Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
Zarządzanie ciągłym doskonaleniem Projektowanie strumienia wartości Projektowanie systemu produkcyjnego LP Eliminacja strat Ciągłe doskonalenie Kompleksowe zaangażowanie Dr inż.. Jacek Rudnicki Instytut Organizacji i Zarządzania Politechnika Wrocławska rudnicki@ioz.pwr.wroc.pl

2
Strategia Lean Production Filozofia eliminacji strat Filozofia ciągłej poprawy Kompleksowe zaangażowanie Metody planowania Metody projektowania wyrobu (DFP) Systemu produkcyjny LP Środowisko produkcyjne LP Płynny przepływ strumienia wartości sterowany systemem Kanban Strategia Lean Production i system Kanban w koncernie Toyota (TPS) 80% - eliminacja strat, 15% - system produkcji, 5% - KANBAN według Shigeo Shingo (1981)
 Systemu produkcyjny LP Środowisko produkcyjne LP Płynny przepływ strumienia wartości sterowany systemem Kanban Strategia Lean Production i system Kanban w koncernie Toyota (TPS) 80% - eliminacja strat, 15% - system produkcji, 5% - KANBAN według Shigeo Shingo (1981)")
3
Kroki pętli odchudzania Rozpoznanie wartości dla klienta Określenie strumienia wartości. Identyfikacja strat w strumieniu wartości Kształtowanie ciągłego płynnego przepływu Wprowadzenie systemu sterowania opartego na zasadzie ssania Ciągłe doskonalenie

4
Pętla odchudzania

5
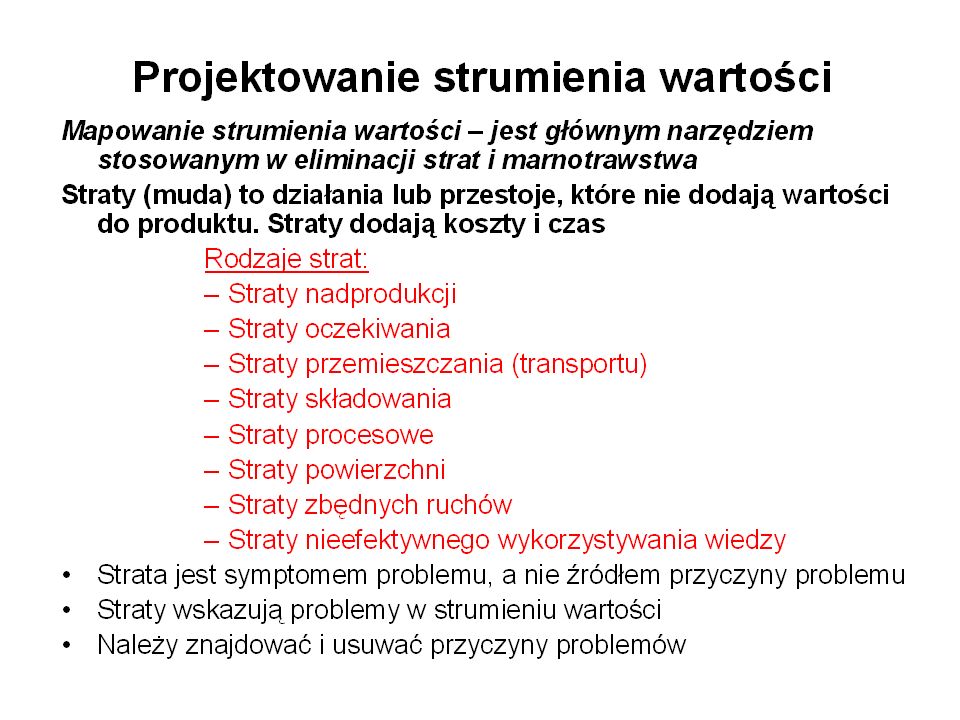
Projektowanie strumienia wartości (PSW) jest pierwszym krokiem we wdrażaniu Lean Production (odchudzonej produkcji) w oparciu o strategię Lean Production dla osiągnięcia stanu Ciągłe doskonalenie Projektowanie strumienia wartości Stan aktualny Produkcja masowa Stan docelowy Wizja Ciągłe doskonalenie 1 2 3.....
 jest pierwszym krokiem we wdrażaniu Lean Production (odchudzonej produkcji) w oparciu o strategię Lean Production dla osiągnięcia stanu Ciągłe doskonalenie Projektowanie strumienia wartości Stan aktualny Produkcja masowa Stan docelowy Wizja Ciągłe doskonalenie")
9
Kaizen Ciągłe doskonalenie Co to jest KAIZEN? Kaizen oznacza ciągłe doskonalenie angażujące każdego - zarząd, kierowników i pracowników Kaizen oznacza poprawę osiąganą małymi krokami bez dużych nakładów inwestycyjnych. Wiele usprawnień można osiągnąć przy małych nakładach lub bez wydatków. Najważniejsze w ciągłej poprawie jest nauczenie się przez ludzi stosowania i utrzymywania właściwej postawy. Zamiast inwestowania dużych nakładów w środki trwałe inwestuje się w ludzi. Kaizen pozwala na obniżenie kosztów i zwiększenie produktywności Kaizen to filozofia niekończącego się dążenia do doskonałości, która mimo japońskich korzeni ma uniwersalne zastosowanie w zarządzaniu każdego przedsiębiorstwa

10
Tradycyjna strategia zwiększania konkurencyjności przedsiębiorstwa CEL: poprawa pozycji konkurencyjnej Innowacja/ reengineering Innowacja/ reengineering Pozycja konkurencyjna Degradacja Nawet największy głupiec jest w stanie zwiększyć produktywność, jeśli wyda na to odpowiednio dużą ilość środków. Prawdziwą sztuką jest zwiększenie produktywności bez dodatkowych inwestycji w nowe urządzenia i technologie Masaaki Imai, Prezes Kaizen Institute

11
Kaizen jako strategia zwiększania konkurencyjności przedsiębiorstwa CEL: poprawa pozycji konkurencyjnej Innowacja/ reengineering Innowacja/ reengineering Proces ciągłego doskonalenia Kaizen Pozycja konkurencyjna

12
Gemba Kaizen Gemba - miejsce gdzie tworzy się wartość Inicjatywa zmian wychodzi nie z góry ale z samego miejsca pracy - gemba Menedżer, który zna swoje gemba może zarządzać ciągłym doskonaleniem. Ma ono sens tylko w konkretnym miejscu pracy, w hali produkcyjnej czy w miejscu kontaktu z klientem Zrozumienie tego, co dzieje się w miejscu pracy - gemba jest podstawą wszelkich usprawnień w ramach kaizen

13
Gemba Kaizen 5 zasad gemba kaizen 1.Gdy pojawia się problem, zacznij od miejsca działania, czyli od gemba - idź na halę fabryczną lub miejsca dodawania wartości i obserwuj 2.Sprawdź genbutsu, czyli przedmioty i inne materialne przedmioty znajdujące się w gemba i szukaj przyczyny awarii 3.Podejmij na miejscu tymczasowe działania zaradcze 4.Poszukaj bezpośredniej przyczyny problemu. Stosuj technikę pięciu pytań dlaczego 5.Określ odpowiednie standardy zapobiegające powtórzeniu się problemu. Po rozwiązaniu problemu należy opracować nowe, właściwe procedury określające odpowiednie standardy nadzoru, konserwacji, zachowań czy bezpieczeństwa. Jest to gwarancja uniknięcia podobnych problemów w przyszłości

14
Zarządzanie ciągłym doskonaleniem Rola menedżerów w kaizen Warunek powodzenia wdrożenia kaizen: jasno określony cel W procesie formułowania strategii firmy, najwyższe kierownictwo określa główne cele strategiczne oraz cele cząstkowe - roczne. Cele te muszą zostać przekształcone w bardziej szczegółowe i konkretne cele oraz plany wyrażone odpowiednimi miernikami, które są zrozumiałe dla niższych poziomów struktury organizacyjnej a w szczególności dla poziomu operacyjnego. –Np. główny cel: redukcja kosztów o 10% –Cele cząstkowe: wzrost produktywności o 7%, redukcja wielkości zapasów o 30%.

15
Zarządzanie ciągłym doskonaleniem Rola menedżerów w kaizen Cel działań prowadzonych w gemba: wytwarzanie produktów najwyższej jakości, przy najniższych kosztach, z dotrzymaniem wymaganych terminów (ang. quality, cost, delivery) Kierownik grupy pracowników (brygadzista) powinien właściwie zarządzać trzema M - zasoby ludzkie, materiały, maszynami, a także często dodatkowo metodami i miernikami (pięć M) Kierownik powinien kierować ludźmi w sposób twórczy - nie wystarczy powiedzieć, co należy ale jak to zrobić Kierownik powinien motywować do wyrabiania samodyscypliny oraz do aktywnego uczestnictwa w kaizen. Kierownik powinien rozwiązywać wszelkie problemy i konflikty
 Kierownik grupy pracowników (brygadzista) powinien właściwie zarządzać trzema M - zasoby ludzkie, materiały, maszynami, a także często dodatkowo metodami i miernikami (pięć M) Kierownik powinien kierować ludźmi w sposób twórczy - nie wystarczy powiedzieć, co należy ale jak to zrobić Kierownik powinien motywować do wyrabiania samodyscypliny oraz do aktywnego uczestnictwa w kaizen. Kierownik powinien rozwiązywać wszelkie problemy i konflikty.")
16
Zarządzanie ciągłym doskonaleniem Rola menedżerów w kaizen Przykładowe zadania kierownika: Materiały. Kierownik jest odpowiedzialny za przestrzeganie przez pracowników zasad 5 S (utrzymanie materiałów oraz stanowisk pracy w czystości i porządku) Maszyny. Zadaniem kierownika jest dopilnowanie okresowej konserwacji maszyn i prewencyjnych przeglądów Zasoby ludzkie. Obowiązkiem kierownika jest motywowanie pracowników do zgłaszania usprawnień procesów oraz właściwie nagradzać Mierniki - wskaźniki. Pracownicy powinni znać wskaźniki procesów a kierownik powinien o to zadbać. Należy stosować zarządzanie wizualne, tzn. graficzną prezentację planowanych i osiąganych wskaźników na planszach na poziomie operacyjnym Metody. Kierownik jest odpowiedzialny za niezakłócony przebieg procesów oraz warunki bezpiecznej pracy
 Maszyny. Zadaniem kierownika jest dopilnowanie okresowej konserwacji maszyn i prewencyjnych przeglądów Zasoby ludzkie. Obowiązkiem kierownika jest motywowanie pracowników do zgłaszania usprawnień procesów oraz właściwie nagradzać Mierniki - wskaźniki. Pracownicy powinni znać wskaźniki procesów a kierownik powinien o to zadbać. Należy stosować zarządzanie wizualne, tzn. graficzną prezentację planowanych i osiąganych wskaźników na planszach na poziomie operacyjnym Metody. Kierownik jest odpowiedzialny za niezakłócony przebieg procesów oraz warunki bezpiecznej pracy.")
17
Narzędzia ciągłego doskonalenia Mapowanie procesu Analiza przyczyn źródłowych problemów –5 pytań dlaczego –Diagram przyczynowo skutkowy - wykres Ishikawy, wykres szkieletowy –Wykres korelacyjny, arkusz kontrolny + wykres Pareto –Wykres trendu, wykres słupkowy, histogram Cykl Deminga - PDCA

18
5 pytań dlaczego Pyt.1. Dlaczego na podłodze jest olej? Odp.1. Ponieważ wycieka z maszyny Pyt.2. Dlaczego olej wycieka z maszyny? Odp.2. Ponieważ uszczelka jest nieszczelna Pyt.3. Dlaczego ….. ? …. …… Procedura zadawania pytań zazwyczaj zamyka się w pięciu turach

