Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
Komputerowe wspomaganie CAM
Państwowa Wyższa Szkoła Zawodowa w Nysie Instytut Zarządzania Komputerowe wspomaganie CAM Technologia grupowa. Systemy CAP Dr inż. Piotr Chwastyk

2
Technologia grupowa (GT)
Technologia grupowa polega na tworzeniu rodzin części technologicznie podobnych. Poszczególne części są kodowane na podstawie różnych charakterystyk i atrybutów w grupy i rodziny, tworząc spektra części o podobnych cechach technologicznych. Każdej grupie przyporządkowany jest standardowy proces technologiczny. Podstawą Technologii Grupowej są systemy klasyfikacji i identyfikacji części, których zadaniem jest doprowadzenie do typizacji procesów poprzez opracowanie grup elementów charakteryzujących się podobieństwem konstrukcyjnym (postaci konstrukcyjnej i wymiarami) i technologicznym (konieczne operacje technologiczne, stanowiska produkcyjne, narzędzia).
 i technologicznym (konieczne operacje technologiczne, stanowiska produkcyjne, narzędzia).")
3
Klasyfikacja i identyfikacja części
Opis części opracowuje się stosując pewne z góry założone cechy określone jako kryteria klasyfikacyjne, natomiast opis tych cech przedstawia się w postaci kodu klasyfikacyjnego. Zestawienie cech według odpowiedniej kolejności tworzy grupy i podgrupy klasyfikacyjne. Do podstawowych metod kodowania należą: kodowanie funkcji elementów, kodowanie technologii wytwarzania elementów. kodowanie geometrycznej postaci konstrukcyjnej, W kodzie zawarte mogą być także inne informacje, np. dotyczące planowania produkcji.

4
Ze względu na informacje wykorzystane do budowy symbolu klasyfikacyjnego kody elementów maszyn można podzielić na 3 grupy: kody opisujące cechy geometryczne grupowanego elementu - kody te są budowane na podstawie geometrycznej postaci konstrukcyjnej. Taki sposób kodowania wynika z tego, że technologia wykonania elementów maszyn jest nierozerwalnie związana z ich geometryczną postacią konstrukcyjną, która, zgodnie z definicją J. Dietrycha, jest częścią postaci konstrukcyjnej definiowanej jako jakościowa własność konstrukcji. Kody tego typu pomijają cechy technologiczne opisywanych elementów, co prowadzi do tego, że elementy różniące się od siebie tymi cechami, ale o identycznej geometrycznej postaci konstrukcyjnej, są grupowane razem,

5
kody opisujące cechy technologiczne grupowanego elementu - kody te opisują elementy maszyn, wykorzystując informacje o technologii ich wykonania oraz o cechach technologicznych grupowanych elementów. Opisują te właściwości konstrukcji, które są pomijane w kodach opierających się wyłącznie na jakościowej właściwości konstrukcji. Wadą tych kodów jest to, że różnorodność cech technologicznych utrudnia zbudowanie uniwersalnego kodu dobrze opisującego postać konstrukcyjną elementu i nadającego się do wykorzystania w różnych zagadnieniach grupowania elementów maszyn. Kody takie przeważnie ograniczają się do opisu wąskiej grupy elementów o bardzo zbliżonej postaci konstrukcyjnej, kody mieszane - są to kody wykorzystujące informacje o geometrycznej postaci konstrukcyjnej i cechach technologicznych elementu. Kody te są często stosowane, gdyż pozwalają na wykorzystanie zalet obu wcześniejszych grup i uniknięcie ich wad.

6
Ze względu na budowę kodów można je podzielić również na 3 grupy:
kody hierarchiczne - zbudowane są na podstawie struktury drzewa, w którym gałęziami są odpowiednie cechy opisywanego elementu. Budując kod, dobieramy poszczególne jego wartości, przemieszczając się po gałęziach drzewa. Oznacza to, że na n-tej pozycji dwóch symboli mogą się znajdować wartości należące do różnych gałęzi drzewa. Z tej przyczyny nie można określić stopnia podobieństwa elementów przez porównanie poszczególnych pozycji kodu hierarchicznego, kody łańcuchowe - zbudowane są z określonych cech, które mają w kodzie stałe pozycje. Wadą tych kodów jest to, że bez względu na to, czy w danym elemencie określona cecha występuje czy nie, musi być na nią zarezerwowane miejsce w kodzie. Wydłuża to kod, który zawiera niewykorzystywane pozycje. Stałopozycyjne systemy kodowania są trudne w modyfikacji i drogie w utrzymaniu, mimo to większość zakładów używa tych sposobów kodowania w technologii grupowej, kody mieszane - kod składający się z pozycji kodu hierarchicznego i kodu łańcuchowego. Łączy on zalety obu sposobów kodowania, pozwalając uniknąć ich wad.

