Pobierz prezentację
This is a modal window.
1
Metody kształtowania wyrobów metalowych
Odlewanie Obróbka plastyczna Metalurgiaproszków

2
1. Odlewanie Odlewanie polega na wlaniu ciekłego metalu lub stopu do formy, która ma kształt gotowego wyrobu lub półwyrobu. W ten sposób otrzymuje się gotowe wyroby – odlewy lub półwyroby – wlewki. Wlewki są następnie przerabiane plastycznie. Metody odlewania: · W formach piaskowych (ceramicznych) · W formach metalowych Przedmioty wykonane wyłącznie na drodze odlewania są najtańsze, lecz mają więcej wad i gorsze właściwości mechaniczne niż przedmioty wytworzone innymi metodami. Przykłady elementów odlewanych: klocki hamulcowe, pierścienie tłokowe, cylindry silników, korpusy maszyn, duże panewki, pomniki. Budowa wlewka: ziarna metalu o różnym kształcie i wielkości, porowatość, jama usadowa, cząstki żużla, segregacja wtrąceń niemetalicznych, składu chemicznego i właściwości mechanicznych
 · W formach metalowych. Przedmioty wykonane wyłącznie na drodze odlewania są najtańsze, lecz mają więcej wad i gorsze właściwości mechaniczne niż przedmioty wytworzone innymi metodami. Przykłady elementów odlewanych: klocki hamulcowe, pierścienie tłokowe, cylindry silników, korpusy maszyn, duże panewki, pomniki. Budowa wlewka: ziarna metalu o różnym kształcie i wielkości, porowatość, jama usadowa, cząstki żużla, segregacja wtrąceń niemetalicznych, składu chemicznego i właściwości mechanicznych.")
3
Posąg Neptuna na Długim Targu w Gdańsku

4
pory Przekrój fragmentu odlewu Instalacja wodna wewnątrz posągu

5
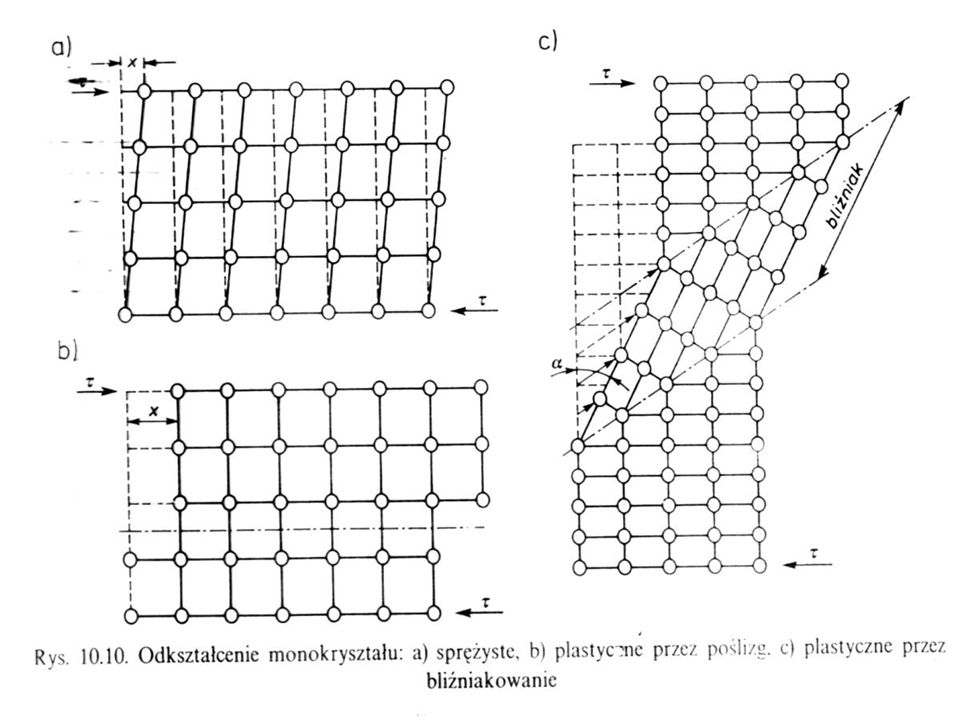
2. Obróbka plastyczna – rodzaj obróbki, w czasie której ukształtowanie materiału, zmianę jego właściwości i struktury osiąga się przez odkształcenie plastyczne. 2.1. Podstawy teoretyczne ODKSZTAŁCENIE SPRĘŻYSTE Naprężenia mniejsze niż granica sprężystości powodują nietrwałe, sprężyste odkształcenie metalu. Położenie atomów względem siebie nie zmienia się. Zmienia się natomiast odległość między atomami. Po usunięciu naprężenia, atomy wracają do pierwotnego położenia. Odkształcenie zanika. ODKSZTAŁCENIE PLASTYCZNE Przy naprężeniach większych niż granica plastyczności, metal odkształca się trwale – plastycznie. Odkształcenie plastyczne zachodzi przez poślizg lub bliźniakowanie. Obecność wad (dyslokacji) w sieci metalu ułatwia odkształcenie plastyczne.
 w sieci metalu ułatwia odkształcenie plastyczne.")
7
UMOCNIENIE Odkształcenie plastyczne w temperaturze pokojowej zmienia właściwości mechaniczne materiałów metalowych; materiały umacniają się. Gniot (stopień gniotu) = (A0 – A)/A0 x 100%, A0 – początkowe pole przekroju poprzecznego materiału, A – pole przekroju po odkształceniu
 = (A0 – A)/A0 x 100%, A0 – początkowe pole przekroju poprzecznego materiału, A – pole przekroju po odkształceniu.")
8
PĘKANIE Po osiągnięciu maksymalnego umocnienia materiał pęka
PĘKANIE Po osiągnięciu maksymalnego umocnienia materiał pęka. Wiązania między atomami ulegają zerwaniu, a części materiału – oddzielone od siebie. Złom kruchy – bez wyraźnych Złom ciągliwy - poprzedzony odznak odkształcenia plastycznego odkształceniem plastycznym. Pęknięcia rozwijają się szybko Pęknięcia rozwija się stopniowo.