19
Diagram przyczynowo skutkowy Stosowane w celu usystematyzowania zgłaszanych przyczyn problemu – skutku. Najczęściej przyczyny problemu klasyfikuje się według pięciu M (Men, Machines,Materials, Methods, Measures) Skutek MaszynyMateriałyMierniki MetodyZasoby ludzkie
 Skutek MaszynyMateriałyMierniki MetodyZasoby ludzkie.")
20
Wykres korelacyjny Wykres korelacyjny – graficzne przedstawienie zależności dwóch zmiennych – przyczyny źródłowej i badanego skutku 150 0,0% 1% 2% 3% 4% 5% 6% 7% 8% 050100 Liczba nadgodzin w tygodniu Procent wadliwych produktów Wykres korelacyjny, który nie wskazuje na istnienie współzależności pomiędzy przyczyną a badanym skutkiem, pozwala skrócić listę przyczyn, które powinny zostać przeanalizowane szczegółowo

21
Arkusz kontrolny + wykres Pareto Arkusz kontrolny służy do rejestrowania częstotliwości występowania zdarzeń Wykres Pareto - graficzne przedstawienie danych liczbowych z arkusza kontrolnego w postaci wykresu słupkowego, na którym zdarzenia są uszeregowane w kolejności od najczęściej do najrzadziej występującego Przyczyna Częstotliwość występowania 1. Usuwanie awarii urządzenia multimedialnego 1 2. Szukanie pliku z wykładem 4 3. Brak klucza na portierni 2 4. Ustawianie zasłon 3 5. Problemy z uruchomieniem urządzenia multimedialnego 7 Arkusz kontrolny opóźnień rozpoczęcia wykładu 0 1 2 3 4 5 6 7 8 52431 Wykres Pareto

22
Histogram Histogram pokazuje liczbę obserwacji należących do różnych przedziałów Faktyczna zawartość proszku w worku o masie 3 kg (próbka – 100 worków) 3,23,03,12,92,82,7 33 6 47 29 12
 3,23,03,12,92,82,")
23
Wykres trendu Wykres trendu służy do śledzenia wahań obserwowanej zmiennej w czasie Czas Nieterminowe dostawy Szczególnym rodzajem wykresu trendu jest karta kontrolna

24
Cykl Deminga – PDCA Plan-Do-Check-Act Zaplanuj Zrób Sprawdź Działaj 1.Zaplanuj – zaprojektuj ulepszenie, po analizie przyczyn źródłowych 2.Zrób – realizuj wdrażanie ulepszeń, wprowadź zaplanowane zmiany 3.Sprawdź – skontroluj i oceń czy zmiany przyniosły planowany efekt 4.Działaj – wprowadź sprawdzone ulepszenie do standardowych procedur Po wprowadzeniu zmian cała procedura rozpoczyna się od nowa

25
Droga rozwoju Toyota Production System Szacunek i praca zespołowa Kaizen Proces – eliminowanie strat Ogólna koncepcja – dalekosiężne myślenie Ludzie i partnerzy – szacunek, wychowanie, rzucanie wyzwań, współpraca Rozwiązywanie problemów, Ciągłe doskonalenie, Uczenie się Wyzwanie Genchi genbutsu Sakichi Toyoda Kiichiro Toyoda Eiji Toyoda Taiichi Ohno

26
Zasada 1. Opierać decyzje w zarządzaniu na dalekosiężnej koncepcji – nawet kosztem krótkoterminowych wyników finansowych. Zasada 2. Stworzyć ciągły i płynny proces ujawniania problemów. Zasada 3. Wykorzystać systemy ciągnięcia, aby uniknąć nadprodukcji. Zasada 4. Wyrównywać obciążenie pracą (heijunka). Zasada 5. Stworzyć kulturę przerywania procesów w celu rozwiązywania problemów, by od razu uzyskiwać właściwą jakość. Zasada 6. Standardowe zadania są podstawą ciągłej poprawy i upełnomocniania pracowników. Zasada 7. Stosować kontrolę wizualną, aby żaden problem nie pozostał w ukryciu. Zasada 8. Stosować wyłącznie niezawodną, gruntownie sprawdzoną technologię, służącą pracownikom i procesom. Zasada 9. Wychowywać liderów, którzy gruntownie rozumieją pracę, żyją ogólną koncepcją firmy i nauczają innych. Zasada 10. Wykształcić wyjątkowych ludzi i zespoły realizujące ogólną koncepcję firmy. Zasada 11. Szanować szeroką sieć partnerów i dostawców, rzucając im wyzwania i pomagając im w doskonaleniu się. Zasada 12. Angażować się osobiście, aby gruntownie zrozumieć sytuację (genchi genbutsu) Zasada 13. Podejmować decyzje powoli, w drodze konsensusu i starannie rozważając wszystkie możliwości; szybko wdrażając decyzje (nemawashi). Zasada 14. Zostać organizacją uczącą się dzięki niestrudzonej refleksji (hansei) i ciągłej poprawie (kaizen). 14 zasad Drogi Toyoty
. Zasada 5. Stworzyć kulturę przerywania procesów w celu rozwiązywania problemów, by od razu uzyskiwać właściwą jakość. Zasada 6. Standardowe zadania są podstawą ciągłej poprawy i upełnomocniania pracowników. Zasada 7. Stosować kontrolę wizualną, aby żaden problem nie pozostał w ukryciu. Zasada 8. Stosować wyłącznie niezawodną, gruntownie sprawdzoną technologię, służącą pracownikom i procesom. Zasada 9. Wychowywać liderów, którzy gruntownie rozumieją pracę, żyją ogólną koncepcją firmy i nauczają innych. Zasada 10. Wykształcić wyjątkowych ludzi i zespoły realizujące ogólną koncepcję firmy. Zasada 11. Szanować szeroką sieć partnerów i dostawców, rzucając im wyzwania i pomagając im w doskonaleniu się. Zasada 12. Angażować się osobiście, aby gruntownie zrozumieć sytuację (genchi genbutsu) Zasada 13. Podejmować decyzje powoli, w drodze konsensusu i starannie rozważając wszystkie możliwości; szybko wdrażając decyzje (nemawashi). Zasada 14. Zostać organizacją uczącą się dzięki niestrudzonej refleksji (hansei) i ciągłej poprawie (kaizen). 14 zasad Drogi Toyoty.")
27
Eliminacja strat, najwyższa jakość, najniższe koszty, najkrótszy czas realizacji, najwyższe bezpieczeństwo, najwyższe morale Dokładnie na czas Produkcja wg czasu taktu Kanban SMED Jidoka Andon Poka – yoke TPM 5S Kaizen Genchi genbutsu Ludzie Wyrównana produkcja (heijunka) Stabilne i zestandaryzowane procesy Zarządzanie wizualne Ogólna koncepcja drogi Toyoty Koncepcja wdrażania TPS wg Domu Toyoty
 Stabilne i zestandaryzowane procesy Zarządzanie wizualne Ogólna koncepcja drogi Toyoty Koncepcja wdrażania TPS wg Domu Toyoty")
28
Kaizen Trzy kluczowe elementy kaizen Standaryzacja (SDCA) Organizacja stanowiska pracy (5S) Likwidacja strat - marnotrawstwa (Likwidacja muda)
 Organizacja stanowiska pracy (5S) Likwidacja strat - marnotrawstwa (Likwidacja muda)")
29
Kaizen Standaryzacja SDCA – standardise, do, check, act –S – opracuj nowy standard –D – działaj zgodnie z nowym standardem –C – sprawdź –A - wprowadź nowy obowiązujący standard D S A C D S A C Standard 1 Standard 2

30
ORGANIZACJA PRACY STANOWISK ROBOCZYCH WEDŁUG 5 ZASAD S 5S – CZYSTOŚĆ I PORZĄDEK

31
5S – czystość i porządek ORGANIZACJA PRACY STANOWISK ROBOCZYCH WEDŁUG 5 ZASAD S 5S - systematyczne podejście oparte na angażowaniu wszystkich zatrudnionych do utrzymywania czystych, uporządkowanych, dobrze zorganizowanych i bezpiecznych stanowisk pracy 1S (Sortowanie - SEIRI) - Posortuj wszystkie przedmioty na stanowisku pracy na potrzebne i niepotrzebne. Usuń przedmioty niepotrzebne 2S (Systematyka - SEITON) - Poukładaj niezbędne przedmioty w takim porządku, aby można łatwo z nich korzystać 3S (Sprzątanie - SEISO) - Posprzątaj dokładnie stanowisko pracy. Czyść wszystko: narzędzia, maszyny, ławki, półki oraz podłogi 4S (Standaryzowanie - SEIKETSU) - Znajdź najprostszy i najefektywniejszy sposób i standaryzuj 5S (Samodyscyplina - SHITSUKE) - Każdy pracownik powinien przestrzegać 4 zasady S jak własne
 - Poukładaj niezbędne przedmioty w takim porządku, aby można łatwo z nich korzystać 3S (Sprzątanie - SEISO) - Posprzątaj dokładnie stanowisko pracy. Czyść wszystko: narzędzia, maszyny, ławki, półki oraz podłogi 4S (Standaryzowanie - SEIKETSU) - Znajdź najprostszy i najefektywniejszy sposób i standaryzuj 5S (Samodyscyplina - SHITSUKE) - Każdy pracownik powinien przestrzegać 4 zasady S jak własne.")
32
5S – CZYSTOŚĆ I PORZĄDEK (C&P) Dlaczego koncentrujemy się na C&P? Chcemy stworzyć środowisko pracy które jest czyste, zdrowe, wygodne i bezpieczne Chcemy wyeliminować straty Chcemy uniknąć ryzyka w zapewnieniu jakości Chcemy uniknąć wypadków Chcemy być najlepszymi wśród konkurentów oraz chcemy jak najlepiej zaprezentować nasz zakład w oczach naszych klientów C&P jest podstawą dla TQM, TPM (kompleksowego utrzymania ruchu), SMED (szybkiego przestawiania produkcji), normowania pracy, Visual Management (przejrzystego zarządzania) oraz ciągłego doskonalenia i rozwiązywania problemów
, SMED (szybkiego przestawiania produkcji), normowania pracy, Visual Management (przejrzystego zarządzania) oraz ciągłego doskonalenia i rozwiązywania problemów.")
33
5S – CZYSTOŚĆ I PORZĄDEK (C&P) Cele Motywacja do zmian poprzez pokazanie widocznych rezultatów Poprawa wydajności pracy (standardy, wszystkie konieczne przedmioty w zasięgu ręki) Natychmiastowa widoczność odchyłek (czyste środowisko, wizualna kontrola zapasów Min/Max) Poprawa wykorzystania przestrzeni pracy (eliminacja niepotrzebnych przedmiotów) Poprawa morale i duch pracy zespołowej (wciągnięcie wszystkich operatorów do grup) Poprawa precyzji działania maszyn dla lepszej jakości (rutynowe czyszczenie)
 Cele Motywacja do zmian poprzez pokazanie widocznych rezultatów Poprawa wydajności pracy (standardy, wszystkie konieczne przedmioty w zasięgu ręki) Natychmiastowa widoczność odchyłek (czyste środowisko, wizualna kontrola zapasów Min/Max) Poprawa wykorzystania przestrzeni pracy (eliminacja niepotrzebnych przedmiotów) Poprawa morale i duch pracy zespołowej (wciągnięcie wszystkich operatorów do grup) Poprawa precyzji działania maszyn dla lepszej jakości (rutynowe czyszczenie)")
34
5S – CZYSTOŚĆ I PORZĄDEK (C&P) 1.Sortowanie Cel: Rozpoznanie i eliminacja przedmiotów, które są niepotrzebne Stanowisko pracy jest do pracy a nie do przechowywania Jak postępować Utworzyć zespoły do auditowania stanowisk pracy Pozwolić zespołom na rozpoznanie co jest potrzebne oraz co nie jest potrzebne. Gdy przeznaczenie przedmiotu jest niewiadome, oznacz go przy użyciu czerwonej etykiety (akafuda). Usuń niepotrzebne przedmioty Sfotografuj stan stanowiska przed i po akcji i pokaż rezultaty Powtarzaj akcje (np. dwa razy w roku)
. Usuń niepotrzebne przedmioty Sfotografuj stan stanowiska przed i po akcji i pokaż rezultaty Powtarzaj akcje (np. dwa razy w roku).")
35
5S – CZYSTOŚĆ I PORZĄDEK (C&P) Sortowanie – akafuda – czerwone etykiety Czerwone etykiety to wizualne metoda rozpoznania obiektów, których przeznaczenie wymaga wyjaśnienia Angażuje do auditu wszystkie poziomy organizacji ponieważ wyjaśnienie przebiega w grupach dyskusyjnych Odnośnie każdego oznaczonego obiektu muszą być postawione trzy pytania: Czy potrzebujemy ten przedmiot? Czy potrzebujemy taką ilość? Czy potrzebujemy jej w tym miejscu? Typowe przedmioty oznaczane czerwoną etykietą: niepotrzebne narzędzia, zapasowe części, zepsute urządzenia, zniszczone lub niepotrzebne przybory biurowe itd