7
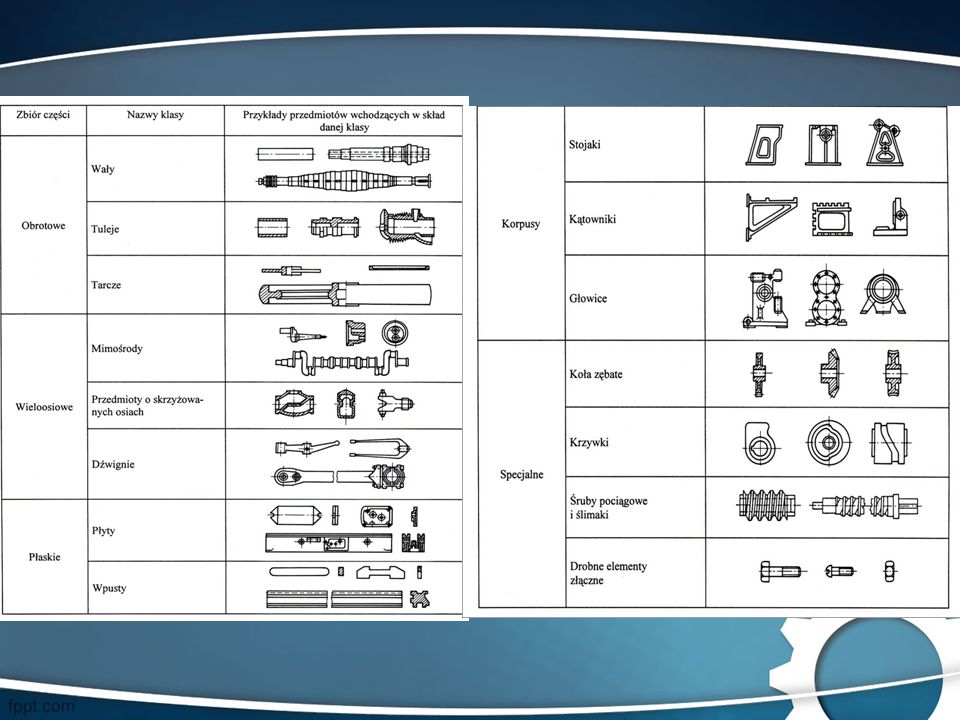
Pierwsza klasyfikacja – lata pięćdziesiąte – prof. A. Sokołowski
Podzielił części maszyn na następujące grupy: Części obrotowe Części wieloosiowe Części płaskie Korpusy Części specjalne Wszystkie te działy podzielone zostały na 15 klas. Następnie dodano wyróżniki klasyfikacyjne jak np.: zróżnicowanie kształtu, dokładność powierzchni, wymiar, materiał, i w ten sposób uzyskano grupy, podgrupy i typy. Typ jest najniższym stopniem klasyfikacyjnym i dla określonego typu można opracować jeden typowy proces technologiczny.

9
W Polsce problemem klasyfikacji elementów maszyn zajmował się Instytut Organizacji Przemysłu Maszynowego, który opracował klasyfikator oparty na dziewięcioznakowym kodzie. W kodzie zapisane są cechy należące go jednego z czterech rodzajów. Są to: cechy ilościowe – mogą być przedstawione w postaci wartości liczbowych, cechy rangowe – mogą służyć porządkowaniu ze względu na relacje równości, mniejszości lub większości, cechy strukturalne – pozwalają na rozróżnienie identyczności lub braku identyczności wśród pewnych cech, cechy binarne – określające występowanie danej cechy przyjmujące wartości „0” lub „1”.

