Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
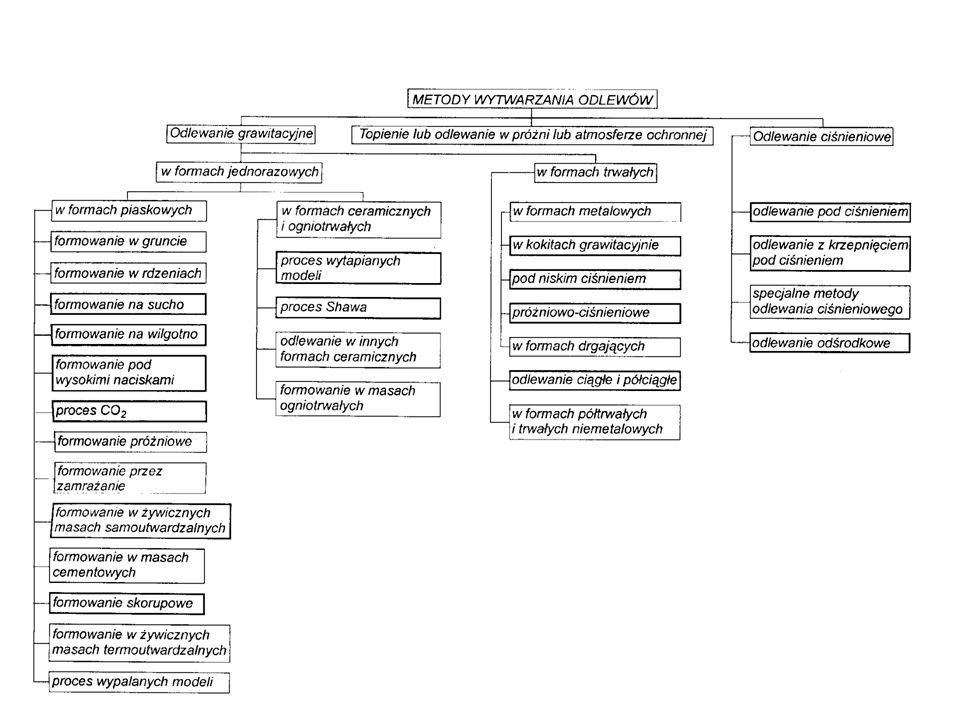
T29 Klasyfikacja metod odlewania

2
Wiadomości wstępne Odlewnictwo – proces technologiczny wykonywania przedmiotów metalowych poprzez wypełnianie form odlewniczych stopionym metalem. Ze względu na rodzaj wlewanego do formy metalu dzielimy na: - odlewnictwo żeliwa, - odlewnictwo staliwa, - odlewnictwo metali nieżelaznych ciężkich, - odlewnictwo metali nieżelaznych lekkich.