36
5S – CZYSTOŚĆ I PORZĄDEK (C&P) 1. Sortowanie Efekty Więcej przestrzeni (podłogi, pola odkładcze, półki) Poprawa wyglądu Poprawa bezpieczeństwa Obniżenie poziomu zapasów i kosztów
 Poprawa wyglądu Poprawa bezpieczeństwa Obniżenie poziomu zapasów i kosztów.")
37
5S – CZYSTOŚĆ I PORZĄDEK (C&P) 2. Systematyka czyli układanie, segregowanie Cel: Miejsce dla wszystkiego i wszystko na swoim miejscu Jak postępować Rozpoznaj i zaznacz pozycję wyposażenia, przedmiotów związanych z procesem i ruchem pieszych (drogi, daszki, typ podłogi) Rozpoznaj wizualnie minimalny i maksymalny poziom zapasu oraz minimalny i maksymalny wolumen innych przedmiotów Poukładaj wszystkie przedmioty (narzędzia i części zapasowe) bliska miejsca gdzie będą potrzebne aby uniknąć niepotrzebnego przemieszczania i transportowania (w zasięgu ręki) Uporządkuj według częstości i kolejności użycia (przedmioty używane razem powinny być składowane razem) Umieść tablice informacyjne (blisko miejsca użycia, duże litery)
 Rozpoznaj wizualnie minimalny i maksymalny poziom zapasu oraz minimalny i maksymalny wolumen innych przedmiotów Poukładaj wszystkie przedmioty (narzędzia i części zapasowe) bliska miejsca gdzie będą potrzebne aby uniknąć niepotrzebnego przemieszczania i transportowania (w zasięgu ręki) Uporządkuj według częstości i kolejności użycia (przedmioty używane razem powinny być składowane razem) Umieść tablice informacyjne (blisko miejsca użycia, duże litery).")
38
2. Systematyka czyli układanie, segregowanie Efekty Przejrzyste standardy dla pomiaru dyscypliny organizacyjnej (nienormalne warunki stają się łatwo widoczne) Poprawa wydajności pracy Redukcja transportu i przemieszczania Redukcja czasu traconego na szukanie potrzebnych rzeczy Tylko właściwe narzędzia są używane Mniej błędów 5S – CZYSTOŚĆ I PORZĄDEK (C&P)
 Poprawa wydajności pracy Redukcja transportu i przemieszczania Redukcja czasu traconego na szukanie potrzebnych rzeczy Tylko właściwe narzędzia są używane Mniej błędów 5S – CZYSTOŚĆ I PORZĄDEK (C&P).")
39
3. Sprzątanie, czyli czyszczenie Cel Czyszczenie wciąga wszystkie zmysły: wzroku, słuchu, węchu, dotyku Czyszczenie jest osobistą inspekcją Jak postępować Priorytet dla spraw bezpieczeństwa, jakości i niezawodności Określ i dostarcz niezbędne narzędzia i materiały do czyszczenia Wyjściowe czyszczenie powinno intensywne, aby utrzymać ten wysoki poziom czystości w przyszłości Utrzymuj i sprawdzaj sprawność działania urządzeń związanych z bezpieczeństwem, telefonów, pomieszczeń odpoczynku, klimatyzacji i innego wyposażenia; opróżniaj wszystkie popielniczki i kosze na śmieci; itd.)
.")
40
3. Sprzątanie czyli czyszczenie Efekty Poprawa bezpieczeństwa Czyste stanowiska pracy Mniej powtórnej pracy (nie ma brudu w naszych produktach) Przyjemne środowisko pracy Profesjonalne środowisko pracy 5S – CZYSTOŚĆ I PORZĄDEK (C&P)
 Przyjemne środowisko pracy Profesjonalne środowisko pracy 5S – CZYSTOŚĆ I PORZĄDEK (C&P).")
41
4. Standaryzowanie czyli opracowanie i stosowanie procedur Cel Utrzymanie porządku i czystości Istnieją procedury i jasno przypisane odpowiedzialności dla codziennego czyszczenia i inspekcji Jak postępować Ustal i udokumentuj standardy i harmonogramy dla trzech poprzednich S Rozpoznaj i eliminuj przyczyny częstych zanieczyszczeń Przydziel i wizualizuj odpowiedzialność do oddziału, brygady, zespołu i pracownika Porządkuj i czyść stanowisko pracy na koniec każdej zmiany

42
4. Standaryzowanie Efekty Zminimalizowany wysiłek dzięki ustalonym harmonogramom i procedurom Brak dublowania pracy ponieważ jest przypisana odpowiedzialność Utrzymanie porządkowania i czyszczenia Reguły i doświadczenia mogą być opisane i komunikowane przejrzyście (podstawa do dzielenia się dobrymi praktykami i Kaizen) Porządkowanie i czyszczenie stają się częścią codziennego życia operatorów Regularne inspekcje i czysta środowisko sprawiają, że problemy stają się widoczne (wyciek oleju, zgubione śruby, części na podłodze) Stabilność działania 5S – CZYSTOŚĆ I PORZĄDEK (C&P)
 Porządkowanie i czyszczenie stają się częścią codziennego życia operatorów Regularne inspekcje i czysta środowisko sprawiają, że problemy stają się widoczne (wyciek oleju, zgubione śruby, części na podłodze) Stabilność działania 5S – CZYSTOŚĆ I PORZĄDEK (C&P).")
43
5. Samodyscyplina, czyli ciągłe stosowanie 5S jako własnych zasad dla utrzymania i rozwijania (C&P) Cel Podtrzymanie procedur, standardów i reguł Porządkowanie i czyszczenie są częścią codziennej pracy i osobistą cechą Jak postępować Codzienne potwierdzanie niezbędności 5S przez wszystkie poziomy organizacyjne i regularne audity (żadnych niepotrzebnych przedmiotów, żadnego brudu, żadnego bałaganu) Dokumentowanie i wizualizacja (zdjęcia) Ciągłe stawianie wyższych standardów dla rozwijania ciągłego doskonalenia i kultury operacyjnej (ciągły nacisk) Stosowanie sesji roboczych Kaizen dla podniesienia standardów Identyfikacja obszarów i pracowników z wyjątkowym wkładem i warunkami
 Cel Podtrzymanie procedur, standardów i reguł Porządkowanie i czyszczenie są częścią codziennej pracy i osobistą cechą Jak postępować Codzienne potwierdzanie niezbędności 5S przez wszystkie poziomy organizacyjne i regularne audity (żadnych niepotrzebnych przedmiotów, żadnego brudu, żadnego bałaganu) Dokumentowanie i wizualizacja (zdjęcia) Ciągłe stawianie wyższych standardów dla rozwijania ciągłego doskonalenia i kultury operacyjnej (ciągły nacisk) Stosowanie sesji roboczych Kaizen dla podniesienia standardów Identyfikacja obszarów i pracowników z wyjątkowym wkładem i warunkami.")
44
5S – CZYSTOŚĆ I PORZĄDEK (C&P) 5. Samodyscyplina czyli podtrzymanie Efekty Utrzymywanie morale i zwyczaju czyszczenia i porządkowania Ciągła poprawa Wyższa motywacja do pracy (rozpoznawanie wyróżniających się pracowników, poprawa środowiska pracy, mniej wypadków)
.")
45
5S – CZYSTOŚĆ I PORZĄDEK (C&P) Organizacja projektu 5S w przedsiębiorstwie Wybrać i jasno określić pilotowe obszary wraz z odpowiedzialnymi kierownikami tych obszarów Ustanowienie zespołu Ustanów partnerskie relacje ze wszystkimi uczestnikami Określ razem z zespołem mapę drogową Określ jasno kroki wdrażania i przestrzegaj terminów Dokumentuj i wizualizuj wszystkie rezultaty projektu (tablice informacyjne, zdjęcia) Dyskutuj rezultaty po każdym kroku Ciągła kontrola przez wszystkie poziomy rozwijania projektu
 Organizacja projektu 5S w przedsiębiorstwie Wybrać i jasno określić pilotowe obszary wraz z odpowiedzialnymi kierownikami tych obszarów Ustanowienie zespołu Ustanów partnerskie relacje ze wszystkimi uczestnikami Określ razem z zespołem mapę drogową Określ jasno kroki wdrażania i przestrzegaj terminów Dokumentuj i wizualizuj wszystkie rezultaty projektu (tablice informacyjne, zdjęcia) Dyskutuj rezultaty po każdym kroku Ciągła kontrola przez wszystkie poziomy rozwijania projektu")
46
5S – CZYSTOŚĆ I PORZĄDEK (C&P) Warunki udanego wdrożenia Zawsze zaczynaj od kroków 1,2,3 w określonym obszarze swojego biura (dać dobry przykład) Harmonogram i monitoring Zawsze dokumentuj i wizualizuj poprawę Zawsze pokazuj zdjęcia warunków przed i po każdym kroku (zdjęcia powinny mieć datę, zaznacz miejsca na podłodze dla zrobienia zdjęć dokładnie z tej samej pozycji) Kierownictwo powinno dawać przykład (gasić światło gdy idzie na obiad, podnosić przedmioty z podłogi, nigdy nie pozostawiać problemów, kontrolować i utrzymywać standardy itd.)
 Warunki udanego wdrożenia Zawsze zaczynaj od kroków 1,2,3 w określonym obszarze swojego biura (dać dobry przykład) Harmonogram i monitoring Zawsze dokumentuj i wizualizuj poprawę Zawsze pokazuj zdjęcia warunków przed i po każdym kroku (zdjęcia powinny mieć datę, zaznacz miejsca na podłodze dla zrobienia zdjęć dokładnie z tej samej pozycji) Kierownictwo powinno dawać przykład (gasić światło gdy idzie na obiad, podnosić przedmioty z podłogi, nigdy nie pozostawiać problemów, kontrolować i utrzymywać standardy itd.)")
47
Korzyści przestrzegania 5 zasad S Korzyści wymierne: zmniejszenie opóźnień i liczby braków redukcja pomyłek i błędów oraz mniej strat czasu na szukanie wyższa jakość redukcja i eliminacja zbędnych działań większe bezpieczeństwo pracy zmniejszenie liczby awarii urządzeń sprawniejsza i uproszczona kontrola przebiegu produkcji Korzyści niewymierne: lepiej zorganizowane stanowiska pracy schludniejsze stanowiska pracy wzrost bezpieczeństwa pracy

48
5S- porządek i czystość Gra INSTRUKCJE: Gra składa się z 6 rund Na każdym z 6 slajdów proszę zakreślić wszystkie litery składające się na słowa Porządek i czystość Każda litera może być zakreślona tylko raz Celem jest jak najszybsze wykonanie zadania W trakcie każdej rundy mierzony jest i zapisywany czas trwania.

