Pobierz prezentację
1
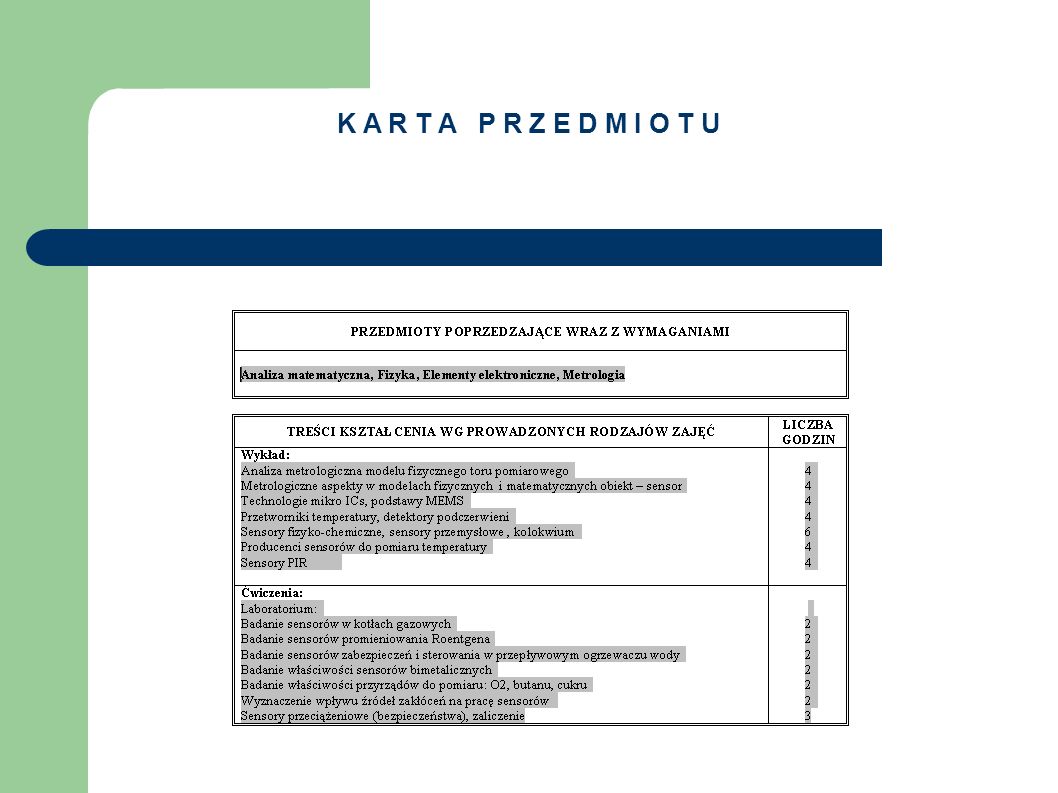
autor dr inż. Andrzej Rylski MIERNICTWO PRZEMYSŁOWE 1. K A R T A P R Z E D M I O T U 2. Analiza metrologiczna modelu fizycznego toru pomiarowego

