Pobierz prezentację
1
ODLEWANIE PRECYZYJNE JAKO NOWOCZESNE METODY WYTWARZANIA CZĘŚCI MASZYN I SZTUKI UŻYTKOWEJ

2
PLAN WYKŁADU Wprowadzenie Podział metod odlewania precyzyjnego
Metoda wytapianych modeli (metoda traconego wosku) Charakterystyka odlewów Proces technologiczny wykonania odlewów metodą wytapianych modeli: - odlewnictwo przemysłowe, - odlewnictwo artystyczne i jubilerskie Mechanizacja i automatyzacja procesu Aspekty ochrony środowiska i perspektywy rozwoju
 Charakterystyka odlewów. Proces technologiczny wykonania odlewów metodą wytapianych modeli: - odlewnictwo przemysłowe, - odlewnictwo artystyczne i jubilerskie. Mechanizacja i automatyzacja procesu. Aspekty ochrony środowiska i perspektywy rozwoju.")
3
WPROWADZENIE wykonywanie odlewów o małych tolerancjach wymiarowych,
Odlewanie precyzyjne to: wykonywanie odlewów o małych tolerancjach wymiarowych, wykonywanie odlewów małej chropowatości surowej powierzchni odwzorowanej przez formę, wyeliminowanie lub znaczne ograniczenie obróbki skrawaniem, ograniczone zużycie materiałów formierskich.

4
METODY ODLEWANIA PRECYZYJNEGO
METODA WYTAPIANYCH MODELI (METODA TRACONEGO WOSKU) METODA SHAWA ODLEWANIE W FORMY GIPSOWE ODLEWANIE W FORMY SKORUPOWE ODLEWANIE CIŚNIENIOWE
 METODA SHAWA. ODLEWANIE W FORMY GIPSOWE. ODLEWANIE W FORMY SKORUPOWE. ODLEWANIE CIŚNIENIOWE.")
5
Klasy chropowatości powierzchni w różnych metodach odlewania
Rodzaj metody Klasa chropowatości C10 C20 C40 C80 C160 C320 Odlewanie ciśnieniowe + Metoda Shawa + Metoda wytapianych modeli Odlewanie do form skorupowych Odlewanie kokilowe Odlewanie do form piaskowych

6
METODA WYTAPIANYCH MODELI
W odlewnictwie precyzyjnym największe znaczenie przemysłowe i przy wytwarzaniu odlewów artystycznych posiada metoda wytapianych modeli woskowych

7
Charakterystyka odlewów
Odlewy o małej masie: od kilku g do 20kg Ze wszystkich stopów metali Odlewy o bardzo skomplikowanych kształtach! Części maszyn Artystyczne Jubilerskie Odlewy specjalne: krzepnące kierunkowo – łopatki turbin endoprotezy, narzędzia chirurgiczne