49
5S- porządek i czystość Gra Po prostu kolejne miejsce pracy...? Proszę zakreślić wszystkie litery składające się na słowa Porządek i czystość P t * C H k I r B P e J % P E o M y @ U S S + DL U Ś H ^ ^ $ W Yz Z oH B - O K T L ą ą B z U Ć C H R? ^ Ą ^ & P d śić k

50
5S- porządek i czystość Gra SORTOWANIE Proszę zakreślić wszystkie litery składające się na słowa Porządek i czystość P t C H k I i r B e P J P E o M y U S S DL U Ś H W Yz Z oH B O K T L ą ą B z U Ć C H R Ą P d ś ć k

51
5S- porządek i czystość Gra SYSTEMATYKA czyli układanie Proszę zakreślić wszystkie litery składające się na słowa Porządek i czystość P P P P C C H H H H Ii r R B BB J Ee o O o M Y y U U U S S D dL L ś Ś W z Z z k Kk t T Ą ą ą Ćć

52
5S- porządek i czystość Gra SPRZĄTANIE Proszę zakreślić wszystkie litery składające się na słowa Porządek i czystość P P P P C Cc H H H H Ii r R B BB J Ee o O O M Y y U U U S s DdL L ś Ś W Z z z kK t T Ą ą ą Ćć

53
5S- porządek i czystość Gra STANDARYZACJA Proszę zakreślić wszystkie litery składające się na słowa Porządek i czystość ĄąąĄąą BBBBBB CCcCCc Ćć Ćć D d EIiIi JKkKkL M oOOoOO PPPPPPPP rRrRS śŚśŚ t TUUUUUU WYyYy ZzzZzz

54
5S- porządek i czystość Gra SAMODYSCYPLINA Proszę zakreślić wszystkie litery składające się na słowa Porządek i czystość Porządek i czystość

55
5S- porządek i czystość Gra SlajdOpisCo to reprezentuje Sortowanie Niepotrzebne znaki powinny być posortowane i usunięte. Ale jeszcze pozostały niepotrzebne litery/ czcionki. Wciąż nie jest to uporządkowane. Na prawie każdym stanowisku pracy można znaleźć niepotrzebne rzeczy. Ich usunięcie zwiększa przestrzeń roboczą i skraca czas szukania. Podstawa dalszych kroków. Systematyka Wszystkie litery są logicznie pogrupowane. Jest wiele rozmiarów/ rodzajów czcionek. W porównaniu z poprzednią rundą uczestnicy zaznaczyli inne litery. To przedstawia pierwszy krok do nowego efektywnego layoutu po usunięciu niepotrzebnych rzeczy. Praca nie jest jeszcze standaryzowana. Sprzątanie Wszystkie litery są w tym samym formacie więc są szybko rozpoznawalne. Niestandardowe style czcionek są od razu widoczne ale ich ustawienie nie jest jeszcze najlepsze. Miejsce pracy i wszystkie potrzebne rzeczy są czyste, przyporządkowane do odpowiedniego obszaru i mają określoną łatwą do identyfikacji pozycję. Pierwszy krok standaryzacji. Podsumowanie

56
5S- porządek i czystość Gra SlajdOpisCo to reprezentuje Standaryzacja Wszystko na swoim miejscu. Layout udoskonalony. Litery są bardzo łatwo identyfikowalne. Standaryzacja prowadzi do większej wydajności i przejrzystości. Odchylenia od standardu łatwo widoczne. Samodyscyplina Wszystko na swoim miejscu i we właściwym porządku. Nie ma niepotrzebnych liter. Pomimo tego, że organizacja miejsca pracy i czystość są na wysokim poziomie ciągle widać potencjał ciągłego doskonalenia. Dyscyplina, standard i ciągłe doskonalenie są kluczem. Podsumowanie

57
MIERNIKI/WSKAŹNIKI CIĄGŁEGO DOSKONALENIA WSKAŹNIK OEE

58
Czym jest OEE? Wskaźnik OEE (Overall Equipment Efectiveness )- Całkowita Efektywność Maszyn i Urządzeń jest kluczowym wskaźnikiem określającym efektywność wyposażenia w procesach przedsiębiorstwa Wskaźnik OEE w sposób kompleksowy uwzględnia trzy główne składowe efektywności procesów biznesowych przedsiębiorstwa: –Dostępność maszyn –Wykorzystanie - wydajność –Jakość Wskaźnik OEE służy do ustalania celów i oceny realizacji działań doskonalących procesy produkcyjne.
- Całkowita Efektywność Maszyn i Urządzeń jest kluczowym wskaźnikiem określającym efektywność wyposażenia w procesach przedsiębiorstwa Wskaźnik OEE w sposób kompleksowy uwzględnia trzy główne składowe efektywności procesów biznesowych przedsiębiorstwa: –Dostępność maszyn –Wykorzystanie - wydajność –Jakość Wskaźnik OEE służy do ustalania celów i oceny realizacji działań doskonalących procesy produkcyjne..")
59
Wskaźnik OEE Ustalanie Dostępność (Availability) – mierzy niezawodność wyposażenia lub jego wykorzystanie. Procent funduszu czasu maszyny do wykorzystania w wytwarzaniu wyrobów Wydajność (Performance Rate) – mierzy straty wydajności (straty tempa produkcji) Jakość (Quality) – mierzy straty związane ze złą jakością
 – mierzy straty wydajności (straty tempa produkcji) Jakość (Quality) – mierzy straty związane ze złą jakością.")
60
Wskaźnik OEE Ustalanie OEE (całkowita efektywność wyposażenia) jest miarą efektywności pracy maszyny, obliczanej jako iloczyn: Dostępność x Wydajność x Jakość Dostępność jest mierzona jako procent planowanego czasu maszyny na produkcję, rzeczywiście wykorzystanego na produkcję Wydajność jest mierzona jako procent czasu produkcji jednej sztuki (takt rzeczywisty) przypadający na idealny czas produkcji jednej sztuki (takt planowany) Obliczanie: (Łączna liczba sztuk/Rzeczywisty czas produkcji)/Idealne tempo produkcji Jakość jest mierzona jako procent ogólnej produkcji na wyjściu (wszystkie produkty włączając dobre, poprawione i braki) przypadający na dobrą produkcję Przykładowo na zmianę: 80% dostępność, 90% wydajność, 95% jakość (0,8) x (0,9) x (0,95) = 0,684 OEE = 0,684
 jest miarą efektywności pracy maszyny, obliczanej jako iloczyn: Dostępność x Wydajność x Jakość Dostępność jest mierzona jako procent planowanego czasu maszyny na produkcję, rzeczywiście wykorzystanego na produkcję Wydajność jest mierzona jako procent czasu produkcji jednej sztuki (takt rzeczywisty) przypadający na idealny czas produkcji jednej sztuki (takt planowany) Obliczanie: (Łączna liczba sztuk/Rzeczywisty czas produkcji)/Idealne tempo produkcji Jakość jest mierzona jako procent ogólnej produkcji na wyjściu (wszystkie produkty włączając dobre, poprawione i braki) przypadający na dobrą produkcję Przykładowo na zmianę: 80% dostępność, 90% wydajność, 95% jakość (0,8) x (0,9) x (0,95) = 0,684 OEE = 0,684")
61
Wskaźnik OEE Ustalanie

62
W celu obliczenia wskaźnika OEE należy w prawidłowy sposób zbierać dane z procesów produkcyjnych Sposoby zbierania danych –manualne spisywanie składowych czasu pracy maszyn (czasochłonne) –elektroniczna rejestracja czasów pracy maszyny Oba sposoby są stosowane w praktyce. Dane zbierane są po to, aby po ich analizie, wykreować działania doskonalące. W początkowym stadium wdrażania wskaźnika OEE w zarządzaniu ciągłym doskonaleniem zalecane jest ręczne zbieranie danych przez operatora - w przypadku jakiejkolwiek anomalii czy zatrzymania produkcji informacja ta (czas trwania postoju) powinna zostać odnotowana przez operatora w specjalnym formularzu. Wskaźnik OEE Ustalanie
 powinna zostać odnotowana przez operatora w specjalnym formularzu. Wskaźnik OEE Ustalanie.")
63
Wskaźnik OEE Przykład formularza rejestracji danych przebiegu procesu

64
Wskaźnik OEE Wizualizacja Dane zebrane podczas pracy maszyny powinny być prezentowane w postaci graficznej. Postać graficzna w przejrzysty sposób przedstawia w jaki sposób maszyna pracuje – pokazuje czas efektywny i ile czasu jest stracone na wszelkiego rodzaju anomalie występujące podczas dostępnego czasu produkcyjnego.

65
Wszystkie anomalie są pogrupowane w trzech grupach. Wykres pokazuje w jakimś stopniu te anomalia przyczyniają się do strat dostępnego czasu, w którym maszyna powinna produkować dobre wyroby. Wskaźnik OEE Wizualizacja

66
Wskaźnik OEE Analiza: metoda analizy - zebranie wszystkich danych z określonego okresu (np. tydzień) i przedstawienie ich w postaci wykresu Pareto
 i przedstawienie ich w postaci wykresu Pareto.")
67
Wskaźnik OEE Przykład ustalania PozycjaDane Długość zmiany8 h = 480 min. Przerwy2 x 15 min. = 30 min Posiłek1 x 30 min. = 30 min Czas awarii47 min. Idealne tempo produkcji60 szt./min Łączna liczba sztuk wykonanych 19 271 szt. Liczba odrzuconych szt.423 szt. Planowany czas produkcji = Długość zmiany – Przerwy = 480 – 60 = 420 min Czas produkcji = Planowany czas produkcji - Czas awarii = 420 – 47 = 373 min Dobre sztuki = Łączna liczba szt. - Liczba odrzuconych szt. = 19 271 – 423 = 18 848 szt.

68
Wskaźnik OEE Przykład ustalania Dostępność= Czas produkcji/ Planowany efektywny czas na produkcję =373 min/420 min =0,8881 (88,8%) Wydajność= (Łączna liczba sztuk /Czas produkcji)/ Idealne tempo produkcji =19271 szt./373 min/60szt/min =0,8611 (86,11%) Jakość=Dobre sztuki/Łączna liczba sztuk =18 848/19271 =0,9780 (97,80%) OEE=Dostępność x Wydajność x Jakość =0,8881 x 0,8611 x 0,9780 =0,7479 (74,79%)
 Wydajność= (Łączna liczba sztuk /Czas produkcji)/ Idealne tempo produkcji =19271 szt./373 min/60szt/min =0,8611 (86,11%) Jakość=Dobre sztuki/Łączna liczba sztuk =18 848/19271 =0,9780 (97,80%) OEE=Dostępność x Wydajność x Jakość =0,8881 x 0,8611 x 0,9780 =0,7479 (74,79%)")
69
StrataKategoria OEE AwarieStrata dostępności Przezbrojenia, przestawienia produkcji i regulacje Strata dostępności Logistyczne i organizacyjne straty Strata wydajności Krótkie przestoje/mikroprzerwyStrata wydajności Mniejsze tempo pracyStrata wydajności Braki rozpoczynania produkcjiStrata jakości Braki podczas produkcjiStrata jakości Wskaźnik OEE Przykładowe straty OEE

70
TPM Ocena stanu istniejącego

71
OEE umożliwia w łatwy sposób zidentyfikować główne problemy efektywności OEE wymusza dyscyplinę dokładnego zbierania danych z procesów produkcyjnych OEE pozwala w łatwy sposób obliczyć korzyści wynikające z doskonalenia i eliminacji poszczególnych przyczyn strat OEE jest miernikiem oceny wdrażanych udoskonaleń Wskaźnik OEE Korzyści

72
Usprawnianie procesu Redukcja cyklu produkcyjnego Czas operacji WCP = ------------------------- 100% Cykl produkcyjny Czas operacji roboczej WCP = --------------------------------------------------------------------------------------- 100% Czas (operacji + kontroli + transportu + składowanie + przestój) CEL : Zmaksymalizować udział czasu działań dodawania wartości w łącznym czasie realizacji wyrobu – cyklu produkcyjnego wyrobu Jak zwiększyć WCP z 50% do 75%?? WCP – wskaźnik cyklu produkcyjnego, wskaźnik operacyjny produktywności Czas operacji roboczej - czas pracy w którym dodawana jest wartość WCP= --------------------------------------- 100% ( ) + + + +
")
73
Pojęcia czasu produkcji Czas cyklu produkcyjnego – Czas od pobrania materiału do ukończenia procesu produkcyjnego lub przekazania do klienta. Czas cyklu jest zapasem wyrażonym w dniach dostawy Czas dodawania wartości. Część czasu cyklu za którą jest gotów zapłacić klient Czas realizacji zamówienia (Order Lead Time). Czas miedzy przyjęciem zamówienia i przyrzeczonym terminem dostawy produktu Straty czasu. Marnotrawstwo. Czas wszelkich działań, które nie dodają wartości, czyli takich za zapłacenie, których klient nie jest zainteresowany zapłacić Oczekiwanie Sortowanie Testowanie Transportowanie Przeliczanie Poprawianie Im bardziej czas cyklu produkcyjnego jest większy od czasu realizacji zamówienia, tym większa część produkcji jest planowana według prognoz oraz tym mniej akuratną będzie prognoza
. Czas miedzy przyjęciem zamówienia i przyrzeczonym terminem dostawy produktu Straty czasu. Marnotrawstwo. Czas wszelkich działań, które nie dodają wartości, czyli takich za zapłacenie, których klient nie jest zainteresowany zapłacić Oczekiwanie Sortowanie Testowanie Transportowanie Przeliczanie Poprawianie Im bardziej czas cyklu produkcyjnego jest większy od czasu realizacji zamówienia, tym większa część produkcji jest planowana według prognoz oraz tym mniej akuratną będzie prognoza.")
74
Udział czasu dodawania wartości w czasie cyklu produkcyjnego CZAS CYKLU PRODUKCYJNEGO CZAS DODAWANIA WARTOŚCI Straty procesowe PLAN. CZAS REALIZACJI ZAMÓWIENIA Zależność od prognoz Czas - dni

