Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
w strefie wpływu ciepła
Korzystna struktura krystaliczna w strefie wpływu ciepła Przygotował Dr Łukasz Madej Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

2
Złącze spawane spoina obszar materiału spawanego,
który uległ stopieniu linia wtopienia materiał spawany strefa wpływu ciepła materiał spawany Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

3
Strefa wpływu ciepła – SWC
Część złącza, w której nastąpiły zmiany strukturalne w wyniku oddziaływania ciepła spawania. Głębokość strefy wpływu ciepła zależy od metody oraz techniki spawania. Zmiany mikrostruktury i właściwości SWC są wynikiem przemian alotropowych, przemian fazowych oraz odkształcenia sieci krystalograficznej. W metalu nagrzanym powyżej pewnej charakterystycznej dla niego temperatury następuje rozrost ziaren, tym większy, im wyższa jest temperatura i dłuższy czas jej oddziaływania. W czasie nagrzewania, w niektórych materiałach mogą wystąpić procesy wydzieleniowe, na przykład węglików metali, oraz powstawać nowe fazy międzymetaliczne. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

4
Strefa wpływu ciepła – SWC
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

5
Struktura materiału rodzimego
Korzystna struktura SWC Idealna struktura SWC = Struktura materiału rodzimego Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

6
Jak uzyskać korzystną strukturą w strefie wpływu ciepła?
Odpowiednio dobrana obróbka cieplna Spawanie wielowarstwowe Obniżenie energii liniowej spawania Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

7
Energia liniowa spawania
E – energia liniowa spawania [J/m], U – napięcie łuku [V], I – natężenie prądu spawania [A], V – prędkość spawania [m/s], P – moc cieplna [W]. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

8
Obniżanie energii liniowej spawania
Metody niskoenergetyczne Metody wysokoenergetyczne Mała moc cieplna Duża moc cieplna Duża prędkość spawania Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

9
Metody niskoenergetyczne
Cold Metal Transfer – CMT Intelligent Arc Control – IAC Cold Arc Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

10
CMT – Cold Metal Transfer
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

11
CMT Spawanie łukiem zwarciowym
Posuw drutu jest wykorzystywany do sterowania procesem Drut podawany jest w kierunku jeziorka i jest okresowo cofany Częstotliwość cofania – ok. 70 Hz Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

12
CMT Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

13
CMT Niskie natężenie prądu zwarcia Niska energia cieplna
Prędkość spawania dochodząca do 2÷3 m/min Przenoszenie metalu odbywa się praktycznie bez przepływu prądu Spawanie odbywa się praktycznie bez rozprysków Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

14
CMT Wąska strefa wpływu ciepła
Mniejsze odkształcenia spawanych materiałów niż w metodach konwencjonalnych Wysoka jakość spoiny Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

15
CMT Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

16
Zastosowanie CMT Wykonywanie spoin przetopowych w każdej pozycji
Uzyskiwanie pełnego przetopu przy dużych odstępach pomiędzy łączonymi elementami (nawet 5 mm) Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
 Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
17
Zastosowanie CMT Cienkie blachy ze stali niestopowych, niskostopowych i wysokostopowych nierdzewnych (nawet 0,3 mm) Łączenie cienkich blach aluminiowych ze stalowymi Lutospawnie metodą MIG Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

18
IAC – Intelligent Arc Control
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

19
IAC – Intelligent Arc Control
Spawanie łukiem zwarciowym Zwiększone natężenie prądu podczas zwarcia Zmniejszone natężenie podczas jarzenia łuku Niska moc cieplna Niska energia liniowa Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

20
IAC Natężenie prądu Czas
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

21
Rys. Porównanie przebiegu natężenia prądu spawania w czasie dla klasycznego spawania MIG i procesu IAC. [1] A – jarzenie łuku B – zwarcie [1] J. L. Skovfo - Zmniejszenie zjawiska rozprysku i obniżenie energii liniowej w spawaniu łukiem krótkim. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

22
Przerwanie zwarcia w klasycznym spawaniu MIG
[1] Przerwanie zwarcia w klasycznym spawaniu MIG Przerwanie zwarcia w spawaniu IAC [1] J. L. Skovfo - Zmniejszenie zjawiska rozprysku i obniżenie energii liniowej w spawaniu łukiem krótkim. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