10
Układ i znaczenie poszczególnych kryteriów klasyfikatora
Kolejne znaki w kodzie klasyfikacyjnym oznaczają: 1 – grupa 2 – klasa - stanowi podstawową jednostkę podziału 3 – podklasa 4 – wielkość przedmiotu lub jego masa 5 – odmianę technologiczną 6 – materiał 7 – postać materiału wyjściowego 8 – dokładność obrobionych powierzchni 9 – skalę produkji np. kod oznacza wg odpowiednich tablic: 35 – koło zębate z otworem, 1 – walcowe, 2 – małe, 2 – z jednostronną piastą, 2 – wykonane ze stali utwardzonej powierzchniowo, 0 – obrabiane z pręta, 4 – wykonane w siódmej klasie dokładności, 2 – produkcja małoseryjna Układ i znaczenie poszczególnych kryteriów klasyfikatora

11
Na bazie klasyfikatora Instytutu Organizacji Przemysłu Maszynowego powstał w latach siedemdziesiątych Jednolity Klasyfikator Konstrukcyjno-Technologiczny Przedmiotów Produkcji. Przyjęto w nim dwuczłonową budowę symbolu klasyfikacyjnego, przy czym: człon I charakteryzuje przedmiot produkcji w stanie gotowym, człon II charakteryzuje przedmiot produkcji w każdym z jego pośrednich stanów wynikających z procesu technologicznego

12
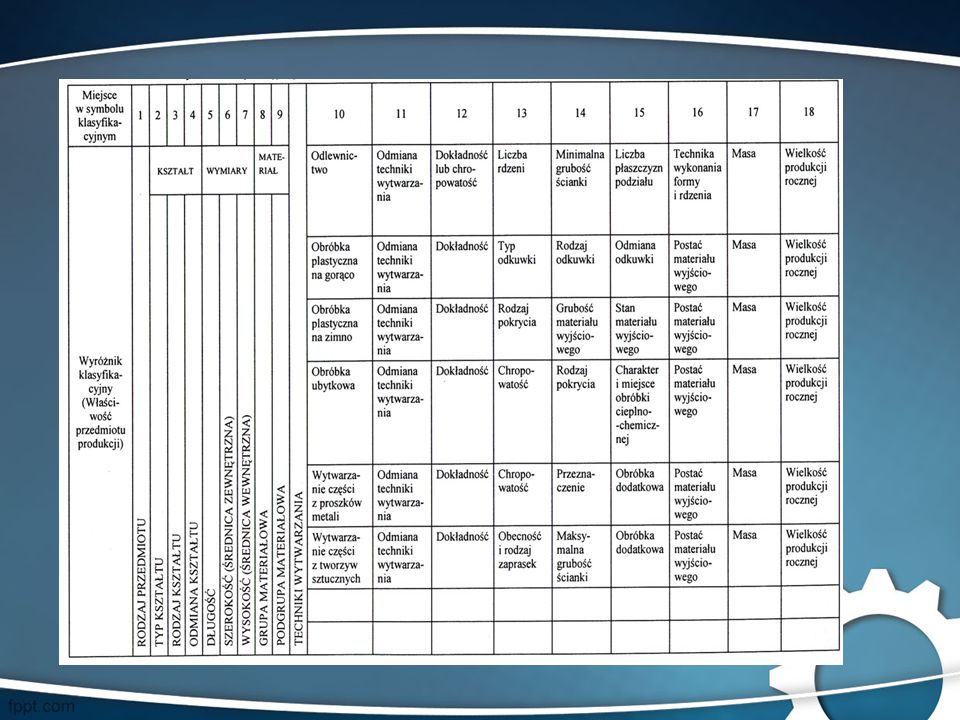
Człon I ma stałą budowę i składa się z 9 znaków cyfrowych i obejmuje następujące cechy:
rodzaj przedmiotu – jeden znak, cechy kształtu – trzy znaki, wymiary gabarytowe – trzy znaki, materiał – dwa znaki. Przedmioty produkcji podzielono na 10 rodzajów, z czego 7 ma swoje nazwy

14
Człon II opracowano dla różnych technik wytwarzania
Człon II opracowano dla różnych technik wytwarzania. Składa się on z kolejnych 9 znaków: technika wytwarzania – dwa znaki, dokładność (chropowatość) – jeden znak, cechy uzupełniające – cztery znaki, masa – jeden znak, wielkość produkcji rocznej – jeden znak. Szczegółowa budowa poszczególnych członów klasyfikatora podana jest w odpowiednich tablicach klasyfikacyjnych.
 – jeden znak, cechy uzupełniające – cztery znaki, masa – jeden znak, wielkość produkcji rocznej – jeden znak. Szczegółowa budowa poszczególnych członów klasyfikatora podana jest w odpowiednich tablicach klasyfikacyjnych.")
15
Obszary zastosowań klasyfikacji części maszyn:
opracowanie typowych procesów technologicznych, unifikacja środków produkcji, automatyzacja projektowania procesów technologicznych, normalizacja części maszyn poprzez tworzenie zbiorów typowych i typoszeregów części budowa grupowych metod wytwarzania.

