Pobierz prezentację
1
ZASTOSOWANIA Systemów wizyjnych

2
Śledzenie i kontrola produkcji w oparciu o systemy wizyjne
Systemy kontroli jakości opierają się na pomiarach i wyglądzie przedmiotu po obróbce. Duża seryjność produkcji powoduje, że potrzebne są urządzenia o dużej szybkości analizy obrazu, wielu narzędziach do pomiaru i rozpoznawania wad oraz współpracujące z urządzeniami automatyki na linii produkcyjnej. W systemach kontroli jakości występuje często konieczność bezdotykowej kontroli parametrów przedmiotu. Powyższe kryteria zmuszają producentów do stosowania zaawansowanych systemów wizyjnych zapewniających wykonanie w bardzo krótkim czasie wszystkich pomiarów oraz wymianę informacji z systemami automatyki.

3
Śledzenie i kontrola produkcji w oparciu o systemy wizyjne
Urządzenia systemów wizyjnych pozwalają na kontrolę: zgodności pomiarów z dokładnością do mikrometrów, wykrywanie pęknięć, rys itp. w strukturze zewnętrznej produktu, sprawdzanie stanu napełnienia i obecności produktu w opakowaniu, odczyt kodów kreskowych jedno- i dwuwymiarowych, odczyt dowolnych tekstów nadrukowanych i wytłaczanych, rozpoznawanie kolorów.

4
KONTROLA JAKOŚCI

5
KONTROLA JAKOŚCI Systemy kontroli jakości są wykorzystywane w wielu dziedzinach przemysłu (Motoryzacja, Opakowania, Farmacja, Kosmetyki, Elektronika, Tworzywa sztuczne) do kontroli jakości produkowanych elementów. Szczególnie przydatne są w produkcji wielkoseryjnej, taśmowej. Zautomatyzowanie procesu kontroli jakości pozwala na wytwarzanie produktów najwyższej klasy będących kluczem do sukcesu nowoczesnej firmy. Dzięki szybkości działania i niezawodności pozwalają na maksymalne wykorzystanie możliwości przerobowych nowoczesnych urządzeń produkcyjnych przyczyniając się do zwiększenia zysków firm.
 do kontroli jakości produkowanych elementów. Szczególnie przydatne są w produkcji wielkoseryjnej, taśmowej. Zautomatyzowanie procesu kontroli jakości pozwala na wytwarzanie produktów najwyższej klasy będących kluczem do sukcesu nowoczesnej firmy. Dzięki szybkości działania i niezawodności pozwalają na maksymalne wykorzystanie możliwości przerobowych nowoczesnych urządzeń produkcyjnych przyczyniając się do zwiększenia zysków firm.")
6
PRZYKŁADOWE APLIKACJE:
ABIS Kontrola produktów butelkowanych:

7
Zadanie diagnostyczne:
Kontrola produktu wykonywana jest w celu wykrycia błędu w nieprawidłowego napełnienia butelki oraz w celu oceny sposobu zamknięcia butelki kapslem. Zadanie diagnostyczne wykonywane jest w trakcie produkcji na przenośniku pracującym z wydajnością 400 do 600 butelek na minutę. Daje to w od 6 do 10 butelek na sekundę. Przy wydajności 10 butelek na sekundę czas potrzebny na wykonanie całego zadania równy jest 1/10 sekundy (100milisekund). Czas potrzebny na wykonanie jednego zadania mieści się w zakresie od 25 do 35 milisekund. Przełączenie pomiędzy zadaniami wynosi 2 milisekundy. Całkowity czas inspekcji obliczony dla dwóch zadań wynosi 74 milisekundy.
. Czas potrzebny na wykonanie jednego zadania mieści się w zakresie od 25 do 35 milisekund. Przełączenie pomiędzy zadaniami wynosi 2 milisekundy. Całkowity czas inspekcji obliczony dla dwóch zadań wynosi 74 milisekundy.")
8
Kontrola szczelin w ryzie papieru:
Przy produkcji papieru kontrolowane są szczeliny w ryzach, które mogą być spowodowane np. skrawków papieru, które dostały się do ryz w operacji cięcia. Skrawki takie niszczą powierzchnie papieru co znacznie obniża konkurencyjność produktu.

9
Diagnostyka stanu gwintu w izolatorach:
Diagnostyka prowadzona jest w celu wykrycia powierzchni uszkodzonych na gwincie izolatorów ceramicznych. Na gwincie mogą wystąpić ubytki materiału lub zniekształcenia kształtu gwintu eliminujące produkt. Kształt gwintu oceniany jest przez narzędzia pomiarowe przy pomocy których mierzone są odległości pomiędzy rowkami gwintu. Powierzchnie z ubytkami rozpraszają światło dzięki czemu możliwe jest wykrycie wadliwego produktu.