75
JIT (MRP, KANBAN) Skracanie czasu roboczego (inwestycje w nowoczesne technologie, zwiększanie wydajności) TQC, Statystyczna kontrola procesu SPC Synchronizacja Usprawnienie transportu Struktura produkcyjna Rozmieszczenie - Layout WCP = --------------------------------------- 100% ( ) + + + + Usprawnianie procesu poprzez zwiększenie udziału operacji dodania wartości w cyklu produkcyjnym
 Skracanie czasu roboczego (inwestycje w nowoczesne technologie, zwiększanie wydajności) TQC, Statystyczna kontrola procesu SPC Synchronizacja Usprawnienie transportu Struktura produkcyjna Rozmieszczenie - Layout WCP = % ( ) Usprawnianie procesu poprzez zwiększenie udziału operacji dodania wartości w cyklu produkcyjnym")
76
Cykl produkcyjny (porównanie) Długość cyklu produkcyjnego standardowych produktów w dniach
 Długość cyklu produkcyjnego standardowych produktów w dniach")
77
Eliminacja zakłóceń przebiegu produkcji

78
Przyczyny zakłóceń: –awarie maszyn –problemy z jakością Skutki zakłóceń w produkcji –zapasy –długie cykle produkcyjne –dodatkowe koszty W systemie Kanban zakłócenia w produkcji powodują zatrzymanie produkcji Niezawodność systemu = iloczyn niezawodności maszyn - 0,95x0,95x0,95x0,95x0,95 = 0,77 Stopień średniego unieruchomienia wyposażenia np. 30% Minimalizacja stopnia awaryjności Co wpływa na stopień unieruchomienia z powodu awarii? –Brak niezawodności maszyn (częstotliwość awarii) –Złe utrzymanie ruchu. Nieefektywna polityka remontów ( łączny czas zatrzymania produkcji) Brak niezawodności maszyn –zła konstrukcja maszyny –zły system regulacji i nadzoru –sposób eksploatacji maszyny i nieodpowiednie miejsce użytkowania –sposób utrzymania maszyny i stanowiska pracy (brud, zanieczyszczenia, nieporządek, brak dbałości o miejsce pracy) - panaceum:zasady 5S, zaangażowanie pracowników)
 –Złe utrzymanie ruchu. Nieefektywna polityka remontów ( łączny czas zatrzymania produkcji) Brak niezawodności maszyn –zła konstrukcja maszyny –zły system regulacji i nadzoru –sposób eksploatacji maszyny i nieodpowiednie miejsce użytkowania –sposób utrzymania maszyny i stanowiska pracy (brud, zanieczyszczenia, nieporządek, brak dbałości o miejsce pracy) - panaceum:zasady 5S, zaangażowanie pracowników).")
79
Kompleksowe prewencyjne utrzymanie ruchu (Total Preventive Meintenance - TPM) Cel: –Uniknięcie awarii maszyn i przerw w produkcji Metody: Zapobiegające utrzymanie ruchu - preventive maintenance: Rozpoznanie prawdopodobnej częstotliwości awarii wyposażenia i harmonogramowanie przeglądów i napraw lub wymiany przed wystąpieniem awarii. Ustalenie całej zmiany na działania zapewniające utrzymanie ruchu Ustalenie części czasu zmiany roboczej na utrzymanie ruchu Częste przeglądy, smarowanie i przestrzeganie właściwych technik operowania wyposażeniem Przewidujące utrzymanie ruchu - predictive maintenance: Techniki analityczne (analiza wibracji, testowanie olejów smarujących na zawartość metalu) dla wykrycia bieżącej awarii w fazach początkowych, aby wydłużyć czas między przeglądami bez ryzyka wystąpienia awarii Zaangażowanie pracowników –Operator bierze odpowiedzialność za utrzymanie ruchu maszyny oraz produktywności komórki w której pracuje poprzez zmniejszenie awaryjności –Operator wykonuje bieżące naprawy, konserwacje, czyszczenie, regulacje –Posiada odpowiednie kwalifikacje do wykonania powyższych działań. Szkolenia –Jest wielofunkcyjny –Ujawnia i rozwiązuje problemy System monitoringu –poznać przypadki awarii i rozpoznać ich przyczyny
 dla wykrycia bieżącej awarii w fazach początkowych, aby wydłużyć czas między przeglądami bez ryzyka wystąpienia awarii Zaangażowanie pracowników –Operator bierze odpowiedzialność za utrzymanie ruchu maszyny oraz produktywności komórki w której pracuje poprzez zmniejszenie awaryjności –Operator wykonuje bieżące naprawy, konserwacje, czyszczenie, regulacje –Posiada odpowiednie kwalifikacje do wykonania powyższych działań. Szkolenia –Jest wielofunkcyjny –Ujawnia i rozwiązuje problemy System monitoringu –poznać przypadki awarii i rozpoznać ich przyczyny.")
80
Korzyści ze stosowania TPM: większa niezawodność realizacji zamówień wyższy poziom obsługi klienta zwiększenie produktywności lepsze wykorzystanie maszyn większa efektywność w dole strumienia materiałowego mniejsze zapasy wyższa jakość krótszy czas realizacji Kompleksowe prewencyjne utrzymanie ruchu (Total Preventive Meintenance - TPM)
")
81
Eliminacja zakłóceń przebiegu produkcji Doskonalenie jakości produkcji

82
METODY I TECHNIKI DOSKONALENIA JAKOŚCI

83
Doskonalenie jakości produkcji Ogólne zasady współczesnego podejścia w doskonaleniu jakości: –kontrola procesu, a nie wyników –kontrola jakości w miejscu jej tworzenia –kompleksowa kontrola jakości –kompleksowe zarządzanie jakością –totalna odpowiedzialność za jakość –proces ciągłej poprawy –kompleksowe zaangażowanie pracowników Podejścia i systemy zarządzania jakością Międzynarodowe procedury zarządzania jakością (ISO 9000 Standard) Total Quality Management (kompleksowe zarządzanie jakością w całym łańcuchu logistycznym od dostawcy do klienta) Upełnomocnienie pracowników, koła jakości, budowa zespołów Benchmarking Kaizen- ciągła poprawa Poka yoke Six Sigma Metody, techniki i narzędzia TQM Rozwijanie funkcji jakości (QFD, Dom jakości) Technika Taguchiego. Funkcja strat jakości. Wartość docelowa Wykres Pareto Karty procesu Diagram przyczyn i skutków Statystyczna Kontrola Procesu (SPC) 6 sigm Poka yoke Kontrola kaskadowa, samokontrola
 6 sigm Poka yoke Kontrola kaskadowa, samokontrola.")
84
Doskonalenie jakości. Zasady Pracownicy pracują w systemie; kierownictwo powinno pracować nad systemem, doskonaląc go za pomocą pracowników Włączenie naczelnego kierownictwa do programu poprawy jakości jest podstawą sukcesu; sama akceptacja działań na rzecz poprawy jakości jest niewystarczająca W zarządzaniu jakością należy stosować metody statystyczne Kontrolę wyrobów gotowych należy zamienić kontrolą procesów prowadzoną przez pracowników uczestniczących w tym procesie System zapewnienia jakości powinien obejmować wszystkie fazy produkcji produktu: badania, rozwój, projektowanie, zaopatrzenie, produkcję sprzedaż, marketing, serwis Użytkowany wyrób znajduje się w cyklu życia wyrobu i powinien być nadal obiektem zainteresowań producenta Każdy kierownik powinien określać cele podległych jednostek oraz wskazać metody ich osiągania 85% przyczyn braków jest skutkiem wad system, tylko 15% przyczyn można przypisać pracownikom

85
Doskonalenie jakości produkcji Poka yoke - urządzenia zabezpieczające przed zrobieniem głupiego błędu (foolproof) i wytworzeniem wyrobów z defektami. Poka yoke - urządzenia zatrzymujące maszynę lub całą linię i uniemożliwiające jej uruchomienia aż do usunięcia przyczyny zatrzymania. Poka yoke - urządzenia lub procedury zabezpieczające przed: –pominięciem pewnych części –nieprawidłowym połączeniem składników –nieprawidłową kolejnością przebiegu procesu –kontynuowaniem pracy zużytym narzędziem –przekazaniem błędu dalej Typowe rodzaje rozwiązań: ogranicznik przełączenia, elektryczne oczko, stop, regulator czasowy, skala, licznik, szczelinomierz, próbnik, ogranicznik zakresu działania, część o kształcie uniemożliwiającym nieprawidłowe zmontowanie jej z inną częścią.

86
Doskonalenie jakości produkcji Poka yoke –Stosowanie poka yoke jest procesem ciągłym (proces Kaizen). Dąży się do zabezpieczenia bezbłędnego wykonania wszystkich operacji na wyrobie na każdym stanowisku roboczym. Jeżeli na stanowisku roboczym pojawią się problemy z bezbłędną produkcją, metodą, którą można wykorzystać w ich rozwiązaniu jest poka yoke. Poka yoke stosuje się wraz ze statystyczną kontrolą procesu (SPC). –Poka yoke wymaga zaangażowania wszystkich pracowników i nie powinna być domeną jedynie inżynierów –Progres w redukcji poziomu zbrakowanych wyrobów powinien być demonstrowany na wykresach i znaczenie zastosowania rozwiązań poka yoke powinno być rozumiane przez wszystkich pracowników Kontrola kaskadowa - operator danego stanowiska sprawdza według listy wykonanie zadań przez operatora, który go poprzedza. W przypadku błędu konieczna jest natychmiastowa reakcja na stanowisku poprzedzającym Samokontrola - operator maszyny sam prowadzi odpowiednią weryfikację swojej pracy SPC (Statistical Proces Control) - statystyczna, ciągła kontrola procesu Stop linia -daje upoważnienie i środki wszystkim pracownikom do zatrzymania produkcji w przypadku problemów jakościowych i bezpieczeństwa zanim staną się one poważne TQC (Total Quality Control) - kompleksowa kontrola jakości. Za jakość są odpowiedzialni wszyscy.
. –Poka yoke wymaga zaangażowania wszystkich pracowników i nie powinna być domeną jedynie inżynierów –Progres w redukcji poziomu zbrakowanych wyrobów powinien być demonstrowany na wykresach i znaczenie zastosowania rozwiązań poka yoke powinno być rozumiane przez wszystkich pracowników Kontrola kaskadowa - operator danego stanowiska sprawdza według listy wykonanie zadań przez operatora, który go poprzedza. W przypadku błędu konieczna jest natychmiastowa reakcja na stanowisku poprzedzającym Samokontrola - operator maszyny sam prowadzi odpowiednią weryfikację swojej pracy SPC (Statistical Proces Control) - statystyczna, ciągła kontrola procesu Stop linia -daje upoważnienie i środki wszystkim pracownikom do zatrzymania produkcji w przypadku problemów jakościowych i bezpieczeństwa zanim staną się one poważne TQC (Total Quality Control) - kompleksowa kontrola jakości. Za jakość są odpowiedzialni wszyscy..")
87
Statystyczna kontrola procesu SPC (Statistical Process Control) Karty kontrolne - graficzna prezentacja danych w czasie Dolne i górne granice na kartach kontrolnych - jednostki temperatury, ciśnienia, wagi,długości itd. Śledzi się próbki wyjść procesu i wykreśla średnią z próbek na karcie. Jeżeli średnia próbek wypada w obrębie dolnej i górnej granicy i nie wykazuje niepożądanego zachowania, to proces jest pod kontrolą w przeciwnym razie proces jest poza kontrolą Błędne zachowanie Zbadać przyczynę UCL LCL Cel Normalne zachowanie Jeden punkt średniej próbek powyżej (lub poniżej) granicy. Zbadać przyczynę UCL LCL Cel Dwie średnie próbek blisko dolnej (lub górnej) granicy Zbadać przyczynę Pięć średnich próbek powyżej (lub poniżej) linii centralnej. Zbadać przyczynę Trend w jednym kierunku, 5 średnich próbek. Zbadać przyczynę
 granicy. Zbadać przyczynę UCL LCL Cel Dwie średnie próbek blisko dolnej (lub górnej) granicy Zbadać przyczynę Pięć średnich próbek powyżej (lub poniżej) linii centralnej. Zbadać przyczynę Trend w jednym kierunku, 5 średnich próbek. Zbadać przyczynę.")
88
KOMPLEKSOWA JAKOŚĆ KLUCZOWE ZASADY Rozwijaj powszechną świadomość, że za jakość odpowiedzialni są wszyscy pracownicy Stosuj politykę ciągłego doskonalenia i innowacji we wszystkich obszarach przedsiębiorstwa Zredukuj liczbę dostawców i włącz ich w politykę ciągłego doskonalenia Stosuj metody i techniki identyfikacji i rozwiązywania problemów w miejscu powstawania jakości; w szczególności stosuj metody statystyczne Organizuj wielodyscyplinarne zespoły w otwartym, innowacyjnym środowisku

