Pobierz prezentację
Pobieranie prezentacji. Proszę czekać

1
Zarządzanie logistyczne produkcją w przedsiębiorstwie

2
Zarządzanie logistyczne
Zarządzanie logistyczne to koncepcja zarządzania przepływami dóbr i informacji oparta na zintegrowanym i systemowym – procesowym ujmowaniu przepływów w funkcjach planowania, organizowania, sterowania i kontrolowania Zarządzanie logistyczne – podejście zintegrowane i systemowe (czyli procesowe i kompleksowe) w zarządzaniu przepływami materiałowymi i informacyjnymi Zasady zarządzania logistycznego: 5W Właściwy produkt Właściwa ilość Właściwa jakość Właściwe miejsce Właściwy czas
 w zarządzaniu przepływami materiałowymi i informacyjnymi. Zasady zarządzania logistycznego: 5W. Właściwy produkt. Właściwa ilość. Właściwa jakość. Właściwe miejsce. Właściwy czas.")
3
Zmiana preferencji rynkowych
JAKOŚĆ PRODUKTÓW (typu, wykonania) – przewaga w prawidłowości NIEZAWODNOŚC DOSTAW (ilość, termin) – przewaga w pewności ELASTYCZNOŚĆ DOSTAW (rodzaj, ilość, termin) – przewaga w zmienności SZYBKOŚĆ DOSTAW – przewaga w dostępności CENA (KOSZT) – przewaga w produktywności
 – przewaga w prawidłowości. NIEZAWODNOŚC DOSTAW (ilość, termin) – przewaga w pewności. ELASTYCZNOŚĆ DOSTAW (rodzaj, ilość, termin) – przewaga w zmienności. SZYBKOŚĆ DOSTAW – przewaga w dostępności. CENA (KOSZT) – przewaga w produktywności.")
4
Orientacja efektywnościowa - preferencje
Dlaczego zapasy ? - zmiana w strukturze kosztów wytwarzania Zapasy - jeden z najkosztowniejszych aktywów przedsiębiorstw Współczesne podejścia w zarządzaniu produkcją KONCEPCJE LOGISTYCZNE „postawić do dyspozycji odpowiednie materiały, we właściwej ilości, o odpowiedniej jakości, we właściwym miejscu i czasie”

5
Racjonalizacja przepływu materiałów
PRZEDSIĘBIORSTWO Wielkość przepływu Czas przepływu Zakupy Sprzedaż Racjonalizacja przepływu – minimalizacja wielkości i czasu przepływu Korzyść uzyskana z zamawiania właściwych materiałów, we właściwych ilościach i we właściwym czasie Czas realizacji

6
Cele zarządzania produkcją
Cele rynkowe Cele produkcyjne

7
Zależność parametrów przepływu
Parametr ilościowy (wielkość przepływu) Parametr czasowy (szybkość przepływu) SERIA / PARTIA Ilość materiałów przebywanych w przedsiębiorstwie CZAS REALIZACJI Czas przebywania materiałów w przedsiębiorstwie ZAPAS Ilość i czas przebywania materiałów w przedsiębiorstwie Ilość Q1 Zapas średni Q2 Czas Czas realizacji
 Parametr czasowy (szybkość przepływu) SERIA / PARTIA. Ilość materiałów przebywanych w przedsiębiorstwie. CZAS REALIZACJI. Czas przebywania materiałów w przedsiębiorstwie. ZAPAS. Ilość i czas przebywania materiałów w przedsiębiorstwie. Ilość. Q1. Zapas średni. Q2. Czas. Czas realizacji.")
8
Zapasy a kapitał obrotowy

9
Wskaźnik rotacji zapasów
SPRZEDAŻ (OBRÓT) WRZ = ZAPAS ŚREDNI [w razach] ZAPAS ŚREDNI · LICZBA DNI W OKRESIE WRZ = SPRZEDAŻ (OBRÓT) [w dniach] WRZ = typowy dla przedsiębiorstw realizujących strategię JIT, przemysł motoryzacyjny WRZ = 2,3 - przemysł stoczniowy, ciężki
 WRZ = ZAPAS ŚREDNI. [w razach] ZAPAS ŚREDNI · LICZBA DNI W OKRESIE. WRZ = SPRZEDAŻ (OBRÓT) [w dniach] WRZ = typowy dla przedsiębiorstw realizujących strategię JIT, przemysł motoryzacyjny. WRZ = 2,3 - przemysł stoczniowy, ciężki.")
10
PROCES ORDER TO DELIVERY
Klient Dostawcy Dział Obsługi Klienta Główny Planista MPS MRP Dział sterowania produkcją Harmonogramy Zleceń Produkcyjnych Zaopatrzenie Wydział Przygotowania Produkcji Produkcji 1 Produkcji 2 Montaż Wysy³ka Zamówienie Planowane zlecenia zakupów Zamówiwnie MPS - Master Production Schedule - Główny harmonogram produkcji MRP - Material Requirements Planning - Planowanie potrzeb materiałowych PROCES ORDER TO DELIVERY System ERP Planowane zlecenia produkcji Przepływ materiałów i wyrobów Przepływ informacji Zapasy

11
Systemy i strategie zarządzania logistycznego
MRPII/ERP – zintegrowany system planowania zasobów produkcyjnych /system planowania zasobów przedsiębiorstwa Lean Production – strategia odchudzonej produkcji Theory of Constaints – strategia zarządzania ograniczeniami Systemy i strategie zarządzania logistycznego są wzajemnie komplementarne i w zarządzaniu przedsiębiorstwem powinny być rozwijane równolegle

12
Zintegrowane planowanie produkcji i zasobów w przedsiębiorstwie (standard ERP)
")
13
Planowanie produkcji w przedsiębiorstwie
Przebieg działań planistycznych i sterujących Plan strategiczny Plan sprzedaży i produkcji (zagregowany) Główny plan produkcji (MPS) Plan potrzeb materiałowych Nabywanie Sterowanie produkcją Kontrola wejścia/wyjścia Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów Plan Realizacja Popyt Prognozy Zamówienia Zasoby
 Główny plan produkcji (MPS) Plan potrzeb materiałowych. Nabywanie. Sterowanie produkcją. Kontrola wejścia/wyjścia. Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów. Plan. Realizacja. Popyt. Prognozy. Zamówienia. Zasoby.")
14
Planowanie sprzedaży i produkcji Sales and Operations Planning (SOP)
Planowanie sprzedaży i operacji (produkcji) – proces realizowany przez kierownictwo wysokiego szczebla, które co miesiąc ocenia zaktualizowane, podzielone na okresy prognozy podaży, popytu i wyników finansowych Proces decyzyjny planowania i koordynowania decyzji i działań dotyczących łańcucha dostaw przedsiębiorstwa w średnim okresie 4-12 miesięcy Celem SOP jest znalezienie kompromisu w ramach jednego planu operacyjnego, określającego sposób podziału najważniejszych zasobów – ludzi, zdolności produkcyjnej, materiałów, czasu i pieniędzy, który umożliwi efektywne i skuteczne zaspokojenie potrzeb rynku i wypracowanie zysku SOP określa, jak organizacja powinna wykorzystać swoją zdolność produkcyjną w celu zaspokojenia oczekiwanego popytu
 – proces realizowany przez kierownictwo wysokiego szczebla, które co miesiąc ocenia zaktualizowane, podzielone na okresy prognozy podaży, popytu i wyników finansowych. Proces decyzyjny planowania i koordynowania decyzji i działań dotyczących łańcucha dostaw przedsiębiorstwa w średnim okresie 4-12 miesięcy. Celem SOP jest znalezienie kompromisu w ramach jednego planu operacyjnego, określającego sposób podziału najważniejszych zasobów – ludzi, zdolności produkcyjnej, materiałów, czasu i pieniędzy, który umożliwi efektywne i skuteczne zaspokojenie potrzeb rynku i wypracowanie zysku. SOP określa, jak organizacja powinna wykorzystać swoją zdolność produkcyjną w celu zaspokojenia oczekiwanego popytu.")
15
Zagregowane planowanie produkcji
Wchodzi w skład SOP Cel: opracowanie planu produkcji, który umożliwi zaspokojenie zagregowanego popytu, będzie realnym, wykonalnym ze względu na ograniczone zasoby (zdolność produkcyjna, ludzie, materiały, czas, pieniądze), będzie charakteryzował się możliwie najniższymi kosztami realizacji. Dane do opracowania planu produkcji Plan strategiczny (jakie produkty, jakie procesy, jaka zdolność produk.) Prognoza popytu, plan sprzedaży, zamówienia klientów Aktualny poziom produkcji Zasoby: wyposażenie, zatrudnienie, materiały Aktualne stany zapasów Opcje decyzyjne (zapasy, dodatkowe zmiany, nadgodziny, podwykonawstwo, zwalnianie/ zatrudnianie, zaległe zamówienia, Koszty Przyjęta strategia zaspokajania popytu
, będzie charakteryzował się możliwie najniższymi kosztami realizacji. Dane do opracowania planu produkcji. Plan strategiczny (jakie produkty, jakie procesy, jaka zdolność produk.) Prognoza popytu, plan sprzedaży, zamówienia klientów. Aktualny poziom produkcji. Zasoby: wyposażenie, zatrudnienie, materiały. Aktualne stany zapasów. Opcje decyzyjne (zapasy, dodatkowe zmiany, nadgodziny, podwykonawstwo, zwalnianie/ zatrudnianie, zaległe zamówienia, Koszty. Przyjęta strategia zaspokajania popytu.")
16
PLAN SPRZEDAŻY I PRODUKCJI W BIZNES PLANIE
STRUKTURA BIZNES PLANU PLAN TECHNICZNO EKONOMICZNY CZĘŚĆ TECHNICZNA CZĘŚĆ EKONOMICZNA PROGNOZY PLAN SPRZEDAŻY PLAN PRZYCHODÓW ZAMÓWIENIA PLAN PRODUKCJI PLAN ZAOPATRZENIA PLAN PLAN WYNIKÓW FINANSOWY PLAN ZATRUDNIENIA PLAN INWESTYCJI I REMONTÓW PLAN WYDATKÓW INNE PLANY FUNKCJONAL NE

17
Zagregowane planowanie produkcji Cechy
Poziom planowania – planowanie taktyczne, średniookresowe (roczne) Charakter planowania – planowanie postępowo – ciągłe (kroczące) Przedmiot planowania – produkt finalny lub rodziny produktów finalnych Jednostki – umowne jednostki zagregowane (sztuki wyrobu finalnego, metry, tony, litry i inne) Horyzont planowania – okres od 4 do 12 miesięcy (1 rok) Okres planistyczny – miesiąc, kwartał
 Charakter planowania – planowanie postępowo – ciągłe (kroczące) Przedmiot planowania – produkt finalny lub rodziny produktów finalnych. Jednostki – umowne jednostki zagregowane (sztuki wyrobu finalnego, metry, tony, litry i inne) Horyzont planowania – okres od 4 do 12 miesięcy (1 rok) Okres planistyczny – miesiąc, kwartał.")
18
Parametry planowania produkcji
POZIOM PLANOWANIA PRZEDMIOT PODMIOT HORYZONT OKRES Planowanie produkcji rodzina wyrobów organizacja 1 rok miesiąc (kwartał) Główne harmonogramowanie produkcji wyrób element serwisowy tydzień (miesiąc) zakład prod. < 6 miesiąc Planowanie potrzeb materiałowych element (pozycja rodzajowa) tydzień (dzień) wydział < 6 miesiąc Sterowanie produkcją (harmonogramy szczegółowe warsztatowe) zlecenie produkcyjne, zadanie komórka produkcyjna, stanowisko dzień zmiana godzina < 1 miesiąc
 Główne harmonogramowanie produkcji. wyrób element serwisowy. tydzień (miesiąc) zakład prod. < 6 miesiąc. Planowanie potrzeb materiałowych. element (pozycja rodzajowa) tydzień. (dzień) wydział. < 6 miesiąc. Sterowanie produkcją (harmonogramy szczegółowe warsztatowe) zlecenie produkcyjne, zadanie. komórka produkcyjna, stanowisko. dzień. zmiana. godzina. < 1 miesiąc.")
19
Zagregowane planowanie produkcji
Efekty dobrego planowania produkcji Osiąganie celów i strategii przedsiębiorstwa odzwierciedlonych w planie strategicznym Ustalanie kompromisu między działem produkcji, marketingu (sprzedaży), finansowym, zasobów ludzkich, dostawcami, firmami transportowymi Racjonalne gospodarowanie zasobami Podstawa ustalania właściwego zakładowego planu operatywnego (Głównego planu produkcji) Podstawa koordynacji działań partnerów z łańcucha dostaw
, finansowym, zasobów ludzkich, dostawcami, firmami transportowymi. Racjonalne gospodarowanie zasobami. Podstawa ustalania właściwego zakładowego planu operatywnego (Głównego planu produkcji) Podstawa koordynacji działań partnerów z łańcucha dostaw.")
20
Zagregowane planowanie produkcji Strategie planowania i zaspokajania popytu
Zadanie wyższego kierownictwa w ramach SOP: zaspokoić zagregowany popyt po jak najniższych kosztach poprzez manipulowanie zestawem i wielkością opcji decyzyjnych W celu ustalenia hierarchii stosowanych opcji decyzyjnych ustala się strategię zaspokajania popytu Rodzaje strategii: STRATEGIE AKTYWNE STRATEGIE PASYWNE STRATEGIA CZYSTA STRATEGIA MIESZANA STRATEGIE AKTYWNE (Active Strategies) Wykorzystanie opcji zmian modelu popytu (sfera marketingu) STRATEGIE PASYWNE (Passive Strategies) Wykorzystanie opcji zmian modelu zdolności produkcyjnej (sfera produkcji) STRATEGIA CZYSTA (Pure Strategy) Wykorzystanie tylko jednej opcji decyzyjnej STRATEGIA MIESZANA (Mixed Strategy) Kombinacja kilku opcji decyzyjnych
 Wykorzystanie opcji zmian modelu popytu (sfera marketingu) STRATEGIE PASYWNE (Passive Strategies) Wykorzystanie opcji zmian modelu zdolności produkcyjnej (sfera produkcji) STRATEGIA CZYSTA (Pure Strategy) Wykorzystanie tylko jednej opcji decyzyjnej. STRATEGIA MIESZANA (Mixed Strategy) Kombinacja kilku opcji decyzyjnych.")
21
Modele popytu Popyt stabilny (bez trendu)
Czas Popyt stabilny (bez trendu) Popyt stabilny (trend rosnący) Popyt stabilny (trend malejący) Popyt stabilny (sezonowy)
 Popyt stabilny (trend rosnący) Popyt stabilny (trend malejący) Popyt stabilny (sezonowy)")
22
Popyt a zdolność produkcyjna (podaż)
UJĘCIE STATYCZNE Popyt średni w horyzoncie planowania Czas Przypadek B P ZP P ZP Przypadek C P ZP WARUNEK KONIECZNY BILANSOWANIA P ZP w horyzoncie planowania Przypadek A P = ZP popyt zdolność produkcyjna

