Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
Przygotowanie owoców i warzyw do dalszego przerobu

2
Podział produktów stosowany w przemyśle owocowo-warzywnym
Mrożone owoce i warzywa Nektary i kremogeny Konserwy mięsno-warzywne Sosy i pasty Napoje alkoholowe Pektyna Preparaty enzymatyczne Kondensaty substancji aromatycznych Półprzetwory Konserwy owocowe Przetwory owocowe słodzone susz Konserwy warzywne Soki pitne Soki zagęszczone Koncentraty warzywne Marynaty Warzywa kwaszone

3
OBRÓBKA WSTĘPNA PRZEBIERANIE MYCIE SORTOWANIE USUWANIE CZĘŚCI ZBĘDNYCH
OBIERANIE ODSZYPUŁKOWANIE ODPESTCZANIE KROJENIE BLANSZOWANIE

4
PRZEBIERANIE Przed myciem surowiec wstępnie przebiera się w celu usunięcia sztuk zapleśniałych, uszkodzonych mechanicznie i nadgniłych Przebieranie prowadzi się ręcznie na taśmach inspekcyjnych

5
MYCIE Cel: usunięcie zanieczyszczeń mechanicznych i organicznych oraz redukcja mikroflory powierzchniowej Dla poszczególnych grup surowców dobierane są odpowiednie urządzenia do mycia Do mycia stosuje się: płuczki wibracyjne (do delikatnych owoców) wodno-powietrzne (do delikatnych owoców) Bębnowe i łopatowe (do owoców i warzyw twardych, takich jak jabłka, marchew), Szczotkowe (do warzyw korzeniowych, ogórków) Grabkowe (do warzyw liściowych)
 wodno-powietrzne (do delikatnych owoców) Bębnowe i łopatowe (do owoców i warzyw twardych, takich jak jabłka, marchew), Szczotkowe (do warzyw korzeniowych, ogórków) Grabkowe (do warzyw liściowych)")
6
Mycie owoców i warzyw Płuczki wibracyjne - w wodzie wytwarzane są drgania o wysokiej częstotliwości –3000 drgań/min

7
Mycie owoców i warzyw Płuczka wodno-powietrzna

8
Mycie owoców i warzyw

9
Mycie owoców i warzyw

10
Mycie owoców i warzyw Płuczka bębnowa

11
Mycie owoców i warzyw Płuczka bębnowa

12
Mycie owoców i warzyw Płuczka łapowa

13
Myjka szczotkowa

14
Mycie owoców i warzyw Płuczka grabkowa

15
Przebieranie i sortowanie surowca
Przebieranie polega na oddzieleniu zanieczyszczeń obcych oraz owoców i warzyw nadgniłych, niedojrzałych, przejrzałych, uszkodzonych mechanicznie. Czynności te wykonuje się przed lub po myciu lub kilkakrotnie w czasie trwania procesu technologicznego.

16
Przebieranie i sortowanie surowca
Sortowanie ma na celu ujednolicenie owoców lub warzyw pod względem wielkości, barwy, ciężaru, dojrzałości. Tak przygotowany surowiec ułatwia proces technologiczny, ponieważ jest jednakowej wielkości i dojrzałości – ma więc ujednolicony wygląd i skład chemiczny.

17
Przebieranie i sortowanie surowca
Do sortowania owoców drobnych i kulistych stosuje się sortowniki sitowe lub bębnowe, z zainstalowanymi sitami o otworach o różnej średnicy. Niektóre owoce sortuje się po obraniu i usunięciu gniazd nasiennych lub pestek (gruszki, brzoskwinie morele), Oprócz sit do sortowania stosuje się sortowniki taśmowe, linkowe, obrotowe, wagowe, elektroniczne, wialnie i inne. W ostatnich latach coraz większe znaczenie przywiązuje się do sortowania według barwy.
, Oprócz sit do sortowania stosuje się sortowniki taśmowe, linkowe, obrotowe, wagowe, elektroniczne, wialnie i inne. W ostatnich latach coraz większe znaczenie przywiązuje się do sortowania według barwy.")
18
Przebieranie i sortowanie surowca
Warzywa wysokoskrobiowe sortuje się po blanszowaniu na podstawie różnicy ciężaru – tam środowiskiem sortującym jest roztwór soli kuchennej o odpowiedni dobranym stężeniu.