18
Czynności jakie wykonuje technolog podczas projektowania procesu technologicznego:
interpretacja rysunku technicznego części w odniesieniu do wymiarów, kształtów oraz tolerancji, jakości powierzchni (m.in. chropowatości) i innych cech przedmiotu pod kątem jego wytwarzania, opracowanie koncepcji procesu technologicznego, wytypowanie metod obróbki, określenie liczby części w partii, wybór półwyrobu oraz opracowanie norm zużycia i zestawienia zapotrzebowania materiałowego, zdefiniowanie naddatków, baz technologicznych, sposobu mocowania itd., ustalenie rodzaju operacji, zabiegów i czynności wykonywanych w procesie technologicznym, selekcja maszyn, narzędzi i oprzyrządowania do wykonania operacji, określenie czasów wykonania (w tym czasów pomocniczych i głównych), opracowanie dokumentacji technologicznej (kart technologicznych, instrukcji wykonania, wykaz środków produkcji itp.)
 i innych cech przedmiotu pod kątem jego wytwarzania, opracowanie koncepcji procesu technologicznego, wytypowanie metod obróbki, określenie liczby części w partii, wybór półwyrobu oraz opracowanie norm zużycia i zestawienia zapotrzebowania materiałowego, zdefiniowanie naddatków, baz technologicznych, sposobu mocowania itd., ustalenie rodzaju operacji, zabiegów i czynności wykonywanych w procesie technologicznym, selekcja maszyn, narzędzi i oprzyrządowania do wykonania operacji, określenie czasów wykonania (w tym czasów pomocniczych i głównych), opracowanie dokumentacji technologicznej (kart technologicznych, instrukcji wykonania, wykaz środków produkcji itp.)")
19
Kompleksowość prac przy planowaniu procesu technologicznego
Czas potrzebny do przygotowania procesu technologicznego dzieli się następująco: 15% - podejmowanie różnych decyzji, 40% - wyszukiwanie danych i obliczenia, 45% - przygotowanie dokumentacji technologicznej Kompleksowość prac przy planowaniu procesu technologicznego