23
Popyt a zdolność produkcyjna (podaż)
UJĘCIE DYNAMICZNE Popyt średni w okresach planowania P ZP Czas popyt zdolność produkcyjna WARUNEK WYSTARCZAJĄCY BILANSOWANIA P ZP w okresach planowania

24
Opcje decyzyjne planowania
OPCJE MARKETINGU CEL - zmiana modelu popytu różnicowanie cen różnicowanie reklamy zaległe zamówienia kształtowanie popytu uzupełniającego OPCJE PRODUKCJI CEL - zmiana modelu zdolności produkcyjnej (podaży) zatrudnianie/zwalnianie nadgodziny/skrócony czas pracy pracownicy sezonowi zapasy podzlecanie (podwykonawstwo) ZALETY - niższe koszty w relacji z opcjami produkcji - lepsze (bardziej równomierne) wykorzystanie zdolności produkcyjnej WADY - utrata potencjalnych zysków w „szczytowych” okresach popytu - spadek poziomu obsługi (prestiż firmy) ZALETY - dodatkowe zyski w „szczytowych” okresach popytu - wzrost poziomu obsługi (prestiż firmy) WADY - wyższe koszty w relacji z opcjami marketingu - gorsze (nierównomierne) wykorzystanie zdolności produkcyjnej
 zatrudnianie/zwalnianie. nadgodziny/skrócony czas pracy. pracownicy sezonowi. zapasy. podzlecanie (podwykonawstwo) ZALETY. - niższe koszty w relacji z opcjami produkcji. - lepsze (bardziej równomierne) wykorzystanie zdolności produkcyjnej. WADY. - utrata potencjalnych zysków w „szczytowych okresach popytu. - spadek poziomu obsługi (prestiż firmy) ZALETY. - dodatkowe zyski w „szczytowych okresach popytu. - wzrost poziomu obsługi (prestiż firmy) WADY. - wyższe koszty w relacji z opcjami marketingu. - gorsze (nierównomierne) wykorzystanie zdolności produkcyjnej.")
25
STRATEGIE PLANOWANIA I ZASPOKAJANIA POPYTU
Strategie pasywne Strategia poziom zdolności produkcyjnej (Level Capacity) Produkcja na stałym poziomie zdolności produkcyjnej w nominalnym czasie, wykorzystywanie zapasów dla zaspokojenia popytu. Podstawowa zasada – stały poziom zatrudnienia. Dopuszcza się zapasy i zaległe zamówienia Zalety: stały spływ produkcji i równomierne zapotrzebowanie na materiały, minimalne koszty rekrutacji i szkolenia, mała liczba nadgodzin i małe koszty przestojów, zadowolenie i dobre morale pracowników oraz równomierne i stabilne wykorzystanie maszyn i urządzeń Strategia dostosowawcza – pogoń za popytem (Chase Demand) Zmiany poziomu zatrudnienia dla zrównoważenia popytu i podaży przy zasadzie nie produkowania na zapas Zalety: znikome koszty utrzymywania zapasów lub ich brak Wady: brak stabilności w produkcji i atmosfera pracy w rytmie popytu Zastosowanie: przedsiębiorstwa usługowe, w warunkach sezonowości popytu Strategia mieszana Kombinacja wielu opcji decyzyjnych obu strategii bez wyróżniania wiodącej opcji Zalety: duża elastyczność w zaspokajaniu nieregularnego popytu, możliwość eksperymentowania z wieloma różnymi podejściami Wady: brak dominującej jednej zmiennej może prowadzić do nieusystematyzowanego podejścia i braku zrozumienia strategii przez zatrudnionych STRATEGIA RÓWNOMIERNEGO POZIOMU PRODUKCJI STRATEGIA PRODUKCJI DLA POPYTU (Produce to Demand) STRATEGIA MIESZANA (Mixed Strategy)
 Produkcja na stałym poziomie zdolności produkcyjnej w nominalnym czasie, wykorzystywanie zapasów dla zaspokojenia popytu. Podstawowa zasada – stały poziom zatrudnienia. Dopuszcza się zapasy i zaległe zamówienia. Zalety: stały spływ produkcji i równomierne zapotrzebowanie na materiały, minimalne koszty rekrutacji i szkolenia, mała liczba nadgodzin i małe koszty przestojów, zadowolenie i dobre morale pracowników oraz równomierne i stabilne wykorzystanie maszyn i urządzeń. Strategia dostosowawcza – pogoń za popytem (Chase Demand) Zmiany poziomu zatrudnienia dla zrównoważenia popytu i podaży przy zasadzie nie produkowania na zapas. Zalety: znikome koszty utrzymywania zapasów lub ich brak. Wady: brak stabilności w produkcji i atmosfera pracy w rytmie popytu. Zastosowanie: przedsiębiorstwa usługowe, w warunkach sezonowości popytu. Strategia mieszana. Kombinacja wielu opcji decyzyjnych obu strategii bez wyróżniania wiodącej opcji. Zalety: duża elastyczność w zaspokajaniu nieregularnego popytu, możliwość eksperymentowania z wieloma różnymi podejściami. Wady: brak dominującej jednej zmiennej może prowadzić do nieusystematyzowanego podejścia i braku zrozumienia strategii przez zatrudnionych. STRATEGIA RÓWNOMIERNEGO POZIOMU PRODUKCJI. STRATEGIA PRODUKCJI DLA POPYTU (Produce to Demand) STRATEGIA MIESZANA (Mixed Strategy)")
26
STRATEGIA POZIOM ZDOLNOŚCI PRODUKCYJNEJ Produkcja równomierna
PS PP Czas PP PS Plan produkcji Plan sprzedaży Profil zapasów Czas Zdolność produkcyjna Nominalna Wykorzystana

27
STRATEGIA POGOŃ ZA POPYTEM Produkcja dla popytu
Czas PS PP PP = PS Plan produkcji Plan sprzedaży Profil zapasów Czas Zdolność produkcyjna Nominalna Wykorzystana

28
METODY ZAGREGOWANEGO PLANOWANIA PRODUKCJI
METODY NIEFORMALNE manualne METODY FORMALNE matematyczne Metoda „prób i błędów” procedury manualne Sformalizowane procedury wykorzystujące szereg metod (technik) matematycznych programowanie liniowe programowanie dynamiczne programowanie celu techniki heurystyczne modele symulacyjne i inne ZALETY - zrozumiałość i prostota stosowania - nie wymaga wysokich kwalifikacji planistów WADY - brak gwarancji rozwiązania optymalnego (nie tworzy optymalnej strategii planowania, ale pomaga ocenić i wybrać strategię najodpowiedniejszą) ZALETY - gwarancja rozwiązania optymalnego WADY - złożoność oferowanych algorytmów - duża pracochłonność obliczeń - wysokie kwalifikacje użytkowników - ograniczenia przyjmowanych założeń
 matematycznych. programowanie liniowe. programowanie dynamiczne. programowanie celu. techniki heurystyczne. modele symulacyjne i inne. ZALETY. - zrozumiałość i prostota stosowania. - nie wymaga wysokich kwalifikacji planistów. WADY. - brak gwarancji rozwiązania optymalnego (nie tworzy optymalnej strategii planowania, ale pomaga ocenić i wybrać strategię najodpowiedniejszą) ZALETY. - gwarancja rozwiązania optymalnego. WADY. - złożoność oferowanych algorytmów. - duża pracochłonność obliczeń. - wysokie kwalifikacje użytkowników. - ograniczenia przyjmowanych założeń.")
29
(technika prób i błędów) – oparte na doświadczeniu planistów
METODY NIEFORMALNE (technika prób i błędów) – oparte na doświadczeniu planistów Procedura planowania przy podejściu nieformalnym Określenie prognozy zagregowanego popytu w każdym okresie planowania Określenie zdolności produkcyjnej w każdym okresie (czasu nominalnego, nadgodzin, podwykonawstwa) Ustalenie dopuszczalnych opcji decyzyjnych i ich kosztów jednostkowych Opracowanie alternatywnych planów i ich ocena kosztowa Wybór planu najkorzystniejszego i satysfakcjonującego cele firmy (gdy brak takiego planu powrót do punktu 4) Metoda tabelaryczno-graficzna Wykorzystanie techniki arkusza kalkulacyjnego (EXCEL) Wykorzystanie wykresów dynamiki popytu, produkcji i zapasów P PP Rozkład z okresu na okres P PP Rozkład skumulowany (narastający) Popyt Plan produkcji Plan produkcji Popyt Czas Czas
 – oparte na doświadczeniu planistów. Procedura planowania przy podejściu nieformalnym. Określenie prognozy zagregowanego popytu w każdym okresie planowania. Określenie zdolności produkcyjnej w każdym okresie (czasu nominalnego, nadgodzin, podwykonawstwa) Ustalenie dopuszczalnych opcji decyzyjnych i ich kosztów jednostkowych. Opracowanie alternatywnych planów i ich ocena kosztowa. Wybór planu najkorzystniejszego i satysfakcjonującego cele firmy (gdy brak takiego planu powrót do punktu 4) Metoda tabelaryczno-graficzna. Wykorzystanie techniki arkusza kalkulacyjnego (EXCEL) Wykorzystanie wykresów dynamiki popytu, produkcji i zapasów. P PP. Rozkład z okresu na okres. P PP. Rozkład skumulowany. (narastający) Popyt. Plan produkcji. Plan produkcji. Popyt. Czas. Czas.")
30
zdolności produkcyjnej
METODY FORMALNE Metody matematyczne oparte na rachunku optymalizacyjnym Programowanie liniowe Algorytm transportowy Technika macierzy transportowej Modele symulacyjne Wykorzystanie oprogramowanego modelu planowania produkcji dla wybranej strategii Stan aktualny poziom produkcji poziom zatrudnienia poziom zapasów Ograniczenia zdolności produkcyjnej nominalny czas pracy dodatkowe zmiany nadgodziny podwykonawstwo wyposażenie dostawców Materiały Prognoza popytu sprzedaży Funkcja planowania produkcji Plan produkcji poziom produkcji poziom zatrudnienia poziom zapasów