19
Przebieranie i sortowanie surowca
Kalibrownik rolkowy

20
Przebieranie i sortowanie surowca
Kalibrownik bębnowy

21
Przebieranie i sortowanie surowca

22
Przebieranie i sortowanie surowca
Kalibrownik szczelinowy Kalibrownik taśmowy

23
Usuwanie części zbędnych
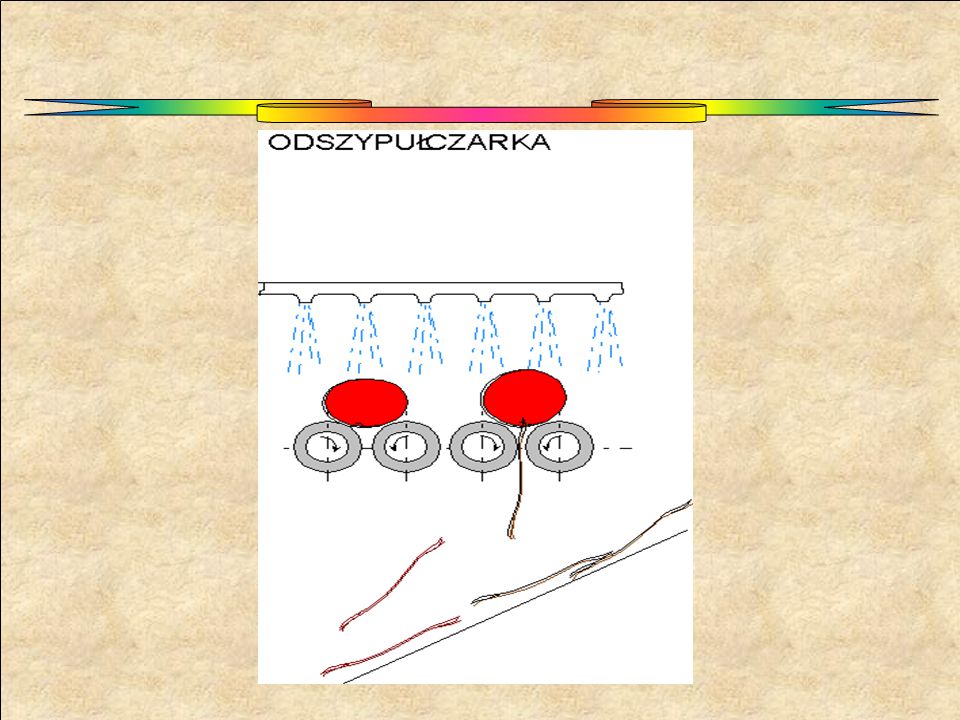
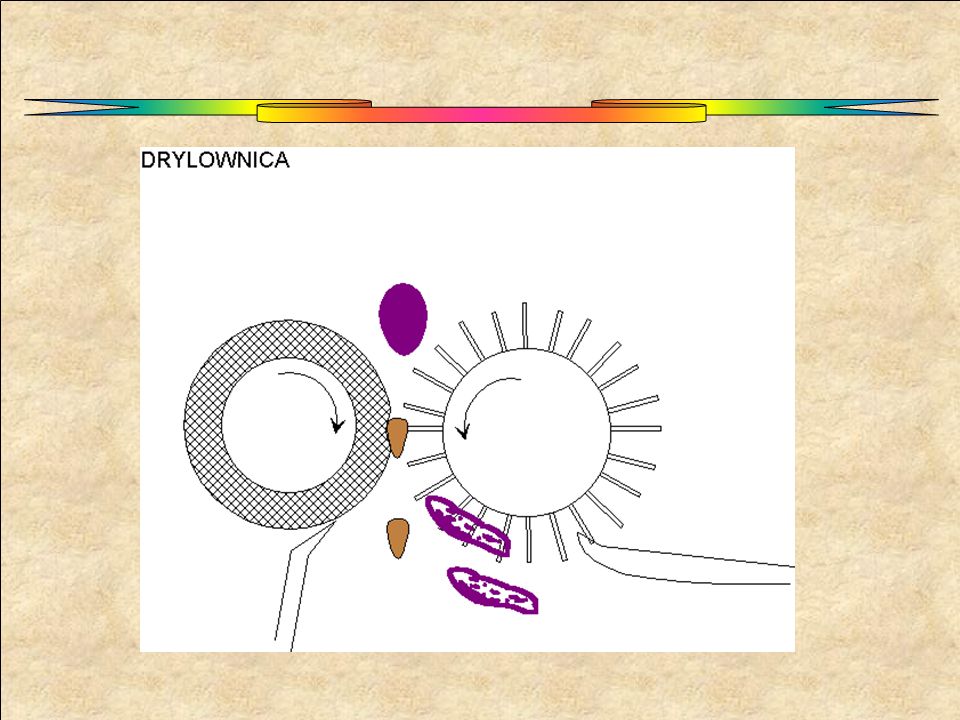
Coraz częściej w celu podniesienia jakości soków stosuje się odpestczanie owoców pestkowych oraz odszypułkowywanie owoców jagodowych i pestkowych. Zabiegi te ułatwiają proces przerobu i eliminują przenikanie do soku niekorzystnych składników takich jak: enzymy, barwniki, glikozydy itp., szczególnie wówczas gdy owoce są rozparzane.