2
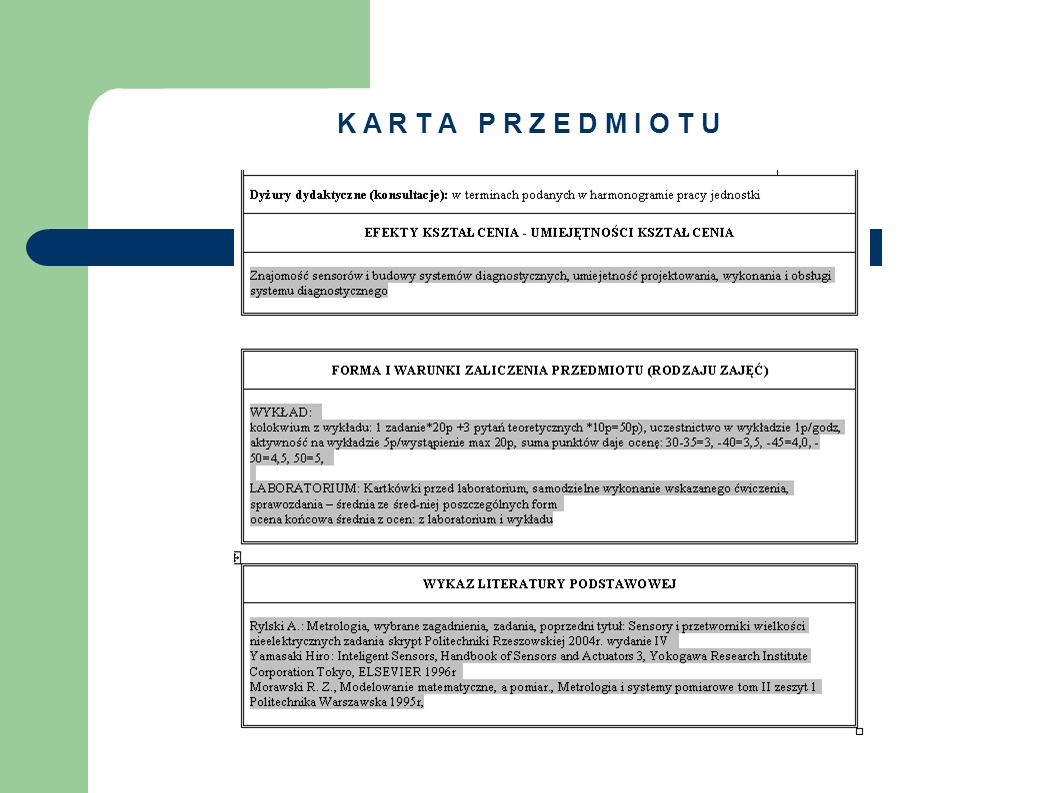
K A R T A P R Z E D M I O T U

5
Program: 1.błędy w procesie porcjowania, 2.błędy systematyczne podczas konfekcjonowania wagą z odczytem cyfrowym, 3.analiza toru pomiarowo - obliczeniowego wagi cyfrowej 4.metrologiczny opis toru pomiaru masy 5.analiza doboru dokładności zaokrąglania błędów dla obliczenia wartości, 6.analiza błędów toru pomiaru masy, 7.analiza błędów toru obliczenia wartości 8.rozwiązanie zadań z procesu ważenia wagą o szczegółowym opisie błędów i dla wagi ANGEL15MX Analiza metrologiczna modelu fizycznego toru pomiarowego

6
Literatura: 1.Rylski A., Sensory i przetworniki wielkości nieelektrycznych - zadania, str. 47 – 85 skrypt, Wydawnictwa Politechniki Rzeszowskiej 1994, 2.Rylski A., Metrologia - wybrane zagadnienia. Zadania, str.47- 85, skrypt Wydanie III, Wydawnictwa Politechniki Rzeszowskiej 2004, 3.Rylski A., Metrologia II prąd zmienny, str.218- 239, skrypt, Wydawnictwa Politechniki Rzeszowskiej 2004 Analiza metrologiczna modelu fizycznego toru pomiarowego

7
1.1 Błędy w procesie porcjowania Zadanie 1. Obliczyć możliwe straty poniesione w czasie porcjowania herbaty o wartości 40zł/kg, jeżeli szybkość konfekcjonowania wynosi 100 kg/h. Pomiaru dokonywano wagą o błędzie nieczułości 0,1 dag i dokładności w = 0,01%, odważnikami 10 dag klasy 0,1 %. Dane: Waga m ncw = 0,1 dag = 0,001 kg w = 0,01% Odważnik m = 0,1 kg, kl = 0,1 % m kl = kg Masa jednostkowam j = 10 dag = 0,1 kg Szybkość porcjowaniam c1 = 100 kg/h Cena 1 kg herbatyc j = 40 zł/kg

8
1.1 Błędy w procesie porcjowania Zadanie 1. Rozwiązanie Błąd w pomiarze 0,1 kg herbaty Błąd w konfekcjonowaniu 100 kg herbaty Maksymalne straty w ciągu 1h Maksymalne straty w ciągu doby Maksymalne straty w ciągu roku

9
1.1 Błędy w procesie porcjowania Zadanie 1. Komentarz mw – błąd podstawowy wagi, wynika on z nierównomiernej długości ramion wagi, ten błąd ma charakter multiplikatywny, wartość bezwzględna tego błędu rośnie proporcjonalnie do ważnej masy, ma swój znak, ze względu na wygodę zdefiniowano do jako moduł jego wartości, mncw – błąd nieczułości wagi, jest związany z oporami tarcia, których siła jest skierowana zawsze przeciwnie do kierunku ruchu, ma swój znak, ze względu na wygodę zdefiniowano go jako moduł jego wartości mkl – sposób wzorcowania odważnika jest podobny do ważenia, jedynie elementy układu mają wyższą klasę dokładności, błąd ten powinien być opisany błędem multiplikatywnym i addytywnym, z uwzględnieniem znaku, ze względu na wygodę zdefiniowano go jako moduł sumy tych wartości, z uwagi na zastosowane uproszczenia, nie znany sposób pracy wagi, nie można powiedzieć nic o znaku błędu, analiza tego typu pomiarów jest bardzo ważna, pozwala przewidywać straty wynikające z zastosowania przyrządów pomiarowych oraz określa źródła błędów, a tym samym możliwość sterowania ich wartością.