31
Technika graficzno - tabelaryczna (przykład)
PODAŻ Zdolność produkcyjna Nominalna = 300 szt./m-c Nadgodziny = 75 szt./m-c Podzlecanie = 50 szt./m-c Zapas początkowy = 0 szt. 500 RAZEM 1.800 Okres planowania (miesiąc) Prognoza popytu [szt.] 200 06 05 04 03 02 01 300 400 KOSZTY Produkcji w czasie nominalnym = 20 zł/szt. Produkcji w nadgodzinach = 30 zł/szt. Podzlecania = 40 zł/szt. Zapasów = 7 zł/szt./m-c Niedoborów = 50 zł/szt./m-c Zatrudniania = 35 zł/szt. Zwalniania = 35 zł/szt. Czas P ZP popyt zdolność produkcyjna
 Prognoza popytu [szt.] KOSZTY. Produkcji w czasie nominalnym = 20 zł/szt. Produkcji w nadgodzinach = 30 zł/szt. Podzlecania = 40 zł/szt. Zapasów = 7 zł/szt./m-c. Niedoborów = 50 zł/szt./m-c. Zatrudniania = 35 zł/szt. Zwalniania = 35 zł/szt. Czas. P. ZP. popyt. zdolność produkcyjna.")
32
Plan A - produkcja równomierna
PODAŻ [szt.] Okres planowania POPYT [szt.] Nominalna Zapasy Niedobory Styczeń 200 300 400 1.800 500 300 100 Luty 300 200 Marzec 300 200 Kwiecień 300 100 Maj 300 100 Czerwiec 300 100 RAZEM [szt.] 1.800 700 100 KOSZTY CZĄSTKOWE [zł] 36.000 4.900 5.000 KOSZT CAŁKOWITY = zł

33
Plan B - produkcja dla popytu
PODAŻ [szt.] Okres planowania POPYT [szt.] Nominalna Zatrudnianie Zwalnianie Zapasy Styczeń 200 200 100 Luty 200 200 Marzec 300 300 100 Kwiecień 400 400 100 Maj 500 500 100 Czerwiec 200 200 300 RAZEM [szt.] 1.800 1.800 300 400 KOSZTY CZĄSTKOWE [zł] 36.000 10.500 13.500 KOSZT CAŁKOWITY = zł

34
Plan C - strategia mieszana
PODAŻ [szt.] Okres planowania POPYT [szt.] Nominalna Nadgodziny Podzlecanie Zapasy Styczeń 200 300 400 1.800 500 300 1.800 36.000 100 Luty 200 Marzec 200 Kwiecień 100 Maj 75 25 Czerwiec 100 RAZEM [szt.] 75 25 700 KOSZTY CZĄSTKOWE [zł] 2.250 1.000 4.900 KOSZT CAŁKOWITY = zł

35
Planowanie sprzedaży i produkcji (SOP) Integracja procesu SOP w łańcuchu dostaw
W procesie SOP należy uwzględnić wpływ realizacji planu na jednostki funkcjonalne firmy oraz na podmioty zewnętrzne – partnerów przedsiębiorstwa z łańcucha dostaw Koordynacja planów w łańcuchu dostaw: Zwiększa całkowitą produktywność łańcucha dostaw (obniża koszty) Eliminuje niepewność Poprawia synchronizację działań partnerów SOP Dostawca I rzędu SOP Przedsiębiorstwo SOP Klient SOP Dostawca II rzędu Informacje płyną w dół i w górę ł.d. Partnerzy na podstawie SOP firmy mogą zaplanować własne działania (unikają prognozowania niepewnego popytu) Informacja o zwiększeniu zdolności produkcyjnej dostawcy jest bardzo przydatna w procesie SOP przedsiębiorstwa
 Eliminuje niepewność. Poprawia synchronizację działań partnerów. SOP Dostawca I rzędu. SOP Przedsiębiorstwo. SOP Klient. SOP Dostawca II rzędu. Informacje płyną w dół i w górę ł.d. Partnerzy na podstawie SOP firmy mogą zaplanować własne działania (unikają prognozowania niepewnego popytu) Informacja o zwiększeniu zdolności produkcyjnej dostawcy jest bardzo przydatna w procesie SOP przedsiębiorstwa.")
36
Planowanie produkcji w przedsiębiorstwie
Przebieg działań planistycznych i sterujących Plan strategiczny Plan sprzedaży i produkcji (zagregowany) Główny plan produkcji (MPS) Plan potrzeb materiałowych Nabywanie Sterowanie produkcją Kontrola wejścia/wyjścia Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów Plan Realizacja Popyt Prognozy Zamówienia Zasoby
 Główny plan produkcji (MPS) Plan potrzeb materiałowych. Nabywanie. Sterowanie produkcją. Kontrola wejścia/wyjścia. Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów. Plan. Realizacja. Popyt. Prognozy. Zamówienia. Zasoby.")
37
Mapa procesu Order to Delivery
Proces od złożenia zamówienia do dostawy do klienta Klient Dostawcy Dział Obsługi Klienta Główny Planista MPS MRP Dział sterowania produkcją Harmonogramy Zleceń Produkcyjnych Zaopatrzenie Wydział Przygotowania Produkcji Produkcji 1 Produkcji 2 Montaż Wysy³ka Zamówienie Planowane zlecenia zakupów Zamówiwnie MPS - Master Production Schedule - Główny harmonogram produkcji MRP - Material Requirements Planning - Planowanie potrzeb materiałowych PROCES ORDER TO DELIVERY System ERP Planowane zlecenia produkcji Przepływ materiałów i wyrobów Przepływ informacji Zapasy

38
GŁÓWNE PLANOWANIE PRODUKCJI (Master Production Scheduling - MPS)
Istota, cele, zadania i środowisko Głównego planowania produkcji Opracowanie Głównego planu produkcji (MPS) 2.1. Dezagregacja zagregowanego planu 2.2. Równoważenie głównego planu z zagregowanym 2.3. Wprowadzanie bieżących zamówień 2.4. Ustalanie dostępnej oferty 2.5. Konsumpcja prognoz 3. Główne planowanie produkcji w ujęciu dynamicznym 3.1. Aktualizacja odgórna 3.2. Aktualizacja oddolna 3.3. Zamrażanie części MPS
 2.1. Dezagregacja zagregowanego planu Równoważenie głównego planu z zagregowanym Wprowadzanie bieżących zamówień Ustalanie dostępnej oferty Konsumpcja prognoz. 3. Główne planowanie produkcji w ujęciu dynamicznym Aktualizacja odgórna Aktualizacja oddolna Zamrażanie części MPS.")
39
Główne planowanie produkcji Operatywne planowanie produkcji
Główny plan produkcji GŁÓWNE PLANOWANIE PRODUKCJI Opracowanie Głównego planu produkcji (równoważenie popytu i zasobów produkcyjnych)
")
40
Główne planowanie produkcji
Główne planowanie produkcji a środowisko produkcyjne MPS Produkcja na magazyn (PNM) PNM HMK Montaż na zamówienie (MNZ) PNZ MPS MPS - Główny plan, harmonogram produkcji PNM HMK – Harmonogram montażu końcowego HMK Produkcja na zamówienie (PNZ) PNZ MPS
 PNM. HMK. Montaż na zamówienie (MNZ) PNZ. MPS. MPS - Główny plan, harmonogram produkcji. PNM. HMK – Harmonogram montażu końcowego. HMK. Produkcja na zamówienie (PNZ) PNZ. MPS.")
41
Główne planowanie produkcji
Produkcja na magazyn PNM (Make To Stock MTS) Pozycje planu MPS produkty indywidualne (numery katalogowe wyrobów) rodziny produktów (dla kilku rodzajów podobnych wyrobów) części zamienne Źródła popytu Prognozy, zamówienia klientów, zamówienia hurtowni Produkcja na zamówienie PNZ (Make To Order MTO) Pozycje harmonogramu montażu końcowego (HMK) – wyroby indywidualne wg specyfikacji klienta Pozycje planu MPS – zagregowane prognozy popytu na wyroby umowne dla obliczenia potrzeb materiałowych Montaż na zamówienie MNZ (Assemble To Order ATO) Główny plan produkcji (MPS) – PNM Pozycje planu MPS – moduły opcjonalne i składniki wspólne wyrobów finalnych Planowanie w oparciu prognozy popytu (zaagregowana prognoza sprzedaży) Harmonogram montażu końcowego - PNZ Pozycje planu (HMK) – wyroby indywidualne wg specyfikacji klienta Ustalany w oparciu o zamówienia – rzeczywisty popyt odbiorców
 Pozycje planu MPS. produkty indywidualne (numery katalogowe wyrobów) rodziny produktów (dla kilku rodzajów podobnych wyrobów) części zamienne. Źródła popytu. Prognozy, zamówienia klientów, zamówienia hurtowni. Produkcja na zamówienie PNZ (Make To Order MTO) Pozycje harmonogramu montażu końcowego (HMK) – wyroby indywidualne wg specyfikacji klienta. Pozycje planu MPS – zagregowane prognozy popytu na wyroby umowne dla obliczenia potrzeb materiałowych. Montaż na zamówienie MNZ (Assemble To Order ATO) Główny plan produkcji (MPS) – PNM. Pozycje planu MPS – moduły opcjonalne i składniki wspólne wyrobów finalnych. Planowanie w oparciu prognozy popytu (zaagregowana prognoza sprzedaży) Harmonogram montażu końcowego - PNZ. Pozycje planu (HMK) – wyroby indywidualne wg specyfikacji klienta. Ustalany w oparciu o zamówienia – rzeczywisty popyt odbiorców.")
42
Główne planowanie produkcji Zakres oddziaływania zamówienia klienta
Dostawca Klient ODP Działania według zamówień klientów Działania według prognoz popytu ODP (Order Decoupling Point) – punkt rozdziału zamówienia, punkt indywidualizacji zamówień
 – punkt rozdziału zamówienia, punkt indywidualizacji zamówień.")
43
Prognoza popyty opracowana dla poziomu wyrobu finalnego (zaagregowana prognoza sprzedaży)
Główne planowanie produkcji na poziomie składników opcjonalnych Planistyczny BOM (planning bill of materials) wprowadza się dla zaplanowania w MPS zapotrzebowania na składniki opcjonalne i wspólne Planistyczny BOM nie określa jak wyrób jest zbudowany
 wprowadza się dla zaplanowania w MPS zapotrzebowania na składniki opcjonalne i wspólne. Planistyczny BOM nie określa jak wyrób jest zbudowany.")
44
ZAKRES ODDZIAŁYWANIA ZAMÓWIENIA KLIENTA Punkt indywidualizacji produkcji
Produkcja bazująca na prognozach Produkcja bazująca na zamówieniach KNZ PNM PNZ MNZ Surowce Moduły opcjonalne Składniki wspólne Składniki Wyroby gotowe DOSTAWCY KLIENCI PNM – Produkcja Na Magazyn MNZ – Montaż Na Zamówienie PNZ – Produkcja Na Zamówienie KNZ – Konstrukcja Na Zamówienie

45
Indywidualizacja w łańcuchu dostaw Punkt indywidualizacji
KNZ PNZ MNZ PNM Projektowanie Materiały źródłowe Wytwarzanie Montaż/ wykańczanie Dystrybucja

46
Punkt przejścia od działań uczestników łańcucha dostaw determinowanych prognozą do działań zależnych od popytu Centra dystrybucji Fabryki Magazyny Sklepy Działania uczestników łańcucha dostaw determinowane prognozą Działania uczestników łańcucha dostaw determinowane zamówieniami Punkt rozdziału

47
Główne planowanie produkcji Dezagregacja planu produkcji
Dezagregacja planu produkcji (zagregowanego) Dezagregacja planu produkcji: · dezagregacja rodzajowa - określenie zapotrzebowania na konkretne produkty końcowe · dezagregacja czasowa - określenie zapotrzebowania w okresach planowania operatywnego (krótsze okresy - zwykle tygodnie) Równoważenie głównego planu (MPS) z zagregowanym Postulaty: Þ produkcja ilości zgodnej z planem zagregowanym Þ produkcja każdego wyrobu w ilości zgodnej z szacowanym popytem Þ produkcja nie przekraczająca zaplanowanej zdolności produkcyjnej
 Dezagregacja planu produkcji: · dezagregacja rodzajowa - określenie zapotrzebowania na konkretne produkty końcowe. · dezagregacja czasowa - określenie zapotrzebowania w okresach planowania operatywnego (krótsze okresy - zwykle tygodnie) Równoważenie głównego planu (MPS) z zagregowanym. Postulaty: Þ produkcja ilości zgodnej z planem zagregowanym. Þ produkcja każdego wyrobu w ilości zgodnej z szacowanym popytem. Þ produkcja nie przekraczająca zaplanowanej zdolności produkcyjnej.")
48
Plan produkcji (zagregowany) (rodzina wyrobów ABC)
Miesiąc 1 2 3 4 5 6 Wielkość produkcji 3000 3400 Dezagregacja czasowa i rodzajowa w miesiącach 3 i 4 Rozkład zapotrzebowania na wyroby ABC w miesiącu 3 i 4 Miesiąc 3 4 Tydzień 9 10 11 12 13 14 15 16 Wyrób A 350 450 Wyrób B 200 300 Wyrób C 100