26
Odszypułczarka do owoców mrożonych

27
Ocieraczka karborundowa

28
Blanszowanie Podstawowym celem blanszowania jest zniszczenie enzymów obecnych w owocach i warzywach przy użyciu ciepła, co pozwala na wyeliminowanie przyczyn powodujących biochemiczne zmiany jakościowe produktu. Najczęściej zaleca się stosowanie wysokich temperatur i krótkiego czasu.

29
Blanszowanie Dodatkowe korzyści związane z procesem blanszowania to:
Koagulacja białek połączona ze zmniejszeniem objętości i wydzieleniem wody. Redukcja niepożądanego smaku niektórych warzyw (np. gorzkiego smaku kapusty, kalafiorów, brukselki) Usuwanie powietrza z przestrzeni międzykomórkowych tkanek roślinnych, co zwiększa gęstość produktu i zapobiega utlenianiu podczas przechowywania
 Usuwanie powietrza z przestrzeni międzykomórkowych tkanek roślinnych, co zwiększa gęstość produktu i zapobiega utlenianiu podczas przechowywania.")
30
Blanszowanie Uzyskanie lepszej barwy wielu produktów
Ułatwienia w eliminowaniu wadliwego surowca w wyniku lepszego uwidocznienia defektów Poprawa stanu mikrobiologicznego wskutek częściowego zniszczenia drobnoustrojów Skrócenie czasu gotowania przed spożyciem (np. warzyw)
")
31
Blanszowanie niekorzystne zjawiska związane z blanszowaniem mięknięcie tkanek (zwłaszcza owoców) rozpad substancji wrażliwych na działanie ciepła – witamin i barwników wypłukiwanie składników odżywczych.

32
Blanszowanie Proces blanszowania polega na zanurzeniu surowców w gorącej wodzie o temp °C lub poddaje działaniu pary o temp. 100°C. Podczas blanszowania niektórych surowców dodaje się do wody przeciwutleniaczy np. kwasu cytrynowego – w celu zabezpieczenia barwy.

