Pobierz prezentację
This is a modal window.
1
Krzepnięcie odlewów

2
Krzepnięcie odlewów może być:

3
Odkształcenia pod wpływem grafityzacji i naprężeń cieplnych

4
SKUTKI SKURCZU ODLEWNICZEGO W ODLEWACH (WĘZŁACH CIEPLNYCH)
JAMY SKURCZOWE MAKRORZADZIZNY MIKRORZADZIZNY Wady skurczowe powstają w wyniku różnicy objętości metalu w stanie ciekłym i stałym

5
DLACZEGO W ODLEWIE POWSTAJE JAMA SKURCZOWA?

6
Makrorzadzizna Mikrorzadzizna Jama skurczowa zamknięta (ukryta)
Jama skurczowa otwarta Makrorzadzizna Mikrorzadzizna

7
WĘZŁY CIEPLNE to miejscowe zgrubienia w odlewach lub połączenia ścianek, które krzepną ostatnie i w nich mogą występować wady typu skurczowego, np. jamy skurczowe. Jama skurczowa

8
RODZAJE WĘZŁÓW CIEPLNYCH

9
POJĘCIE WĘZŁA CIEPLNEGO W ODLEWIE WIĄŻE SIĘ Z WIĘKSZĄ ILOŚCIĄ CIEPŁA ZAKUMULOWANEGO W NIM I UTRUDNIONYM JEGO ODPŁYWEM UTRUDNIONY ODPŁYW CIEPŁA

10
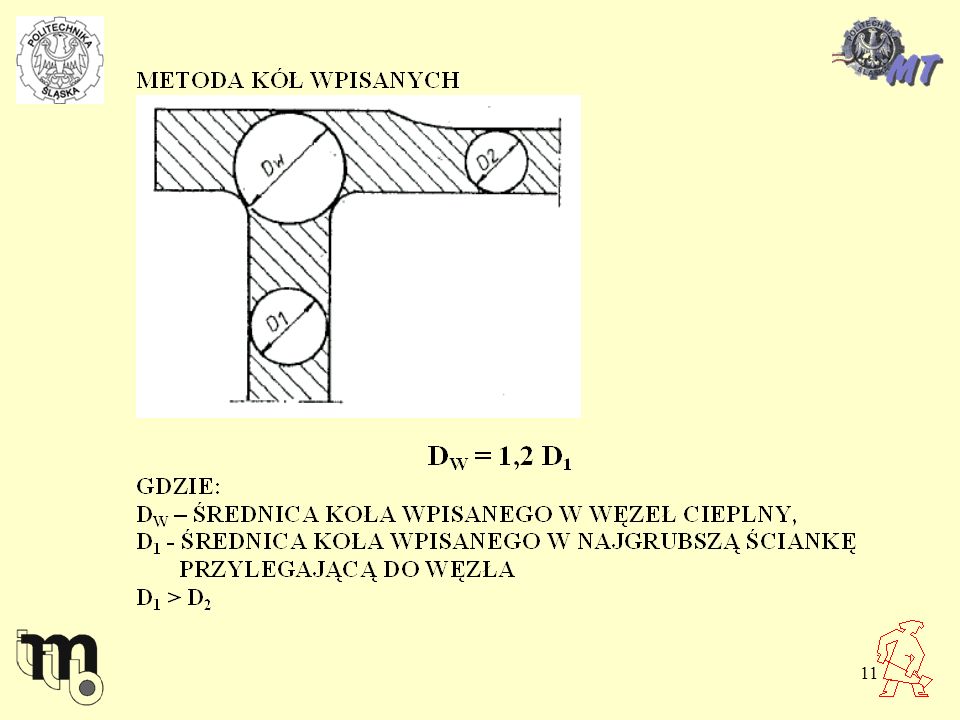
SPOSOBY WYZNACZANIA WĘZŁA CIEPLNEGO
1. METODA KÓŁ WPISANYCH 2. METODA IZOTERM-IZOSOLIDUSÓW 3. METODA MODUŁÓW 4. METODY KOMPUTEROWE (SYMULACJA PROCESU KRZEPNIĘCIA - laboratorium)
")
12
Względny wzrost objętości węzła
270% 125 %

13
Metoda izoterm - izosolidusów

14
Metoda modułów

15
SPOSOBY ZAPOBIEGANIA WADOM SKURCZOWYM W ODLEWACH (w węzłach cieplnych)
to takie kształtowanie odlewu, aby proces krzepnięcia odbywał się: JEDNOCZEŚNIE lub KIERUNKOWO

16
REALIZACJA KRZEPNIĘCIA JEDNOCZESNEGO dotyczy odlewów cienkościennych i o mało zróżnicowanej grubości ścianki, ze stopów o małym skurczu (żeliwo szare). Ciekły metal do wnęki formy doprowadza się do najcieńszych ścianek (wlewy doprowadzające) . Przy krzepnięciu jednoczesnym różnice czasów krzepnięcia poszczególnych części odlewu nie mogą być większe od 20%.

