Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
Temat 7. Połączenia stosowane w statkach powietrznych
Zagadnienie nr 1. Klasyfikacja połączeń

2
Klasyfikacja połączeń stosowanych przy montażu SP i silników lotniczych.

3
Zagadnienie 2. Połączenia ruchowe

4
Łożysko ślizgowe wahliwe
a) POŁĄCZENIA GŁADKIE Z LUZEM - zaliczamy do nich łożyska ślizgowe i łożyska toczne. Łożyska - są to części maszyn, które podtrzymują osie i wały. Łożyska dzielą się na łożyska ślizgowe i łożyska toczne. Łożyska ślizgowe zbudowane są z : - korpusu 1/, który stanowi podstawę łożyska i zaopatrzony jest w wanienkę do zbierania spływającego oleju, wykonany jest z żeliwa lub staliwa; - pokrywy 2/ przymocowanej do kadłuba za pomocą śrub i wykonanej z żeliwa lub staliwa; - panewki dolnej 3/ i górnej 4/ wykonanej z żeliwa lub brązu (stop miedzi - min.60% i cyny) i stanowiącej łącznie gniazdo, w którym obraca się czop wału lub osi. Łożysko ślizgowe wahliwe
 POŁĄCZENIA GŁADKIE Z LUZEM - zaliczamy do nich łożyska ślizgowe i łożyska toczne. Łożyska - są to części maszyn, które podtrzymują osie i wały. Łożyska dzielą się na łożyska ślizgowe i łożyska toczne. Łożyska ślizgowe zbudowane są z : - korpusu 1/, który stanowi podstawę łożyska i zaopatrzony jest w wanienkę do zbierania spływającego oleju, wykonany jest z żeliwa lub staliwa; - pokrywy 2/ przymocowanej do kadłuba za pomocą śrub i wykonanej z żeliwa lub staliwa; - panewki dolnej 3/ i górnej 4/ wykonanej z żeliwa lub brązu (stop miedzi - min.60% i cyny) i stanowiącej łącznie gniazdo, w którym obraca się czop wału lub osi. Łożysko ślizgowe wahliwe.")
5
składzie, oraz brązy i żeliwo.
Do wyrobu panewek łożysk ślizgowych używa się specjalnych stopów łożyskowych na osnowie cyny, ołowiu, cynku lub aluminium / tzw. babbity/ z antymonem lub miedzią w swoim składzie, oraz brązy i żeliwo. W łożyskach stopy te muszą spełniać następujące wymagania: 1. współczynnik tarcia pomiędzy powierzchniami wału i panewki powinien być możliwie mały*/; 2. obie trące powierzchnie powinny jak najmniej zużywać się podczas pracy łożyska*/; 3. materiał panewki powinien wytrzymywać duże naciski jednostkowe. Struktura panewki nie jest jednorodna i składa się z miękkiej osnowy i rozmieszczonych w niej twardych wtrąceń, a po krótkim okresie pracy panewka „dociera się” i na jej powierzchni powstaje bardzo drobne urzeźbienie /patrz rys./; w którym twarde wtrącenia występują w postaci wzniesień, wskutek czego między powierzchnią wału a panewki powstaje przestrzeń , którą wypełnia smar. */ te wymagania spełnione będą gdy współpracujące z sobą powierzchnie wału i panewki oddziela cienka warstwa smaru.

6
Łożysko toczne kulkowe
Łożyska toczne zbudowane są z : 1) pierścienia zewnętrznego 1/ - „bieżni zewnętrznej” osadzonej w korpusie po której toczą się kulki;. 2) pierścienia wewnętrznego 2/ - „bieżni wewnętrznej” osadzonej na wale lub osi, po której toczą się kulki;. 3) elementów tocznych 3/ w postaci kulek lub wałeczków; 4) koszyczka przeznaczonego do oddzielenia elementów tocznych od siebie i równomiernego ich rozmieszczenia wzdłuż bieżni. Łożysko toczne kulkowe
 pierścienia zewnętrznego 1/ - „bieżni zewnętrznej osadzonej w korpusie po której toczą się. kulki;. 2) pierścienia wewnętrznego 2/ - „bieżni wewnętrznej osadzonej na wale lub osi, po której. toczą się kulki;. 3) elementów tocznych 3/ w postaci kulek lub wałeczków; 4) koszyczka przeznaczonego do oddzielenia elementów tocznych od siebie i równomiernego. ich rozmieszczenia wzdłuż bieżni. Łożysko toczne kulkowe.")
7
Łożyska toczne kulkowe
Łożyska toczne /z uwagi na przenoszone obciążenia/ dzielimy na: 1/ - łożyska kulkowe - przeznaczone do przenoszenia obciążeń wzdłużnych i poprzecznych; 2/ - łożyska kulkowe dwurzędowe wahliwe - przenoszą obciążenia poprzeczne, są odporne na brak współosiowości czopa i gniazda, dobrze pracują na mało sztywnych podporach; 3/ - łożyska kulkowe skośne; 4/ - łożyska kulkowe skośne dwurzędowe - przeznaczone do przenoszenia dużych sił poprzecznych i wzdłużnych w obu kierunkach; 5/ - łożyska wzdłużne jednokierunkowe - przeznaczone do przenoszenia dużych sił wzdłużnych w jednym kierunku. Przy dużych prędkościach występujące siły odśrodkowe działające na kulki przesuwają punkty styków i występują zwiększone poślizgi, co powoduje grzanie się łożysk; 6/ - łożyska wzdłużne dwukierunkowe - przeznaczone do przenoszenia dużych sił wzdłużnych w obu kierunkach; Łożyska toczne kulkowe