20
Ze względu na istnienie w przedsiębiorstwie obrabiarek konwencjonalnych i numerycznych komputerowe wspomaganie prac technologa można podzielić na: komputerowe wspomaganie przygotowania dokumentacji technologicznej procesów technologicznych dla maszyn konwencjonalnych opracowanie za pomocą różnych systemów komputerowych programów dla obrabiarek sterowanych numerycznie Planowanie procesu technologicznego wspomagane komputerowo jest oznaczane skrótem CAP lub CAPP (ang. Computer Aided Planning lub Computer Aided Process Planning) Technika CAPP rozwinęła się późno. Przed 1960 rokiem planowanie procesu technologicznego odbywało się całkowicie ręcznie. 1960 rok - zastosowanie baz danych do magazynowania danych o procesie technologicznym i do formatowania planów procesu technologicznego Lata 1970 – wprowadzenie technologii grupowej (Group Technology) wykorzystanej do planowania wariantowych procesów technologicznych. Użytkownik nadal sam tworzy i modyfikuje procesy technologiczne, lecz system pomaga dobrać optymalne parametry procesu technologicznego. Lata 1980 – zastosowanie sztucznej inteligencji w systemach ekspertowych oraz rozwój modeli geometrycznych
 Technika CAPP rozwinęła się późno. Przed 1960 rokiem planowanie procesu technologicznego odbywało się całkowicie ręcznie rok - zastosowanie baz danych do magazynowania danych o procesie technologicznym i do formatowania planów procesu technologicznego. Lata 1970 – wprowadzenie technologii grupowej (Group Technology) wykorzystanej do planowania wariantowych procesów technologicznych. Użytkownik nadal sam tworzy i modyfikuje procesy technologiczne, lecz system pomaga dobrać optymalne parametry procesu technologicznego. Lata 1980 – zastosowanie sztucznej inteligencji w systemach ekspertowych oraz rozwój modeli geometrycznych.")
21
Systemy wspomagające proces opracowywania procesów technologicznych wymagają aby:
systemy CAD były przystosowane do tworzenia opisów części zorientowanych na proces technologiczny oraz interfejsy CAD/CAPP, nastąpił rozwój metod gromadzenia i zapisu wiedzy inżynierskiej o procesach wytwarzania oraz zastosowania sztucznej inteligencji i metod uczenia w technologii i budowie maszyn, rozwijano interfejsy CAPP z systemami wspomagającymi planowanie i sterowanie produkcją, marketing, kierowanie wytwarzaniem, finanse itp. Dane opracowane w systemach CAPP są wykorzystywane na poziomie CAM (Computer Aided Manufacturing – komputerowo wspomagane wytwarzanie) do realizacji procesu technologicznego na maszynach i obrabiarkach sterowanych numerycznie Istnieją trzy podejścia stosowane w komputerowych wspomaganiu projektowania procesów technologicznych: Planowanie wariantowe Planowanie generacyjne Planowanie hybrydowe
 do realizacji procesu technologicznego na maszynach i obrabiarkach sterowanych numerycznie. Istnieją trzy podejścia stosowane w komputerowych wspomaganiu projektowania procesów technologicznych: Planowanie wariantowe. Planowanie generacyjne. Planowanie hybrydowe.")
22
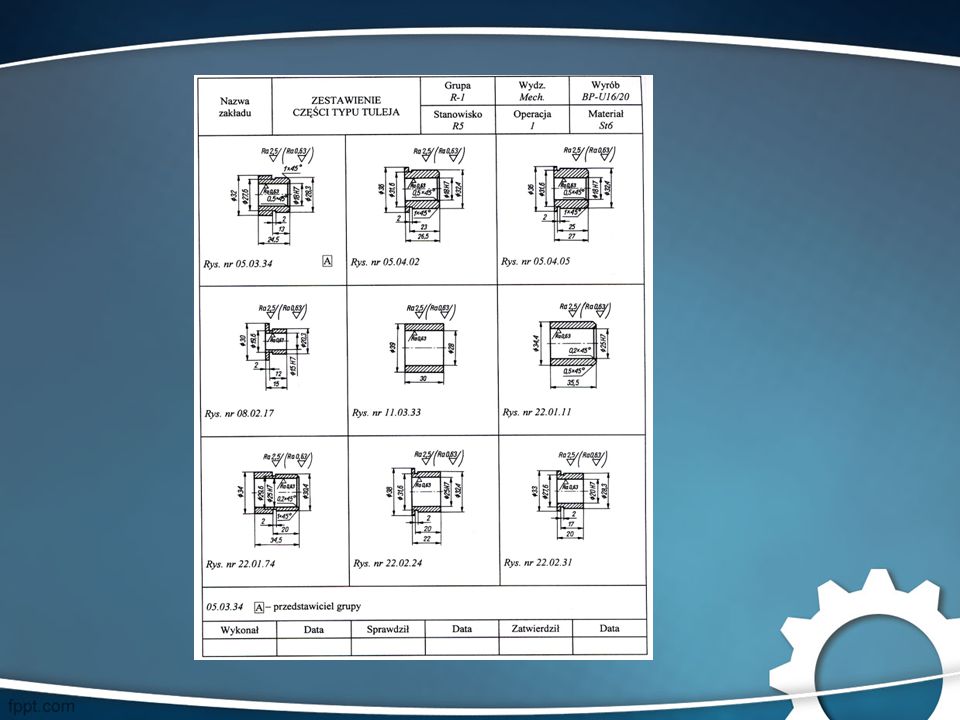
Planowanie wariantowe
Bazuje na częściach technologicznie podobnych oraz podobnych (typowych) procesach technologicznych Komputer wykorzystywany jest do identyfikacji części podobnych oraz do edycji procesu technologicznego odpowiedniego dla konkretnej części Podstawą implementacji planowania grupowego jest technologia grupowa
 procesach technologicznych. Komputer wykorzystywany jest do identyfikacji części podobnych oraz do edycji procesu technologicznego odpowiedniego dla konkretnej części. Podstawą implementacji planowania grupowego jest technologia grupowa.")
23
Zalety planowania wariantowego:
możliwość tworzenia procesów wytwarzania dla różnych wariantów na podstawie jednego procesu wytwarzania, stosunkowo łatwe oprogramowanie i instalacja systemu, możliwość szybkiego zrozumienia systemu oraz kontroli nad ostateczną wersją procesu wytwarzania, prostota użytkowania. Wady planowania wariantowego: planowanie procesów wytwarzania jest ograniczone do części podobnych, o wcześniej zaplanowanych procesach wytwarzania, doświadczony technolog znajduje zawsze podstawy do modyfikowania i ulepszania standardowego procesu wytwarzania, co pociąga za sobą konieczność ciągłej modyfikacji systemu, szczegóły dotyczące procesu wytwarzania nie mogą być generowane, projektowanie wariantowe nie może być w pełni wykorzystane w produkcji zautomatyzowanej bez dodatkowego projektowania szczegółowego.