3
Podstawowe pojęcia w odlewnictwie
Odlew – wyrób metalowy wykonany drogą zalewania form odlewniczych ciekłym metalem. Forma odlewnicza - zespół elementów, które po złożeniu tworzą gniazdo (wnękę) o kształtach odpowiadających kształtowi odlewu oraz układu wlewowego. Model – przyrząd do odwzorowania w formie odlewniczej kształtów zewnętrznych odlewu. Znaki rdzeniowe – elementy modelu nie odtwarzające odlewu – służące do wykonania gniazd rdzennikowych w które wchodzą rdzenniki rdzenia. Rdzenie – elementy formy odlewniczej odtwarzające kształty wewnętrzne odlewu. Składają się z rdzenia właściwego i rdzennika wchodzącego w gniazda rdzennikowe. Rdzennica – przyrząd służący do wykonania rdzenia. Masa formierska i rdzeniowa – mieszanina podstawowych i pomocniczych materiałów formierskich służąca do wykonania form jednorazowych i rdzeni.
 o kształtach odpowiadających kształtowi odlewu oraz układu wlewowego. Model – przyrząd do odwzorowania w formie odlewniczej kształtów zewnętrznych odlewu. Znaki rdzeniowe – elementy modelu nie odtwarzające odlewu – służące do wykonania gniazd rdzennikowych w które wchodzą rdzenniki rdzenia. Rdzenie – elementy formy odlewniczej odtwarzające kształty wewnętrzne odlewu. Składają się z rdzenia właściwego i rdzennika wchodzącego w gniazda rdzennikowe. Rdzennica – przyrząd służący do wykonania rdzenia. Masa formierska i rdzeniowa – mieszanina podstawowych i pomocniczych materiałów formierskich służąca do wykonania form jednorazowych i rdzeni.")
5
Odlewanie kokilowe grawitacyjne
Odlewanie kokilowe grawitacyjne polega na wykonywaniu odlewów poprzez zalanie ciekłym metalem form metalowych zwanych kokilami. Kokile są formami wielokrotnego użytku. Zastosowanie do produkcji seryjnej, wielkoseryjnej i masowej odlewów średnich i małych, przede wszystkim ze stopów metali nieżelaznych, w mniejszym zakresie z żeliwa. Kokile wykonuje się z: - żeliwa szarego perlitycznego – do odlewów z metali nieżelaznych i małych odlewów cienkościennych z żeliwa, - żeliwa szarego stopowego niskokrzemowego do odlewania wszystkich stopów metali nieżelaznych i żelaza, - żeliwa sferoidalnego do odlewania głównie średnich odlewów żeliwnych i staliwnych, - staliwa węglowego do odlewania dużych odlewów żeliwnych i staliwnych, - staliwa niskostopowego stosowane do średnich i dużych odlewów ze stopów aluminium i żelaza.

6
Odlewanie kokilowe grawitacyjne
Kokila odtwarza kształt zewnętrzny odlewu. Kształt wewnętrzny odlewu odtwarzają rdzenie stalowe lub wykonane z mas rdzeniowych. Przebieg odlewania w kokili: - oczyszczenie powierzchni kokili i rdzeni metalowych, - podgrzanie do temperatury 150 – 2000C, - przygotowanie kokili do złożenia, - naniesienie warstwy pokrycia izolującego na powierzchnie robocze kokili i rdzeni, - oczyszczenie wnęki kokili sprężonym powietrzem, - złożenie kokili i rdzeni, - zalanie kokili ciekłym metalem, - zakrzepnięcie odlewu, - wyjęcie rdzeni metalowych, - rozłożenie kokili, - wyjęcie odlewu.

7
Odlewanie kokilowe grawitacyjne
Kokile z rdzeniami metalowymi i piaskowymi: a) kokile z metalowym rdzeniem dzielonym, b) kokila do odlewów żeliwnych z rdzeniami piaskowymi, c) kokila z czterema rdzeniami metalowymi [8]
 kokile z metalowym rdzeniem dzielonym, b) kokila do odlewów żeliwnych z rdzeniami piaskowymi, c) kokila z czterema rdzeniami metalowymi [8]")
8
Odlewanie kokilowe grawitacyjne
Kokila do odlewania tłoków aluminiowych: 1 – ruchoma część korpusu, 2 – nieruchoma część korpusu, 3 – podstawa korpusu, 4 – układ wlewowy [2]

9
Odlewanie kokilowe grawitacyjne
Zalety odlewania kokilowego grawitacyjnego: -duża dokładność i stałość wymiarowa odlewów, - dobra gładkość i czystość powierzchni odlewów, - możliwość uzyskania cienkich ścianek odlewów, -duża wydajność procesu, - wyeliminowanie skrzynek formierskich, ich składowanie i transport, - łatwa mechanizacja i automatyzacja procesu. Wady odlewania kokilowego grawitacyjnego: - ograniczone zastosowanie do odlewania niektórych stopów zwłaszcza żelaza, - ograniczony kształt i wielkość odlewu, - wysoki koszt kokili.