33
Blanszowanie Czas blanszowania od 1 do 10 minut zależy od:
Zastosowanej temperatury Rodzaju surowca Odporności termicznej enzymów surowca – enzymem najbardziej odpornym na temperaturę są peroksydaza i katalaza, stąd stopień ich zniszczenia stanowi ocenę skuteczności blanszowania Składu roztworu blanszującego – zakwaszenie wody stosowanej do blanszowania pozwala na skrócenie czasu procesu o około 20% Czynników technicznych decydujących o sprawności przenikania i wymiany ciepła

34
Blanszowanie Metody blanszowania
Proces blanszowania prowadzony jest w blanszownikach o działaniu okresowym lub ciągłym. W przemyśle stosuje się przede wszystkim urządzenia o działaniu ciągłym – blanszowniki taśmowe, ślimakowe, rurowe i bębnowe. Blanszowanie prowadzi się w wodzie i w parze, są też urządzenia wykorzystujące jako czynnik grzejny wodę i parę.

35
Blanszowanie Blanszowniki parowe
Zaletą tych urządzeń są minimalne straty substancji rozpuszczalnych i niewielka ilość ścieków, a wadą niska wydajność cieplna wynikająca z niskich wartości współczynników wymiany ciepła oraz trudności w kontrolowaniu procesu.

36
Blanszowanie Blanszowniki wodne
Zaletą blanszowników wodnych jest równomierne blanszowanie wynikające z możliwości regulowania i utrzymywania założonej temperatury i czasu blanszowania. Wadę stanowi znaczne wymywanie rozpuszczalnych składników surowca i większa w porównaniu z blanszowaniem parowym ilość ścieków. Blanszowniki wodne zużywają mniejszą ilość ciepła (lepsza wymiana ciepła)
")
37
Blanszowanie Blanszowniki natryskowe – głównym elementem jest poziomy tunel, wewnątrz którego na przenośniku taśmowym przesuwa się surowiec, przechodząc przez kolejne sekcje podgrzewania, utrzymania temperatury, chłodzenia i osuszenia. Czynnikiem grzejnym i suszącym jest woda natryskiwana na surowiec znajdujący się na taśmie.

38
Blanszowanie Blanszowniki bębnowe – głównym elementem jest bęben z perforowanej blachy, którego dolna część jest zanurzona w wodzie ogrzewanej (bezpośrednio lub przeponowo parą). Ślimak wewnątrz bębna ułatwia przesuwanie surowca. Obroty bębna można regulować, co zmienia czas blanszowania. Wydajność wynosi 1-2 t/h.
. Ślimak wewnątrz bębna ułatwia przesuwanie surowca. Obroty bębna można regulować, co zmienia czas blanszowania. Wydajność wynosi 1-2 t/h.")
39
Blanszowanie Blanszowniki tunelowe – blanszowanie może odbywać się tam w wodzie lub parze. Surowiec przesuwa się w ażurowych koszykach stanowiących taśmę. W miejscu wejścia do tunelu natrysk wody ogranicza wydostawanie się pary. Pod i nad przenośnikiem umieszczone są dziurkowane przewody przez które doprowadzana jest para. Środkową część tunelu zagłębiona jest w wodzie, ogrzewanej parą, w której można prowadzić blanszowanie wodne. Natryski zimnej wody przy wyjściu z tunelu chłodzą surowiec. Prędkość przesuwu przenośnika jest regulowana, co pozwala regulować czas blanszowania.

40
Blanszowanie Blanszowniki parowe z zamknięciem hydrostatycznym. W wannach znajduje się woda, zamykająca tunel z dwóch stron, wlot i wylot taśm znajduje się pod powierzchnią wody, co umożliwia skuteczne zamknięcie pary wewnątrz tunelu, gdzie odbywa się właściwe blanszowanie

41
Blanszowanie Zblanszowany surowiec musi być jak najprędzej schłodzony. Czasami chłodzenie odbywa się natryskowo przy wyjściu z blanszownika. Częściej stosuje się zanurzanie surowca do przepływającej zimnej wody.

42
Blanszowanie Wg Jarczyk, Berdowski

43
Blanszowanie Wg Jarczyk, Berdowski

44
Blanszowanie Wg Jarczyk, Berdowski

45
Blanszowanie

46
Blanszowanie

Podobne prezentacje