8
Łożyska toczne wałeczkowe
7/ - łożyska walcowe /wałeczkowe/ z pierścieniem wewnętrznym bez obrzeży - służą do przenoszenia dużych obciążeń; 8/ - łożyska walcowe z pierścieniem wewnętrznym z jednym obrzeżem; 9/ - łożyska baryłkowe - są stosowane do przenoszenia dużych obciążeń poprzecznych i małych obciążeń wzdłużnych; 10/ - łożyska stożkowe /element toczny-wałki stożkowe/ - przeznaczone do przenoszenia obciążeń wzdłużnych; 11/ - łożyska igiełkowe - są stosowane do przenoszenia zmiennych, uderzeniowych obciążeń i ruchów oscylacyjnych. Są mało odporne na brak współosiowości czopa i gniazda. Łożyska toczne wałeczkowe

9
b) POŁĄCZENIA ZĘBATE – zaliczamy do nich przekładnie zębate.
Przekładnia zębata jest przekładnią utworzona przez zespół dwóch kół zębatych przenoszących ruch dzięki wzajemnemu zazębieniu się ich zębów. Przekładnie dzielimy na: 1) przekładnie czołowe: a) równoległe - w których osie symetrii współpracujących kół zębatych o zębach prostych, śrubowych lub strzałkowych są równoległe; b) stożkowe - w których osie symetrii współpracujących kół zębatych o zębach prostych, skośnych, łukowych lub strzałkowych przecinają się; 2) przekładnie śrubowe - w których zęby śrubowe jednego koła przy jego obrocie, wśrubowują się miedzy zęby koła współpracującego, powodują jego obrót wokół osi zorientowanej wichrowato względem osi koła pierwszego. W zależności od zamontowanych kół zębatych rozróżniamy: • walcowe przekładnie śrubowe, gdy zamontowane są koła zębate walcowe; przekładnie hipoidalne, gdy zamontowane są koła stożkowe; przekładnie ślimakowe.
 przekładnie czołowe: a) równoległe - w których osie symetrii współpracujących kół zębatych o zębach prostych, śrubowych lub strzałkowych są równoległe; b) stożkowe - w których osie symetrii współpracujących kół zębatych o zębach prostych, skośnych, łukowych lub strzałkowych przecinają się; 2) przekładnie śrubowe - w których zęby śrubowe jednego koła przy jego obrocie, wśrubowują. się miedzy zęby koła współpracującego, powodują jego obrót wokół osi zorientowanej. wichrowato względem osi koła pierwszego. W zależności od zamontowanych kół zębatych rozróżniamy: • walcowe przekładnie śrubowe, gdy zamontowane są koła zębate walcowe; przekładnie hipoidalne, gdy zamontowane są koła stożkowe; przekładnie ślimakowe.")
10
Przekładnie zębate czołowe:

11
Przekładnie zębate śrubowe:

12
Części składowe walcowego koła zębatego
Przekładnie zębate montowane na statkach powietrznych powinny spełniać następujące wymagania: powinien być zachowany właściwy luz międzyzębny połączeń; powinna być osiągnięta prawidłowość zazębienia kontrolowana przy pomocy tuszowania; powinien być zachowany właściwy luz czołowy i promieniowy bicia kół zębatych. Głównym elementem przekładni są koła zębate W kole zębatym wyróżniamy: Części składowe walcowego koła zębatego

13
Główne wymiary koła zębatego
Budowa zębów t - podziałka nominalna - odległość jednoimiennych /lewych lub prawych/ boków sąsiednich zębów; d - średnica podziałowa; m - moduł; m= t/3,14… z - liczba zębów; z= d/m dw - średnica wierzchołkowa; dp - średnica dna wrębów; hg - wysokość głowy zęba; hs - wysokość stopy zęba; g - łukowa grubość zęba na średnicy podziałowej; s – łukowa wielkość wrębu na średnicy podziałowej. Główne wymiary koła zębatego