89
TQM - kompleksowe zarządzanie jakością Elementy Orientacja na klienta i na jakość kierowania przedsiębiorstwem Opracowanie i wdrożenie strategii jakości z określeniem wymiernych celów Zaangażowanie kierownictwa i pracowników przez komunikację, kształcenie, uznanie i przekazywanie kompetencji Udostępnianie zasobów niezbędnych do osiągnięcia wyznaczonych celów Ulepszanie i skracanie administracyjnych i produkcyjnych procesów w przedsiębiorstwie Określenie i podnoszenie poziomu zadowolenia klientów i pracowników firmy, jak również wizerunku firmy w opinii publicznej (image) Analizowanie wyników przedsiębiorstwa i osiąganych wskaźników i porównywanie ich z założonymi celami (kierowanie przedsiębiorstwem)
 Analizowanie wyników przedsiębiorstwa i osiąganych wskaźników i porównywanie ich z założonymi celami (kierowanie przedsiębiorstwem)")
90
Zasady ciągłej poprawy, kompleksowego zaangażowania pracowników i kompleksowego zarządzania jakością 14 zasad W.E. DEMINGA 1. Należy stworzyć i objaśnić wszystkim zatrudnionym misję przedsiębiorstwa (zamierzenia i cele) oraz zapewnić aby kierownictwo ciągle demonstrowało zaangażowanie zgodne z tą misją. Należy zapewnić w przedsiębiorstwie stałą motywację do polepszania jakości wyrobu i usług. 2. Każdy, od naczelnego kierownictwa do pracowników bezpośrednio produkcyjnych, musi przyswoić sobie nową filozofię tzn. ciągłą poprawę w usatysfakcjonowaniu klienta. Należy na każdym polu dążyć do poprawy. Przedsiębiorstwo funkcjonuje w świecie rządzonym przez prawa rynku. Przedsiębiorstwo nie przetrwa, jeżeli będzie tolerować dotąd akceptowane opóźnienia, braki, wadliwe materiały wejściowe i wadliwe wykonawstwo. 3. Należy wprowadzać, w miejsce 100% kontroli zgodności z wymogami technologicznymi, statystyczne metody kontroli procesów, które zapewniają odpowiednią jakość. Także dostawcy powinni zapewniać odpowiednią jakość dostaw. Kontrolę należy stosować przede wszystkim dla korygowania i poprawy procesu produkcyjnego, a nie do wykrywania i naprawy błędów. 4. Należy wyeliminować dostawców, którzy nie gwarantują odpowiedniej jakości dostaw, mierzonych odpowiednimi metodami statystycznymi. Należy skończyć z praktyką kooperowania z najtańszymi dostawcami. 5. Należy ciągle dążyć do poprawy systemu produkcyjnego. Należy szukać potencjalnych problemów do rozwiązania, a nie działać od kryzysu do kryzysu. Zadaniem kierownictwa powinna być stała praca nad organizacją i usprawnieniem procesu produkcji (praca nad zmianami w projekcie wyrobu, utrzymaniem parku maszynowego, doskonaleniem procesu produkcyjnego, podnoszeniem kwalifikacji pracowników i inne). 6. Należy umożliwić doskonalenie kwalifikacji pracowników w czasie pracy. Należy zapewnić pracownikowi możliwość rozwoju poprzez szkolenie i rozszerzanie zakresu wykonywanych zadań. Należy zwiększać zdolności pracownika do samodzielnego radzenia sobie z problemami i wyzwaniami jakie może napotkać na swoim stanowisku pracy.
 oraz zapewnić aby kierownictwo ciągle demonstrowało zaangażowanie zgodne z tą misją. Należy zapewnić w przedsiębiorstwie stałą motywację do polepszania jakości wyrobu i usług. 2. Każdy, od naczelnego kierownictwa do pracowników bezpośrednio produkcyjnych, musi przyswoić sobie nową filozofię tzn. ciągłą poprawę w usatysfakcjonowaniu klienta. Należy na każdym polu dążyć do poprawy. Przedsiębiorstwo funkcjonuje w świecie rządzonym przez prawa rynku. Przedsiębiorstwo nie przetrwa, jeżeli będzie tolerować dotąd akceptowane opóźnienia, braki, wadliwe materiały wejściowe i wadliwe wykonawstwo. 3. Należy wprowadzać, w miejsce 100% kontroli zgodności z wymogami technologicznymi, statystyczne metody kontroli procesów, które zapewniają odpowiednią jakość. Także dostawcy powinni zapewniać odpowiednią jakość dostaw. Kontrolę należy stosować przede wszystkim dla korygowania i poprawy procesu produkcyjnego, a nie do wykrywania i naprawy błędów. 4. Należy wyeliminować dostawców, którzy nie gwarantują odpowiedniej jakości dostaw, mierzonych odpowiednimi metodami statystycznymi. Należy skończyć z praktyką kooperowania z najtańszymi dostawcami. 5. Należy ciągle dążyć do poprawy systemu produkcyjnego. Należy szukać potencjalnych problemów do rozwiązania, a nie działać od kryzysu do kryzysu. Zadaniem kierownictwa powinna być stała praca nad organizacją i usprawnieniem procesu produkcji (praca nad zmianami w projekcie wyrobu, utrzymaniem parku maszynowego, doskonaleniem procesu produkcyjnego, podnoszeniem kwalifikacji pracowników i inne). 6. Należy umożliwić doskonalenie kwalifikacji pracowników w czasie pracy. Należy zapewnić pracownikowi możliwość rozwoju poprzez szkolenie i rozszerzanie zakresu wykonywanych zadań. Należy zwiększać zdolności pracownika do samodzielnego radzenia sobie z problemami i wyzwaniami jakie może napotkać na swoim stanowisku pracy..")
91
7. Należy wprowadzić nowoczesne metody nadzorowania pracowników. Należy wprowadzić współuczestnictwo w braniu odpowiedzialności za jakość i procesy, tak aby osiągnąć współpracę pracowników. Brygadziści, majstrowie i mistrzowie powinni nadzorować i odpowiadać przede wszystkim za jakość produkcji, a nie za ilość. Poprawa jakości automatycznie podnosi produktywność. Kierownictwo musi być przygotowane do natychmiastowego reagowania na informacje od brygadzistów o otrzymywaniu wadliwych materiałów, które brygada poddaje dalszej obróbce, raporty o złym utrzymaniu maszyn, złej jakości narzędzi, nieścisłości w dokumentacji produkcyjnej czy otrzymywaniu niejasnych poleceń dotyczących produkcji. 8. Należy wprowadzać klimat zaufania między kierownictwem a pracownikami. Należy usunąć stres, tak aby każdy mógł efektywnie pracować dla przedsiębiorstwa. Jeżeli chce się podnieść produktywność i jakość, to kierownictwo powinno zaoferować konkretną pomoc i radę jak to osiągnąć. 9. Należy rozwijać międzywydziałową współpracę i pracę zespołową. Należy zlikwidować bariery jakie dzielą ludzi z różnych wydziałów, pracowni, działów, itp. Pracownicy z komórek badawczych, działów konstrukcyjnych, działu sprzedaży i z produkcji powinni pracować jak jeden duży zespół. Tylko wtedy można przewidzieć problemy jakie mogą się pojawić np. przy wprowadzaniu do produkcji nowych materiałów czy nowych technologii. 10. Należy zrezygnować z apelowania o lepszą pracę i zwiększenie wielkości produkcji, mające na celu podniesienie produktywności, bez jednoczesnego przedstawienia sposobów osiągnięcia tych celów. 11. Należy wyeliminować oceny pracy oparte na normach ilościowych. 12. Należy umożliwić pracownikom wprowadzanie usprawnień na stanowisku pracy i osiąganie satysfakcji z dobrze wykonywanej pracy. 13. Należy stworzyć autentycznie realizowany program kształcenia i doskonalenia zawodowego (włączając szkolenie w technikach statystycznej kontroli procesu). 14. Zarządzanie przedsiębiorstwem powinno być tak zorganizowane, aby powyższe zasady były rzeczywiście realizowane w codziennej praktyce przedsiębiorstwa. Zasady ciągłej poprawy, kompleksowego zaangażowania pracowników i kompleksowego zarządzania jakością 14 zasad W.E. DEMINGA
. 14. Zarządzanie przedsiębiorstwem powinno być tak zorganizowane, aby powyższe zasady były rzeczywiście realizowane w codziennej praktyce przedsiębiorstwa. Zasady ciągłej poprawy, kompleksowego zaangażowania pracowników i kompleksowego zarządzania jakością 14 zasad W.E. DEMINGA.")
92
TQM Wdrażanie Człowiek najważniejszym czynnikiem sukcesu przy wdrażaniu TQM Niezbędna jest: –wola wprowadzania zmian –zaufanie –motywacja –zrozumienie, że wzorce zachowań i ludzie muszą się zmienić –umiejętność przewidywania problemów, które mogą się pojawić –czas - 2, 3 lata

93
Model podejścia procesowego wg ISO 9001:2000 Proces ciągłej poprawy Odpowiedzialność kierownictwa Pomiary, analiza i poprawa Zarządzanie zasobami Realizacja wyrobu i usługi Wynik Wyrób lub usługa Wejście KlientKlient WymaganiaWymagania KlientKlient ZadowolenieZadowolenie System ZJ Działania dodające wartość Przepływ informacji

94
Wdrożony system zarządzania jakością wg ISO 9001:2000 potwierdzony certyfikatem organizacji certyfikacyjnej Prestiż Image Zaufanie Bezpieczeństwo Jakość Poziom obsługi Konkurencyjność Ciągłe doskonalenie