10
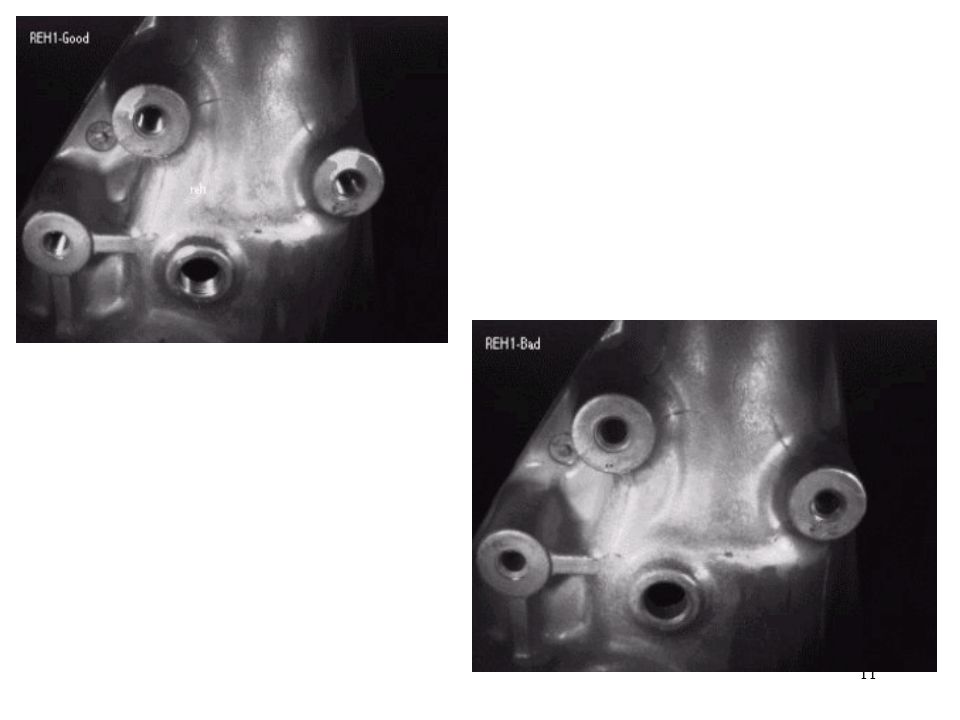
Diagnostyka gwintów: Na obudowie skrzyni biegów kontrolowane są gwinty w otworach do mocowania skrzyni. Zadanie diagnostyczne polega na końcowej weryfikacji otworów pod względem wykonania w nich gwintu. Zadanie wykonywane jest przy wykorzystaniu jednej kamery i oświetleniu z kilku źródeł korpusu skrzyni. Zadanie wykonywane jest przy wykorzystaniu narzędzia do pomiaru intensywności światła w otworach. Powierzchnia wewnętrzna otworu bez gwintu widoczna na drugim rysunku nie odbija światła i widoczna jest jako ciemny punkt. Ocena ilości światła odbitego przez powierzchnię gwintową jest podstawą do oceny prawidłowego wykonania korpusu.

12
W elemencie montowanym w systemach hamulcowych kontrolowana jest jakość gwintów. Warunkiem poprawnego wykonania elementu jest wykonanie co najmniej czterech stopni gwintu w każdym z otworów. Element jest obracany przed kamerą w taki sposób aby możliwe było kontrolowanie każdego z otworów. Stopnie gwintu zliczane są przez narzędzie pomiarowe umożliwiające liczenie przejść pomiędzy jasnymi i ciemnymi elementami gwintu widocznymi na zdjęciu z kamery.

13
Współpraca kamer z układami sterowania:

14
Na zdjęciu widoczna jest kamera zamontowana na robocie ABB
Na zdjęciu widoczna jest kamera zamontowana na robocie ABB. Zadanie diagnostyczne polega na zbadaniu kilkunastu parametrów silnika produkowanego na tej linii. Zadaniem robota jest pozycjonowanie kamery nad kolejnymi elementami silnika. Kamera na podstawie przygotowanego programu diagnostycznego przeprowadza inspekcję kolejnych elementów. Po wykonaniu zadania diagnostycznego przesyła informację do robota o gotowości do wykonania następnego zadania. Informacje i wyniku pomiarów i kontroli kolejnych elementów mogą przesyłane są do bazy danych w celu tworzenia historii produktu.

15
Przykłady: ABIS http://www.abis.krakow.pl/index.aspx
SKK – Wizyjne systemy jakości Omron - Systemy wizyjne PIAP – Przemysłowy Instytut Automatyki i Pomiarów vvvTec








 - zasilających - sterujących - wykrywających zagrożenia (ostrzegawczych->")