24
Planowanie generacyjne
System automatycznie syntetyzuje plan procesu wytwarzania dla nowej części Tworzenie nowego planu technologicznego odbywa się na podstawie informacji o wytwarzaniu zawartych w bazie danych bez interwencji technologa. W zależności od przyjętego modelu projektowania system jest zdolny do generowania wymaganych operacji i sekwencji operacji dla obrabianych części Wiedza o wytwarzaniu musi być opisana i zakodowana w programie komputerowym a zastosowanie logiki decyzyjnej pozwala imitować proces decyzyjny technologa

25
Generacyjny system planowania procesu wytwarzania składa się z trzech głównych komponentów:
opis części wytwarzanej, baza danych o wytwarzaniu, logika podejmowania decyzji i algorytmy projektowania procesu wytwarzania. Zalety planowania generacyjnego: szybkie generowanie procesu wytwarzania, łatwość planowania procesu wytwarzania dla nowych przedmiotów na podstawie istniejących komponentów, możliwość integracji szczegółowych informacji kontrolnych w produkcji zautomatyzowanej. Efektywność wdrożenia systemu generacyjnego jest związana z: identyfikacją i ustaleniem logiki planowania procesu wytwarzania; jasnym i precyzyjnym zdefiniowaniem produkowanej części w formacie kompatybilnym komputerowo; tworzeniem baz danych, w których będzie zawarta zarówno logika planowania procesu wytwarzania, jak i dane opisujące produkowane części.

26
Metody opisu elementów
Do opisu części produkowanych na potrzeby systemu generacyjnego stosuje się różne metody. Wymienić tu należy: stosowanie kodów, użycie specjalnych języków opisowych oraz zapis w postaci modelu CAD. Opis części obrabianej za pomocą kodu jest sekwencją symboli, które stanowią charakterystykę jej elementów geometrycznych i technologicznych. Opis części za pomocą kodu jest stosowany raczej w technologii grupowej i w systemach całkowicie zautomatyzowanych. Opis części za pomocą specjalnych języków jest bardziej przejrzystą i łatwą do odczytania formą zapisu. Obecnie wraz z rozwojem systemów CAD czynione są próby wykorzystania modeli wykonanych w systemie CAD jako danych wejściowych do systemu planowania procesów wytwarzania. Zapis logiki planowania procesu wytwarzania Do zapisu logiki planowania są stosowane różne metody. Wymienić tu należy drzewo decyzyjne, tablice decyzyjne, zastosowanie sztucznej inteligencji oraz reprezentację wiedzy.