15
FORMA Z MODELEM WOSKOWYM I RDZENIEM
Rdzennik Zbrojenie Rdzeń Model woskowy Forma Wlew główny

16
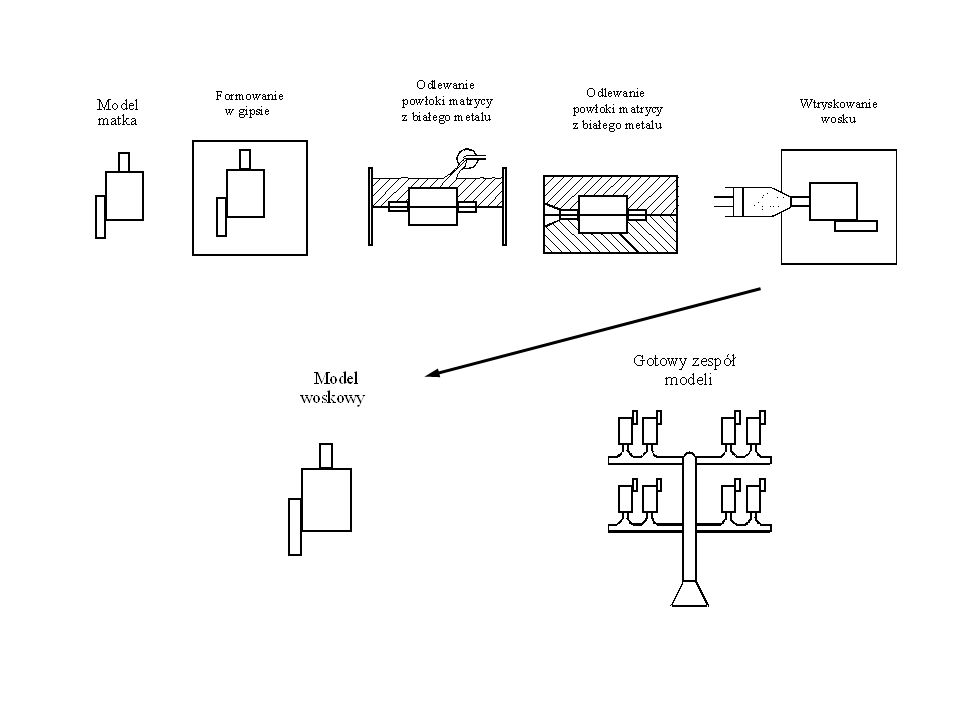
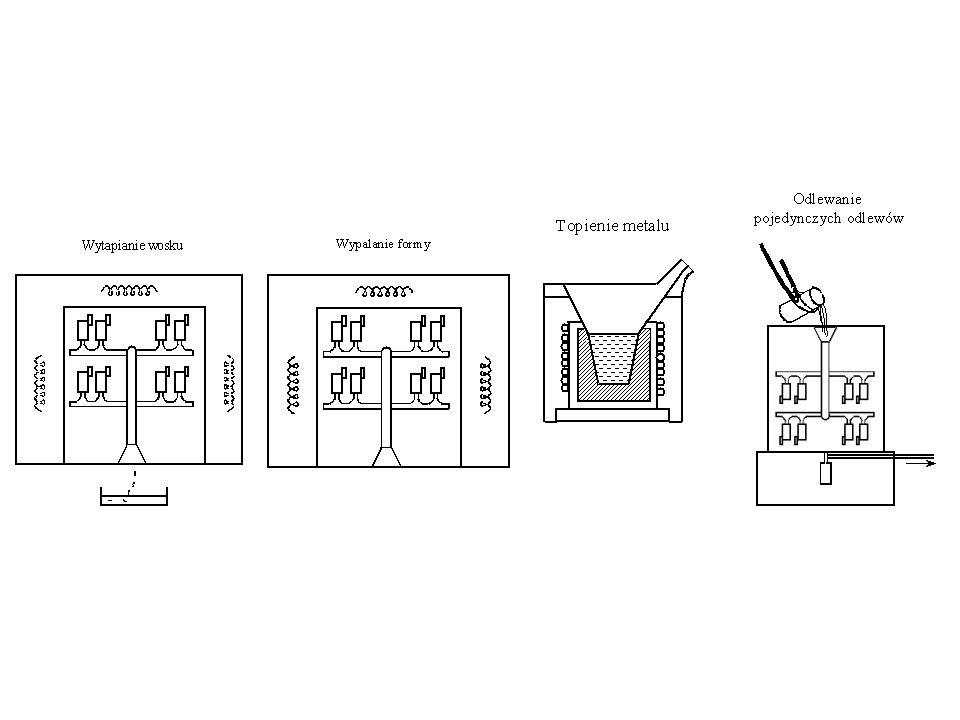
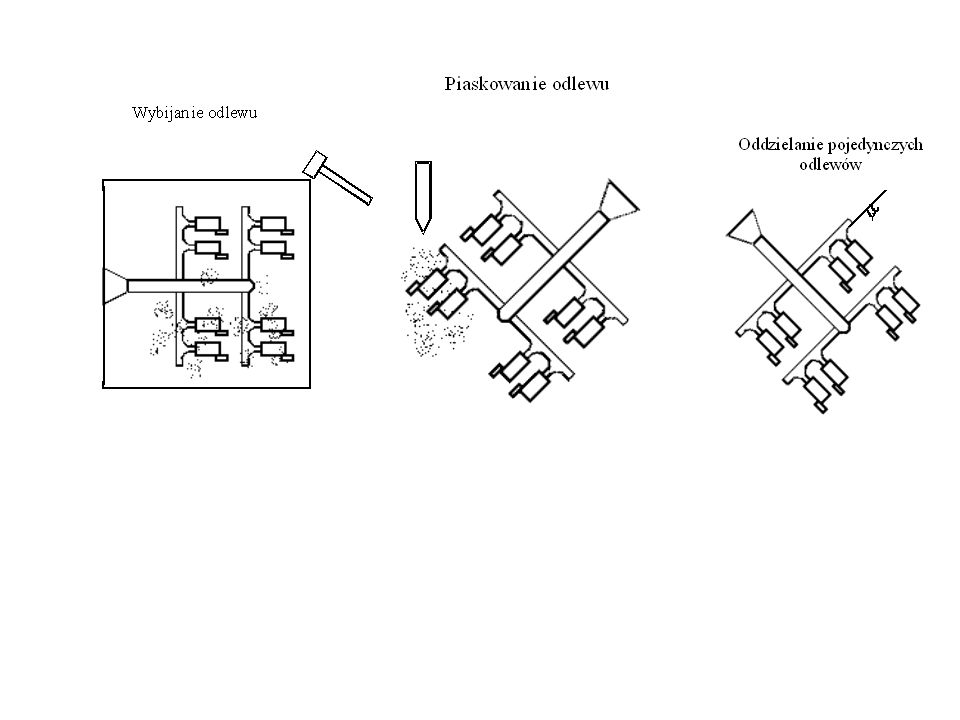
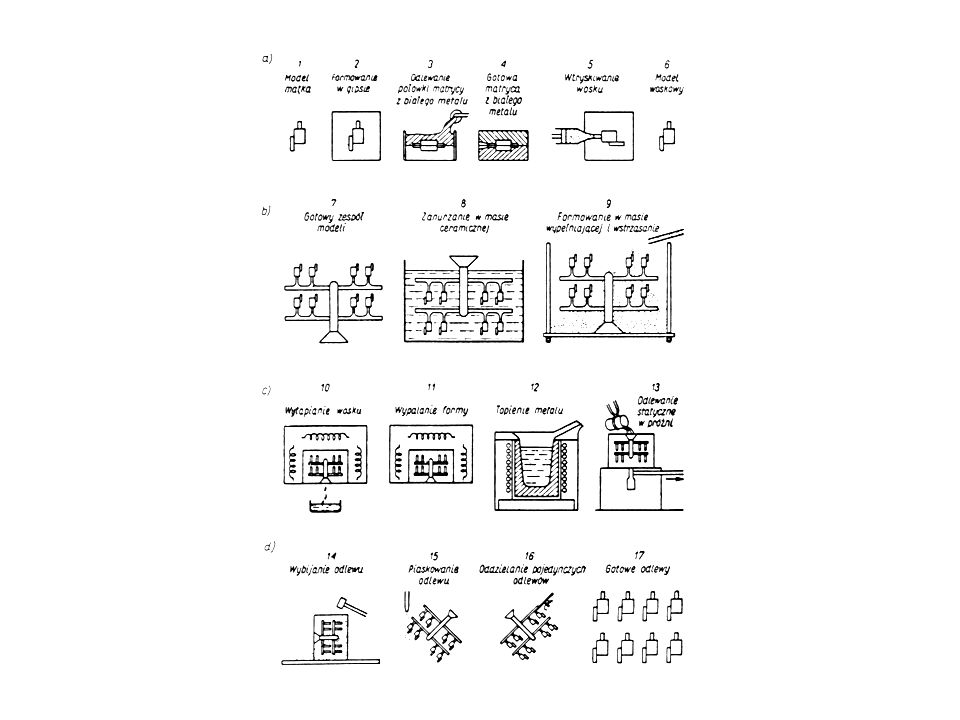
Proces technologiczny wykonania odlewu metodą wytapianych modeli
Opracowanie projektu technologicznego Wykonanie matrycy do wykonywania modeli Wykonanie modelu Wykonanie zestawu modelowego Wykonanie formy Wytapianie modeli Suszenie i wyżarzanie formy Zalewanie formy ciekłym metalem Wybicie odlewu z formy i oczyszczenie odlewu Kontrola jakości i obróbka końcowa

