ich poziomu minimalnego, który jest konieczny do zachowania ciągłości wytwarzania. Wysoki poziom tych zapasów powoduje, że zajmują one dużą powierzchnię przy stanowiskach obróbkowych. Wreszcie wysoki ich poziom powoduje zamrożenie kapitału obrotowego przedsiębiorstwa, który mógłby przynosić zyski w innych obszarach.")
27
SYSTEM PRACY MAGAZYNU Sterowanie pracą magazynu może odbywać się według dwóch metod: • zapasu informacyjnego, • stałego cyklu dostaw. Sterowanie według zapasu informacyjnego w magazynie — polega na bieżącym obserwowaniu rzeczywistego stanu zapasu w magazynie, porównywaniu go z normatywnymi poziomami i w zależności od relacji między nimi podejmowaniu decyzji o uruchomieniu partii dostaw.

28
Model pracy magazynu według zapasu informacyjnego

29
W chwili rozpoczęcia cyklu wytwarzania poziom zapasów określa stan Z1
W chwili rozpoczęcia cyklu wytwarzania poziom zapasów określa stan Z1. Trwanie cyklu wytwarzania powoduje pomniejszanie stanu zapasów, aż do chwili, gdy osiągnie on poziom zapasu informacyjnego. Powoduje to podjęcie decyzji o przygotowaniu zamówienia, a złożenie zamówienia u dostawcy następuje po czasie związanym z przygotowaniem dokumentacji dostawy. Elementami tego modelu pracy są: zapas maksymalny - wynika z pojemności magazynu, stan zapasu informacyjnego - osiągniecie tego stanu powoduje podjęcie przygotowań dostawy (dokumentacja), czas dostawy (uzgodniony z dostawcą), zapas rezerwowy - ma zapewnić normalną pracę przedsiębiorstwa pomimo zakłóceń, jakie mogą wystąpić. Zakłóceniami mogą być: opóźnienia dostawy, wahania zapotrzebowania, występujące braki w dostawach lub produkcji.
, czas dostawy (uzgodniony z dostawcą), zapas rezerwowy - ma zapewnić normalną pracę przedsiębiorstwa pomimo zakłóceń, jakie mogą wystąpić. Zakłóceniami mogą być: opóźnienia dostawy, wahania zapotrzebowania, występujące braki w dostawach lub produkcji.")
30
Cechy sterowania według zapasu informacyjnego
Zalety Wady Wymaga mniejszego zapasu bezpieczeństwa Znajduje zastosowanie przy bardzo zróżnicowanym asortymencie Pozwala wykorzystać Ekonomiczną Wielkość Zamówienia Umożliwia automatyczne generowanie zamówień Może mieć przeciążenie jeśli zapas wielu dóbr osiągnie w tym samym czasie poziom sygnalizujący złożenie ponownego zamówienia Trudno łączyć zamówienia na różne materiały Trudno organizować łączne kursy pojazdów Należy stale śledzić poziom zapasów Nieodpowiednia, gdy przewozy muszą być organizowane cyklicznie Przypadkowy wzorzec składania ponownych zamówień ponieważ zapasy są uzupełniane w różnych momentach

31
Sterowanie pracą magazynu według stałego rytmu dostaw — polega na ustaleniu względnie stałego rytmu partii dostaw, według którego zostają określone wzorcowe terminy kontroli stanu zapasu w magazynie, a tym samy wzorcowe terminy dostaw. Jest to tak zwane zapotrzebowanie okresowe. Model pracy magazynu ze względu na stały rytm dostaw

32
Schemat pracy magazynu polega na takim ustaleniu stałego rytmu dostaw, aby poziom zapasów wynikający z trwania cyklu wytwarzania znajdował się po dokonaniu dostawy w zakresie stanu optymalnego. Ten model pracy magazynu może być wykorzystywany w procesach wytwórczych powodujących stałe tempo zużycia zapasów produkcyjnych. W przeciwnym przypadku (zmienne tempo zużycia), może to być powodem częstego przekraczania stanu zapasów maksymalnych i minimalnych uniemożliwiających poprawne funkcjonowanie magazynu, a także zakłócenia w procesie wytwarzania.
, może to być powodem częstego przekraczania stanu zapasów maksymalnych i minimalnych uniemożliwiających poprawne funkcjonowanie magazynu, a także zakłócenia w procesie wytwarzania..")
34
Ekonomiczna wielkość zamówienia

35
Cechy Sterowania według stałego rytmu dostaw
Zalety Wady Prosta w stosowaniu Umożliwia łączenie zamówień na różne materiały Ułatwia organizowanie łącznych kursów pojazdów Nie trzeba stale śledzić poziomu zapasów Zalecana, gdy przewozy muszą być organizowane cyklicznie Umożliwia bardziej równomierne rozłożenie nabywanych ilości dóbr i składanych zamówień Umożliwia wynegocjowanie rabatów od nabywanych ilości u tego samego dostawcy Wymaga wysokiego zapasu bezpieczeństwa Nie pozwala ustalić wielkości zamówień za pomocą EWZ Stwarza ryzyko wyczerpania się zapasu przed datą następnego przeglądu, jeśli wielkość zużycia zmieni się na krótko po dokonaniu przeglądu Jeśli zapotrzebowanie nie jest stabilne mogą pojawić się trudności w ustaleniu właściwej długości okresów upływających między kolejnymi przeglądami stanu zapasów

36
Partia dostaw materiałów
Przy określaniu wielkości zamówienia należy rozwiązać typowy dla logistyki konflikt celów. Wielkość zaangażowania kapitału i związanych z tym kosztów magazynowania zależy od wielkości zamówienia. W przypadku dużych zapasów magazynowych powstają wysokie koszty magazynowania, natomiast niskie koszty zamawiania. Przy małej ilości partii powstają niskie koszty magazynowania przy dużych kosztach zamawiania.

37
Przy ustalaniu wielkości partii dostaw korzysta się z poniższych modeli.
„Partia na partię" - zamawiana jest taka ilość materiałów, na którą jest zapotrzebowanie w danym okresie, Partia zapewniająca stały rytm dostaw - przyjmuje się ilość dostaw w danym okresie, z której wynika wielkość partii dostaw gwarantujących osiągniecie wymaganego całkowitego zapotrzebowania w tym okresie. Stała wielkość zamówienia - zamówieniu podlega zawsze taka sama ilość materiałów może wynikać z: przesłanek technologiczno - technicznych i organizacyjnych takich jak np. optymalne wykorzystanie środka transportu; ekonomicznej wielkości zamówienia. Ekonomiczna wielkość partii dostaw - określana jest dla przypadku, w którym suma koszty magazynowania i zakupu jest najmniejsza, wtedy wielkość zamówienia jest optymalna.