27
Drzewo decyzyjne jest grafem składającym się z pojedynczych krawędzi i węzłów. Krawędzie to warunki, a węzły to decyzje. Podjęcie następnej decyzji jest możliwe dopiero wtedy, gdy poprzednia decyzja jest prawidłowa (prawdziwa) i gdy spełnione są określone warunki. Tabele decyzyjne są formą zapisu warunków i decyzji w formie tabel. Decyzje są zapisywane w kolumnach tabeli, a warunki w wierszach. Jeśli wszystkie warunki są spełnione, zostaje podjęta ostateczna decyzja. Sztuczną inteligencję próbuje się zastosować do opisu przedmiotu obrabianego, a systemy ekspertowe — do planowania procesu wytwarzania. Typowy system ekspertowy składa się z bazy wiedzy z danej dziedziny, reguł wnioskowania, mechanizmów wnioskowania służących do uruchamiania reguł oraz logiki unikania konfliktów. Na potrzeby reprezentacji wiedzy i systemów ekspertowych opracowano wiele różnych metod. Niektóre z nich mogą być również użyte do projektowania procesu wytwarzania. Są to: logika predykacyjna, reguły produkcyjne, sieci semantyczne, ramy (frames) oraz programowanie zorientowane obiektowo. Reguły produkcyjne są najczęściej stosowanymi metodami reprezentacji wiedzy. Wprowadzają one zasadę warunek - akcja (lub produkcja) i są przedstawiane w prostej formie zasad „if - then” (jeśli - to). Metody te zastosowano w różnych systemach planowania procesów wytwarzania. dr inż. Piotr Chwastyk
 oraz programowanie zorientowane obiektowo. Reguły produkcyjne są najczęściej stosowanymi metodami reprezentacji wiedzy. Wprowadzają one zasadę warunek - akcja (lub produkcja) i są przedstawiane w prostej formie zasad „if - then (jeśli - to). Metody te zastosowano w różnych systemach planowania procesów wytwarzania. dr inż. Piotr Chwastyk.")
28
Bazy danych i algorytmy
Sieci semantyczne wykorzystują pojęcia obiektów i relacji binarnych. Zgodnie z tymi pojęciami, wiedza jest kolekcją obiektów i związków przedstawionych jako etykietowane, zorientowane łuki. Sieci semantyczne są łatwe w interpretacji, lecz o wiele trudniejsze do wdrożenia. Ramy (frames) są powszechnie stosowane do reprezentacji wiedzy. Pozwalają one na zapisanie informacji proceduralnych i deklaracyjnych za pomocą atrybutów, relacji hierarchicznych z innymi ramami, ograniczeń, procedur itp. Bazy danych i algorytmy Bazy danych i algorytmy są głównymi komponentami generacyjnych systemów planowania procesów wytwarzania. Do planowania takiego procesu są niezbędne różne bazy danych umożliwiające technologowi podejmowanie decyzji podczas projektowania procesu. Bazy danych są najczęściej wyspecjalizowane, służą do wspomagania poszczególnych etapów projektowania technologicznego procesu obróbki i zależą od profilu przedsiębiorstwa. Algorytm jest stosowany przede wszystkim do komputerowego projektowania procesu wytwarzania oraz podejmowania decyzji przez system. Typowe zastosowanie algorytmu w projektowaniu procesu wytwarzania zawiera procedury ustalania optymalnych parametrów skrawania, wyszukiwania obrabiarek i ustalania mocy skrawania, wyboru narzędzi skrawających itp dr inż. Piotr Chwastyk