9
REKRYSTALIZACJA - proces przywracania zgniecionemu materiałowi struktury i właściwości, które posiadał przed obróbką plastyczną

10
Temperatura rekrystalizacji Tr jest cechą charakterystyczną każdego metalu. Zależy również od stopnia gniotu. Przykłady Tr: Fe 450ºC, Cu 200ºC, Mo 900ºC, Pb, Sn < 20ºC Obróbkę plastyczną metali można prowadzić w temperaturach niższych lub wyższych od Tr. Obróbka w temperaturach niższych nazywa się obróbką plastyczną na zimno, w temperaturach wyższych – obróbką plastyczną na gorąco. Obróbka na zimno powoduje umocnienie materiałów metalowych, natomiast obróbka na gorąco nie powoduje umocnienia. Po obróbce plastycznej na zimno można przeprowadzić obróbkę cieplną, polegającą na nagrzaniu odkształconego metalu do temperatury wyższej niż Tr, wygrzaniu w tej temperaturze przez pewien czas, a następnie ochłodzeniu. Zabieg ten nazywa się wyżarzaniem rekrystalizujacym i powoduje zanik umocnienia metalu.

11
2.2. Obróbka plastyczna na gorąco
Charakterystyka procesu: Temperatura procesu jest wyższa od temperatury rekrystalizacji, zwykle o 100ºC Brak umocnienia Metody: walcowanie, kucie, wyciąganie, spęczanie Wyroby: blachy, pręty, kształtowniki (np. szyny kolejowe) Kąt chwytu walców Schemat walcowania
 Kąt chwytu walców. Schemat walcowania.")
12
Kształtowanie zaworu silnika samochodowego: A - surowy pręt, B – trzonek (wyciąganie), C – głowa (spęczanie), D – obróbka końcowa (skrawanie)
, C – głowa (spęczanie), D – obróbka końcowa (skrawanie)")
13
2.3. Obróbka plastyczna na zimno
Charakterystyka procesu Temperatura procesu jest niższa od temperatury rekrystalizacji Umocnienie materiału. Przykład blachy stalowej walcowanej na zimno: Stan Rm Półtwardy (Z = 25 %) N/mm2 Twardy (Z = 50 %) N/mm2 Wyżarzony N/mm2 Metody: walcowanie, kucie, wyciąganie, spęczanie, gięcie Wyroby: taśmy, blachy i pręty o dokładnym wykończeniu powierzchni i podwyższonej wytrzymałości
 500 N/mm2. Twardy (Z = 50 %) 650 N/mm2. Wyżarzony 300 N/mm2. Metody: walcowanie, kucie, wyciąganie, spęczanie, gięcie. Wyroby: taśmy, blachy i pręty o dokładnym wykończeniu powierzchni i podwyższonej wytrzymałości.")
14
Kształtowanie śruby – spęczanie końca pręta
Zapory wypychacza stempel Kształtowanie śruby – spęczanie końca pręta