14
Zagadnienie 2. Połączenia spoczynkowe

15
Nit składa się z łba, trzonu i zakuwki.
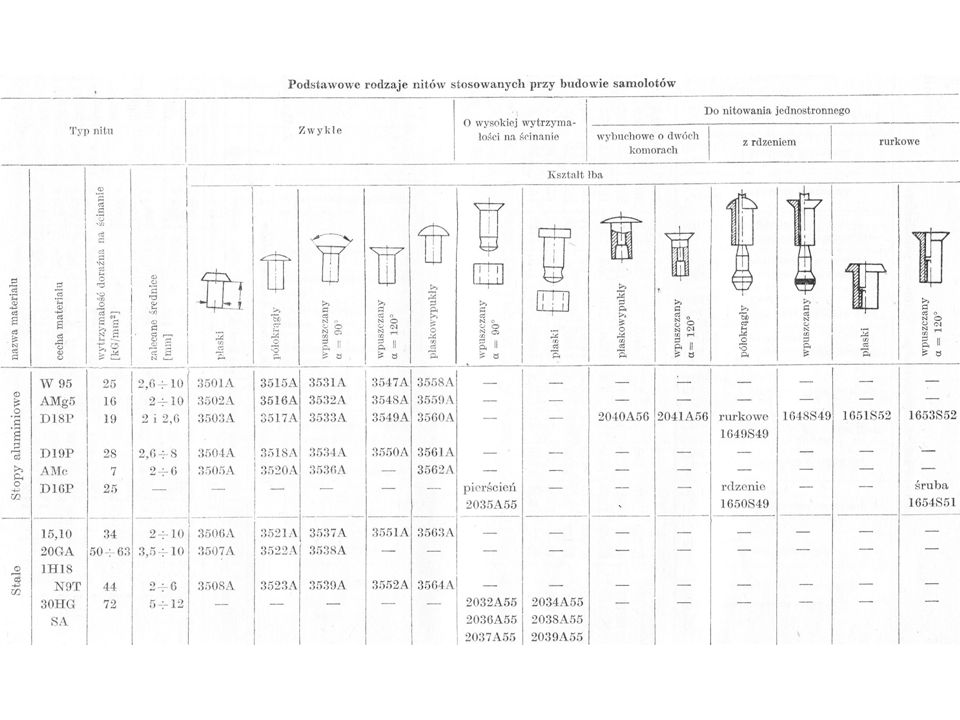
c) NITOWANIE (połączenie nierozłączne) - polega na połączeniu dwóch detali za pomocą nitów /szeregu nitów/ w postaci szwu nitowego, jedno- i wielorzędowego. Nit składa się z łba, trzonu i zakuwki. Rys. Zamykanie nitu /zakuwanie/ Nity zamyka się na: zimno - gdy średnica nitu wynosi do l0mm; w konstrukcjach SP stosowane są nity o znormalizowanych średnicach: 1; 1,4; 1,6; 2; 2,6; 3; 3,5; 4; 5; 6; 7; 8; 10mm. gorąco - gdy średnica nitu wynosi powyżej l0mm, /w budowie SP nie stosowane/.
 NITOWANIE (połączenie nierozłączne) - polega na połączeniu dwóch detali za pomocą. nitów /szeregu nitów/ w postaci szwu nitowego, jedno- i wielorzędowego. Nit składa się z łba, trzonu i zakuwki. Rys. Zamykanie nitu /zakuwanie/ Nity zamyka się na: zimno - gdy średnica nitu wynosi do l0mm; w konstrukcjach SP stosowane są nity o. znormalizowanych średnicach: 1; 1,4; 1,6; 2; 2,6; 3; 3,5; 4; 5; 6; 7; 8; 10mm. gorąco - gdy średnica nitu wynosi powyżej l0mm, /w budowie SP nie stosowane/.")
16
Rodzaje połączeń i szwów nitowych

17
Rodzaje nitów ze względu na kształt łba:
a) nit z łbem kulistym; b) nit z łbem płaskim; c) nit z łbem soczewkowym zwykłym; d) nit z łbem soczewkowym niskim; e) nit z łbem grzybkowym; f) nit z łbem trapezowym; g) nit rurkowy z łbem płaskim; h) nit rurkowy z łbem odwijanym; j) nit drążony z łbem płaskim; k) nit drążony z łbem grzybkowym.
 nit z łbem kulistym; b) nit z łbem płaskim; c) nit z łbem soczewkowym zwykłym; d) nit z łbem soczewkowym niskim; e) nit z łbem grzybkowym; f) nit z łbem trapezowym; g) nit rurkowy z łbem płaskim; h) nit rurkowy z łbem odwijanym; j) nit drążony z łbem płaskim; k) nit drążony z łbem grzybkowym.")
19
Rys. Sposób łączenia elementów nitem wybuchowym /nitowanie wykonuje się w
czasie ok. 3 s przykładając rozgrzaną do 250°C kolbę lutownicy do powierzchni łba nita/.