95
Projektowanie strumienia wartości Jak rzeczywiście przebiega projektowanie strumienia wartości zgodnie ze strategią Lean Production? Czas Inicjujący projekt Stopień zaawansowania 100% Dostrajanie wizji przyszłego stanu w interaktywnych cyklach (6 – 18 miesięcy) Obecny stan Przyszły stan Projekty wdrożeniowe
 Obecny stan Przyszły stan Projekty wdrożeniowe.")
96
Bariery wdrażania Kaizen Brak zrozumienia i zaangażowania wyższego kierownictwa Brak wspólnego celu (wizji gdzie podążamy) oraz pracy zespołowej Brak lidera Nieodpowiednie style przywódcze Koncentracja na wynikach a nie na procesach Krótkoterminowe priorytety zamiast długoterminowych Brak spojrzenia systemowego - koncentracja na małych problemach bez całościowego podejścia do problemu Brak czasu na szkolenia i ulepszanie Brak ciągłej koncentracji i realizacji Brak przestrzegania standardowych procedur (gdy się pojawią, to muszą być przestrzegane, w przeciwnym razie - chaos)
 oraz pracy zespołowej Brak lidera Nieodpowiednie style przywódcze Koncentracja na wynikach a nie na procesach Krótkoterminowe priorytety zamiast długoterminowych Brak spojrzenia systemowego - koncentracja na małych problemach bez całościowego podejścia do problemu Brak czasu na szkolenia i ulepszanie Brak ciągłej koncentracji i realizacji Brak przestrzegania standardowych procedur (gdy się pojawią, to muszą być przestrzegane, w przeciwnym razie - chaos)")
97
6 SIGMA jako strategia zarządzania ciągłym doskonaleniem

98
Agenda 1.Six Sigma jako filozofia doskonałości 2.Historia Six Sigma 3.Problematyka 4.Metodologia 5.Six Sigma jako metoda podnoszenia efektywności łańcucha dostaw 6.Zalety i wady wdrażania Six Sigma 7. Bibliografia

99
Podstawowe pytania Jak minimalizować zapasy? Jak szybciej realizować zamówienia? Jak minimalizować koszty? Jak zachować wysoką jakość produktów? SIX SIGMA

100
Definicja 6 sigma Six sigma to bazująca na danych i skrupulatnych pomiarach długoterminowa strategia eliminacji zmienności i marnotrawstwa, we wszystkich procesach przedsiębiorstwa, poprzez realizację projektów doskonalenia Wg. P.S Pande, R.P. Neuman i R. C. Cavanagh Jest to kompleksowy i elastyczny system osiągania, utrzymywania i maksymalizowania sukcesów w biznesie; charakteryzujący się zrozumieniem potrzeb klientów oraz zdyscyplinowanym wykorzystaniem faktów, danych i wyników analiz statystycznych, którego podstawą jest zarządzanie, usprawnianie i ciągłe tworzenie nowych, coraz doskonalszych rozwiązań w odniesieniu do wszelkich procesów zachodzących w organizacji Wg Motoroli Jest to filozofia kierująca działaniami przez wyraźne określenie wartości dla klienta w ramach strategii biznesu nastawionej na cięcie kosztów i podnoszenie satysfakcji klientów.

101
Historia 1985 -1987 – opracowana przez korporację Motorola przez Boba Galvina i Billa Smitha 1990 – IBM 1993 – 94 - ABB 1994 – 96 Allied Signal, General Electric, Kodak 1996 – 98 Sony, Nokia, Polaroid, Toshiba,Ford Motor, Whirlpool, Invensys etc. 2000 – Fort Wayn w Indianie (USA) został pierwszym miastem używającym 6 Sigma do zarządzania miastem Obecnie – metoda szybko rozwija się w Europie
 został pierwszym miastem używającym 6 Sigma do zarządzania miastem Obecnie – metoda szybko rozwija się w Europie.")
102
Six Sigma 6 sigma 6 Sigma – nowa filozofia zarządzania jakością silnie nastawiona na klienta, skoncentrowana na definiowaniu miar satysfakcji klientów na każdym etapie procesu oraz na wykorzystaniu ich do ciągłej redukcji zarówno czasu przebiegu produkcji jak i poziomu wskaźnika DPMO dla każdej z miar. DPMO (Defects Per Milion Opportunities) – liczba defektów na milion możliwości Założeniem 6 Sigma jest to, że liczba nieprawidłowości nie powinna być wyższa niż 3,4 na milion operacji. Na przykład: 1. Przypadek dostarczenia 300 000 listów 99% - 3000 źle dostarczonych listów Six sigma - 1 źle dostarczony 2. Przypadek nadawania programu przez tydzień 99% - brak programu przez 1,68 godz Six sigma - brak programu przez 0,018 sek
 – liczba defektów na milion możliwości Założeniem 6 Sigma jest to, że liczba nieprawidłowości nie powinna być wyższa niż 3,4 na milion operacji. Na przykład: 1. Przypadek dostarczenia listów 99% źle dostarczonych listów Six sigma - 1 źle dostarczony 2. Przypadek nadawania programu przez tydzień 99% - brak programu przez 1,68 godz Six sigma - brak programu przez 0,018 sek.")
103
Zasady Six Sigma Koncentracja na kliencie – zorientowanie na klienta Oparcie zarządzania na faktach i danych – określenie wskaźników poziomu działania firmy, zbieranie i analiza danych w celu zrozumienia kluczowych procesów Podejście procesowe i systemowe w zarządzaniu oraz usprawnianiu Zarządzanie proaktywne – wykonywanie czynności zanim coś się wydarzy (profilaktyka) Zaangażowanie personelu i współpraca pozbawiona barier Ukierunkowanie na osiąganie doskonałości Tolerancja dla niepowodzeń – wdrażanie nowych pomysłów wiąże się z ryzykiem, dlatego istotne jest aby istniała w firmie wyrozumiałość w przypadku chwilowych niepowodzeń wdrażania nowych pomysłów Ciągłe doskonalenie
 Zaangażowanie personelu i współpraca pozbawiona barier Ukierunkowanie na osiąganie doskonałości Tolerancja dla niepowodzeń – wdrażanie nowych pomysłów wiąże się z ryzykiem, dlatego istotne jest aby istniała w firmie wyrozumiałość w przypadku chwilowych niepowodzeń wdrażania nowych pomysłów Ciągłe doskonalenie")
104
Doskonalenie jakości produkcji Od zero braków do redukcji zmienności 100% wyrobów zgodnych ze specyfikacjami (zero defektów) ale duży rozrzut procesu może stwarzać problemy na przykład w montażu (złe dopasowanie dwóch lub więcej dobrych części) Mniejsza zmienność, mimo, że brak wycentrowania procesu z celową wielkością. Łatwo można wycentrować przez proste regulowanie LCL (Lower Control Limit) - dolna granica kontrolna normy UCL (Upper Control Limit) - górna granica kontrolna normy LCLUCL LCLUCL 100% Cel
 - dolna granica kontrolna normy UCL (Upper Control Limit) - górna granica kontrolna normy LCLUCL LCLUCL 100% Cel.")
105
Jakość Six Sigma Podstawą koncepcji jakości six sigma jest zmniejszenie zmienności procesu do takiego poziomu, żeby zakres tolerancji obejmował dwunastokrotność odchylenia standardowego. UTL - LTL Cp = 12 σ W przypadku idealnie wyśrodkowanego procesu z wynikami charakteryzującymi się rozkładem normalnym na milion sztuk produktu zdarzają się mniej więcej dwa wadliwe wyroby. W rzeczywistości większość procesów nie jest idealnie wyśrodkowana, przez co poza przedziałem tolerancji znajduje się tak naprawdę większa liczba obserwacji (przesunięcie od wartości średniej przyjmuje się, że wynosi 1,5 σ ). W większości organizacji przyjmuje się zatem roboczo, że poziom jakości six-sigma oznacza występowanie nie więcej niż 3,4 wadliwych wyrobów na milion)
. W większości organizacji przyjmuje się zatem roboczo, że poziom jakości six-sigma oznacza występowanie nie więcej niż 3,4 wadliwych wyrobów na milion).")
106
Metodyka 6 sigma Metoda sześciu sigm - proces zero braków Sigma - oznaczenie odchylenia standardowego; miara rozproszenia zmiennej wokół wartości średniej, miernik stopnia zgodności z wymaganiami odnośnie produktów Zakres normy >= 12 sigm Wskaźnik zdolności procesu: Cp = Zakres specyfikacji jakości / Zmienność procesu = (Dolna granica normy - Górna granica normy) / 6 sigm Cel - Cp >= 2,0 Sześć sigm odnosi się do statystycznego zakresu zmienności jakości i pokrywa 99,9999998% dobrych produktów na wyjściu procesu LSL= -3sigmUSL=+3sigm Cp = 1
 / 6 sigm Cel - Cp >= 2,0 Sześć sigm odnosi się do statystycznego zakresu zmienności jakości i pokrywa 99, % dobrych produktów na wyjściu procesu LSL= -3sigmUSL=+3sigm Cp = 1")
107
Metodyka 6 sigma PPM (Parts Per Million) - liczba błędów na milion wyników (części). Cel: zwiększyć czułość pomiaru w porównaniu z % (np. proces zgodny z wymaganiami 99% i PPM = 10000 błędów Wydajność procesu (yield) - stosunek liczby części dobrych do liczby wszystkich części, których produkcję rozpoczęto. Zależy od liczby procesów cząstkowych (operacji) w procesie. Np. linia produkcyjna składa się z 400 operacji, to jeżeli proces jest kontrolowany w zakresie 4 sigm, to wydajność wynosi 8,28%, a przy 6 sigmach 99,8%. Wszystkie procesy mają długookresowe odchylenia. Oznacza to, że będą straty wydajności. W przypadku rozkładu normalnego typowy tendencja długookresowa wynosi +/- 1,5 sigm i wynikowa strata wydajności wynosi 7% W metodzie 6 sigm dąży się do współczynnika zdolności (Cp) 2, a nie 1. Osiąga się to przez ustalanie specyfikacji odpowiednio do prawdziwych potrzeb klienta i wtedy w partnerstwie z klientami, specyfikacje są utrzymane stabilne podczas gdy zmienność procesu jest zmniejszana. LSL= -6sigmUSL=+6sigm Cp = 2 Proces bez odchyleń
 - stosunek liczby części dobrych do liczby wszystkich części, których produkcję rozpoczęto. Zależy od liczby procesów cząstkowych (operacji) w procesie. Np. linia produkcyjna składa się z 400 operacji, to jeżeli proces jest kontrolowany w zakresie 4 sigm, to wydajność wynosi 8,28%, a przy 6 sigmach 99,8%. Wszystkie procesy mają długookresowe odchylenia. Oznacza to, że będą straty wydajności. W przypadku rozkładu normalnego typowy tendencja długookresowa wynosi +/- 1,5 sigm i wynikowa strata wydajności wynosi 7% W metodzie 6 sigm dąży się do współczynnika zdolności (Cp) 2, a nie 1. Osiąga się to przez ustalanie specyfikacji odpowiednio do prawdziwych potrzeb klienta i wtedy w partnerstwie z klientami, specyfikacje są utrzymane stabilne podczas gdy zmienność procesu jest zmniejszana. LSL= -6sigmUSL=+6sigm Cp = 2 Proces bez odchyleń.")
108
Metodyka 6 Sigma Celem Six Sigma jest zredukowanie wariacji

109
Metodyka 6 Sigma Cp (Process Capability) – współczynnik zdolności procesu Cp = (USL - LSL) / 6 σ USL = Upper Specification Limit – górna granica specyfikacji - tolerancji, LSL = Lower Specification Limit - dolna granica specyfikacji - tolerancji. σ – odchylenie standardowe danego procesu dla badanej zmiennej. Ponieważ wartość faktyczna σ rzadko jest znana, zazwyczaj szacuje się nią na podstawie pewnej liczby obserwacji i oblicza się następująco: - Średnia z próby - Wartość i-tej obserwacji n -liczność próby Dla rozkładu normalnego 99,7% obserwacji znajdzie się w odległości 3 σ od wartości średniej a Cp = 1. Jeżeli rozpiętość przedziału tolerancji jest mniejsza niż 6 σ, Cp<1 (proces nie jest w stanie zmieścić się w granicach tolerancji w 99,7% przypadków)
.")
110
W pewnych przypadkach średnia procesu nie odpowiada dokładnie wartości docelowej (target). W takiej sytuacji można określić, czy proces mieści się w granicach tolerancji w 99,7% przypadków przy wykorzystaniu wskaźnika zdolności procesu Cpk Cpk = min [ (USL - Średnia) / 3 σ, (Średnia - LSL) / 3 σ ] Cpk (Process Capability Index) – wskaźnik zdolności procesu
 / 3 σ, (Średnia - LSL) / 3 σ ] Cpk (Process Capability Index) – wskaźnik zdolności procesu.")
111
Metodyka Redukując oraz centrując wariancje wzmacniamy niezawodność procesu a w konsekwencji obsługę klienta