10
Odlewanie kokilowe pod niskim ciśnieniem
Odlewanie kokilowe pod niskim ciśnieniem – forma wypełniana jest pod niewielkim ciśnieniem lub podciśnieniem zwykle nie przekraczającym 0,2 MN/m2, najczęściej poniżej 0,1 MN/m2. Zastosowanie tylko do odlewania stopów metali nieżelaznych. Zalety procesu: - zmniejszenie lub wyeliminowanie nadlewów, gdyż odlew w czasie krzepnięcia połączony jest z ciekłym metalem w piecu, -lepsze niż przy odlewaniu kokilowym grawitacyjnym wypełnienie formy, - lepsza lejność metalu wskutek wyższej temperatury, - łatwiejsza mechanizacja i automatyzacja procesu. Wady: - wysokie koszty urządzenia, gdyż kokila związana jest z jednym piecem, - wyższe koszty eksploatacji (droga instalacja ciśnieniowa, konieczność częstej wymiany rur wlewowych).
.")
11
Odlewanie kokilowe pod niskim ciśnieniem
Schemat urządzenia do odlewania pod niskim ciśnieniem [8]

12
Odlewanie w formach wirujących (odśrodkowe)
Odlewanie odśrodkowe polega na doprowadzeniu ciekłego metalu do wirującej formy. Pod wpływem siły odśrodkowej metal odtwarza kształty odlewu i ulega zakrzepnięciu. Metody odlewania odśrodkowego: a) odlewanie odśrodkowe gdzie oś odlewu pokrywa się z osią wirującej formy; - oś wirowania pozioma, - oś wirowania pionowa, b) odlewanie pod ciśnieniem odśrodkowym – oś wirowania pokrywa się z osią wlewu głównego. Zastosowanie: seryjna i masowa produkcja odlewów o kształtach brył obrotowych (odlewy rur i o kształcie rur, tuleje, pierścienie, bębny hamulcowe, obudowy łożysk,odlewy kół, wałów itp.).
 odlewanie odśrodkowe gdzie oś odlewu pokrywa się z osią wirującej formy; - oś wirowania pozioma, - oś wirowania pionowa, b) odlewanie pod ciśnieniem odśrodkowym – oś wirowania pokrywa się z osią wlewu głównego. Zastosowanie: seryjna i masowa produkcja odlewów o kształtach brył obrotowych (odlewy rur i o kształcie rur, tuleje, pierścienie, bębny hamulcowe, obudowy łożysk,odlewy kół, wałów itp.).")
13
Odlewanie w formach wirujących (odśrodkowe)
Schemat odlewania odśrodkowego w formie z poziomą osią obrotu [8] Metoda ta wykorzystywana jest do wykonywania odlewów o kształtach brył obrotowych dla których L>D, jednak max L= 5D. Stosowane są maszyny z przesuwną wirującą formą i stałą rynną lejniczą oraz z stałą wirującą formą i przesuwną rynną lejniczą.

14
Odlewanie w formach wirujących (odśrodkowe)
Schemat odlewania odśrodkowego w maszynach z pionową osią obrotu [8] Metoda ma zastosowanie do wykonywania odlewów o kształtach brył obrotowych dla których L < D. Ograniczenie jest spowodowane spływaniem metalu w dół i zwiększaniem grubości ścianki w dolnej części odlewu.

15
Odlewanie w formach wirujących (odśrodkowe)
Odlewanie pod ciśnieniem odśrodkowym [8] Odlewanie pod ciśnieniem odśrodkowym może być wykorzystywane do uzyskania odlewów o dowolnych kształtach

16
Odlewanie w formach wirujących (odśrodkowe)
Zalety procesu: - lepsze własności wytrzymałościowe niż w odlewach uzyskanych w kokilach zalewanych grawitacyjnie i w formach piaskowych, - polepszenie własności technologicznych i fizykochemicznych, - zmniejszenie i wyeliminowanie porowatości odlewów, - zmniejszenie lub wyeliminowanie układów wlewowych i nadlewów zwiększa uzysk, - łatwość uzyskiwania odlewów wielowarstwowych. Wady: - ograniczenie odlewania kształtem odlewu, - wysoki koszt urządzeń i ich eksploatacji, - opłacalność jedynie przy wykonywaniu dużych serii odlewów, - mała uniwersalność urządzeń, - trudności przy mechanizacji, a zwłaszcza automatyzacji procesu