20
d) POŁĄCZENIA KLINOWE - należą do połączeń rozłącznych spoczynkowych
d) POŁĄCZENIA KLINOWE - należą do połączeń rozłącznych spoczynkowych. Połączenia te polegają na łączeniu dwóch elementów przy użyciu klinów mających dwie przeciwległe powierzchnie pochylone pod pewnym kątem. Połączenia klinowe dzielą się na: 1. wzdłużne - pochylenie klina 1:100, stosowane w łączeniu wałów z piastami kół zębatych i pasowych: a) wpuszczane - osadzane w rowkach wałów i piast; b) płaskie; c) wklęsłe; d) styczne - stosowane w połączeniach przenoszących duże momenty skręcające; 2. poprzeczne - służą do łączenia wałów za pośrednictwem tulei złącznej; e) stożkowe; 3. f) nastawcze - służące do ustalenia wzajemnego położenia nastawnych części maszyn.
 POŁĄCZENIA KLINOWE - należą do połączeń rozłącznych spoczynkowych. Połączenia te. polegają na łączeniu dwóch elementów przy użyciu klinów mających dwie przeciwległe. powierzchnie pochylone pod pewnym kątem. Połączenia klinowe dzielą się na: 1. wzdłużne - pochylenie klina 1:100, stosowane w łączeniu wałów z piastami kół zębatych i. pasowych: a) wpuszczane - osadzane w rowkach wałów i piast; b) płaskie; c) wklęsłe; d) styczne - stosowane w połączeniach przenoszących duże momenty skręcające; 2. poprzeczne - służą do łączenia wałów za pośrednictwem tulei złącznej; e) stożkowe; 3. f) nastawcze - służące do ustalenia wzajemnego położenia nastawnych części maszyn.")
21
Wpust: a) pryzmatyczny b) czółenkowy.
e) POŁĄCZENIA WPUSTOWE (połączenia rozłączne spoczynkowe) - polegają na łączeniu części za pomocą wpustów. Wpustami nazywamy części maszynowe posiadające dwie przeciwległe powierzchnie nie pochylone Wpusty dzielimy na: pryzmatyczne; czółenkowe. Wpust: a) pryzmatyczny b) czółenkowy.
 POŁĄCZENIA WPUSTOWE (połączenia rozłączne spoczynkowe) - polegają na łączeniu części za pomocą wpustów. Wpustami nazywamy części maszynowe posiadające dwie przeciwległe powierzchnie nie pochylone. Wpusty dzielimy na: - pryzmatyczne; - czółenkowe. Wpust: a) pryzmatyczny. b) czółenkowy.")
22
f) POŁĄCZENIA WIELOWYPUSTOWE - polegają na połączeniu czopa z piastą w wyniku
zazębienia się występów wykonanych na czopie z występami wykonanymi na piaście. W połączeniach wielowypustowych równoległych osiowanie piasty na wale może się odbywać na powierzchni: a) wewnętrznej o średnicy d; b) zewnętrznej o średnicy D;
 wewnętrznej o średnicy d; b) zewnętrznej o średnicy D;")
23
g) POŁĄCZENIA SWORZNIOWE - sworznie to krótkie walcowe wałki służące przeważnie do
łączenia różnych rodzajów przegubów. Sworzeń jest zwykle unieruchamiany w jednej z łączonych części przez wcisk i zabezpieczony kołkiem, lub zawleczką. Możliwe postacie sworzni

24
h) POŁĄCZENIA GŁADKIE WTŁACZANE - polegają na zaciśnięciu się zewnętrznego elementu łączonego na elemencie wewnętrznym. Stosuje się następujące sposoby połączeń: - wtłaczanie przy normalnej temperaturze otoczenia; - wtłaczanie z ogrzewaniem części obejmującej; - wtłaczanie z chłodzeniem części obejmowanej; wtłaczanie z jednoczesnym ogrzewaniem części obejmującej i chłodzeniem części obejmowanej; W silnikach lotniczych bez podgrzewania czy chłodzenia elementów połączenia wciskowego, można je kojarzyć tylko przy wciskach nie przekraczających 0,02-0,04mm - w przypadku gdy nie będzie zachodziła konieczność demontażu połączenia. Do ogrzewania części stosuje się wanny olejowe, do chłodzenia - lód z solą, suchy lód CO2, skroplony azot, skroplone powietrze. Łączenie części z grzaniem lub chłodzeniem zwiększa ich wytrzymałość i żywotność do 250%. i) POŁĄCZENIA ŚRUBOWE - są połączeniami kształtowymi, w których elementami złącza gwintowego są: 1) śruby; 2) nakrętki; 3) podkładki. Połączenia śrubowe muszą spełniać następujące wymagania: - połączenie powinno być pewne; - elementy gwintowe powinny mieć wysoką wytrzymałość zmęczeniową; - połączenia śrubowe winny zapewniać szczelność połączeń pracujących w ośrodku przepływających gazów lub paliw; - połączenia śrubowe nie mogą się samoczynnie luzować i odkręcać. W konstrukcji statku powietrznego stosujemy różne rodzaje śrub jak na rys.:
 POŁĄCZENIA ŚRUBOWE - są połączeniami kształtowymi, w których elementami złącza. gwintowego są: 1) śruby; 2) nakrętki; 3) podkładki. Połączenia śrubowe muszą spełniać następujące wymagania: - połączenie powinno być pewne; - elementy gwintowe powinny mieć wysoką wytrzymałość zmęczeniową; - połączenia śrubowe winny zapewniać szczelność połączeń pracujących w ośrodku. przepływających gazów lub paliw; - połączenia śrubowe nie mogą się samoczynnie luzować i odkręcać. W konstrukcji statku powietrznego stosujemy różne rodzaje śrub jak na rys.:")
25
Rodzaje łbów i zakończeń śrub i wkrętów

