Politechnika Gdańska Wydział Mechaniczny Katedra Mechaniki i Wytrzymałości Materiałów PROGNOZOWANIE REZULTATÓW NADZOROWANIA DRGAŃ NARZĘDZIE–PRZEDMIOT OBRABIANY PODCZAS FREZOWANIA SZYBKOŚCIOWEGO Krzysztof KALIŃSKI Marek GALEWSKI VIII Warsztaty Projektowania Mechatronicznego, Kraków 28-29 kwietnia 2008 1
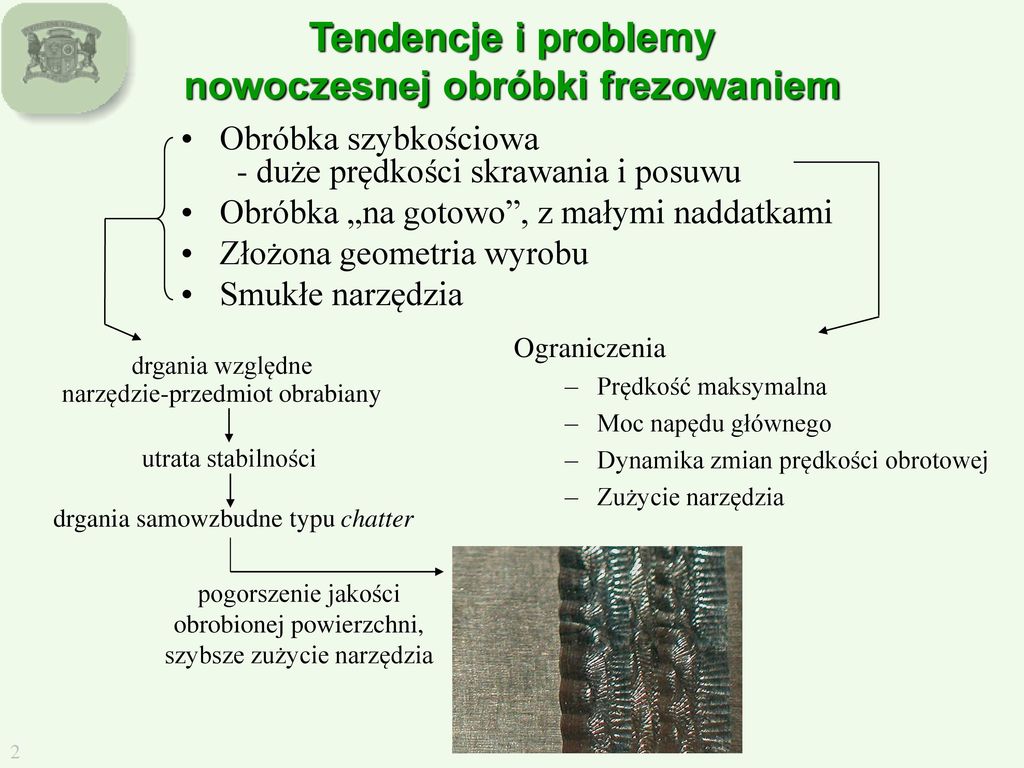
Tendencje i problemy nowoczesnej obróbki frezowaniem Obróbka szybkościowa - duże prędkości skrawania i posuwu Obróbka „na gotowo”, z małymi naddatkami Złożona geometria wyrobu Smukłe narzędzia Ograniczenia Prędkość maksymalna Moc napędu głównego Dynamika zmian prędkości obrotowej Zużycie narzędzia drgania względne narzędzie-przedmiot obrabiany utrata stabilności drgania samowzbudne typu chatter pogorszenie jakości obrobionej powierzchni, szybsze zużycie narzędzia 2
Przykład procesu obróbkowego Frezowanie szybkościowe frezem kulistym vf = 15 m/min n = 24000 obr/min 3
Schemat procesu frezowania Sztywny układ nośny obrabiarki Małe stałe czasowe napędu Wrzeciono z frezem i stół z przedmiotem - układy wykonujące ruchy względne Narzędzie wiruje z prędkością obrotową n Prędkość posuwu przedmiotu obrabianego vf Chwilowe położenie umownego punktu styku ostrza z przedmiotem – element sprzęgający nr l – bieżący kąt l(t) Założenie: wypadkowa siła skrawania w płaszczyźnie ortogonalnej Siła główna skrawania Fyl1 – w kierunku nominalnej prędkości skrawania Siła poprzeczna Fyl2 – w kierunku zmiany grubości warstwy hl Składowa Fyl3=0 4
Modele dynamiki skrawania Model dynamiki skrawania, dla umownego punktu styku ostrza z przedmiotem obrabianym: Model proporcjonalny efekty wewnętrznej i zewnętrznej modulacji grubości warstwy wyjście ostrza z przedmiotu obrabianego } Model Nosyriewej-Molinariego wpływ prędkości obrotowej i prędkości zmian grubości warstwy 5
Energetyczny wskaźnik jakości: Sterowanie optymalne Równanie dynamiki: Energetyczny wskaźnik jakości: Q1, Q2 – macierze bezwymiarowych współczynników wagowych R – macierz efektu sygnałów sterujących 6
Optymalny sygnał sterujący: Sterowanie optymalne Optymalny sygnał sterujący: 7
Sterowanie optymalno-liniowe Gdy n(t)=nmax liniowa zmiana n(t) od nmax do n0 TO – czas liniowej zmiany prędkości obrotowej tj – czas początku nr j liniowej zmiany prędkości obrotowej 8