15
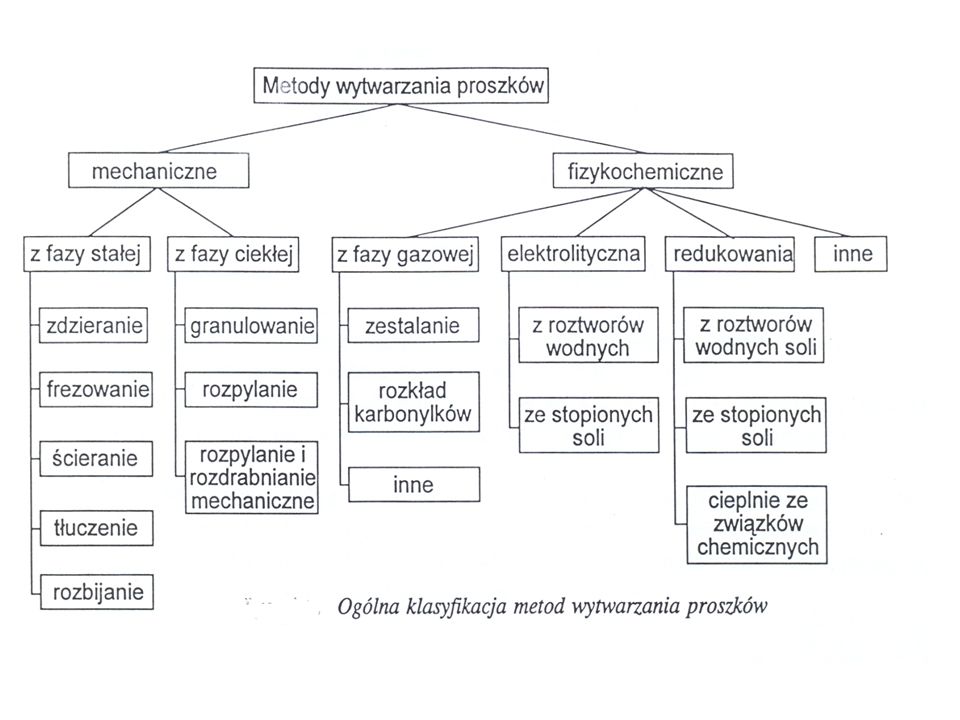
3. Metalurgia proszków Metalurgia proszków jest dziedziną techniki, obejmującą metody wytwarzania proszków metali lub ich mieszanin z proszkami niemetali oraz otrzymywania wyrobów z tych proszków bez konieczności roztapiania głównego składnika. Etapy procesu kształtowania wyrobów/materiałów spiekanych (spieków): Wytworzenie proszku metalu: rozdrabnianie mechaniczne, rozpylanie ciekłego metalu, osadzanie na elektrodach z roztworu soli metalu, redukcja tlenków metalu Przygotowanie proszków Formowanie wyprasek i spiekanie Obróbka wykańczająca (skrawanie, obróbka plastyczna, obróbka cieplna)
: Wytworzenie proszku metalu: rozdrabnianie mechaniczne, rozpylanie ciekłego metalu, osadzanie na elektrodach z roztworu soli metalu, redukcja tlenków metalu. Przygotowanie proszków. Formowanie wyprasek i spiekanie. Obróbka wykańczająca (skrawanie, obróbka plastyczna, obróbka cieplna)")
17
Przykłady kształtów proszków metali: Hametag – rozdrabnianie mechaniczne w młynach, RZ – proszek rozpylany i poddany utlenianiu lub redukcji, Redukowany – proszek metalu trudnotopliwego otrzymany przez redukcję tlenków lub soli metalu, karbonylkowy, np. Fe(CO)5, otrzymany w wyniku działania tlenku węgla na rudę lub złom metalu
5, otrzymany w wyniku działania tlenku węgla na rudę lub złom metalu.")
18
Formowanie wyprasek polega na poddaniu proszku ściskaniu w zamkniętej przestrzeni, w wyniku czego następuje jego zagęszczenie. Metody formowania na zimno obejmują m.in.: prasowanie w zamkniętych matrycach, prasowanie w komorach wysokociśnieniowych, wibracyjne zagęszczanie proszków, walcowanie proszków, kucie proszków

19
Schemat prasowania jednostronnego proszków: 1 – stempel górny, 2 – matryca, 3 – proszek, 4 – stempel dolny

20
Spiekanie jest operacją technologiczną, której poddaje się wypraskę lub luźno zasypane ziarna proszku, polegającą na złączeniu poszczególnych ziaren proszku w kompozyt o określonych właściwościach mechanicznych i fizykochemicznych w wyniku wygrzewania w temperaturze niższej od temperatury topnienia głównego składnika. Spiekanie może przebiegać jako: swobodne, pod działaniem siły, tj. połączone z formowaniem zapewniającym określony kształt , np. w wyniku prasowania, walcowania i kucia proszków na gorąco.

21
Uproszczony schemat produkcji masowej wyrobów spiekanych z żelaza i stali: a) wytwarzanie proszków, b) przygotowanie proszków, c) formowanie wstępne i spiekanie, d) obróbka wykańczająca
 wytwarzanie proszków, b) przygotowanie proszków, c) formowanie wstępne i spiekanie, d) obróbka wykańczająca")
22
Wyroby spiekane: Wyroby porowate, np. łożyska ślizgowe, filtry Wyroby o złożonym kształcie, np. małe koła zębate, dźwignie, krzywki Wyroby bardzo twarde, np. ogniotrwałe, wykonane z tlenków, węglików, azotków: elementy grzejne, świece do silników spalinowych, tygle do topienia metali Kompozyty, których nie można wytworzyć inną metodą, np. szczotki do silników elektrycznych (Cu + grafit)
")
23
Zalety technologii: brak odpadów ograniczenie obróbki skrawaniem możliwy jest złożony kształt wyrobów dowolny skład chemiczny krótki cykl produkcyjny Wady technologii: niska wytrzymałość wysoki koszt produkcji małe wymiary ograniczone możliwości konstrukcji matryc


















>")