26
Najczęściej stosowane rodzaje nakrętek

27
W połączeniach lotniczych ze względu na duże drgania wszystkie śruby i nakrętki powinny
być zabezpieczone przed samoczynnym odkręceniem się przez stosowanie odpowiednich zabezpieczeń: a) przez zapunktowanie trzpienia śruby; b) stosowanie podkładki rozprężnej; c) stosowanie przeciwnakrętki; d) użycie zawleczki i nakrętki koronkowej; e) przy pomocy podkładki odginanej, którą zagina się na krawędź przedmiotu i nakrętki; f) przy pomocy podkładek zabezpieczających parę śrub;
 przez zapunktowanie trzpienia śruby; b) stosowanie podkładki rozprężnej; c) stosowanie przeciwnakrętki; d) użycie zawleczki i nakrętki koronkowej; e) przy pomocy podkładki odginanej, którą zagina się na krawędź przedmiotu i nakrętki; f) przy pomocy podkładek zabezpieczających parę śrub;")
28
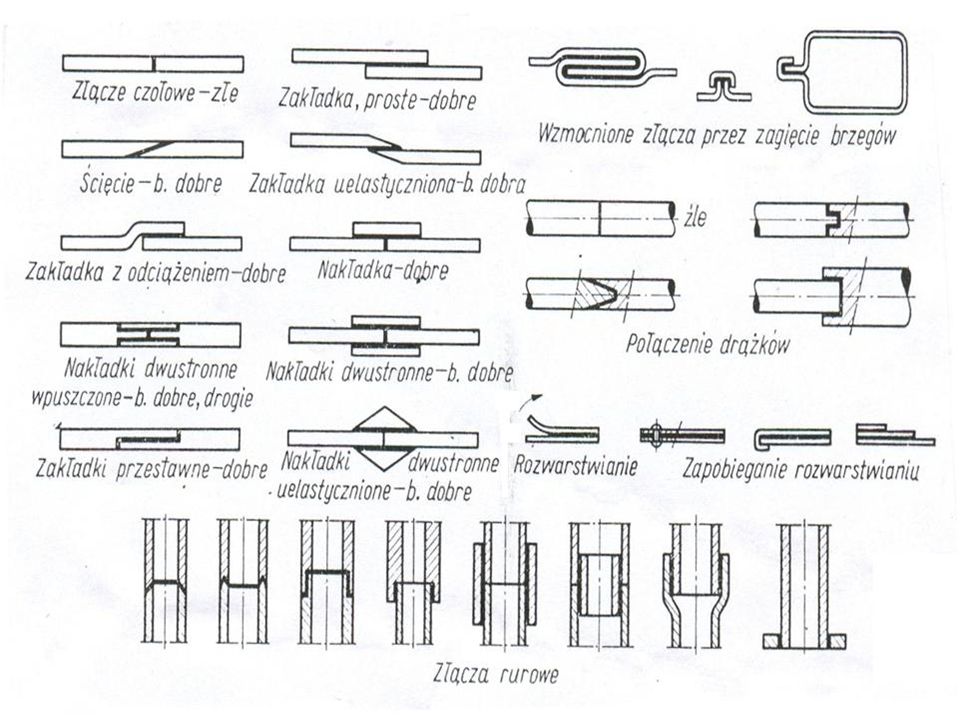
Kabiny ciśnieniowe SP wymagają
szczelnych połączeń, które uzyskuje się przez stosowanie materiałów uszczelniających w postaci past samowulkanizujących, kitów i taśm płóciennych pokrytych środkiem uszczelniającym. Przykładowe sposoby uzyskania szczelnych połączeń nitowych i śrubowych pokazują załączone rysunki.