 są powszechnie stosowane do reprezentacji wiedzy. Pozwalają one na zapisanie informacji proceduralnych i deklaracyjnych za pomocą atrybutów, relacji hierarchicznych z innymi ramami, ograniczeń, procedur itp. Bazy danych i algorytmy. Bazy danych i algorytmy są głównymi komponentami generacyjnych systemów planowania procesów wytwarzania. Do planowania takiego procesu są niezbędne różne bazy danych umożliwiające technologowi podejmowanie decyzji podczas projektowania procesu. Bazy danych są najczęściej wyspecjalizowane, służą do wspomagania poszczególnych etapów projektowania technologicznego procesu obróbki i zależą od profilu przedsiębiorstwa. Algorytm jest stosowany przede wszystkim do komputerowego projektowania procesu wytwarzania oraz podejmowania decyzji przez system. Typowe zastosowanie algorytmu w projektowaniu procesu wytwarzania zawiera procedury ustalania optymalnych parametrów skrawania, wyszukiwania obrabiarek i ustalania mocy skrawania, wyboru narzędzi skrawających itp. dr inż. Piotr Chwastyk.")
29
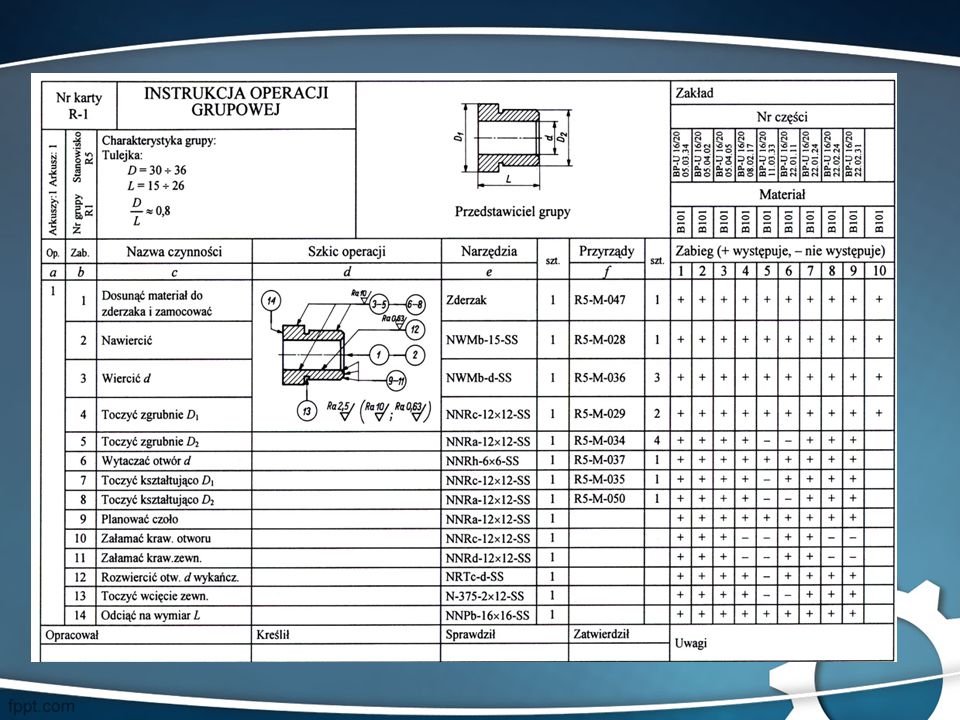
Planowanie hybrydowe (semigeneracyjne)
Projektowanie hybrydowe (semigeneracyjne) rozwinęło się w wyniku niedoskonałości metod wariantowej i generacyjnej. Wady występujące w projektowaniu wariantowym oraz trudności w tworzeniu rozległych baz wiedzy, określających reguły syntezy procesu, w projektowaniu generacyjnym wymusiły powstanie rozwiązana pośredniego łączącego zalety obu metod oraz eliminującego ich główne wady. Projektowanie hybrydowe opiera się na opracowanym wcześniej procesie dla typowego przedstawiciela grupy przedmiotów podobnych. Cechy technologiczne typowego przedstawiciela kojarzone są z zawartymi w procesie operacjami a algorytm generacyjny określa różnicę pomiędzy przedmiotem i typowym przedstawicielem decydując, które z tych operacji mają być usunięte, edytowane lub włączone do procesu. W metodzie projektowania hybrydowego można wyróżnić trzy opcje tworzenia planów obróbki: generowanie zmian w standardowym planie obróbki dla każdej rodziny części, uzupełnianie planu obróbki w przypadku uzyskania niekompletnego planu dla specyficznych elementów, tworzenie nowego planu obróbki w wyniku użycia standardowych opisów procesu.
 rozwinęło się w wyniku niedoskonałości metod wariantowej i generacyjnej. Wady występujące w projektowaniu wariantowym oraz trudności w tworzeniu rozległych baz wiedzy, określających reguły syntezy procesu, w projektowaniu generacyjnym wymusiły powstanie rozwiązana pośredniego łączącego zalety obu metod oraz eliminującego ich główne wady. Projektowanie hybrydowe opiera się na opracowanym wcześniej procesie dla typowego przedstawiciela grupy przedmiotów podobnych. Cechy technologiczne typowego przedstawiciela kojarzone są z zawartymi w procesie operacjami a algorytm generacyjny określa różnicę pomiędzy przedmiotem i typowym przedstawicielem decydując, które z tych operacji mają być usunięte, edytowane lub włączone do procesu. W metodzie projektowania hybrydowego można wyróżnić trzy opcje tworzenia planów obróbki: generowanie zmian w standardowym planie obróbki dla każdej rodziny części, uzupełnianie planu obróbki w przypadku uzyskania niekompletnego planu dla specyficznych elementów, tworzenie nowego planu obróbki w wyniku użycia standardowych opisów procesu.")
Podobne prezentacje








 PIOTR MAJCHER WYŻSZA SZKOŁA ZARZĄDZANIA I MARKETINGU W SOCHACZEWIE Zarządzanie.>")