23
[1] [1] J. L. Skovfo - Zmniejszenie zjawiska rozprysku i obniżenie energii liniowej w spawaniu łukiem krótkim. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
![[1] [1] J. L. Skovfo - Zmniejszenie zjawiska rozprysku i obniżenie energii liniowej w spawaniu łukiem krótkim.](http://slideplayer.pl/slide/833375/2/images/23/%5B1%5D+%5B1%5D+J.+L.+Skovfo+-+Zmniejszenie+zjawiska+rozprysku+i+obni%C5%BCenie+energii+liniowej+w+spawaniu+%C5%82ukiem+kr%C3%B3tkim..jpg "Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
24
Zastosowanie IAC Wykonywanie warstw przetopowych
Spawanie cienkich blach (nawet 0,3 mm) Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
 Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
25
Cold Arc Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

26
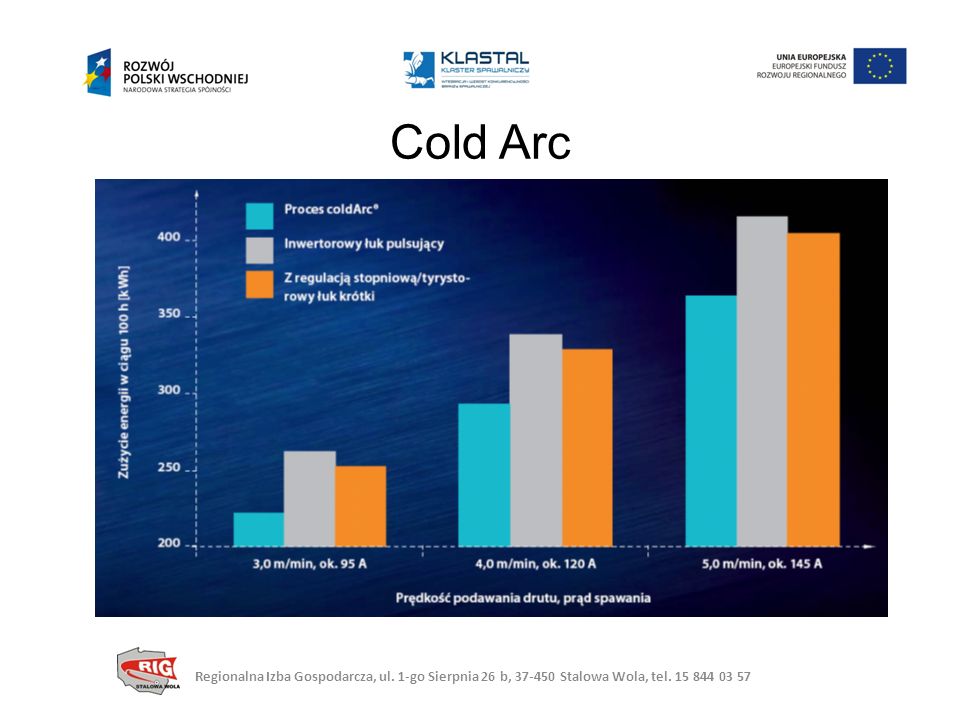
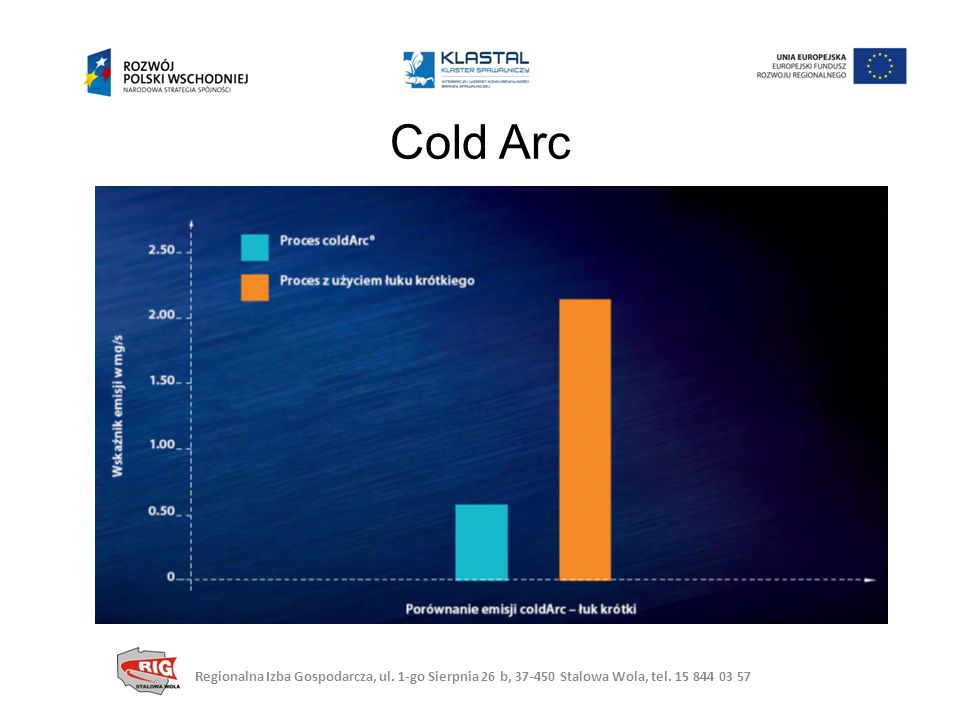
Cold Arc Spawanie łukiem zwarciowym
Przebieg napięcia jak przy konwencjonalnym łuku zwarciowym Raptowne zmniejszanie natężenia prądu w okresach pomiędzy zwarciami Niska moc cieplna Wąska strefa wpływu ciepła Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