49
Okres planowania (tydzień)
Równoważenie głównego planu z zagregowanym (w warunkach produkcji w seriach) Nettowanie i planowanie produkcji przy ujemnym saldzie zapasu Wyrób ...B.. Okres planowania (tydzień) Wielkość serii = 400 szt. 9 10 11 12 13 14 15 16 Prognoza popytu 200 300 Plan. zapas końcowy 100 -100 Zapas początkowy Potrzeby netto Główny plan prod.MPS 400
 Nettowanie i planowanie produkcji przy ujemnym saldzie zapasu. Wyrób ...B.. Okres planowania (tydzień) Wielkość serii = 400 szt Prognoza. popytu Plan. zapas. końcowy Zapas. początkowy. Potrzeby netto. Główny. plan prod.MPS")
50
Okres planowania (tydzień)
Planowanie spływu produkcji (MPS) w seriach 400 szt. (Produkcja Na Magazyn) Wyrób ...B.. Okres planowania (tydzień) Wielkość serii = 400 szt. 9 10 11 12 13 14 15 16 Prognoza popytu 200 300 Plan. zapas końcowy 100 400 Zapas początkowy Główny plan prod.MPS Planowany zapas końcowy + Planowany zapas końcowy = Zapas początkowy MPS Prognoza popytu -
 w seriach 400 szt. (Produkcja Na Magazyn) Wyrób ...B.. Okres planowania (tydzień) Wielkość serii = 400 szt Prognoza. popytu Plan. zapas. końcowy Zapas. początkowy. Główny. plan prod.MPS. Planowany zapas końcowy. + Planowany. zapas końcowy. = Zapas. początkowy. MPS. Prognoza. popytu. -")
51
Wprowadzanie bieżących zamówień (zarządzanie popytem)
Źródła popytu: indywidualni klienci, dystrybutorzy, serwis, zakłady przedsiębiorstwa, magazyn wyrobów gotowych, kooperacja, B&R, marketing Rozpoznanie źródeł i wielkości zapotrzebowania w zarządzaniu popytem Nr tygodnia 9 10 11 12 13 14 15 16 Zamówienia klientów 150 40 30 20 Serie próbne marketingu z magazynu 100 z hurtowni 50 B&R Suma 250 200 170 130 80 70

52
Wprowadzanie bieżących zamówień
Wyrób ...B... Okres planowania (tydzień) Wielkość serii. 9 10 11 12 13 14 15 16 Prognoza popytu 200 300 Przyjęte zamówienia 250 170 130 80 70 Plan. zapas końcowy 50 350 150 Zapas początkowy Główny plan prod.MPS 400 Większe prognoza/zamówienia MPS Zapas początkowy Planowany zapas końcowy - = +
 Wielkość serii Prognoza. popytu Przyjęte. zamówienia Plan. zapas. końcowy Zapas. początkowy. Główny. plan prod.MPS Większe. prognoza/zamówienia. MPS. Zapas. początkowy. Planowany. zapas końcowy. - = +")
53
Ustalanie dostępnej oferty (available-to-promise-ATP)
Dostępna oferta, możliwe do dostawy - podstawa koordynacji działań produkcji i marketingu w cyklu negocjowania zamówień Umożliwia: ustalanie możliwych dostaw w określonych przedziałach czasu ocenę możliwości przyjęcia zamówienia w wymaganym przez klienta terminie

54
Okres planowania (tydzień)
Obliczanie dostępnej oferty w środowisku produkcja na magazyn (PNM) Wyrób ...B.... Okres planowania (tydzień) Wielkość serii. 9 10 11 12 13 14 15 16 Prognoza popytu 200 300 Przyjęte zamówienia 250 170 130 80 70 Zapas końcowy (300) 50 350 150 Główny plan prod.MPS 400 Dostępna oferta ATP 30 270 240 330 ATP skumulowana 590 920 1320 Przyjęte zamówienia do następnego MPS MPS Zapas początkowy Dostepna oferta (1) - + = oferta Dostępna oferta dla dalszych okresów planowania MPS Dostępna oferta dla pierwszego okresu planowania MPS
 Wyrób ...B.... Okres planowania (tydzień) Wielkość serii Prognoza. popytu Przyjęte. zamówienia Zapas. końcowy (300) Główny. plan prod.MPS Dostępna. oferta ATP ATP. skumulowana Przyjęte zamówienia. do następnego MPS. MPS. Zapas. początkowy. Dostepna. oferta (1) - + = oferta. Dostępna oferta dla dalszych okresów planowania MPS. Dostępna oferta dla pierwszego okresu planowania MPS.")
55
Wymagany termin (tydzień)
Konsumpcja prognoz Konsumpcja prognoz polega na wstępnym planowaniu w oparciu o prognozy i ich sukcesywnym konsumowaniu przez bieżący napływ zamówień Rodzaje konsumpcji: 1.konsumpcja częściowa, 2. konsumpcja pełna, 3. nadkonsumpcja Negocjowanie przyjmowanych zamówień (dział sprzedaży) Kolejne zamówienia Wielkość zamówienia Wymagany termin (tydzień) 1 110 12 2 160 14 3 70 13 4 350 15 Suma 690 (do 16 tygodnia)
 Kolejne zamówienia. Wielkość. zamówienia. Wymagany termin (tydzień) Suma (do 16 tygodnia)")
56
Konsumpcja prognoz wraz z negocjowaniem zamówień
Wyrób ...B.... Okres planowania (tydzień) Wielkość serii. = 9 10 11 12 13 14 15 16 Prognoza popytu 200 300 Przyjęte zamówienia 250 170 240 150 70 350 Plan. zapas końcowy 50 210 310 110 160 Zapas początkowy Główny plan prod.MPS 400 Dostępna oferta ATP 30 330 ATP skumulowana 80 580 630 Ujemne stany planowanego zapasu wskazują na potrzebę zwiększenia produkcji. Zamówienie z terminem na 15 tydzień zostało po negocjacjach z klientem przesunięte na 16 tydzień. Możliwa jest częściowa dostawa: 330 szt. w tyg. 15 oraz 20 szt. w tygodniu 16.
 Wielkość serii. = Prognoza. popytu Przyjęte. zamówienia Plan. zapas. końcowy Zapas. początkowy. Główny. plan prod.MPS Dostępna. oferta ATP ATP. skumulowana Ujemne stany planowanego zapasu wskazują na potrzebę zwiększenia produkcji. Zamówienie z terminem na 15 tydzień zostało po negocjacjach z klientem przesunięte na 16 tydzień. Możliwa jest częściowa dostawa: 330 szt. w tyg. 15 oraz 20 szt. w tygodniu 16.")
57
Operatywne planowanie produkcji w ujęciu dynamicznym (planowanie postępowo-ciągłe, kroczące)
Podstawowy warunek efektywnego planowania spływu produkcji w środowisku PNM: Równoczesne wykorzystywanie informacji o: stanach zapasów wielkości dostępnej oferty PRZYJĘTE ZAMÓWIENIA DOSTĘPNA OFERTA PLANOWANY ZAPAS GŁÓWNY PLAN PRODUKCJI Cykl Głównego planowania produkcji Planowanie kroczące polega na przesuwanie planu w czasie co przyjęty okres planowania z zachowaniem horyzontu planowania. W trakcie przesuwania w czasie dokonywana jest aktualizacja (korekta) planu, celem bieżącego ujmowania zmienionych stanów.
 planu, celem bieżącego ujmowania zmienionych stanów.")
58
Aktualizacja planu „Zamrażanie” planu
Rodzaje aktualizacji planu: 1. Aktualizacja odgórna (en ante) Przyczyny zewnętrzne: - zmieniona sytuacja rynkowa a) błędna prognoza popytu b) zmiany w zamówieniach ( ilościowo- terminowe) Przyczyny wewnętrzne - zmiany techniczne (konstrukcji, technologii, wyposażenia) 2. Aktualizacja oddolna (ex post) Przyczyny zewnętrzne - problemy w zaopatrzeniu (opóźnienia w dostawach, zła jakość dostaw itp.) Przyczyny wewnętrzne - problemy w wytwarzaniu (opóźnienia w realizacji, zła jakość, awarie itp) „Zamrażanie” planu Zamrożenie planu oznacza, że żadne uzupełniające zmiany nie mogą być dokonywane do ustalonego punktu w czasie
 Przyczyny zewnętrzne: - zmieniona sytuacja rynkowa. a) błędna prognoza popytu. b) zmiany w zamówieniach ( ilościowo- terminowe) Przyczyny wewnętrzne - zmiany techniczne (konstrukcji, technologii, wyposażenia) 2. Aktualizacja oddolna (ex post) Przyczyny zewnętrzne - problemy w zaopatrzeniu (opóźnienia w dostawach, zła jakość dostaw itp.) Przyczyny wewnętrzne - problemy w wytwarzaniu (opóźnienia w realizacji, zła jakość, awarie itp) „Zamrażanie planu. Zamrożenie planu oznacza, że żadne uzupełniające zmiany nie mogą być dokonywane do ustalonego punktu w czasie.")
59
Aktualizacja oddolna (ex post)
System zarządzania produkcją klasy MRP II umożliwia poprzez sprzężenie informacyjne (system „zamknięta pętla”) - połączenie fazy planowania z fazą realizacji Główny plan produkcji (MPS) Plan potrzeb materiałowych (MRP) Zlecenia zakupu Zlecenia produkcyjne Problemy w produkcji Problemy w zaopatrzeniu Poziom realizacji
 - połączenie fazy planowania z fazą realizacji. Główny plan produkcji. (MPS) Plan potrzeb materiałowych. (MRP) Zlecenia zakupu. Zlecenia produkcyjne. Problemy w produkcji. Problemy w zaopatrzeniu. Poziom realizacji.")
60
Zmiana w planowanej realizacji zlecenia produkcyjnego
(opóźnienie w realizacji pełnej serii w tyg realizacja częściowa = 300 szt.) Korekta planu MPS z powodu odchyleń w realizacji Wyrób ...B... Okres planowania (tydzień) Wielkość serii. 10 11 12 13 14 15 16 17 18 Prognoza popytu 200 300 Przyjęte zamówienia 170 240 260 350 100 Plan. zapas końcowy 150 50 210 310 110 160 360 Zapas początkowy Główny plan prod.MPS 400 Dostępna oferta ATP 230
 Korekta planu MPS z powodu odchyleń w realizacji. Wyrób ...B... Okres planowania (tydzień) Wielkość serii Prognoza. popytu Przyjęte. zamówienia Plan. zapas. końcowy Zapas. początkowy. Główny. plan prod.MPS Dostępna. oferta ATP")
61
Planowanie produkcji w przedsiębiorstwie
Przebieg działań planistycznych i sterujących Plan strategiczny Plan sprzedaży i produkcji (zagregowany) Główny plan produkcji (MPS) Plan potrzeb materiałowych Nabywanie Sterowanie produkcją Kontrola wejścia/wyjścia Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów Plan Realizacja Popyt Prognozy Zamówienia Zasoby
 Główny plan produkcji (MPS) Plan potrzeb materiałowych. Nabywanie. Sterowanie produkcją. Kontrola wejścia/wyjścia. Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów. Plan. Realizacja. Popyt. Prognozy. Zamówienia. Zasoby.")
62
MRP - Materials Requirements Planning
Formuła Wilsona obliczania EOQ- 1915 MRP - USA - lata sześćdziesiąte Amerykańskie Stowarzyszenie Sterowania Produkcją i Zapasami APICS (American Production and Inventory Control Society) Joseph ORLICKY (Oliver WIGHT, George PLASSL) „Komputerowe planowanie potrzeb materiałowych” (USA ) „Planowanie potrzeb materiałowych. Nowy styl sterowania produkcją i zapasami” (USA , POLSKA ) Definicja MRP System zarządzania produkcją i zapasami w warunkach potrzeb zależnych Przesłanki MRP Rozróżnienie istoty popytu niezależnego i zależnego w zarządzaniu zapasami Rozwój możliwości techniki komputerowej
 Joseph ORLICKY (Oliver WIGHT, George PLASSL) „Komputerowe planowanie potrzeb materiałowych (USA ) „Planowanie potrzeb materiałowych. Nowy styl sterowania produkcją i zapasami (USA , POLSKA ) Definicja MRP. System zarządzania produkcją i zapasami w warunkach potrzeb zależnych. Przesłanki MRP. Rozróżnienie istoty popytu niezależnego i zależnego w zarządzaniu zapasami. Rozwój możliwości techniki komputerowej.")
63
Popyt niezależny i zależny
POPYT NIEZALEŻNY- pierwotny (niezależny od popytu na inne pozycje) Zapasy handlowe - wyroby finalne + części zamienne (serwisowe)` POPYT ZALEŻNY- wtórny (zależny od popytu na inne pozycje) Zapasy produkcyjne - komponenty kupowane i przetwarzane CHARAKTER POPYTU Niezależny (pierwotny) Zależny (wtórny) ATRYBUTY Pewność niepewny (stochastyczny) pewny (deterministyczny) Ustalanie prognozowanie obliczanie Ciągłość stabilny (ciągły) sporadyczny (dyskretny) Zużycie zapasu równomierne (stopniowe) nierównomierne (skokowe)
 Zapasy handlowe - wyroby finalne + części zamienne (serwisowe)` POPYT ZALEŻNY- wtórny (zależny od popytu na inne pozycje) Zapasy produkcyjne - komponenty kupowane i przetwarzane. CHARAKTER POPYTU. Niezależny (pierwotny) Zależny (wtórny) ATRYBUTY. Pewność. niepewny (stochastyczny) pewny (deterministyczny) Ustalanie. prognozowanie. obliczanie. Ciągłość. stabilny (ciągły) sporadyczny (dyskretny) Zużycie zapasu. równomierne (stopniowe) nierównomierne (skokowe)")
64
Zużycie i zapotrzebowanie na zapas Kształtowanie się zapasu w systemie opartym na zasadzie uzupełniania (PPZ – punkt ponawiania zamówienia) Popyt niezależny (pierwotny) Popyt zależny (wtórny) PPZ Wyrób ZUŻYCIE ZAPASU Popyt Czas POPYT NA ZAPAS Czas Zespół Czas Element z zakupu Czas
 Popyt zależny. (wtórny) PPZ. Wyrób. ZUŻYCIE ZAPASU. Popyt. Czas. POPYT NA ZAPAS. Czas. Zespół. Czas. Element z zakupu. Czas.")
65
Zarządzanie produkcją i zapasami w oparciu o system
uzupełniania zapasu System bez powiązania wielkości zamawianych i terminów zamówień z popytem Magazyn wyrobów gotowych Zarządzanie produkcją i zapasami w oparciu o system MRP System z powiązaniem wielkości zamawianych i terminów zamówień z popytem 1 Tydz 1 Tydz 1 Tydz Magazyn wyrobów gotowych