17
Odlewanie ciągłe i półciągłe
Odlewnie ciągłe polega na wlewaniu ciekłego metalu do krystalizatora, w którym metal po skrzepnięciu przybiera określony kształt i w tej postaci w sposób ciągły lub skokowo usuwany jest z drugiej strony a następnie cięty na odcinki. Odlewanie półciągłe odbywa się na tej samej zasadzie, ale długość odlewu jest ściśle określona. Urządzenia do odlewania ciągłego i półciągłego mogą być pionowe i poziome. Zastosowanie: - produkcja seryjna i masowa prętów okrągłych i profilowych oraz płaskich zamiast wyrobów walcowanych, - produkcja rur, - produkcja wlewków jako półwyrobów do przeróbki plastycznej. Stosuje się do stopów metali nieżelaznych oraz do żeliwa.

18
Odlewanie ciągłe i półciągłe
b) Schemat odlewania ciągłego: a) w pozycji pionowej, b) w pozycji poziomej [2]
 Schemat odlewania ciągłego: a) w pozycji pionowej, b) w pozycji poziomej [2]")
19
Odlewanie ciągłe i półciągłe
Schemat odlewania rur wodociągowych z kielichem: 1 – płyta dolna, 2 – zaczep, rdzeń jednorazowy, 4 – kielich, 5 – kadź, 6 – zbiornik wlewowy, 7 – krysta- lizator, 8 – rura, 9 – silnik elektryczny [11]

20
Odlewanie metodą Shawa
Zastosowanie w produkcji jednostkowej i seryjnej odlewów średnich i dużych (nawet do 3 ton- najczęściej 1 – 150 kg) o wysokich wymaganiach wymiarowych i gładkości powierzchni. Metodą tą wykonujemy m. in. matryce kuzienne, kokile, części form ciśnieniowych, formy dla przemysłu gumowego i szklarskiego. Masa formierska: - sproszkowane materiały wysokoogniotrwałe (sylimanit, mulit, mączka cyrkonowa), - ciekłe spoiwo (zhydrolizowany krzemian etylu rozpuszczony w spirytusie. Wykonanie formy: - przygotowanie masy formierskiej w postaci gęstego szlamu, - wylanie masy na model ustawiony w skrzynce i wykonanie warstwy przymodelowej, - wypełnienie pozostałej objętości skrzynki masą wypełniającą, - gdy masa uzyska konsystencję gumy wyjmujemy model, - wypalenie formy w piecu lub przez podpalenie wydzielających się par alkoholu, - złożenie formy, zalanie formy ciekłym metalem. Zalety: - wysoka dokładność wymiarowa, -wysoka gładkość powierzchni odlewu pozwalająca na ograniczenie lub wyeliminowanie obróbki skrawaniem. Wady: - metoda trudna do mechanizacji, - metoda droga.
 o wysokich wymaganiach wymiarowych i gładkości powierzchni. Metodą tą wykonujemy m. in. matryce kuzienne, kokile, części form ciśnieniowych, formy dla przemysłu gumowego i szklarskiego. Masa formierska: - sproszkowane materiały wysokoogniotrwałe (sylimanit, mulit, mączka cyrkonowa), - ciekłe spoiwo (zhydrolizowany krzemian etylu rozpuszczony w spirytusie. Wykonanie formy: - przygotowanie masy formierskiej w postaci gęstego szlamu, - wylanie masy na model ustawiony w skrzynce i wykonanie warstwy przymodelowej, - wypełnienie pozostałej objętości skrzynki masą wypełniającą, - gdy masa uzyska konsystencję gumy wyjmujemy model, - wypalenie formy w piecu lub przez podpalenie wydzielających się par alkoholu, - złożenie formy, zalanie formy ciekłym metalem. Zalety: - wysoka dokładność wymiarowa, -wysoka gładkość powierzchni odlewu pozwalająca na ograniczenie lub wyeliminowanie obróbki skrawaniem. Wady: - metoda trudna do mechanizacji, - metoda droga.")
21
Odlewanie metodą Shawa
Proces technologiczny odlewania metodą Shawa: 1 – przygotowanie materiałów ceramicznych, 2 – przygotowanie spoiwa, 3 – przyrządzanie mieszanki, 4 – zalanie formy mieszanką ceramiczną, 5 – oddzielenie formy od modelu, 6 – wypalenie formy, 7 – wygrzanie formy, 8 zalanie formy metalem [21]