27
Cold Arc Mniejsze zmiany struktury Niewielkie odkształcenia
Zminimalizowana strefa wpływu ciepła Niska moc cieplna Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

28
Cold Arc Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
29
Cold Arc Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
30
Zastosowanie Cold Arc Cienkie blachy ze stali niestopowych, niskostopowych i wysokostopowych (nawet 0,3 mm) Stopy aluminium Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

31
Metody niskoenergetyczne, a zanieczyszczenie środowiska
Wielkość emisji pyłu jest przy metodach IAC, CMT, ColdArc nawet kilkukrotnie mniejsza w porównaniu do konwencjonalnych metod spawania łukowego w osłonie gazów. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

32
[2] Rys. Emisja pyłu przy spawaniu stali austenitycznej w osłonie 98 % Ar + 2 % O2. [2] J. Matusiak, J. Wyciślik – Zagrożenia w środowisku pracy przy spawaniu i lutospawaniu łukowym metodami niskoenergetycznymi. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
![[2] Rys. Emisja pyłu przy spawaniu stali austenitycznej w osłonie 98 % Ar + 2 % O2.](http://slideplayer.pl/slide/833375/2/images/32/%5B2%5D+Rys.+Emisja+py%C5%82u+przy+spawaniu+stali+austenitycznej+w+os%C5%82onie+98+%25+Ar+%2B+2+%25+O2..jpg "[2] J. Matusiak, J. Wyciślik – Zagrożenia w środowisku pracy przy spawaniu i lutospawaniu łukowym metodami niskoenergetycznymi. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
33
[2] Rys. Emisja NOx przy spawaniu stali austenitycznej w osłonie 98 % Ar + 2 % O2. [2] J. Matusiak, J. Wyciślik – Zagrożenia w środowisku pracy przy spawaniu i lutospawaniu łukowym metodami niskoenergetycznymi. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
![[2] Rys. Emisja NOx przy spawaniu stali austenitycznej w osłonie 98 % Ar + 2 % O2.](http://slideplayer.pl/slide/833375/2/images/33/%5B2%5D+Rys.+Emisja+NOx+przy+spawaniu+stali+austenitycznej+w+os%C5%82onie+98+%25+Ar+%2B+2+%25+O2..jpg "[2] J. Matusiak, J. Wyciślik – Zagrożenia w środowisku pracy przy spawaniu i lutospawaniu łukowym metodami niskoenergetycznymi. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
34
[2] Rys. Emisja CO przy spawaniu stali austenitycznej w osłonie 98 % Ar + 2 % O2. [2] J. Matusiak, J. Wyciślik – Zagrożenia w środowisku pracy przy spawaniu i lutospawaniu łukowym metodami niskoenergetycznymi. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
![[2] Rys. Emisja CO przy spawaniu stali austenitycznej w osłonie 98 % Ar + 2 % O2.](http://slideplayer.pl/slide/833375/2/images/34/%5B2%5D+Rys.+Emisja+CO+przy+spawaniu+stali+austenitycznej+w+os%C5%82onie+98+%25+Ar+%2B+2+%25+O2..jpg "[2] J. Matusiak, J. Wyciślik – Zagrożenia w środowisku pracy przy spawaniu i lutospawaniu łukowym metodami niskoenergetycznymi. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
35
[2] Rys. Emisja pyłu przy spawaniu stali austenitycznej metodą ColdArc w osłonie różnych gazów. [2] J. Matusiak, J. Wyciślik – Zagrożenia w środowisku pracy przy spawaniu i lutospawaniu łukowym metodami niskoenergetycznymi. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
![[2] Rys. Emisja pyłu przy spawaniu stali austenitycznej metodą ColdArc w osłonie różnych gazów.](http://slideplayer.pl/slide/833375/2/images/35/%5B2%5D+Rys.+Emisja+py%C5%82u+przy+spawaniu+stali+austenitycznej+metod%C4%85+ColdArc+w+os%C5%82onie+r%C3%B3%C5%BCnych+gaz%C3%B3w..jpg "[2] J. Matusiak, J. Wyciślik – Zagrożenia w środowisku pracy przy spawaniu i lutospawaniu łukowym metodami niskoenergetycznymi. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
36
Metody wysokoenergetyczne
Spawanie laserowe Spawanie wiązką elektronów Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