66
PLANOWANIE POTRZEB MATERIAŁOWYCH (Material Requirements Planning – MRP)
Planowanie potrzeb materiałowych MRP jest podejściem, a jednocześnie systemem komputerowym przeznaczonym do rozwiniętego i sfazowanego w czasie planowania zleceń produkcji i nabycia pozycji rodzajowych, tak aby były one dostępne w wymaganych ilościach i terminach umożliwiających zrealizowanie MPS (Głównego planu produkcji) Zadania: Ustalanie planów zleceń produkcji i zleceń zakupu (co, ile, kiedy) dla wszystkich pozycji rodzajowych potrzebnych do realizacji MPS. Weryfikacja wykonalności wstępnego MPS. Dostarczanie danych wejściowych do planowania wymaganych zdolności produkcyjnych Dane: Główny plan produkcji (MPS), Kartoteka strukturalna, zestawienie materiałowe – Bill of Materials (BOM), Kartoteka rodzajowa – Item Master (czas realizacji, metoda partiownia, dopuszczalna wielkość braków, wykonawca – komórka produkcyjna, dostawcy dla każdej pozycji rodzajowej), Stany zapasów – Inventory Status, Otwarte zlecenia produkcji i zakupów (zapasy w drodze)
 Zadania: Ustalanie planów zleceń produkcji i zleceń zakupu (co, ile, kiedy) dla wszystkich pozycji rodzajowych potrzebnych do realizacji MPS. Weryfikacja wykonalności wstępnego MPS. Dostarczanie danych wejściowych do planowania wymaganych zdolności produkcyjnych. Dane: Główny plan produkcji (MPS), Kartoteka strukturalna, zestawienie materiałowe – Bill of Materials (BOM), Kartoteka rodzajowa – Item Master (czas realizacji, metoda partiownia, dopuszczalna wielkość braków, wykonawca – komórka produkcyjna, dostawcy dla każdej pozycji rodzajowej), Stany zapasów – Inventory Status, Otwarte zlecenia produkcji i zakupów (zapasy w drodze)")
67
Logika planowania potrzeb materiałowych w systemie MRP
Główny plan produkcji (MPS) Planowanie potrzeb materiałowych (MRP) Rozwiniecie planowanego zlecenia pozycji macierzystej w potrzeby brutto na składniki Obliczenie potrzeb netto Partiowanie Terminowanie Kartoteka rodzaj. Czasy realizacji Metody partiowania Zestawienie materiałowe Bill of Materials Stany zapasów Planowane przyjęcia otwartych zleceń „Zapasy w drodze” Planowane do uruchomienia zlecenia produkcji Planowane do uruchomienia zlecenia zakupów
 Planowanie potrzeb materiałowych (MRP) Rozwiniecie planowanego zlecenia pozycji macierzystej w potrzeby brutto na składniki 2. Obliczenie potrzeb netto 3. Partiowanie 4. Terminowanie. Kartoteka rodzaj. Czasy realizacji Metody partiowania. Zestawienie materiałowe. Bill of Materials. Stany zapasów. Planowane przyjęcia otwartych zleceń „Zapasy w drodze Planowane do uruchomienia zlecenia produkcji. Planowane do uruchomienia zlecenia zakupów.")
68
Elementy bazy danych systemu MRP
Poziom X (1) Ez Dp p – produkcja z - zakup Bp B 1 C Ez (2) (2) Xp Ez 2 D Cp (3) F (2) Fz 3 E E E (4) (1) (2) 1 2 3 4 5 6 Tydzień Struktura wyrobu X (BOM) Skumulowany czas realizacji wyrobu X
 Ez. Dp. p – produkcja. z - zakup. Bp. B. 1. C. Ez. (2) (2) Xp. Ez. 2. D. Cp. (3) F. (2) Fz. 3. E. E. E. (4) (1) (2) Tydzień. Struktura wyrobu X (BOM) Skumulowany czas realizacji wyrobu X.")
69
Logika planowania potrzeb materiałowych w systemie MRP
Rozwiniecie wyrobu i obliczanie potrzeb brutto Nettowanie – obliczanie minimalnej wielkości planowanych zleceń Partiowanie – ustalanie wielkości planowanych zleceń Terminowanie – ustalanie okresów uruchomienia zleceń Rekord MRP dla pozycji B Pozycja rodzajowa: B Okres t 1 2 3 4 5 6 7 Czas realizacji montażu:1 Potrzeby brutto 30 60 50 Zapas bezpieczeństwa: 0 Przyjęcia otwartych zlec. Metoda partiowania: LFL Pl. końcowy zapas Wskaźnik braków: 0 Potrzeby netto Pl. uruchomienia zleceń

70
Logika planowania potrzeb materiałowych w systemie MRP
ROZWINIECIE WYROBU I OBLICZANIE POTRZEB BRUTTO. System MRP przeprowadza obliczenia dla wszystkich pozycji rodzajowych BOM i na wszystkich poziomach. Planowane zlecenia montażu do uruchomienia, po pomnożeniu przez ilość danej pozycji z poziomu 1, określają zapotrzebowanie brutto na tą pozycję. Planowane zlecenia do uruchomienia tej pozycji, po pomnożeniu przez ilość danej pozycji z poziomu 2, stanowią potrzeby brutto na bezpośrednie składniki pozycji z poziomu 1 i tak kolejno aż do osiągnięcia pozycji z najniższego poziomu (pozycje kupowane). W ten sposób przeprowadza się, zgodnie z powiązaniami w BOM, rozwinięcie ilościowe każdej pozycji macierzystej w jej składniki. PLANOWANE PRZYJĘCIA OTWARTYCH ZLECEŃ. Aby obliczyć planowane potrzeby netto system MRP uwzględnia otwarte zlecenia produkcji i zakupów (zapasy w drodze). W rekordzie MRP prezentowane są planowane terminy i wielkości przyjęcia otwartych zleceń do magazynu. Planowane zlecenia po ich uruchomieniu (przekazaniu do realizacji) i otwarciu uzyskują status otwartych zleceń NETTOWOWANIE – obliczanie minimalnej wielkości planowanych zleceń. Jeżeli projektowany końcowy zapas z okresu t-1plus wielkość otwartych zleceń planowanych do przyjęcia w okresie t nie wystarcza na pokrycie potrzeb brutto, w okresie t wystąpi niedobór, który powinien zostać uzupełniony poprzez uruchomienie zlecenia. Potrzeby netto t Potrzeby brutto t Planowany zapas końcowy t - 1 Przyjęcia otwartych zleceń t Zapas bezpieczeństwa t = - - +
. W ten sposób przeprowadza się, zgodnie z powiązaniami w BOM, rozwinięcie ilościowe każdej pozycji macierzystej w jej składniki. PLANOWANE PRZYJĘCIA OTWARTYCH ZLECEŃ. Aby obliczyć planowane potrzeby netto system MRP uwzględnia otwarte zlecenia produkcji i zakupów (zapasy w drodze). W rekordzie MRP prezentowane są planowane terminy i wielkości przyjęcia otwartych zleceń do magazynu. Planowane zlecenia po ich uruchomieniu (przekazaniu do realizacji) i otwarciu uzyskują status otwartych zleceń. NETTOWOWANIE – obliczanie minimalnej wielkości planowanych zleceń. Jeżeli projektowany końcowy zapas z okresu t-1plus wielkość otwartych zleceń planowanych do przyjęcia w okresie t nie wystarcza na pokrycie potrzeb brutto, w okresie t wystąpi niedobór, który powinien zostać uzupełniony poprzez uruchomienie zlecenia. Potrzeby netto t. Potrzeby brutto t. Planowany zapas końcowy t - 1. Przyjęcia otwartych zleceń t. Zapas bezpieczeństwa t. =")
71
Logika planowania potrzeb materiałowych w systemie MRP
PARTIOWANIE – obliczanie wielkości partii planowanych zleceń. Wielkość planowanych do uruchomienia zleceń zależy od stosowanej dla danej pozycji rodzajowej metody partiowania Metody partiowania Partia na partię (lot for lot) Stała wielkość zamówienia (FQ) Stała liczba okresów (FP) Obliczeniowy okres potrzeb Ekonomiczna wielkość zamówienia (Economic Order Quantity - EOQ) Najmniejszy koszt jednostkowy (LUC) Najmniejszy koszt łączny (LTC) Bilansowanie okreso – części (PPB) Algorytm Wagnera-Whitina (W-W) Partia na partię – wielkość zlecenia równa się dokładnie potrzebom netto. Planuje się do uruchomienia tylko tyle ile jest potrzebne i na kiedy jest potrzebne. Metody EOQ, LUC, LTC, PPB uwzględniają koszty utrzymania i koszty zamawiania/przezbrajania. Algorytm WW uwzględnia dynamiczne zmiany w czasie kosztów utrzymania i zamawiania Metodę partiowania dobiera się indywidualnie dla poszczególnych pozycji rodzajowych biorąc pod uwagę takie czynniki jak: koszty zamawiania, koszty przestawiania produkcji, koszty utrzymania zapasu, cena lub wartość pozycji, wymogi dostawców, rozmiar, środki transportu i inne Wielkość partii wpływa na wielkość utrzymywanych zapasów
 Stała wielkość zamówienia (FQ) Stała liczba okresów (FP) Obliczeniowy okres potrzeb. Ekonomiczna wielkość zamówienia (Economic Order Quantity - EOQ) Najmniejszy koszt jednostkowy (LUC) Najmniejszy koszt łączny (LTC) Bilansowanie okreso – części (PPB) Algorytm Wagnera-Whitina (W-W) Partia na partię – wielkość zlecenia równa się dokładnie potrzebom netto. Planuje się do uruchomienia tylko tyle ile jest potrzebne i na kiedy jest potrzebne. Metody EOQ, LUC, LTC, PPB uwzględniają koszty utrzymania i koszty zamawiania/przezbrajania. Algorytm WW uwzględnia dynamiczne zmiany w czasie kosztów utrzymania i zamawiania. Metodę partiowania dobiera się indywidualnie dla poszczególnych pozycji rodzajowych biorąc pod uwagę takie czynniki jak: koszty zamawiania, koszty przestawiania produkcji, koszty utrzymania zapasu, cena lub wartość pozycji, wymogi dostawców, rozmiar, środki transportu i inne. Wielkość partii wpływa na wielkość utrzymywanych zapasów.")
72
Logika planowania potrzeb materiałowych w systemie MRP
TERMINOWANIE – ustalanie terminów uruchamiania planowanych zleceń MRP wyznacza sfazowane w czasie rozwinięcie planowanych potrzeb na składniki wyrobu finalnego. System ustala planowane terminy zakończenia zleceń na poszczególne pozycje rodzajowe oraz planowane terminy uruchomienia zleceń wymagane dla dotrzymania terminów zawartych w MPS Terminy – okresy, w których powinny zostać uruchomione zlecenia są ustalane w oparciu o planowane czasy realizacji produkcji lub dostawy poszczególnych pozycji według zasady harmonogramowania wstecz. Wymagany termin ukończenia zlecenia wyznacza początek okresu, w którym pojawiają się potrzeby brutto na daną pozycję rodzajową