29
Połączenia spoczynkowe nierozłączne
j) POŁĄCZENIA LUTOWANE - polegają na połączeniu dwóch metalicznych powierzchni za pomocą spoiwa w postaci prętów lub folii, którego temperatura topnienia jest niższa od temperatury topnienia materiałów łączonych. Rodzaje lutowania: a) lutowanie miękkie - dla którego temperatura topnienia lutu jest mniejsza od 300°C (w praktyce najczęściej °C), stosuje się przy niedużych naprężeniach w złączu (Rm= 5÷7kG/mm²) i niskiej temperaturze pracy. Luty miękkie to głównie stopy cyny (ok. 60%) i ołowiu (ok. 40%) oraz antymonu (do 2,5%). lutowanie twarde – spoiwa twarde mają temperaturę topnienia w zakresie °C /a nawet ponad 1000°C w przypadku tzw. lutów do spawania/, - są one stopami miedzi i cynku (mosiądze) lub miedzi, cynku i srebra; oraz luty specjalne */. Lutownie twarde w budowie turbinowych silników lotniczych znalazło zastosowanie do lutowania segmentów aparatów kierujących. Lutowanie wykonuje się w ten sposób, że lutowie układa się pomiędzy łączonymi częściami z luzem 0,02-0,08mm; a następnie przeprowadza grzanie w piecach próżniowych lub indukcyjnych. */ Przykładowo wg PN-64/M rozróżniamy spoiwo miedziane LMF8 o temp. topnienia 710°C; SMS1 (1070°C); czy mosiężne LM85 (1020°C); LM63 (910°C); LM48 (870°C); brązowe SB7 (1030°C); czy niklowe SNG2 (1450°C). Pierwsza litera L oznacza spoiwo do lutowania, a litera S – do spawania.
 POŁĄCZENIA LUTOWANE - polegają na połączeniu dwóch metalicznych powierzchni za pomocą spoiwa w postaci prętów lub folii, którego temperatura topnienia jest niższa od temperatury topnienia materiałów łączonych. Rodzaje lutowania: a) lutowanie miękkie - dla którego temperatura topnienia lutu jest mniejsza od 300°C (w praktyce najczęściej °C), stosuje się przy niedużych naprężeniach w złączu (Rm= 5÷7kG/mm²) i niskiej temperaturze pracy. Luty miękkie to głównie stopy cyny (ok. 60%) i ołowiu (ok. 40%) oraz antymonu (do 2,5%). lutowanie twarde – spoiwa twarde mają temperaturę topnienia w zakresie °C /a nawet ponad 1000°C w przypadku tzw. lutów do spawania/, - są one stopami miedzi i cynku (mosiądze) lub miedzi, cynku i srebra; oraz luty specjalne */. Lutownie twarde w budowie turbinowych silników lotniczych znalazło zastosowanie do lutowania segmentów aparatów kierujących. Lutowanie wykonuje się w ten sposób, że. lutowie układa się pomiędzy łączonymi częściami z luzem 0,02-0,08mm; a następnie przeprowadza grzanie w piecach próżniowych lub indukcyjnych. */ Przykładowo wg PN-64/M rozróżniamy spoiwo miedziane LMF8 o temp. topnienia 710°C; SMS1 (1070°C); czy mosiężne LM85 (1020°C); LM63 (910°C); LM48 (870°C); brązowe SB7 (1030°C); czy niklowe SNG2 (1450°C). Pierwsza litera L oznacza spoiwo do lutowania, a litera S – do spawania.")
30
k) POŁĄCZENIA ZGRZEWANE – polega na łączeniu materiałów (metali, tworzyw sztucznych) przez silne dociśnięcie do siebie łączonych elementów elektrodami zgrzewarki miedzy którymi przepływa prąd, bez ich podgrzania (zgrzewanie zgniotem, ultradźwiękowe), lub z uprzednim podgrzaniem miejsc łączenia do stanu plastyczności. Rozróżniamy następujące rodzaje zgrzewania: a) zgrzewanie oporowe (elektryczne) doczołowe - polega na łączeniu elementów na całej powierzchni styku. Dzieli się na: - zwarciowe - gdy elementy zgrzewane stykają się przez cały czas przepływu prądu; - iskrowe - gdy w chwili włączenia prądu elementy nie stykają się jeszcze i w czasie ich zbliżania do siebie zaczynają przeskakiwać łuki elektryczne, najpierw między wystającymi nierównościami powierzchni, potem na całej powierzchni (charakterystyczne snopy iskier), nadtapiając metal; b) zgrzewanie punktowe - polega na roztopieniu metalu za pomocą ciepła wydzielanego w jednym lub kilku punktach /kolejno lub równocześnie/ dociśniętych do siebie elementów elektrodami zgrzewarki miedzy którymi przepływa prąd; c) zgrzewanie garbowe - polega na roztopieniu metalu odpowiednich występów /tłoczonych w blasze i zwanych garbami/ części łączonych elementów za pomocą ciepła wydzielanego przez przepływający prąd elektryczny i siły ściskającej przyłożonej do płyt oporowych /elektrod/; d) zgrzewanie rolkowe - polega na roztopieniu metalu przy pomocy ciepła wydzielanego w styku miedzy zgrzewanymi elementami przy przepływie prądu elektrycznego i przyłożeniu siły dociskającej od obracających się elektrod krążkowych /rolek/, napędzanymi przez silnik elektryczny.
 zgrzewanie oporowe (elektryczne) doczołowe - polega na łączeniu elementów na całej powierzchni styku. Dzieli się na: - zwarciowe - gdy elementy zgrzewane stykają się przez cały czas przepływu prądu; - iskrowe - gdy w chwili włączenia prądu elementy nie stykają się jeszcze i w czasie ich zbliżania do siebie zaczynają przeskakiwać łuki elektryczne, najpierw między wystającymi nierównościami powierzchni, potem na całej powierzchni (charakterystyczne snopy iskier), nadtapiając metal; b) zgrzewanie punktowe - polega na roztopieniu metalu za pomocą ciepła wydzielanego w jednym lub kilku punktach /kolejno lub równocześnie/ dociśniętych do siebie elementów elektrodami zgrzewarki miedzy którymi przepływa prąd; c) zgrzewanie garbowe - polega na roztopieniu metalu odpowiednich występów /tłoczonych. w blasze i zwanych garbami/ części łączonych elementów za pomocą ciepła wydzielanego przez przepływający prąd elektryczny i siły ściskającej przyłożonej do płyt oporowych /elektrod/; d) zgrzewanie rolkowe - polega na roztopieniu metalu przy pomocy ciepła wydzielanego w styku miedzy zgrzewanymi elementami przy przepływie prądu elektrycznego i przyłożeniu siły dociskającej od obracających się elektrod krążkowych /rolek/, napędzanymi przez silnik elektryczny.")