37
Spawanie laserowe Niska energia liniowa spawania
Silnie zogniskowana wiązka lasera o dużej mocy (gęstości energii ok. 1MW/cm2, można uzyskać gęstości nawet powyżej 1011 W/cm2) Niewielka objętość przetopionego materiału Wąska strefa wpływu ciepła Stabilność pracy [3] [3] O.A. Idowu, O.A. Ojo, M.C. Chaturvedi – Effect of heat input on heat affected zone cracking in laser welded ATI Allvac 718Plus superalloy. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
 Niewielka objętość przetopionego materiału. Wąska strefa wpływu ciepła. Stabilność pracy. [3] [3] O.A. Idowu, O.A. Ojo, M.C. Chaturvedi – Effect of heat input on heat affected zone cracking in laser welded ATI Allvac 718Plus superalloy. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
38
Spawanie laserowe Szybkie odprowadzanie ciepła i stygnięcie spoiny
Szerokość spoiny od 0,2 do 13 mm Minimalne odkształcenia i naprężenia spawalnicze Bardzo dobra spawalność metalurgiczna i technologiczna Wysoka jakość złączy spawanych Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

39
Spawanie laserowe Ograniczona obróbka wykańczająca
Łatwa obsługa urządzeń Ograniczenie szkodliwego wpływu oddziaływania na obsługę Ograniczenie szkodliwego wpływu oddziaływania nie środowisko Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

40
Spawanie laserowe Lasery gazowe Lasery na ciele stałym YAG
Lasery diodowe dużej mocy – HPDL Spawanie hybrydowe Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

41
Lasery gazowe Ośrodkiem aktywnym jest gaz – najczęściej CO2
Zastosowanie: Spawanie, cięcie, obróbka powierzchni [4] [4] O.A. Idowu, O.A. Ojo, M.C. Chaturvedi – Effect of heat input on heat affected zone cracking in laser welded ATI Allvac 718Plus superalloy. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

42
Lasery na ciele stałym Lasery na ciele stałym wykorzystują dielektryczny kryształ lub szkło z domieszkami. Jako ośrodki czynne najczęściej stosowane są kryształy rubinu lub granatu. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

43
YAG YAG – Yttrium Aluminum Garnet - Granat itrowo-aluminiowy
Granat jest domieszkowany pierwiastkami ziem rzadkich: neodymem Nd, iterbem Yb, erbem Er, tulem Tm, Holmem Ho. Wzbudzenie lasera następuje w sposób optyczny poprzez oświetlenie elementu czynnego Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

44
Spawanie laserem impulsowym YAG
Możliwość emisji wiązki promieniowania w trybie impulsowym Precyzyjna kontrola ciepła wprowadzanego do materiału obrabianego Stopienie metalu o bardzo małej objętości przez pojedynczy impuls wiązki laserowej i jego natychmiastowa krystalizacja (zanim nastąpi następny impuls) [5] [5] P. L. Moore, D. S. Howse, E. R. Wallach – Microstructure & properties of autogenous high-power Nd:YAG laser welds in C-Mn steels. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
 [5] [5] P. L. Moore, D. S. Howse, E. R. Wallach – Microstructure & properties of autogenous high-power Nd:YAG laser welds in C-Mn steels. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
45
[6] YAG [6] Y.G. Song, W.S. Li, L. Li, Y.F. Zheng – The influence of laser welding parameters on the microstructure and mechanical property of the as-jointed NiTi alloy wires. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
![[6] YAG.](http://slideplayer.pl/slide/833375/2/images/45/%5B6%5D+YAG..jpg "[6] Y.G. Song, W.S. Li, L. Li, Y.F. Zheng – The influence of laser welding parameters on the microstructure and mechanical property of the as-jointed NiTi alloy wires. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
46
HPDL Wzbudzenie lasera wskutek przepływu prądu elektrycznego przez złącze p-n Element czynny – złącze półprzewodnikowe p-n GaAs, AlGaAs, AlInGaP Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