73
Logika planowania potrzeb materiałowych w systemie MRP
Główny plan prod. Okres t (nr. tyg.) 1 2 3 4 5 6 7 (MPS) wyrobu X Wyrób X 15 30 25 Pozycja rodzajowa: X Okres t 1 2 3 4 5 6 7 Czas realizacji montażu:1 Potrzeby brutto 15 30 25 Zapas bezpieczeństwa: 0 Przyjęcia otwartych zlec. Metoda partiowania: LFL Pl. końcowy zapas Wskaźnik braków: 0 Potrzeby netto Pl. uruchomienia zleceń Pozycja rodzajowa: C (2) Okres t 1 2 3 4 5 6 7 Czas realizacji dostawy:2 Potrzeby brutto 30 60 50 Zapas bezpieczeństwa: 0 Przyjęcia otwartych zlec. Metoda partiowania:FQ 50 Pl. końcowy zapas 20 10 Wskaźnik braków: 0 Potrzeby netto 40 Pl. uruchomienia zleceń x2 x2 x2 x2
 (MPS) wyrobu X. Wyrób X Pozycja rodzajowa: X. Okres t Czas realizacji montażu:1. Potrzeby brutto Zapas bezpieczeństwa: 0. Przyjęcia otwartych zlec. Metoda partiowania: LFL. Pl. końcowy zapas. Wskaźnik braków: 0. Potrzeby netto. Pl. uruchomienia zleceń. Pozycja rodzajowa: C (2) Okres t Czas realizacji dostawy:2. Potrzeby brutto Zapas bezpieczeństwa: 0. Przyjęcia otwartych zlec. Metoda partiowania:FQ 50. Pl. końcowy zapas Wskaźnik braków: 0. Potrzeby netto. 40. Pl. uruchomienia zleceń. x2. x2. x2. x2.")
74
Logika planowania potrzeb materiałowych w systemie MRP
Kroczące planowanie potrzeb materiałowych Pozycja rodzajowa: C (2) Okres t 2 3 4 5 6 7 8 Czas realizacji dostawy:2 Potrzeby brutto 60 50 40 Zapas bezpieczeństwa: 0 Przyjęcia otwartych zlec. Metoda partiowania:FQ 50 Pl. końcowy zapas 30 20 10 Wskaźnik braków: 0 Potrzeby netto Pl. uruchomienia zleceń
 Okres t Czas realizacji dostawy:2. Potrzeby brutto Zapas bezpieczeństwa: 0. Przyjęcia otwartych zlec. Metoda partiowania:FQ 50. Pl. końcowy zapas Wskaźnik braków: 0. Potrzeby netto. Pl. uruchomienia zleceń.")
75
Planowanie produkcji w przedsiębiorstwie
Przebieg działań planistycznych i sterujących Plan strategiczny Plan sprzedaży i produkcji (zagregowany) Główny plan produkcji (MPS) Plan potrzeb materiałowych Nabywanie Sterowanie produkcją Kontrola wejścia/wyjścia Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów Plan Realizacja Popyt Prognozy Zamówienia Zasoby
 Główny plan produkcji (MPS) Plan potrzeb materiałowych. Nabywanie. Sterowanie produkcją. Kontrola wejścia/wyjścia. Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów. Plan. Realizacja. Popyt. Prognozy. Zamówienia. Zasoby.")
76
Planowanie wymaganych zdolności produkcyjnych Proces ustalania krótkookresowych potrzeb w zakresie zdolności produkcyjnych Zadanie: Określenie planowanego obciążenia – wymaganych zdolności produkcyjnych i zbilansowanie z dysponowanymi zdolnościami w poszczególnych grupach roboczych i w poszczególnych okresach – raporty obciążeń. Zaplanowanie zmian zdolności produkcyjnych w celu zrównoważenia obciążenia z dysponowanymi zdolnościami produkcyjnymi. Wyznaczenie wąskich przekrojów. Ciągła weryfikacja realności Głównego Planu Produkcji (MPS) Dane: Planowane do uruchomienia zlecenia, zlecenia otwarte, bieżące obciążenie wydziału, kartoteka technologiczna (operacje na składnikach i ich kolejność, czasy przestawiania operacji, czasy jednostkowe operacji), kartoteka stanowisk roboczych W systemie MRP planowanie produkcji i zdolności produkcyjnej przebiega sekwencyjnie: Zaplanowanie produkcji – co?, ile?, kiedy? Określenie planowanego obciążenia Zaplanowanie zdolności produkcyjnych – zbilansowanie obciążenia i zdolności produkcyjnych
 Dane: Planowane do uruchomienia zlecenia, zlecenia otwarte, bieżące obciążenie wydziału, kartoteka technologiczna (operacje na składnikach i ich kolejność, czasy przestawiania operacji, czasy jednostkowe operacji), kartoteka stanowisk roboczych. W systemie MRP planowanie produkcji i zdolności produkcyjnej przebiega sekwencyjnie: Zaplanowanie produkcji – co , ile , kiedy Określenie planowanego obciążenia. Zaplanowanie zdolności produkcyjnych – zbilansowanie obciążenia i zdolności produkcyjnych.")
77
Planowanie wymaganych zdolności produkcyjnych
Planowane obciążenie Planowana zdol. prod. Opcje równoważenia obciążenia ze zdolnościami produkcyjnymi Opcje zmian obciążenia: Alternatywne procesy produkcyjne Zmiana metody partiowania – zmniejszenie wielkości zlecenia Rezygnacja z zapasu bezpieczeństwa Podział wielkości zlecenia Przesuwanie zleceń w przód lub wstecz Zmiany w MPS Opcje zmian zdolności produkcyjnej: Nadgodziny Dodatkowe zmiany Podwykonawstwo Przesuwanie pracowników do/z innych wydziałów

78
Planowanie zdolności produkcyjnych
Proces planowania wymaganych zdolności produkcyjnych w systemie MRP Opracowanie wstępnego projektu planu MPS Obliczenie planowanych potrzeb materiałowych. Planowane zlecenia do uruchomienia. Wygenerowanie raportów obciążeń Czy obciążenia i zdolności produkcyjne są zrównoważone? Jeżeli tak, to idź do punktu 6. Jeżeli nie, to idź do punktu 5. Czy zdolności produkcyjne mogą zostać zmienione? Jeżeli tak, to idź do punktu 6. Jeżeli nie, to dokonaj zmian w MPS i idź do punktu 2. Zatwierdzenie/zamrożenie części MPS

79
Planowanie wymaganych zdolności produkcyjnych
Projektowany MPS Planowanie potrzeb materiałowych MRP Planowanie zdolności produkcyjnych RCCP Transformacja zleceń w obciążenia Raport obciążenia zasobów Czy zdolności są wystarczające ? Zatwierdzenie części MPS Czy możliwe zrównoważenie zdolności z obciążeniem ? Zmiana obciążenia / zdolności produkcyjnej Zmiana projektowanego MPS NIE NIE TAK TAK

80
OGÓLNE PLANOWANIE ZDOLNOŚCI PRODUKCYJNEJ Planowanie wymaganych zasobów Technika profili obciążeń
0,02 0,05 0,12 0,03 0,07 2 6 8 Termin ukończenia 0,03 0,09 0,05 0,12 Zasób 8 Pracochłonność/szt Produkt A Czas 0,12 0,07 Zasób 6 Pracochłonność/szt Produkt A

81
Bilansowanie obciążenia i zdolności produkcyjnych
Planowane obciążenie przez C [h]: Ti = tpzi + ntij Tydzień Część C (wałek X10) Tydzień Planowane uruchomienia zleceń 205 250 Proces technologiczny: część C Operacja tpz [h] tj [h] Maszyna Ciąć 0,3 0,1 Piła Toczyć 0,2 Tokarka Frezować Frezarka 20,8 41,2 25,3 50,2 Część D (wałek X5) Tydzień Planowane uruchomienia zleceń 100 50 Proces technologiczny: część D Operacja tpz [h] tj [h] Maszyna Ciąć 0,3 0,1 Piła Toczyć 0,2 Tokarka Frezować Frezarka Planowane obciążenie przez D [h]: Ti = tpzi + ntij Tydzień 10,3 10,2 20,2 5,3 5,2 Bilansowanie obciążenia i zdolności produkcyjnych (przykład) Raport obciążenia tokarek X10/2 X5/2 X10/3 X5/3 X5/4 6 1 2 3 4 5 Tydzień Zlecenia otwarte Zlec. planowane do uruchomienia 25% 50% 100% 75% Zdolność produkcyjna Obciążenie X10/4
 Tydzień Planowane uruchomienia zleceń Proces technologiczny: część C. Operacja. tpz [h] tj [h] Maszyna. Ciąć. 0,3. 0,1. Piła. Toczyć. 0,2. Tokarka. Frezować. Frezarka. 20,8. 41,2. 25,3. 50,2. Część D (wałek X5) Tydzień Planowane uruchomienia zleceń Proces technologiczny: część D. Operacja. tpz [h] tj [h] Maszyna. Ciąć. 0,3. 0,1. Piła. Toczyć. 0,2. Tokarka. Frezować. Frezarka. Planowane obciążenie przez D [h]: Ti = tpzi + ntij. Tydzień ,3. 10,2. 20,2. 5,3. 5,2. Bilansowanie obciążenia i zdolności produkcyjnych. (przykład) Raport obciążenia tokarek. X10/2. X5/2. X10/3. X5/3. X5/ Tydzień. Zlecenia otwarte. Zlec. planowane do uruchomienia. 25% 50% 100% 75% Zdolność produkcyjna. Obciążenie. X10/4.")
82
Relacja między zdolnością produkcyjną,obciążeniem, wielkością na wejściu i wyjściu z komórki
Zdolność produkcyjna Wielkość na wejściu Wielkość na wyjściu Wielkość na wyjściu zależy od zdolności produkcyjnej, a nie od obciążenia Cykl produkcyjny = Obciążenie Zdolność produkcyjna / okres

