Geometryczne cechy struktury powierzchni oraz ich zapis rysunkowy.
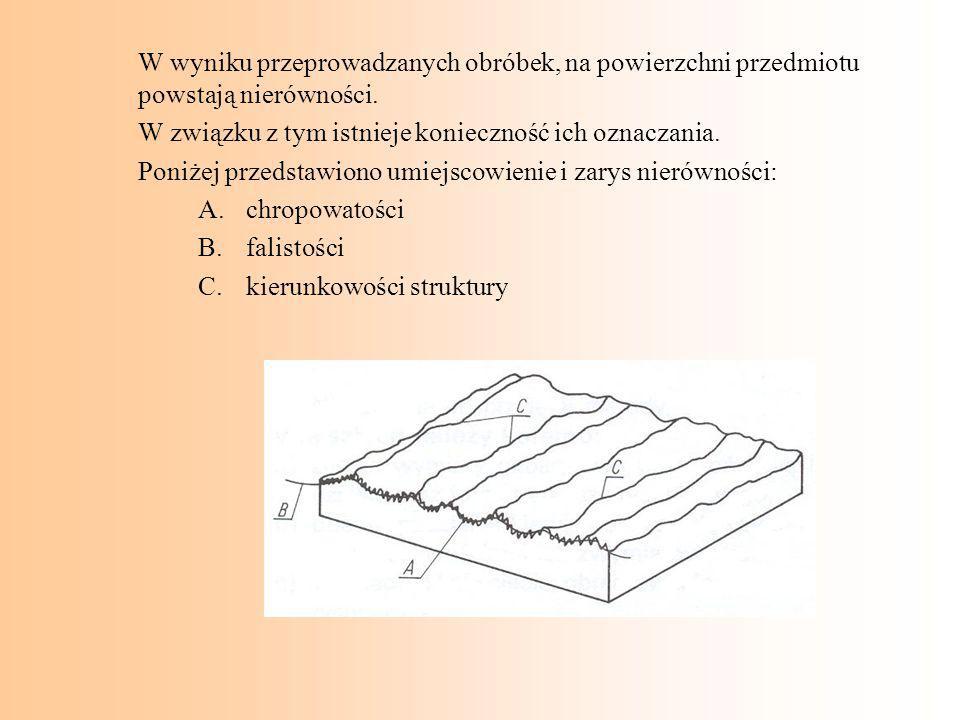
W wyniku przeprowadzanych obróbek, na powierzchni przedmiotu powstają nierówności. W związku z tym istnieje konieczność ich oznaczania. Poniżej przedstawiono umiejscowienie i zarys nierówności: chropowatości falistości kierunkowości struktury
Chropowatość: to mikroskopijne nierówności, na ogół spowodowane przez narzędzia skrawające, wióry, ... na rysunku ich wartość podaje się w mikrometrach (1μm=10-3mm=10-6m) wartość nierówności określają parametry: Ra - średnia arytmetyczna odchylenia profilu chropowatości Rz - wysokość chropowatości wg 10 punktów
Średnia arytmetyczna odchylenia profilu chropowatości (Ra) y1, y2, y3, yn – wartość odchylenia profilu n – ilość odchyleń na odcinku elementarnym „l”
Wysokość chropowatości wg 10 punktów (Rz) y1, y2, y3, y4, y5 – 5 wysokości najwyższych wzniesień profilu y6, y7, y8, y9, y10 – 5 głębokości najniższych wgłębień profilu
ogólny symbol chropowatości
oznaczenie powierzchni, która ma być obrabiana metodą skrawania
oznaczenie powierzchni, która nie może być obrabiana metodą skrawania lub powierzchnię pozostawianą w stanie wynikającym po poprzedniej obróbce
belka dołączona do znaku chropowatości służy do zapisu cech szczególnych, np.: rodzaju obróbki
że na wszystkich powierzchniach całego obwodu części obrabianej oznaczenie informuje, że na wszystkich powierzchniach całego obwodu części obrabianej jest wymagana ta sama struktura geometryczna
sposoby umiejscowienia oznaczeń geometrycznej struktury powierzchni
Kierunkowość: to kierunek linii nierówności spowodowany rodzajem zastosowanej obróbki oznaczeniem graficznym jest symbol lub litera
ślady obróbki równoległej do płaszczyzny rzutu opisywanej powierzchni uzyskiwana np. poprzez: struganie dłutowanie
ślady obróbki prostopadłej do płaszczyzny rzutu opisywanej powierzchni uzyskiwana np. poprzez: tłoczenie wzdłużne struganie dłutowanie
ślady obróbki współśrodkowej opisywanej powierzchni uzyskiwana np. poprzez: toczenie czołowe frezowanie czołowe
ślady obróbki skrzyżowanej w dwóch ukośnych kierunkach względem płaszczyzny rzutu opisywanej powierzchni uzyskiwana np. poprzez: frezowanie czołowe dogładzanie
ślady obróbki wielokierunkowej uzyskiwana np. poprzez: skrobanie docieranie
ślady obróbki promieniowe względem środka powierzchni uzyskiwana np. poprzez: szlifowanie czołowe
ślady obróbki bez szczególnego ukierunkowania uzyskiwana np. poprzez: obróbka elektroiskrowa obróbka strumieniowo-cierna odlewanie
Falistość: to zbiór nierówności będących przypadkowymi lub zbliżonymi do okresowo powtarzających się wzniesień i wgłębień, których odstępy znacznie przewyższają odstępy chropowatości wartość umieszczana na rysunku zależy od wymagań technicznych wyrobu dlatego przed podaniem wartości określającej falistość należy wpisać symbol określający profil falistości
mw – linia średnia profilu falistości Wp – maksymalna wysokość wzniesienia profilu falistości Wv – maksymalna głębokość wgłębienia profilu falistości Wm – maksymalna wysokość profilu falistości lw – odcinek pomiarowy
Rozmieszczenie wartości i symboli graficznych określających nierówności powierzchni naddatek na obróbkę (wg ISO 10135) symbol struktury geometrycznej powierzchni wartość parametru określającego chropowatość powierzchni (w mikrometrach) belka (stosowana razem z p-nktami 4, 5 lub 6) metoda wykonania, obróbka cieplna i cieplno-chemiczna wartość parametru określającego chropowatość powierzchni innego niż Ra (w mikrometrach) wysokość falistości (w mikrometrach) lub długość odcinka elementarnego (przy braku zgodności z ISO 4288) symbol kierunkowości powierzchni powierzchnia rozważana
przykłady stosowania: określenie chropowatości określenie kierunkowości struktury określenie wartości falistości powierzchni
Opracowano na podstawie „Rysunku technicznego dla mechaników” Tadeusza Lewandowskiego oraz Polskich Norm