31
Zgrzeiny: a) czołowa iskrowa; b) punktowa; c) garbowa
 czołowa iskrowa; b) punktowa; c) garbowa")
32
l) POŁĄCZENIA SPAWANE – jest to łączenie metali przez ich miejscowe stopienie z dodawaniem /lub bez/ spoiwa z tego samego materiału co materiał spawany. Rozróżniamy : a) spawanie gazowe - polega na stopieniu topnika w płomieniu gazowym powstałym wyniku spalania gazów /acetylenowo- tlenowych/ w temperaturze do 3200 °C; b) spawanie elektryczne łukowe - spawanie wykonywane jest łukiem elektrycznym powstałym między elektrodą metalową a detalem. Jako elektroda używany jest pręt metalowy z otuliną dla zabezpieczenia roztopionego metalu przed wpływem powietrza i dla wprowadzenia składnika stopowego do spoiny. Stosuje się do spawania elementów z aluminium technicznego o grubości s>l,2mm. c) spawanie elektryczne łukowe pod warstwą topnika - spawanie wykonywane jest łukiem elektrycznym powstałym między elektrodą metalową a detalem. Roztopiony metal ochraniany jest przed wpływem powietrza warstwą topnika. Stosuje się do spawania stali żaroodpornych o grubości s>3mm. d) spawanie elektryczne łukowe w osłonie argonu elektrodą nietopliwą wolframową – spawanie wykonywane jest łukiem elektrycznym powstałym między elektrodą wolframową a detalem. Roztopiony metal ochraniany jest przed wpływem powietrza argonem /helem/. Stosuje się do spawania stali żaroodpornych, nierdzewnych, stopowych o grubości s>0,5-2mm i stopów tytanu grubości s>0,5-3mm.
 spawanie gazowe - polega na stopieniu topnika w płomieniu gazowym powstałym wyniku. spalania gazów /acetylenowo- tlenowych/ w temperaturze do 3200 °C; b) spawanie elektryczne łukowe - spawanie wykonywane jest łukiem elektrycznym powstałym między elektrodą metalową a detalem. Jako elektroda używany jest pręt metalowy z otuliną dla zabezpieczenia roztopionego metalu przed wpływem powietrza i dla wprowadzenia składnika stopowego do spoiny. Stosuje się do spawania elementów z aluminium technicznego o grubości s>l,2mm. c) spawanie elektryczne łukowe pod warstwą topnika - spawanie wykonywane jest łukiem elektrycznym powstałym między elektrodą metalową a detalem. Roztopiony metal ochraniany jest przed wpływem powietrza warstwą topnika. Stosuje się do spawania stali żaroodpornych o grubości s>3mm. d) spawanie elektryczne łukowe w osłonie argonu elektrodą nietopliwą wolframową – spawanie wykonywane jest łukiem elektrycznym powstałym między elektrodą wolframową a detalem. Roztopiony metal ochraniany jest przed wpływem powietrza argonem /helem/. Stosuje się do spawania stali żaroodpornych, nierdzewnych, stopowych o grubości s>0,5-2mm. i stopów tytanu grubości s>0,5-3mm.")
33
e) spawanie elektryczne łukowe w osłonie dwutlenku węgla elektrodą topliwą - wykonywane łukiem elektrycznym między elektrodą topliwą a detalem. Roztopiony metal ochraniany jest przed wpływem powietrza dwutlenkiem węgla. Stosuje się do spawania stali żaroodpornych, nierdzewnych o grubości s> 0,8mm i stopów lekkich grubości s> 4mm; f) spawanie wiązka elektronów - wykonywane jest w komorach próżniowych za pomocą ciepła wydzielonego uporządkowanym strumieniem elektronów; g) spawanie ultradźwiękowe - wykonywane jest za pomocą energii sprężystej drgań wysokiej częstotliwości i przyłożenia do łączonych elementów siły statycznej. Stosuje się do spawania stali stopów miedzi i tytanu przy grubości połączenia s=0,1-l,0mm; h) spawanie laserowe - spawanie osiągane jest przez zmianę energii świetlnej lasera na energię cieplną. Stosuje się do spawania elementów przy grubości połączenia s<0,lmm; i) spawanie tarciowe - spawanie oparte jest na wykorzystaniu ciepła wydzielającego się przy tarciu dwu łączonych elementów. Przy zastosowaniu docisku wzdłużnego i nagłym zatrzymaniu ruchu następuje połączenie. Stosuje się do łączenia wałów z tarczami.
 spawanie wiązka elektronów - wykonywane jest w komorach próżniowych za pomocą. ciepła wydzielonego uporządkowanym strumieniem elektronów; g) spawanie ultradźwiękowe - wykonywane jest za pomocą energii sprężystej drgań wysokiej częstotliwości i przyłożenia do łączonych elementów siły statycznej. Stosuje się do spawania stali stopów miedzi i tytanu przy grubości połączenia s=0,1-l,0mm; h) spawanie laserowe - spawanie osiągane jest przez zmianę energii świetlnej lasera na energię cieplną. Stosuje się do spawania elementów przy grubości połączenia s<0,lmm; i) spawanie tarciowe - spawanie oparte jest na wykorzystaniu ciepła wydzielającego się przy tarciu dwu łączonych elementów. Przy zastosowaniu docisku wzdłużnego i nagłym zatrzymaniu ruchu następuje połączenie. Stosuje się do łączenia wałów z tarczami.")
34
Rodzaje spoin i połączeń spawanych