83
Planowanie produkcji w przedsiębiorstwie
Przebieg działań planistycznych i sterujących Plan strategiczny Plan sprzedaży i produkcji (zagregowany) Główny plan produkcji (MPS) Plan potrzeb materiałowych Nabywanie Sterowanie produkcją Kontrola wejścia/wyjścia Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów Plan Realizacja Popyt Prognozy Zamówienia Zasoby
 Główny plan produkcji (MPS) Plan potrzeb materiałowych. Nabywanie. Sterowanie produkcją. Kontrola wejścia/wyjścia. Szczegółowy plan zdol. prod. Ogólny plan zdol. prod. Planowanie zasobów. Plan. Realizacja. Popyt. Prognozy. Zamówienia. Zasoby.")
84
Obciążanie nieograniczone
Planowane zlecenia do uruchomienia emitowane przez system MRP: 1,2,3,4,5. Wymagane daty ukończ.: Zlec.1 i 4 – koniec okresu 4. Zlec.2,3,5 – koniec okresu 5 Daty rozpocz: Zlec.1 i 2 – pocz. okr 1. Zlec.3 i 4 – pocz. okr 2. Zlec.5 – pocz. okr 3. 2 1 3 4 5 Zlecenie 40 Okres 80 Obciążenie komórki T (godziny standardowe) Obliczanie obciążenia: Czas tpz + (n x tj) Np. zlecenie 1: Przezbrojenie = 1 h Wielkość partii = 100 Czas jednostkowy = 0,4 h Obciążenie = x 0,4 = 41 h
 Obliczanie obciążenia: Czas tpz + (n x tj) Np. zlecenie 1: Przezbrojenie = 1 h. Wielkość partii = 100. Czas jednostkowy = 0,4 h. Obciążenie = x 0,4 = 41 h.")
85
Obciążanie ograniczone Trzy zlecenia zaplanowane do wykonania w tygodniu X (40 godz)
Zlecenie Toczenie [godz] Frezowanie [godz] Wiercenie [godz] 1 8 12 2 4 3 Czas transportu między operacjami: 2 godz. Kolejność wykonania zleceń (1,3,2) ustalono za pomocą wskaźnika krytycznego Maszyna 1 dzień 8godz 2 dzień 16godz 3 dzień 24godz 4 dzień 32godz 5 dzień 40godz Tokarka 1 3 2 Frezarka Wiertarka 1 Obciążenie (tokarki) [godz] 8 2 3 4 5 Dni 6 Zdolność produkcyjna
 ustalono za pomocą wskaźnika krytycznego. Maszyna. 1 dzień. 8godz. 2 dzień. 16godz. 3 dzień. 24godz. 4 dzień. 32godz. 5 dzień. 40godz. Tokarka Frezarka. Wiertarka. 1. Obciążenie. (tokarki) [godz] Dni. 6. Zdolność produkcyjna.")
86
Integracja poziomu sterowania produkcją z systemem MRP
Ścisła i pełna integracja Zalety: korzyści z pełnego zamknięcia pętli - planowanie i realizacja; korzyści z automatyzacji procesu sterowania produkcją Wady: skuteczność i efektywność planowania i sterowania uzależniona od dokładności, bezbłędności, aktualności i niezawodności informacji o stanie systemu produkcyjnego oraz zleceń, zadań produkcyjnych w czasie rzeczywistym 2. Decentralizacja sterowania, ograniczona integracja, rozproszone sterowanie Zalety: bezpośrednie pozyskanie informacji („u źródeł”), podejmowanie decyzji na podstawie analizy bezpośredniej i wzrokowej w czasie rzeczywistym; harmonogramowanie szczegółowe w komórkach produkcyjnych prowadzone przez kierowników najniższego szczebla Wady: brak korzyści z pełnej integracji i automatyzacji sterowania produkcją
, podejmowanie decyzji na podstawie analizy bezpośredniej i wzrokowej w czasie rzeczywistym; harmonogramowanie szczegółowe w komórkach produkcyjnych prowadzone przez kierowników najniższego szczebla. Wady: brak korzyści z pełnej integracji i automatyzacji sterowania produkcją.")
87
Przykład zdecentralizowanego sterowania produkcją z wykorzystaniem harmonogramatora (scheduler)
")
88
ROZWÓJ ZINTEGROWANEGO SYSTEMU PLANOWANIA POTRZEB MATERIAŁOWYCH (MRP) I ZASOBÓW PRZEDSIĘBIORSTWA
Wilson - model ekonomicznej wielkości zamówienia EOQ (Economic Order Quantity) Lata pięćdziesiąte - powszechne stosowanie systemów uzupełniania zapasu, zarówno w zarządzaniu zapasami pozycji rodzajowych o popycie niezależnym, jak i o popycie zależnym Lata sześćdziesiąte - Orlicky - koncepcja planowania potrzeb materiałowych MRP (Material Requirements Planning),rozróżnienie popytu niezależnego i zależnego Lata siedemdziesiąte - system MRP closed loop - MRP zamknięta pętla Lata osiemdziesiąte - system MRP II (Manufacturing Resources Planning)- system planowania zasobów produkcyjnych - rozszerzenie systemu MRP closed loop o planowanie zasobów finansowych oraz planowanie potrzeb dystrybucyjnych DRP (Distribution Requirements Planning) Lata dziewięćdziesiąte - ERP (Enterprise Resources Planning) lub MRP III system planowania zasobów przedsiębiorstwa
 Lata pięćdziesiąte - powszechne stosowanie systemów uzupełniania zapasu, zarówno w zarządzaniu zapasami pozycji rodzajowych o popycie niezależnym, jak i o popycie zależnym. Lata sześćdziesiąte - Orlicky - koncepcja planowania potrzeb materiałowych MRP (Material Requirements Planning),rozróżnienie popytu niezależnego i zależnego. Lata siedemdziesiąte - system MRP closed loop - MRP zamknięta pętla. Lata osiemdziesiąte - system MRP II (Manufacturing Resources Planning)- system planowania zasobów produkcyjnych - rozszerzenie systemu MRP closed loop o planowanie zasobów finansowych oraz planowanie potrzeb dystrybucyjnych DRP (Distribution Requirements Planning) Lata dziewięćdziesiąte - ERP (Enterprise Resources Planning) lub MRP III system planowania zasobów przedsiębiorstwa.")
89
Główne planowanie produkcji Master Production Scheduling
System MRP closed loop Główne planowanie produkcji Master Production Scheduling

90
Wdrażanie systemów klasy MRPII/ERP
BOM – Bill of Material – zestawienie materiałowe – Kartoteka strukturalna MPS – Master Production Schedule – Główny harmonogram produkcji MRP – Material Requirements Planning – Planowanie potrzeb materiałowych MRP II – Manufacturing Resources Planning – Planowanie zasobów produkcyjnych ERP – Enterprise Resources Planning – Planowanie zasobów przedsiębiorstwa Minimum systemu MRP Baza Danych – BOM, Inventory Status, Item Master, Resources Capacity Moduł MPS Moduł MRP Zamknięcie pętli MRP – Kontrola wejścia - wyjścia

91
ZINTEGROWANY SYSTEM ZARZĄDZANIA PRODUKCJĄ MRP II
Sterowanie produkcją Production Activity Control Główne planowanie produkcji Master Production Scheduling Planowanie sprzedaży i produkcji Sales &Operations Planning

92
MRP II Standard System APICS 1989
SOP - planowanie sprzedaży i produkcji (Sales and Operations Planning) DEM - zarządzanie popytem (Demand Management) MPS - główne planowanie i harmonogramowanie produkcji (Master Production Scheduling) MRP - planowanie potrzeb materiałowych (Material Requirements Planning) BOM - struktury wyrobów (Bill of Material Subsystem) INV - transakcje przepływów materiałowych (Inventory Transaction Subsystem) SRS - planowanie przyjęć otwartych zleceń (Scheduled Receipts Subsystem) SFC - sterowanie produkcją (Shop Floor Control, Production Activity Control) CRP - planowanie zdolności produkcyjnych (Capacity Requirements Planning) I/OC - sterowanie obciążeniem stanowisk (Input/Output Control) PUR - zakupy materiałowe i kooperacja (Purchasing) DRP - planowanie potrzeb dystrybucyjnych (Distribution Requirements Planning) TPC - zarządzanie narzędziami (Tooling Planning and Control) FPI - interfejsy modułów finansowych (Financial Planning Interfaces) SYM - symulacja (Simulation) PMT - pomiar działalności produkcyjnej (Performance Measurement)
 DEM - zarządzanie popytem (Demand Management) MPS - główne planowanie i harmonogramowanie produkcji (Master Production Scheduling) MRP - planowanie potrzeb materiałowych (Material Requirements Planning) BOM - struktury wyrobów (Bill of Material Subsystem) INV - transakcje przepływów materiałowych (Inventory Transaction Subsystem) SRS - planowanie przyjęć otwartych zleceń (Scheduled Receipts Subsystem) SFC - sterowanie produkcją (Shop Floor Control, Production Activity Control) CRP - planowanie zdolności produkcyjnych (Capacity Requirements Planning) I/OC - sterowanie obciążeniem stanowisk (Input/Output Control) PUR - zakupy materiałowe i kooperacja (Purchasing) DRP - planowanie potrzeb dystrybucyjnych (Distribution Requirements Planning) TPC - zarządzanie narzędziami (Tooling Planning and Control) FPI - interfejsy modułów finansowych (Financial Planning Interfaces) SYM - symulacja (Simulation) PMT - pomiar działalności produkcyjnej (Performance Measurement)")
93
Wymogi efektywnego wdrożenia i funkcjonowania zintegrowanego systemu zarządzania klasy MRPII/ERP
Dokładność, bezbłędność, aktualność i niezawodność danych: Kartoteka strukturalna % Kartoteka rodzajowa % Kartoteka procesów technologicznych - 95% Kartoteka stanowisk roboczych % Rygor i dyscyplina w kontroli przepływu materiałów: Zapasy % Zlecenia produkcyjne % Zlecenia nabycia % Zamówienia klientów % Realny, wykonalny ze względu na zdolności produkcyjne Główny Plan Produkcji Zaangażowanie kierownictwa oraz jego uczestnictwo i zrozumienie: Arbitraż w kwestiach spornych między Marketingiem Produkcją Finansami Szkolenia pracowników: 80% przeszkolonej i poinformowanej załogi Kierownik projektu wdrożenia systemu MRPII System MRPII/ERP jest bezużyteczny jeżeli nie przestrzega się wysokiej dyscypliny w zarządzaniu zapasami Kontrola zapasów według klasyfikacji ABC: Codzienna kontrola – klasa A pozycje rodzajowe o dużej wartości na wyjściu Comiesięczna kontrola – klasa C pozycje o małej wartości na wyjściu

94
Wdrażanie systemów klasy MRP II/ERP
Wdrożenie systemu klasy MRP II/ERP powinno zostać poprzedzone reengineeringiem procesów, aby nie integrować i komputeryzować nieefektywnych, długich i zawodnych procesów Reengineering procesów Drastyczne przemodelowanie procesów w przedsiębiorstwie przynoszące kilkudziesięcioprocentowy efekt Implementacja systemu klasy ERP Integracja pozioma i pionowa zarządzania procesami w przedsiębiorstwie + = Efektywne i skuteczne zintegrowane zarządzanie logistyczne w przedsiębiorstwie

95
Ocena systemów MRPII/ERP
Korzyści wdrażania systemów ERP Wady systemów ERP Efektywność i skuteczność działania systemów ERP jest w bardzo dużym stopniu uwarunkowana bezbłędnością, aktualnością, dokładnością, niezawodnością danych Brak wbudowanego mechanizmu ciągłego doskonalenia

96
UWAGA!? Tylko 20% - 25% wdrożonych systemów MRPII/ERP działa efektywnie, skutecznie i satysfakcjonuje użytkowników

97
Strategia Lean Production Strategia Lean Manufacturing

98
Strategia Lean Production/Lean Manufacturing
Odchudzona produkcja Produkcja bez strat Toyota Production System (TPS) Japoński system zarządzania produkcją JIT production – produkcja dokładnie na czas Produkcja dokładnie na czas Produkcja bez zapasów System Kanban Ssący system sterowania produkcją Pierwsza implementacja: Toyota Motor Company, Mr Taiichi Ohno, lata 60-te
 Japoński system zarządzania produkcją. JIT production – produkcja dokładnie na czas. Produkcja dokładnie na czas. Produkcja bez zapasów. System Kanban. Ssący system sterowania produkcją. Pierwsza implementacja: Toyota Motor Company, Mr Taiichi Ohno, lata 60-te.")
99
Istota strategii Lean Production
Lean Production – strategia konkurowania dążąca do pogodzenia produkcji przy minimalnych kosztach z zachowaniem wysokiej jakości, niezawodności i krótkiego czasu realizacji, drogą ciągłego doskonalenia i eliminacji wszelkich strat i nieefektywności poprzez redukcję zapasów, małe wielkości partii, zapewnienie jakości, pracę zespołową oraz maksymalizację prostoty w przepływie produkcji Lean Production – filozofia oparta na eliminacji strat i marnotrawstwa z łańcucha dodawania wartości poprzez redukcję i eliminację działań nie związanych z dodawaniem wartości Lean Production/JIT – podejście zmierzająca do kupowania, produkowania i dostarczania tylko tego co i ile oraz na kiedy jest potrzebne w wymaganej jakości i miejscu w całym łańcuchu dostaw obejmującym dostawców, przedsiębiorstwo i klientów

100
Zasady produkcji Lean/JIT (Robert W. Hall – Zero Inventory)
Produkuj to, co klient – odbiorca chce Produkuj tyle, ile klient – odbiorca chce Produkuj natychmiast gdy pojawi się zapotrzebowanie Produkuj z idealną jakością Produkuj bez strat i nieefektywności Produkuj przy zaangażowaniu i rozwoju ludzi