10
1.1 Błędy w procesie porcjowania Zadanie 2. Obliczyć straty poniesione w czasie konfekcjonowania złota Au próby 583 o wartości 100 zł/g, jeżeli porcjowano 100 g/dobę w odniesieniu do jednego pracownika, masa całkowita 100 kg/dobę. Pomiaru dokonywano wagę laboratoryjną o błędzie nieczułości 0,1mg i błędzie wzorcowania m w = 0,001% odważnikami 100g klasy 0,01% Dane: waga m ncw = 0,1mg = 0,0001 g m w = 0,001% odważnik m = 100g, kl = 0,01% m kl = 0,01 g Cena 1g złotac j = 100 zł/g Masa jednostkowam j = 100 g/dobę Masa całkowitam c = 100 kg/dobę = 100000 g/dobę

11
1.1 Błędy w procesie porcjowania Zadanie 2. Rozwiązanie. Błąd w pomiarze 100g złota: Błąd w konfekcjonowaniu 100kg złota/dobę Maksymalne straty w ciągu doby Maksymalne straty w ciągu roku (235 dni roboczych)
.")
12
1.1 Błędy w procesie porcjowania Zadanie 2. Uwagi błędy te mogą się sumować z niekorzyścią dla konfekcjonującego, w czasie ważenia może pojawić się dodatkowy czynnik, antropotechniczny ( ludzki), polegający na ważeniu z pewną minimalną nadwyżką, co powiększa straty, w procesie ważenia błąd nieczułości jest zwykle dodatni, ponieważ ważenie polega na zwiększaniu ważonej masy, siły tarcia jest skierowana przeciwnie do kierunku ruchu, zważona masa jest większa od wzorcowej, sposób ważenia w momencie zbliżania się do oczekiwanej wartości jest powolny co powiększa błąd nieczułości (tarcie statyczne jest większe, od tarcia w czasie ruchu), występują błędy dodatkowe, zanieczyszczenie odważników (wzorcuje się odważniki czyste), zanieczyszczenie wagi, wycieranie się elementów stykających się itp.
, polegający na ważeniu z pewną minimalną nadwyżką, co powiększa straty, w procesie ważenia błąd nieczułości jest zwykle dodatni, ponieważ ważenie polega na zwiększaniu ważonej masy, siły tarcia jest skierowana przeciwnie do kierunku ruchu, zważona masa jest większa od wzorcowej, sposób ważenia w momencie zbliżania się do oczekiwanej wartości jest powolny co powiększa błąd nieczułości (tarcie statyczne jest większe, od tarcia w czasie ruchu), występują błędy dodatkowe, zanieczyszczenie odważników (wzorcuje się odważniki czyste), zanieczyszczenie wagi, wycieranie się elementów stykających się itp..")
13
1.2 Pomiary masy i wyznaczenie jej ceny Zadanie 1. Obliczyć wartość błędu względnego i bezwzględnego oraz zapisać wynik pomiaru masy i wyznaczenia jej ceny, jeżeli pomiaru dokonano wagą automatyczną (rys. 5.1), w której blok I (przetwornik, układ pomiarowy, wzmacniacz normalizujący sygnał) K I =10 kg/V, K I = 0,01%, blok II (przetwornik A/C: 14 – bitowy) K II = 10-4 V/z, K II = 0,01%, K IId = 1z, jednostka arytmetyczna JA – 14 – bitowy system wprowadzania ceny jednostkowej towaru NC, 14-bitowy system wprowadzania ceny jednostkowej towaru, Cj = 10 5 zł/kg, cena jednostkowa Cj = 92000 zł/kg. Masa ważona wynosi 1,019 kg (zakres pomiaru masy Mz= 10 kg). m KIKI K II A/C K III JA Cena zł/kg POC zł POCj zł/kg POM masy Rys. 1.1 Schemat blokowy toru przetwarzania wagi
, w której blok I (przetwornik, układ pomiarowy, wzmacniacz normalizujący sygnał) K I =10 kg/V, K I = 0,01%, blok II (przetwornik A/C: 14 – bitowy) K II = 10-4 V/z, K II = 0,01%, K IId = 1z, jednostka arytmetyczna JA – 14 – bitowy system wprowadzania ceny jednostkowej towaru NC, 14-bitowy system wprowadzania ceny jednostkowej towaru, Cj = 10 5 zł/kg, cena jednostkowa Cj = zł/kg. Masa ważona wynosi 1,019 kg (zakres pomiaru masy Mz= 10 kg). m KIKI K II A/C K III JA Cena zł/kg POC zł POCj zł/kg POM masy Rys. 1.1 Schemat blokowy toru przetwarzania wagi.")
14