22
Odlewanie ciśnieniowe
Odlewanie pod ciśnieniem nazywane również odlewaniem ciśnieniowym jest rozwinięciem odlewania kokilowego i polega na wprowadzeniu do formy metalu na który wywarte jest ciśnienie 2,0 – 350 MN/m2. Zastosowanie – masowa produkcja odlewów małych i średnich (od kilku gramów do ok. 50 kg), o dowolnym kształcie i bardzo dużych dokładnościach wymiarowych oraz o cienkich ściankach. Najczęściej stosowane jest do odlewania stopów miedzi, ołowiu, aluminium, cyny i cynku. Klasyfikacja maszyn ciśnieniowych: 1) maszyny z gorącą komorą ciśnienia; a) powietrzne (sprężarkowe) – w których bezpośrednio na metal działa sprężone powietrze lub gaz ciśnieniu do 4,0 MN/m2. - z nieruchomą komorą ciśnienia, - z ruchomą komorą ciśnienia, b) tłokowe – w których ciśnienie na metal wywiera tłok, 2) maszyny tłokowe z zimną komorą ciśnienia: a) z poziomą komorą ciśnienia, b) z pionową komorą ciśnienia.
, o dowolnym kształcie i bardzo dużych dokładnościach wymiarowych oraz o cienkich ściankach. Najczęściej stosowane jest do odlewania stopów miedzi, ołowiu, aluminium, cyny i cynku. Klasyfikacja maszyn ciśnieniowych: 1) maszyny z gorącą komorą ciśnienia; a) powietrzne (sprężarkowe) – w których bezpośrednio na metal działa sprężone powietrze lub gaz ciśnieniu do 4,0 MN/m2. - z nieruchomą komorą ciśnienia, - z ruchomą komorą ciśnienia, b) tłokowe – w których ciśnienie na metal wywiera tłok, 2) maszyny tłokowe z zimną komorą ciśnienia: a) z poziomą komorą ciśnienia, b) z pionową komorą ciśnienia.")
23
Odlewanie ciśnieniowe
b) c) Podział i schematy maszyn tłokowych do odlewania pod ciśnieniem: a) maszyna gorąco komorowa, b) maszyna zimno komorowa pozioma, c) maszyna zimno komorowa pionowa : 1 – nieruchoma część formy, 2 – ruchoma część formy, 3 – kadłub przedni maszyny, 4 – tłok prasujący, 5 – komora ciśnienia gorąca lub zimna, 6 – wnęka formy odtwarzająca odlew, 7 – wlew, 8 – gorący zbiornik cylindryczny z przewodem wlewowym, 9 – tygiel pieca grzewczego, 10 – tłok dolny do ucinania wlewu i wyrzucenia nadmiaru metalu w postaci zestalonego krążka [8]
 c) Podział i schematy maszyn tłokowych do odlewania pod ciśnieniem: a) maszyna gorąco komorowa, b) maszyna zimno komorowa pozioma, c) maszyna zimno komorowa pionowa : 1 – nieruchoma część formy, 2 – ruchoma część formy, 3 – kadłub przedni maszyny, 4 – tłok prasujący, 5 – komora ciśnienia gorąca lub zimna, 6 – wnęka formy odtwarzająca odlew, 7 – wlew, 8 – gorący zbiornik cylindryczny z przewodem wlewowym, 9 – tygiel pieca grzewczego, 10 – tłok dolny do ucinania wlewu i wyrzucenia nadmiaru metalu w postaci zestalonego krążka [8]")
24
Odlewanie ciśnieniowe
Schemat poszczególnych faz odlewania pod ciśnieniem na maszynie z poziomą komorą: a) zalewanie komory, b) zapełnianie wnęki formy, c0 rozwarcie komory i wyjęcie rdzeni, d) wypchnięcie odlewu; 1 – tłok prasujący, 2 – komora ciśnienia, 3 – forma, 4 – wypychacze, 5 – odlew, 6 – rdzeń, 7 – otwór wlewowy [2]
 zalewanie komory, b) zapełnianie wnęki formy, c0 rozwarcie komory i wyjęcie rdzeni, d) wypchnięcie odlewu; 1 – tłok prasujący, 2 – komora ciśnienia, 3 – forma, 4 – wypychacze, 5 – odlew, 6 – rdzeń, 7 – otwór wlewowy [2]")
25
Odlewanie ciśnieniowe
Schemat zalewania formy na maszynie do odlewania pod ciśnieniem z pionową zimną komorą i wlewem dyszowym: 1 – tłok prasujący, 2 – komora ciśnienia, 3 – ciekły metal, 4 – dolny tłok, 5 – sprężyna, 6 – nieruchoma połówka formy, 7 – ruchoma połówka formy, 8 – wypychacze, 9 – dysza wlewowa, 10 – odlew, 11 – metal znajdujący się w układzie wlewowym, 12 – nadmiar metalu [2]