35
m) POŁĄCZENIA KLEJOWE - polegają na wprowadzeniu pomiędzy łączone powierzchnie cienkiej warstwy kleju grubości 0,1mm, który łączy te powierzchnie dzięki siłom adhezji. Połączenia klejowe dobrze pracują na ścinanie, ale są mało odporne na oddzieranie, tj. na siłę rozciągającą przyłożoną do krawędzi blachy prostopadle do powierzchni sklejanych. Na wytrzymałość połączenia klejowego składają się: - siły adhezji, tj. właściwość trwałego przywierania kleju do powierzchni klejonego materiału; - siły kohezji utwardzonego kleju, tj. wewnętrznej spoistości kleju; siły kohezji łączonego materiału. Połączenia klejowe wykonuje się sposobem: a) klejenia na zimno - nie wymaga ogrzewania, a proces utwardzania przebiega w temperaturze otoczenia przez odparowanie rozpuszczalnika, wody lub utwardzacza. b) klejenia na gorąco - polega na podgrzaniu łączonych elementów metalowych do temperatury ok. 110°C, co umożliwia rozprowadzenie kleju występującego w temperaturze otoczenia w stanie stałym, a następnie grzaniu w podwyższonej temperaturze (180°C), jednak mniej niż 200°C w celu utwardzenia połączenia. Kleje można podzielić na: - kleje pochodzenia naturalnego (skrobia, dekstryny, celuloza i jej pochodne); kleje syntetyczne (polioctan winylu, poliestry, poliuretany, żywice epoksydowe, mocznikowe, fenolowe, melaminowe, silikonowe); - kleje ciekłe (rozpuszczalnikowe, roztwory wodne, dyspersyjne, żywice ciekłe, monomery polimeryzujące); - kleje stałe (topliwe, w postaci taśm, błon klejących, pałeczek, proszków, żywic stałych, granulatów do rozpuszczania).
 klejenia na zimno - nie wymaga ogrzewania, a proces utwardzania przebiega w. temperaturze otoczenia przez odparowanie rozpuszczalnika, wody lub utwardzacza. b) klejenia na gorąco - polega na podgrzaniu łączonych elementów metalowych do. temperatury ok. 110°C, co umożliwia rozprowadzenie kleju występującego w temperaturze. otoczenia w stanie stałym, a następnie grzaniu w podwyższonej temperaturze (180°C), jednak mniej niż 200°C w celu utwardzenia połączenia. Kleje można podzielić na: - kleje pochodzenia naturalnego (skrobia, dekstryny, celuloza i jej pochodne); kleje syntetyczne (polioctan winylu, poliestry, poliuretany, żywice epoksydowe, mocznikowe, fenolowe, melaminowe, silikonowe); - kleje ciekłe (rozpuszczalnikowe, roztwory wodne, dyspersyjne, żywice ciekłe, monomery. polimeryzujące); - kleje stałe (topliwe, w postaci taśm, błon klejących, pałeczek, proszków, żywic stałych, granulatów do rozpuszczania).")
Podobne prezentacje