1.2 Pomiary masy i wyznaczenie jej ceny Zadanie 1. Dane K I = 0,01% K II = 0,01% K IId = dyA/C = + 5 z A/C: 14-bitowynA/C = 2 14 bitów = 16384 z JA – 14-bitowaN JAz = n JCjz = n JMz = 2 14 bitów = 16384 z N Mz = 15000 z(maksymalna liczba ziaren pola odczytowego masy) Mz = 15 kg(zakres pomiaru masy) M = 1,015 kg(mierzona masa) N Cjz = 10000 z(maksymalna liczba ziaren pola odczytowego ceny jednostkowej) Cj z = 100,00 zł / kg(zakres wprowadzenia ceny jednostkowej) Cj = 92 zł/kg(cena jednostkowa) N Cz = 100000 z(maksymalna liczba ziaren pola odczytowego) C z = 1000 zł(zakres ceny)
 Mz = 15 kg(zakres pomiaru masy) M = 1,015 kg(mierzona masa) N Cjz = z(maksymalna liczba ziaren pola odczytowego ceny jednostkowej) Cj z = 100,00 zł / kg(zakres wprowadzenia ceny jednostkowej) Cj = 92 zł/kg(cena jednostkowa) N Cz = z(maksymalna liczba ziaren pola odczytowego) C z = 1000 zł(zakres ceny).")
15
1.2 Pomiary masy i wyznaczenie jej ceny Zadanie 1. Rozwiązanie M = K I K II K POM m C = M C j = K I K II K POM m K Cj K JA K POC Błąd w wyznaczeniu ceny C Błąd w pomiarze masy m – błąd jest związany ze zjawiskami zewnętrznymi wpływającymi na pomiar (nie wytarowana szalka, inne zjawiska, np. silne pola magnetyczne itp.).
..")
16
1.2 Pomiary masy i wyznaczenie jej ceny Zadanie 1. Analiza dokładności zaokrąglenia błędów błąd w pomiarze masy powinien być mniejszy lub równy masie wyznaczonej przez połowę minimalnej jednostki płatniczej, Dyskretyzacja pomiaru masy: Jeżeli dyskretyzacja odbywa się na poziomie zakłóceń (własne i zewnętrzne), to przyjęcie błędu dyskretyzacji dy powoduje równomierny rozkład błędu. Jeżeli dyskretyzacja odbywa się na poziomie co najmniej o rząd wyższy od poziomu sygnałów zakłócających, to konstruktor w sposób przemyślany określa wartość i znak błędu dyskretyzacji, które mogą być: a) dyA/C = + dy – jest to błąd systematyczny, oznacza, że dyA/C = x – x r >0, x > x r – pomiar z nadmiarem, w przypadku wagi masy ważona może być większa od wskazanej przez wagę, b) dyA/C = ± 0,5 ten błąd ma charakter przypadkowy, pomiar może być dokonany z nadmiarem i niedomiarem, c) dyA/C = - dy – jest to błąd systematyczny, oznacza, że dyA/C = x – xr > 0, x < xr – pomiar z niedomiarem, co z kolei oznacza, że masa ważona jest w rzeczywistości mniejsza od wskazanej przez wagę.
, to przyjęcie błędu dyskretyzacji dy powoduje równomierny rozkład błędu. Jeżeli dyskretyzacja odbywa się na poziomie co najmniej o rząd wyższy od poziomu sygnałów zakłócających, to konstruktor w sposób przemyślany określa wartość i znak błędu dyskretyzacji, które mogą być: a) dyA/C = + dy – jest to błąd systematyczny, oznacza, że dyA/C = x – x r >0, x > x r – pomiar z nadmiarem, w przypadku wagi masy ważona może być większa od wskazanej przez wagę, b) dyA/C = ± 0,5 ten błąd ma charakter przypadkowy, pomiar może być dokonany z nadmiarem i niedomiarem, c) dyA/C = - dy – jest to błąd systematyczny, oznacza, że dyA/C = x – xr > 0, x < xr – pomiar z niedomiarem, co z kolei oznacza, że masa ważona jest w rzeczywistości mniejsza od wskazanej przez wagę..")
17
Zadanie 1 W zadaniu dyA/C = + dyM = 5z = 0,005 kg, to znaczy, że zmiana na polu odczytowym o jedno ziarno nastąpi dopiero po zwiększeniu masy na szalce o 0,005kg – podpunkt a). Warunek pomiaru masy z większą dokładnością niż wynika to z minimalnej jednostki płatniczej niż jest spełniony. błąd bezwzględny Mzaokr = dyM = dyA/C – 5z = 0,005 kg, błąd względny Mzaokr =



 ogół rzeczywistych jednostek, o których chcemy uzyskać informacje.>")

>")




 1. Zjawisko tarcia 2. Tarcie ślizgowe.>")

 do zakresu komórek w innym skoroszycie Możliwości efektywnego stosowania odwołań zewnętrznych Odwołania zewnętrzne.>")