26
Odlewanie ciśnieniowe
b) Maszyny ciśnieniowe sprężarkowe: a) z nieruchomą komorą ciśnienia i zakrytym zbiornikiem; 1 – zatyczka, 2 – otwór wlewowy metalu do zbiornika, 3 – otwór doprowadzający sprężone powietrze, 4 – wlew główny, 5 – komora ciśnienia, 6 – wlew doprowadzający, 7 – forma, b) z ruchomą komorą ciśnienia; 1 – wlew doprowadzający, 2 – forma, 3 – dysza, 4 – rurka doprowadzająca powietrze, 5 – komora ciśnienia, 6 – tygiel [12]
 Maszyny ciśnieniowe sprężarkowe: a) z nieruchomą komorą ciśnienia i zakrytym zbiornikiem; 1 – zatyczka, 2 – otwór wlewowy metalu do zbiornika, 3 – otwór doprowadzający sprężone powietrze, 4 – wlew główny, 5 – komora ciśnienia, 6 – wlew doprowadzający, 7 – forma, b) z ruchomą komorą ciśnienia; 1 – wlew doprowadzający, 2 – forma, 3 – dysza, 4 – rurka doprowadzająca powietrze, 5 – komora ciśnienia, 6 – tygiel [12]")
27
Odlewanie ciśnieniowe
Zalety odlewania ciśnieniowego: - bardzo duża dokładność wymiarowa, - bardzo mała chropowatość, - możliwość uzyskiwania odlewów o bardzo cienkich ściankach, - bardzo duże ograniczenie lub wyeliminowanie obróbki skrawaniem, - lepsze własności mechaniczne, chemiczne i fizyczne odlewów, - mniejszy ciężar surowych odlewów, - bardzo duża wydajność. Wady odlewania ciśnieniowego: - wysoki koszt maszyn i oprzyrządowania, - długi czas przygotowania produkcji, - ograniczona wielkość i masa odlewów, - trudności w odlewaniu odlewów o grubszych ściankach (może wystąpić porowatość), - ograniczenie zastosowania do niektórych stopów (głównie stopów cynku, aluminium, magnezu).
, - ograniczenie zastosowania do niektórych stopów (głównie stopów cynku, aluminium, magnezu).")
28
Odlewanie ciśnieniowe
Odmiany odlewania ciśnieniowego: - odlewanie z krzepnięciem pod ciśnieniem, - odlewanie próżniowo – ciśnieniowe, - proces Acurad.