47
Spawanie hybrydowe Laser + TIG Laser + MIG/MAG
Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

48
[7] Spawanie hybrydowe [7] C. Li, K. Muneharua, S. Takao, H. Kouji – Fiber laser-GMA hybrid welding of commercially pure titanium. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
![[7] Spawanie hybrydowe. [7] C. Li, K. Muneharua, S. Takao, H. Kouji – Fiber laser-GMA hybrid welding of commercially pure titanium.](http://slideplayer.pl/slide/833375/2/images/48/%5B7%5D+Spawanie+hybrydowe.+%5B7%5D+C.+Li%2C+K.+Muneharua%2C+S.+Takao%2C+H.+Kouji+%E2%80%93+Fiber+laser-GMA+hybrid+welding+of+commercially+pure+titanium..jpg "Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
49
Spawanie wiązką elektronów
Źródłem ciepła jest energia kinetyczna elektronów rozpędzonych do bardzo dużych prędkości, poruszających się w próżni. W porównaniu do metod konwencjonalnych spawanie elektronowe zapewnia dotarcie do trudno dostępnych miejsc materiału oraz nieporównywalnie większą prędkość wykonania spoiny (do 100 mm/s). Zastosowanie wiązki elektronów do łączenia materiałów pozwala na przeprowadzenie procesu zarówno przed obróbką cieplną elementów, jak i po ostatecznej obróbce. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
. Zastosowanie wiązki elektronów do łączenia materiałów pozwala na przeprowadzenie procesu zarówno przed obróbką cieplną elementów, jak i po ostatecznej obróbce. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
50
Spawanie wiązką elektronów
Uzyskana spoina jest bardzo wąska, czysta, błyszcząca i regularna, a jej własności są porównywalne do otaczającego je materiału. Stosunek szerokości do głębokości spoiny od 1:10 do nawet 1:50. Praktycznie brak strefy wpływu ciepła. Brak potrzeby ukosowania (złącza na I) Duży zakres grubości łączonych elementów (nawet 60 mm) Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
 Duży zakres grubości łączonych elementów (nawet 60 mm) Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
51
Spawanie wiązką elektronów
Spawanie metali o różnych właściwościach fizyko-chemicznych Brak materiału dodatkowego (spoiwo, topniki, gazy) Większa wydajność Eliminacja odkształceń spawalniczych Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
 Większa wydajność. Eliminacja odkształceń spawalniczych. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
52
Warunki spawania wiązką elektronów
Bardzo dokładne pozycjonowanie wiązki (dokładność ±0,1 mm) Stabilizowanie wiązki podczas spawania Eliminacja szczątkowych pól magnetycznych elementów oprzyrządowania Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
 Stabilizowanie wiązki podczas spawania. Eliminacja szczątkowych pól magnetycznych elementów oprzyrządowania. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
53
Wady spawania wiązką elektronów
Powstawanie struktur hartowniczych Porowatość Spawanie w próżni powoduje intensywne uwalnianie pierwiastków o dużej prężności par, np. cynku Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

54
Zastosowanie spawania wiązką elektronów
Stale niskowęglowe (uspokojone) Stale nierdzewne Stale utwardzone wydzieleniowo Stopy miedzi (nie zawierające cynku) Stopy aluminium Stopy tytanu, ołowiu, molibdenu, tantalu Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15
 Stale nierdzewne. Stale utwardzone wydzieleniowo. Stopy miedzi (nie zawierające cynku) Stopy aluminium. Stopy tytanu, ołowiu, molibdenu, tantalu. Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel")
55
Dziękuję za uwagę Regionalna Izba Gospodarcza, ul. 1-go Sierpnia 26 b, Stalowa Wola, tel. 15

Podobne prezentacje



















