/1 ToczenieFrezowanie Uwaga! Powyższe tablice nie uwzględniają nowych grup materiałów N, S i H CoroKey ® Łatwy wybór. Łatwe zastosowanie. CoroKey 2006 – This is CoroKey / Cutting data
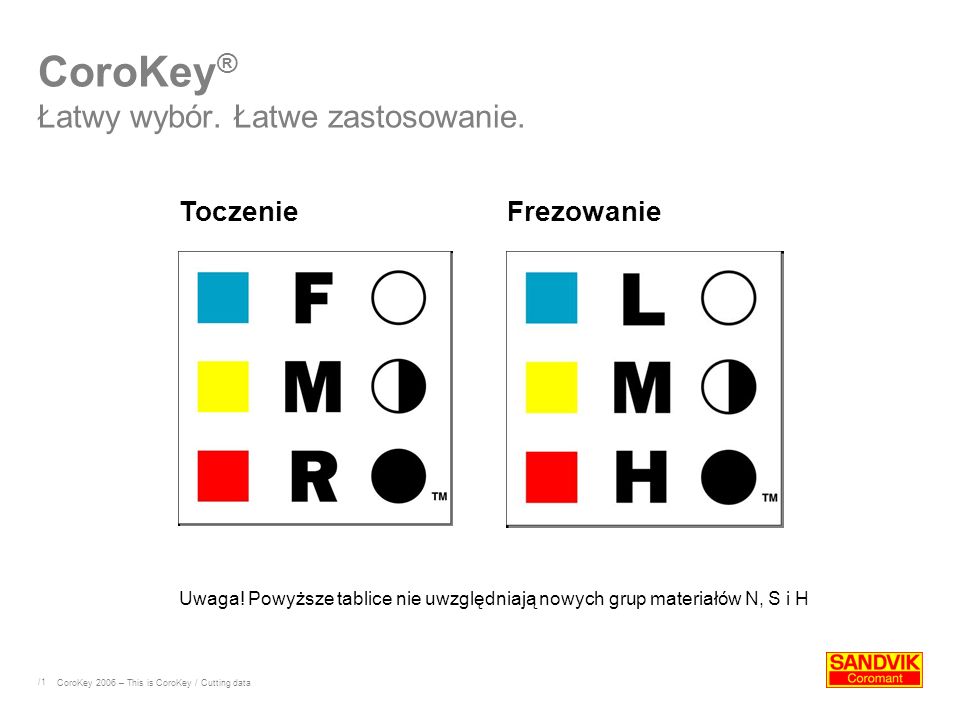
/2 Podstawy doboru parametrów skrawania Trwałość narzędzia - Wszystkie parametry obróbki bazują na założeniu, że przy trwałości 15 min współczynnik korekcyjny ma wartość 1,0 -Należy zmienić wartość współczynnika korekcyjnego zgodnie z wartościami podanymi w tabeli Twardość - Wszystkie parametry obróbki bazują na założeniu, że obrabiany materiał ma odpowiednią twardość i należy do określonej grupy - Np. ISO P HB 180 = współczynnik Jeżeli twardość obrabianego materiału jest inna, to prędkość skrawania należy pomnożyć przez współczynnik z tabeli Szybsze usuwanie materiału Jeśli chcą Państwo zmienić prędkość skrawania, aby przyśpieszyć usuwanie materiału, nową prędkość mogą Państwo wyliczyć korzystając z tabeli poniżej. Przykład:Jeżeli zalecana prędkość skrawania (v c ) = 225 m/min. to trwałość ostrza równa 10 minut zapewnia: 225 x 1,11 250 m/min Trwałość ostrza (min.) Współczynnik korekcyjny Mniejsza twardośćWiększa twardość CoroKey 2006 – This is CoroKey / Cutting data
/3 Wykres korekcji prędkości skrawania dla różnej twardości materiału Wykres siły skrawania / twardości Wykres dla P, M, oraz K Stal Stal nierdzewna, HB180 Żeliwo szare, HB220 Żeliwo sferoidalne, HB250 Mniejsza twardośćWiększa twardość Współczynnik prędkości skrawania CoroKey 2006 – This is CoroKey / Cutting data ISO P ISO M ISO K ISO K
/4 CoroKey ® - Łatwe toczenie Łatwy wybór. Łatwe zastosowanie. Materiał ISO P ISO M ISO K Zastosowanie F inishing M edium R oughing Warunki obróbki Dobre Przeciętne Trudne Wartości dedykowane dla tego produktu. Ustawienia początkowe i zakres pracy. a p Głębokość skrawania (mm, cali) f n Posuw (mm/obr, cali/obr) v c Prędkość skrawania (na obwodzie m/min, stóp/min) Rodzaj zastosowania Warunki obróbki Materiał obrabiany CoroKey 2006 – This is CoroKey / Cutting data
/5 Parametry w przewodniku CoroKey ® CoroKey 2006 – This is CoroKey / Cutting data
/ Posuw f n Głębokość skrawania a p Wartości początkowe Zakres poprawnej pracy: CNMG PM CoroKey 2006 – This is CoroKey / Cutting data
/7 Wartości dedykowane dla tego produktu. Ustawienia początkowe. CoroKey ® - Łatwe frezowanie Łatwy wybór. Łatwe zastosowanie. Materiał ISO P ISO M ISO K Warunki obróbki Dobre Przeciętne Trudne Zastosowanie L ight M edium H eavy f z Posuw/ostrze (mm, cale) v c Prędkość skrawania (obwodowa m/min, stóp/min) Rodzaj zastosowania Warunki obróbki Materiał obrabiany CoroKey 2006 – This is CoroKey / Cutting data
/8 Parametry w przewodniku CoroKey ® CoroKey 2006 – This is CoroKey / Cutting data
/ Posuw f z Głębokość skrawania a p Zakres poprawnej pracy: R245-12T3M-PM 4240 CoroKey 2006 – This is CoroKey / Cutting data Wartość początkowa
/10 Przykład parametrów obróbki z etykiet Toczenie stali - ISO P – kolor niebieski - M – obróbka średnia - Przeciętne warunki Przecinanie i toczenie rowków w stali nierdzewnej - ISO M – kolor żółty - M – obróbka średnia - Trudne warunki Frezowanie żeliwa - ISO K – kolor czerwony - M – obróbka średnia - Trudne warunki CoroKey 2006 – This is CoroKey / Cutting data