112
Realizacja projektów six sigma wg algorytmu DMAIC (Define, Measure, Analyse, Improve, Control) D (Definiowanie) – zdefiniowanie problemu, zlokalizowanie obszaru, w którym należy uruchomić projekt, określenie celów i ograniczeń, identyfikacja zagadnień, którymi trzeba się zająć by osiągnąć wyższy poziom sigma M (Pomiar) – zebranie informacji o aktualnym stanie procesu, by ustalić poziom odniesienia oraz by rozpoznać skalę problemu, wybór i weryfikacja systemu do pomiaru procesu. Gromadzenie danych o procesie. A (Analiza) – wskazanie krytycznych przyczyn kłopotów z jakością i potwierdzenie, z użyciem statystycznej analizy danych i ich wpływu na proces I (Doskonalanie) – wprowadzenie rozwiązań usuwających analizowane wcześniej, krytyczne problemy celem nadania pożądanych wartości czynnikom procesu C (Kontrola) – monitorowanie wyników osiągniętych w poprzednim etapie i sterowanie procesem na ich podstawie. Utrzymanie rozwiązań. Etapy 6 Sigma
 – wskazanie krytycznych przyczyn kłopotów z jakością i potwierdzenie, z użyciem statystycznej analizy danych i ich wpływu na proces I (Doskonalanie) – wprowadzenie rozwiązań usuwających analizowane wcześniej, krytyczne problemy celem nadania pożądanych wartości czynnikom procesu C (Kontrola) – monitorowanie wyników osiągniętych w poprzednim etapie i sterowanie procesem na ich podstawie. Utrzymanie rozwiązań. Etapy 6 Sigma.")
113
Definiowanie Analiza Pomiar Doskonalenie Kontrola Etapy 6 Sigma

114
Etap Stosowane narzędzia DefiniowanieDiagram przyczynowo skutkowy Ischikawy, analiza wykresu Pareto, QFD (Quality Function Deployment) PomiarStatystyki opisowe, analiza powtarzalności i odtwarzalności, badania wyrywkowe, wykresy szeregów czasowych, tabele liczności AnalizaAnaliza wielowariantowa, testy nieparametryczne, histogram, analiza regresji, wykres korelacyjne, planowanie eksperymentu DoskonaleniePlanowanie eksperymentu, karty zdolności procesu, analiza wykresu Pareto KontrolaMonitorowanie zmienności, karty przepływu procesu, statystyczne sterowanie procesem SPC, plany kontroli, instrukcje. Narzędzia 6 Sigma

115
Osiągnięcia i cele Six Sigma Six Sigma Skupienie się na najważniejszych procesach w przedsiębiorstwie Opieranie się na faktach zebranych podczas szczegółowych badań i analiz Bardzo wyraźne i konkretne cele Drastyczna redukcja strat np. zmniejszanie zapasów i czasu realizacji Dążenie do doskonałości

116
Osiągnięcia Seagate Seagate jest ogromną firmą międzynarodową, zatrudniającą przeszło 42 000 osób na całym świecie. Przedsiębiorstwo produkuje twarde dyski komputerów. W roku 1998 wdrożono w przedsiębiorstwie filozofię Six Sigma oraz jako narzędzie pomocnicze wprowadzono także Zarządzanie Ograniczeniami (TOC). Rezultaty uzyskane po 3 miesiącach: Współczynnik ukończenia projektów wzrósł o 80% Liczba realizowanych projektów wzrosła o 70% Projekty są bardziej skupione na bezpośrednich potrzebach klienta Problemy są jednoznaczne, przez co łatwe do rozwiązania i zarządzania
. Rezultaty uzyskane po 3 miesiącach: Współczynnik ukończenia projektów wzrósł o 80% Liczba realizowanych projektów wzrosła o 70% Projekty są bardziej skupione na bezpośrednich potrzebach klienta Problemy są jednoznaczne, przez co łatwe do rozwiązania i zarządzania.")
117
Wady i zalety metody 6 Sigma Wady: wymaga wysokiego poziomu wiedzy kadry kierowniczej wszyscy pracownicy muszą być aktywnie włączeni częste szkolenia dla wszystkich pracowników wymaga specjalnych narzędzi i technik statystycznych stosunkowo wysoki koszt wdrożenia całkowita zmiana kultury organizacyjnej Zalety: redukcja defektów w procesie, podniesienie jakości produktów, obniżenie kosztów i wzrost zyskowności wzrost wydajności i innowacyjności, rozwój pracowników, podniesienie poziomu zadowolenia klientów, szybsze dostarczenie na rynek nowych wyrobów, ograniczenie fluktuacji realizowanych procesów i osiągnięcie ich stabilności

118
Struktura organizacyjna Six Sigma Praca nad projektami Six Sigma Częściowe poświęcenie czasu na prowadzenie projektów Praca nad projektami Six Sigma W pełni poświęcony czas na realizację projektów Specjalista w strategii i narzędziach stosowanych w Six Sigma Wsparcie dla GBs Wewnętrzny ekspert Rozpowszechnianie wiedzy o Six Sigma Trener BBs Pełne poświęcenie czasu Wdrożenie Six Sigma w przedsiębiorstwie Wybór osób na funkcje w strategii Six Sigma Wybór projektów Six Sigma Wsparcie dla MBBs Master Black Belts Green Belts Champion Koncern Przedsiębiorstwo Wydział Zakład

119
Książki: [1] Thompson J.R., Koronacki J., Statystyczne sterowanie procesem - Metoda Deminga etapowej optymalizacji jakości, Akademicka Oficyna Wydawnicza PLJ, Warszawa 1994 [2] Łańcucki J., Podstawy kompleksowego zarządzania jakością TQM, Akademia Ekonomiczna w Poznaniu, Poznań 2003 [3] Harry M., Schroeder R., Six Sigma – wykorzystanie programu jakości do poprawy wyników finansowych, Oficyna Ekonomiczna, Kraków 2001 [4] Karaszewski R., Zarządzanie jakością: koncepcje, metody i narzędzia stosowane przez liderów światowego biznesu, TNOiK, Toruń 2005 Czasopisma naukowe: [1] Wolniak R., Modele ciągłego doskonalenia w Sześć Sigma, Problemy jakości, 5/2005 str.15-20 [2] Domańska A., Od ISO 9000 do Sześć Sigma?, Problemy jakości, 6/2005 str.14-18 [3] Lasek M., Pęczkowski M., Doskonalenie jakości procesów produkcji i usług metodą Six Sigma, Ekonomika i Organizacja Przedsiębiorstw, 6/2005 str. 35-41 Witryny internetowe: [1] http://en.wikipedia.org/wiki/Six_Sigma (28.11.2005)http://en.wikipedia.org/wiki/Six_Sigma [2] http://www.ge.com/sixsigma/glossary.html (28.11.2005)http://www.ge.com/sixsigma/glossary.html [3] http://www.statsoft.pl/sixsigma.html (29.11.2005)http://www.statsoft.pl/sixsigma.html [4] http://discover6sigma.blogspot.com/ (28.11.2005)http://discover6sigma.blogspot.com/ [5] http://www.schenker.pl/web/index.nsf/ (29.11.2005)http://www.schenker.pl/web/index.nsf/ [6] http://www.statsoft.pl/sixsigma.html (29.11.2005)http://www.statsoft.pl/sixsigma.html Inne: [1] Wewnętrzne materiały szkoleniowe General Electric- tłumaczenie i opracowanie Ewa Suliga [2] Materiały z wykładów (2004/2005), Merwane Daouzli, Ecole Centrale de Lyon - tłumaczenie i opracowanie Ewa Suliga Bibliografia
![Książki: [1] Thompson J.R., Koronacki J., Statystyczne sterowanie procesem - Metoda Deminga etapowej optymalizacji jakości, Akademicka Oficyna Wydawnicza PLJ, Warszawa 1994 [2] Łańcucki J., Podstawy kompleksowego zarządzania jakością TQM, Akademia Ekonomiczna w Poznaniu, Poznań 2003 [3] Harry M., Schroeder R., Six Sigma – wykorzystanie programu jakości do poprawy wyników finansowych, Oficyna Ekonomiczna, Kraków 2001 [4] Karaszewski R., Zarządzanie jakością: koncepcje, metody i narzędzia stosowane przez liderów światowego biznesu, TNOiK, Toruń 2005 Czasopisma naukowe: [1] Wolniak R., Modele ciągłego doskonalenia w Sześć Sigma, Problemy jakości, 5/2005 str [2] Domańska A., Od ISO 9000 do Sześć Sigma , Problemy jakości, 6/2005 str [3] Lasek M., Pęczkowski M., Doskonalenie jakości procesów produkcji i usług metodą Six Sigma, Ekonomika i Organizacja Przedsiębiorstw, 6/2005 str.](http://images.slideplayer.pl/1/409091/slides/slide_119.jpg "Witryny internetowe: [1] ( ) [2] ( ) [3] ( ) [4] ( ) [5] ( ) [6] ( ) Inne: [1] Wewnętrzne materiały szkoleniowe General Electric- tłumaczenie i opracowanie Ewa Suliga [2] Materiały z wykładów (2004/2005), Merwane Daouzli, Ecole Centrale de Lyon - tłumaczenie i opracowanie Ewa Suliga Bibliografia.")
120
Wskaźnik OEE Ustalanie Dostępność (Availability) – mierzy niezawodność wyposażenia lub jego wykorzystanie. Procent efektywnego funduszu czasu maszyny Wydajność (Performance Rate) – mierzy straty wydajności (straty tempa produkcji) Jakość (Quality) – mierzy straty związane ze złą jakością
 – mierzy straty wydajności (straty tempa produkcji) Jakość (Quality) – mierzy straty związane ze złą jakością.")
121
Wskaźnik OEE Przykład ustalania PozycjaDane Długość zmiany8 h = 480 min. Przerwy2 x 15 min. = 30 min Posiłek1 x 30 min. = 30 min Czas awarii47 min. Idealne tempo produkcji60 szt./min Łączna liczba sztuk wykonanych 19 271 szt. Liczba odrzuconych szt.423 szt. Planowany czas produkcji = Długość zmiany – Przerwy = 480 – 60 = 420min Czas produkcji = Planowany czas produkcji - Czas awarii = 420 – 47 = 373 min Dobre sztuki = Łączna liczba szt. - Liczba odrzuconych szt. = 19 271 – 423 = 18 848

122
Wskaźnik OEE Przykład ustalania Dostępność=Czas produkcji/ Planowany efektywny czas na produkcję =373 min/420 min =0,8881 (88,8%) Wydajność=(Łączna liczba sztuk /Czas produkcji)/ Idealne tempo produkcji =19271 szt./373 min/60szt/min =0,8611 (86,11%) Jakość=Dobre sztuki/Łączna liczba sztuk =18 848/19271 =0,9780 (97,80%) OEE=Dostępność x Wydajność x Jakość =0,8881 x 0,8611 x 0,9780 =0,7479 (74,79%)
 Wydajność=(Łączna liczba sztuk /Czas produkcji)/ Idealne tempo produkcji =19271 szt./373 min/60szt/min =0,8611 (86,11%) Jakość=Dobre sztuki/Łączna liczba sztuk =18 848/19271 =0,9780 (97,80%) OEE=Dostępność x Wydajność x Jakość =0,8881 x 0,8611 x 0,9780 =0,7479 (74,79%)")
123
StrataKategoria OEE AwarieStrata dostępności Przezbrojenia, przestawienia produkcji i regulacje Strata dostępności Logistyczne i organizacyjne straty Strata wydajności Krótkie przestoje/mikroprzerwyStrata wydajności Mniejsze tempo pracyStrata wydajności Braki rozpoczynania produkcjiStrata jakości Braki podczas produkcjiStrata jakości Wskaźnik OEE Przykładowe straty OEE

124
TPM Ocena stanu istniejącego

Podobne prezentacje