Schemat procedury prognozowania Dyskretny model układu mechanicznego Dobór parametrów (nmax, Q1,Q2,R, To) start Dobór parametrów (kdl, l, ) Symulacja dla programu zmiennej prędkości obrotowej Symulacja dla stałej prędkości obrotowej Zadowalające? nie tak Porównanie wyników symulacji z pomiarami (porównanie RMS i ach) Realizacja programu i pomiary Weryfikacja trafności (porównanie RMS i ach) Zadowalające? nie tak stop 9
Symulacje komputerowe Zastosowane oba modele dynamiki skrawania Zastosowane programy prędkości obrotowej o przebiegu trójkątnym Przybliżona realizacja programów dla sterowania optymalno-liniowego Możliwe do realizacji praktycznej Dodatkowo – program o losowych chwilach przełączeń prędkosć obr. [obr/min] czas [s] Program zmiennej prędkości obrotowej o przebiegu trójkątnym, czas odpadania i narastania T0=0,4s 10
Symulacje komputerowe Parametry symulacji model proporcjonalny Nosyrievej-Molinariego l 121 mm ap 0,3 mm kdl 1×1010 N/m2 μl 0,3 1,5 ×104 Ns/m Tyl1 -- 0,0001 s Tyl2 0 s 11
Badania doświadczalne 12
Badania doświadczalne Alcera Gambin 120CR + elektrowrzeciono S2M sterownik : moc napędu głównego : prędkość obrotowa : NUM 1060 70 KW do 35000 obr/min 5 osi 13
Badania doświadczalne Warunki obróbki Frez kulisty FETTE ø 16 mm, l = 160 mm, 2 ostrza skrawające Materiał: stop aluminium EN AW-2017A Prędkość posuwu: vf = 3000 mm/min Głębokości skrawania: ap = 0,3 mm 14
Porównanie wyników qRMS qch model proporcjonalny model Nosyrievej-Molinariego badania eksperymentalne 100% = RMS przemieszczeń przy frezowaniu ze stałą prędkością obrotową 15000 obr/min 100% = qch przy frezowaniu ze stałą prędkością obrotową 15000 obr/min 15
Wnioski Uwzględnienie wpływu prędkości skrawania na siły w procesie skrawania wpływa pozytywnie na przewidywanie wartości maksimum amplitudy widma drgań chatter Wyniki symulacji z użyciem modelu Nosyrievej-Molinariego są znacznie bliższe wynikom eksperymentów Nieznacznemu pogorszeniu uległy jednak przewidywane wartości skuteczne przemieszczeń Prognozowanie rezultatów nadzorowania z wykorzystaniem modelu Nosyrievej–Molinariego jest bardziej trafne Wymaga jednak większego nakładu czasowego (więcej parametrów modelu do dobrania) 16
Dziękuję za uwagę Prace wykonane w ramach: projektu badawczego MNiI nr 5 T07C 037 25 projektu badawczego MNiI nr 4 T07D 007 30 dotacji podmiotowej MNiI (decyzja 155/E-359/SPB/Współpraca z PR UE/DIE 485/2004) Badania wykonane we współpracy z: Université Paul Verlaine - Metz oraz Ecole Nationale d’Ingénieurs de Metz (Francja) – frezarka Alcera-Gambin 120CR 17