17
Zmianę kształtu odlewu (zmniejszenie węzła cieplnego)
REALIZACJA KRZEPNIĘCIA JEDNOCZESNEGO odbywa się poprzez : Zmianę kształtu odlewu (zmniejszenie węzła cieplnego) Stosowanie ochładzalników
 Stosowanie ochładzalników.")
18
Zmniejszenie objętości węzła cieplnego
źle dobrze

19
Zmniejszenie objętości węzła cieplnego
źle dobrze źle dobrze

20
Zmniejszenie objętości węzła cieplnego
źle źle dobrze

21
Zastosowanie ochładzalników
Ochładzalniki: a) wewnętrzne, b) zewnętrzne Celem ochładzalników jest przejęcie ciepła z węzła cieplnego i wyrównanie czasu krzepnięcia poszczególnych części odlewu
 wewnętrzne, b) zewnętrzne. Celem ochładzalników jest przejęcie ciepła z węzła cieplnego i wyrównanie czasu krzepnięcia poszczególnych części odlewu.")
22
REALIZACJA KRZEPNIĘCIA KIERUNKOWEGO odlew tak kształtujemy, aby krzepnięcie rozpoczynało się w najcieńszych miejscach i przesuwając się w jednym kierunku, kończyło w miejscach o największej objętości (najgrubszych), przy których umieszcza się naddatki technologiczne zwane NADLEWAMI. Stosuje się w odlewach wykonywanych ze stopów o dużym skurczu (np. staliwo), grubościennych i o zróżnicowanej grubości ścianki. Ciekły metal doprowadza się do najgrubszych miejsc.
, grubościennych i o zróżnicowanej grubości ścianki. Ciekły metal doprowadza się do najgrubszych miejsc.")
23
Krzepnięcie kierunkowe w odlewach realizowane jest poprzez:
zmianę kształtu odlewu i stosowanie nadlewów stosowanie nadlewów i ochładzalników

24
Ukształtowanie staliwnego odlewu pierścienia z punktu widzenia:
a) krzepnięcia jednokierunkowego, b) krzepnięcia jednoczesnego
 krzepnięcia jednokierunkowego, b) krzepnięcia jednoczesnego.")
25
CZAS KRZEPNIĘCIA NADLEWU MUSI BYĆ WIĘKSZY O CONAJMNIEJ 20% OD CZASU KRZEPNIĘCIA WĘZŁA CIEPLNEGO (ODLEWU)!! OBJĘTOŚĆ NADLEWU DOBIERA SIĘ WG Mnadlewu = (1,2 1,3) Modlewu
 Modlewu.")
27
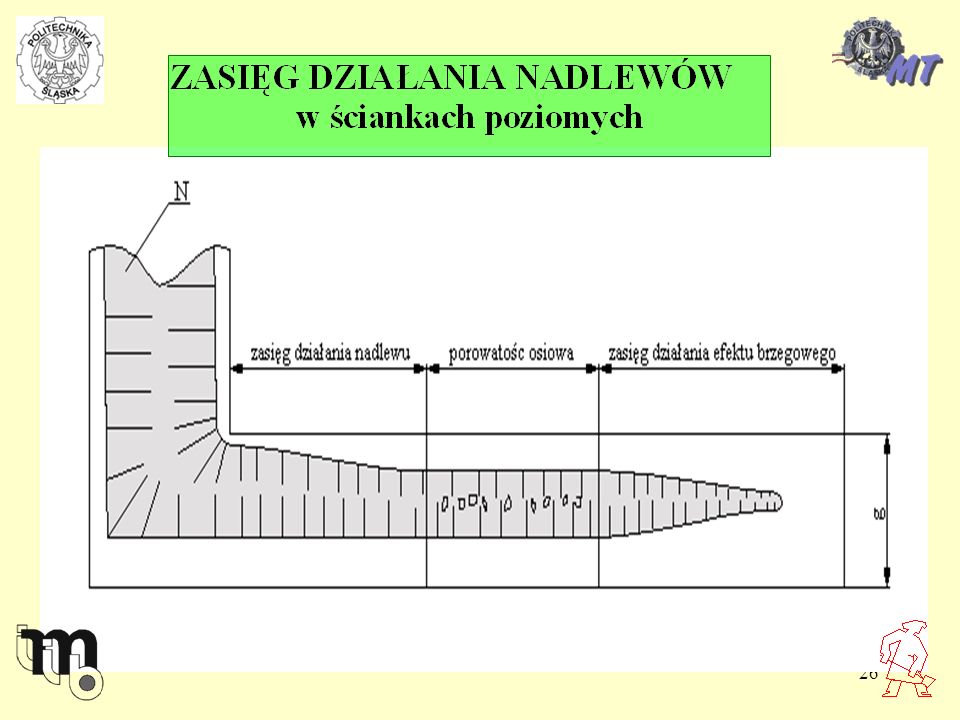
Zasięg działania nadlewów
Z wykorzystaniem „efektu brzegowego” Między nadlewami Z ochładzalnikiem





 1 a+/b+/c, /b+/c, d, b, c+/a+/b, c+/d, /a+/d+/b |- Do sekwentu 1 stosujemy regułę: +|-. Stąd:>")