29
Odlewanie metodą wytapianych modeli
Jedna z najstarszych metod odlewania. Polega na wykonaniu modelu z substancji łatwotopliwej, którą pokrywa się warstwą ceramiczną. Następnie model wytapia się, skorupę wypala się i zalewa ciekłym metalem. Zastosowanie do produkcji seryjnej i wielkoseryjnej bardzo drobnych i drobnych odlewów o najwyższej dokładności wymiarowej i gładkości powierzchni (przemysł precyzyjny, zbrojeniowy, narzędziowy, motoryzacyjny, maszynowy, artystyczny, jubilerski itp.) Masa modelowa: - mieszanina parafiny, stearyny, cerezyny, kalafoni, wosku pszczelego itp. Modele odlewu i układu wlewowego wykonuje się najczęściej w matrycach metalowych, rzadziej gumowych, cementowych lub gipsowych. Masa ceramiczna: - sproszkowana mączka kwarcowa lub cyrkonowa, szamotowa, mulit, sylimanit itp.. - spoiwa – roztwory na bazie krzemianu etylu lub zolu kwasu krzemowego, a przy mniejszych wymaganiach szkło wodne. -rozpuszczalniki i inne materiały: spirytus etylowy, aceton, hydrazyt, kwas solny, woda destylowana.
 Masa modelowa: - mieszanina parafiny, stearyny, cerezyny, kalafoni, wosku pszczelego itp. Modele odlewu i układu wlewowego wykonuje się najczęściej w matrycach metalowych, rzadziej gumowych, cementowych lub gipsowych. Masa ceramiczna: - sproszkowana mączka kwarcowa lub cyrkonowa, szamotowa, mulit, sylimanit itp.. - spoiwa – roztwory na bazie krzemianu etylu lub zolu kwasu krzemowego, a przy mniejszych wymaganiach szkło wodne. -rozpuszczalniki i inne materiały: spirytus etylowy, aceton, hydrazyt, kwas solny, woda destylowana.")
30
Odlewanie metodą wytapianych modeli
Operacje procesu odlewania metodą modeli wytapianych - wykonanie modeli odlewów i układu wlewowego, - montaż modeli na wlewie głównym, - tworzenie powłoki ceramicznej poprzez kilkakrotne zanurzanie zestawu modelowego w płynnej masie ogniotrwałej i obsypywanie piaskiem kwarcowym, - tworzenie powłoki samonośnej, lub umieszczanie w skrzynkach formierskich, - wytapianie modeli (może odbywać się w urządzeniach wannowych, bębnowych lub komorowych z wykorzystaniem gorącego powietrza lub pary wodnej, - w razie potrzeby dodatkowe wypalanie formy w piecach komorowych w temperaturze 850 – 9000C, - zalewanie ciekłym metalem, - wybijanie odlewów z formy, - odcinanie odlewów od wlewu głównego, - czyszczenie i wykańczanie odlewów.

31
Odlewanie metodą wytapianych modeli
Zalety procesu: - uzyskiwanie największych dokładności wymiarowych i gładkości powierzchni, - zastępowanie drogich odkuwek i obróbki skrawaniem poprzez wykonanie odlewów precyzyjnych, - możliwość uzyskania odlewów o bardzo złożonych kształtach, niemożliwych do wykonania innymi metodami, - możliwość wykonania odlewu z dowolnego stopu (w produkcji seryjnej i wielkoseryjnej stosowana najczęściej do staliw , zwłaszcza stopowych, rzadziej żeliw i stopów miedzi, a wyjątkowo do stopów aluminium), - można uzyskiwać odlewy cienkościenne. Wady procesu: - proces trudny do mechanizacji i automatyzacji, - ograniczona masa odlewu, zasadniczo do 1 – 2 kg, wyjątkowo do 10 kg.
, - można uzyskiwać odlewy cienkościenne. Wady procesu: - proces trudny do mechanizacji i automatyzacji, - ograniczona masa odlewu, zasadniczo do 1 – 2 kg, wyjątkowo do 10 kg.")
Podobne prezentacje






>")