17
RP (rapid prototyping)
model z żywicy

18
WYKONANIE MATRYCY MODELOWEJ
O sposobie wykonania matrycy decyduje: rodzaj odlewu, wielkość produkcji. Wykonuje się matryce: metalowe z kauczuków silikonowych z gumy wulkanizowanej

19
MATRYCE METALOWE Sposoby wykonywania matryc: obróbka mechaniczna,
odlewanie metodą Shawa Rapid Prototyping System (RPS): Stereolithography
: Stereolithography.")
20
MATRYCE KAUCZUKOWE WYKONANIE:
STOSOWANE WYŁĄCZNIE W ODLEWNICTWIE ARTYSTYCZNYM WYKONANIE: ODLEWANIE KAUCZUKÓW Z UŻYCIEM „MODELU MATKI”

21
WYKONANIE MATRYCY KAUCZUKOWEJ: 1
WYKONANIE MATRYCY KAUCZUKOWEJ: 1. Nałożenie plasteliny na pierwszą połowę modelu Plastelina grubości 5-6 mm Model układu wlewowego np. z drewna dla kauczuku silikonowego

22
WYKONANIE MATRYCY KAUCZUKOWEJ: 2
WYKONANIE MATRYCY KAUCZUKOWEJ: 2. Nałożenie plasteliny na drugą połowę modelu Model układu wlewowego dla kauczuku silikonowego Prowadnice

23
ODLANIE MATRYCY KAUCZUKOWEJ
Układ wlewowy dla kauczuku silikonowego Model przelewu Kauczuk silikonowy Kanaliki odpowietrzające Szpilki lub podpórki dla modelu M

24
MATRYCA DO WYKONYWANIA MODELI SOWY

25
MATRYCA DO WYKONYWANIA MODELI SOWY
POŁOWA FORMY GIPSOWEJ WKŁADKA KAUCZUKOWA

26
MODEL SOWY MATRYCA Z MODELEM SOWY

27
FORMA Z MODELEM WOSKOWYM I RDZENIEM
Rdzennik Zbrojenie Rdzeń Model woskowy Forma Wlew główny

28
Skurcz modeli Temperatura wtrysku o wymiarach 15-100mm [0C] [%]
Udział ciężarowy [%] Temperatura wtrysku [0C] Skurcz modeli o wymiarach 15-100mm [%] Poli-etylen Para-fina Stea-ryna Cere-zyna Etylo-celuloza Kala-fonia Wosk pszczeli Poli-styren 70 30 - - - - - - 42 0,2-0,4 50 50 - - - - - - 43 0,5-0,7 30 70 - - - - - - 44 0,7-0,9 70 25 - 5 - - - - 50 0,3-0,5 25 65 - 10 - - - - 52-55 0,2-0,4 - 83 - 17 - - - - 55 0,3-0,5 85 - - - - - - 15 56-58 0,7-0,9 27 - - 23 45 5 - - - - 20 70 10 - - - - - - 0,9 - - 20 - 50 - 30 - - 0,9-1,0 - - 18 - 80 - - 2 83-87 0,65
![Skurcz modeli Temperatura wtrysku o wymiarach mm [0C] [%]](http://slideplayer.pl/slide/2265589/8/images/28/Skurcz+modeli+Temperatura+wtrysku+o+wymiarach+mm+%5B0C%5D+%5B%25%5D.jpg "Udział ciężarowy [%] Temperatura wtrysku. [0C] Skurcz modeli. o wymiarach mm. [%] Poli-etylen. Para-fina. Stea-ryna. Cere-zyna. Etylo-celuloza. Kala-fonia. Wosk pszczeli. Poli-styren ,2-0, ,5-0, ,7-0, ,3-0, ,2-0, ,3-0, ,7-0, , ,9-1, ,65.")
30
Woskowe zestawy modelowe

32
USUWANIE MODELI Z FORMY
WYTAPIANIE: w wodzie w gorącym powietrzu w parze wodnej 2. WYPALANIE modeli z tworzywa sztucznego 3. ROZPUSZCZANIE modeli z soli w wodzie

33
Wyżarzanie formy

39
Zmechanizowany system wytwarzania form: 1 – przenośnik zestawów modelowych,
2 – stanowisko nanoszenia powłok, 3 – przenośni do suszenia form, 4 – suszenie końcowe, 5 – wytapianie modeli

40
5-osiowy robot do nanoszenia powłok ceramicznych