101
Cele Lean Production Usatysfakcjonowanie klienta odbiorcy poprzez właściwy wyrób, we właściwej ilości, o właściwej jakości, we właściwym miejscu, i właściwym czasie Cele szczegółowe: Zero zapasów Zero braków Zero awarii (zero nieterminowych dostaw) Zero czasów przestawień, przezbrojeń Zero transportu Zero cykli produkcyjnych (czas dodawania wartości = czas realizacji) Wielkość partii produkcyjnej = 1
 Zero czasów przestawień, przezbrojeń. Zero transportu. Zero cykli produkcyjnych (czas dodawania wartości = czas realizacji) Wielkość partii produkcyjnej = 1.")
102
2. Zapasy skrywają problemy
Lean i zapasy Zapasy są złem! Zapasy są jak opium, im więcej ich masz tym więcej ich chcesz! Zapasy kosztują Pieniądze związane z powierzchnią (magazynową, produkcyjną) Pieniądze związane z utrzymywaniem zapasów Pieniądze zamrożone w zapasach 2. Zapasy skrywają problemy Rozwiązując problemy eliminuje się powód utrzymywania zapasów Uwolnione pieniądze można zainwestować w dalsze rozwiązywanie problemów
 Pieniądze związane z utrzymywaniem zapasów. Pieniądze zamrożone w zapasach. 2. Zapasy skrywają problemy. Rozwiązując problemy eliminuje się powód utrzymywania zapasów. Uwolnione pieniądze można zainwestować w dalsze rozwiązywanie problemów.")
103
Lean i zapasy Stymulowanie rozwiązywania problemów w Lean
Obniżenie poziomu zasobów (np. zapasów) Identyfikacja problemów Eliminacja problemów Poprawa wykorzystania zasobów (ludzie, środki pracy, kapitał, materiały, powierzchnia) Powrót do punktu 1
 Identyfikacja problemów. Eliminacja problemów. Poprawa wykorzystania zasobów (ludzie, środki pracy, kapitał, materiały, powierzchnia) Powrót do punktu 1.")
104
Lean i zapasy

105
Elementy systemu wytwarzania Lean
System sterowania produkcją oparty na zasadzie ssania – system Kanban Komórka (klient - odbiorca) „zasysa” produkcję z komórki zasilającej (dostawca) tylko wówczas gdy pojawia się bieżące zapotrzebowanie na materiały, części, zespoły, czy wyroby. Gdy nie ma sygnału, nie ma produkcji. Kanban – sposób komunikowania się (np. kartka, puste pole odkładcze, pusty pojemnik). Korzyści: Cała załoga zintegrowana spójnym systemem sterowania umożliwiającym produkcję zgodnie z bieżącym zapotrzebowaniem przy minimalnych zapasach Komórka dostawcza Komórka odbiorcza Kanban Przepływ materiału
 „zasysa produkcję z komórki zasilającej (dostawca) tylko wówczas gdy pojawia się bieżące zapotrzebowanie na materiały, części, zespoły, czy wyroby. Gdy nie ma sygnału, nie ma produkcji. Kanban – sposób komunikowania się (np. kartka, puste pole odkładcze, pusty pojemnik). Korzyści: Cała załoga zintegrowana spójnym systemem sterowania umożliwiającym produkcję zgodnie z bieżącym zapotrzebowaniem przy minimalnych zapasach. Komórka dostawcza. Komórka odbiorcza. Kanban. Przepływ materiału.")
106
Elementy systemu wytwarzania Lean
2. Produkcja w małych partiach Dąży się do produkcji w partiach = 1 Korzyści: Krótki cykl produkcyjny – czas realizacji Małe partie szybko są przekazywane i obrabiane, co redukuje złomowanie i naprawy, gdyż przyczyny wadliwej produkcji szybko są identyfikowane i usuwane Powierzchnia produkcyjna może zostać zredukowana (nie ma pół odkładczych na duże partie). Maszyny mogą i powinny być zlokalizowane blisko siebie. Pracownicy mogą łatwo porozumiewać się i pomagać innym Operacje stają się bardziej zależne. Problem na jednej maszynie szybko staje się problemem innych maszyn Łatwiejsza kontrola produkcji, przepływu materiałów i kosztów
. Maszyny mogą i powinny być zlokalizowane blisko siebie. Pracownicy mogą łatwo porozumiewać się i pomagać innym. Operacje stają się bardziej zależne. Problem na jednej maszynie szybko staje się problemem innych maszyn. Łatwiejsza kontrola produkcji, przepływu materiałów i kosztów.")
107
Elementy systemu wytwarzania Lean
3. Usprawnianie i upraszczanie przepływu produkcji. Technologia Grupowa - grupowanie części lub produktów ze względu na podobieństwo procesów technologicznych i tworzenie komórek specjalizowanych przedmiotowo. Zwiększanie efektywności i skuteczności poprzez produkcję w mini zakładach zorientowanych produktowo. Ustawienie maszyn w komórce w kształcie litery U. Ułatwia komunikację między pracownikami. Prewencyjne remonty. Ograniczenie losowych przypadków awarii. Redukcja czasów przestawień/przezbrojeń (metoda SMED/T) 4. Wyeliminowanie zapasów awaryjnych i zabezpieczających („na wszelki przypadek”) 5. Wymóg produkcji bez braków (SPC, samokontrola, Poka Yoke)
 4. Wyeliminowanie zapasów awaryjnych i zabezpieczających („na wszelki przypadek ) 5. Wymóg produkcji bez braków (SPC, samokontrola, Poka Yoke)")
108
Elementy systemu wytwarzania Lean
6. Zaangażowanie pracowników. System produkcyjny JIT może funkcjonować jedynie przy odpowiednio zmotywowanych i zaangażowanych pracownikach. Liczba wniosków usprawnień rośnie wraz ze wzrostem świadomości i odpowiedzialności za całość procesu. 7. Ciągła poprawa wszelkich aspektów produkcji (KAIZEN) 8. Ustanowienie nowych relacji z dostawcami Wybór dostawcy, który gwarantuje częste dostawy dokładnie na czas, w małych partiach, bez braków. Cena niekoniecznie najniższa. Dostawcy zlokalizowani blisko. Partnerskie relacje aby osiągnąć wspólny cel. Informowanie dostawcy o planach długo- i średniookresowych i o ramowych planach potrzeb materiałowych. Luźna specyfikacja materiałowa. Otwarte zlecenia. Dostawca bierze odpowiedzialność za jakość i ilość.
 8. Ustanowienie nowych relacji z dostawcami. Wybór dostawcy, który gwarantuje częste dostawy dokładnie na czas, w małych partiach, bez braków. Cena niekoniecznie najniższa. Dostawcy zlokalizowani blisko. Partnerskie relacje aby osiągnąć wspólny cel. Informowanie dostawcy o planach długo- i średniookresowych i o ramowych planach potrzeb materiałowych. Luźna specyfikacja materiałowa. Otwarte zlecenia. Dostawca bierze odpowiedzialność za jakość i ilość.")
109
Produkcja i przepływ po jednej sztuce Redukcja składowania (1)
Przyczyny składowania: obróbka, kontrola i transport w dużych partiach Przyczyny produkcji i transportu w dużych partiach: mniejsza liczba operacji transportowych krótszy czasu wykonania operacji na danym zbiorze części długi czas przygotowawczo-zakończeniowy Problemy obróbki, kontroli i transportu w partiach 1. Składowanie części przed i za maszyną. Części biorące udział w procesie gromadzą się tworząc zapas. Obróbka Części przed obróbką Części po obróbce

110
Redukcja składowania (2)
Produkcja i przepływ po jednej sztuce Redukcja składowania (2) 2. Oczekiwanie na ukończenie obróbki na całej partii i jej transport. Przykład: Partia detali składa się ze 100 szt. Mamy wykonać dwie operacje na tych detalach. Czas wykonania każdej operacji na 1 szt. wynosi 1 min. Czas realizacji partii wynosi 200 min (zakładając, że czas transportu partii równa się zero). Czas realizacji partii skraca się gdy partia transportowa jest mniejsza od partii produkcyjnej. Jeżeli zmniejszymy wielkość partii transportowej, to trzeba będzie wykonać więcej operacji transportowych. Dlatego trzeba te działania zracjonalizować. Jak? Skrócić odległość między maszynami (zmienić rozplanowanie przestrzenne, zorganizować produkcję w gniazdach przedmiotowych, wyeliminować transport z udziałem wózka transportowego na rzecz przekazywania detali bezpośrednio ze stanowiska na stanowisko np. z wykorzystaniem rynienki) 100 min Druga operacja Pierwsza operacja 200 min 1 2 3 100 101 min
 2. Oczekiwanie na ukończenie obróbki na całej partii i jej transport. Przykład: Partia detali składa się ze 100 szt. Mamy wykonać dwie operacje na tych detalach. Czas wykonania każdej operacji na 1 szt. wynosi 1 min. Czas realizacji partii wynosi 200 min (zakładając, że czas transportu partii równa się zero). Czas realizacji partii skraca się gdy partia transportowa jest mniejsza od partii produkcyjnej. Jeżeli zmniejszymy wielkość partii transportowej, to trzeba będzie wykonać więcej operacji transportowych. Dlatego trzeba te działania zracjonalizować. Jak Skrócić odległość między maszynami (zmienić rozplanowanie przestrzenne, zorganizować produkcję w gniazdach przedmiotowych, wyeliminować transport z udziałem wózka transportowego na rzecz przekazywania detali bezpośrednio ze stanowiska na stanowisko np. z wykorzystaniem rynienki) 100 min. Druga operacja. Pierwsza operacja. 200 min min.")
111
Produkcja w strukturach ukierunkowanych przedmiotowo
Produkcja w strukturach technologicznych długie czasy realizacji duża produkcja w toku brak odpowiedzialności pracowników za produkt końcowy w zakresie jakości, ilości i terminu oraz brak płynności w przepływie produkcji. Konieczne jest rozstrzyganie o kolejności (priorytecie) obróbki wyrobów i składników w grupach podobnych maszyn (gniazdach technologicznych) System Kanban nie działa sprawnie w strukturach technologicznych zaprojektowanych dla szerokiego asortymentu produkcji. Preferowane struktury ukierunkowane typu mini zakład H W F T A B Komórka specjalizowana technologicznie A -wyrób o marszrucie T, F, H B -wyrób o marszrucie T, W, H W komórkach T i H konflikt kolejności wykonania zleceń (A,B lub B,A)
 obróbki wyrobów i składników w grupach podobnych maszyn (gniazdach technologicznych) System Kanban nie działa sprawnie w strukturach technologicznych zaprojektowanych dla szerokiego asortymentu produkcji. Preferowane struktury ukierunkowane typu mini zakład. H. W. F. T. A. B. Komórka specjalizowana technologicznie. A -wyrób o marszrucie T, F, H. B -wyrób o marszrucie T, W, H. W komórkach T i H konflikt kolejności wykonania zleceń (A,B lub B,A)")
112
Produkcja w komórkach przedmiotowych
Sposoby organizacji zasobów: Procesowa - technologiczna organizacja: Zgrupowanie razem maszyn i ludzi wykonujących podobne operacje Grupując maszyny i ludzi według specjalizacji technologicznej tworzy się strukturę technologiczną Przedmiotowa organizacja Zgrupowanie razem maszyn i ludzi pracujących na tym samym wyrobie (przedmiocie) lub rodzinie wyrobów Grupując maszyny i ludzi ze względu na specjalizację przedmiotową tworzy się strukturę przedmiotową PRZEPŁYW MATERIAŁU PRZED WPROWADZENIEM KOMÓREK
 lub rodzinie wyrobów. Grupując maszyny i ludzi ze względu na specjalizację przedmiotową tworzy się strukturę przedmiotową. PRZEPŁYW MATERIAŁU PRZED WPROWADZENIEM KOMÓREK.")
113
U - kształtne rozplanowanie przestrzenne komórek przedmiotowych
Umożliwia efektywne wykorzystanie ludzi: obsługa maszyn w komórce i linii przez minimalną liczbę pracowników efektywna komunikacja, obserwacja, wzajemne współdziałanie i pomoc WE WY WE Możliwość obsługi wielomaszynowej Możliwość komunikacji i obserwacji Wielofunkcyjni pracownicy WY

114
Minimalizacja czasów przestawiania produkcji
Powody wydłużenia czasu przezbrojeń poszukiwanie narzędzi poszukiwanie odpowiednich ludzi do przezbrojeń oczekiwanie na instrukcje nie te narzędzia, które powinny być na danym miejscu oczekiwanie na odpowiednie wyposażenie (wciągarka, suwnica, wózek widłowy) PANACEUM przechowywać matryce blisko procesów i odpowiednio oznaczone (kolor, numer) przygotowanie instrukcji przezbrojeń dla danej pracy, dla danego procesu tworzenie zespołów pracowniczych do spraw przezbrojeń, przeszkolenie zespołu (metoda SMED) i wymiana uwag, doświadczeń i sposobów ulepszeń dać ludziom możliwość doskonalenia swojej pracy wdrażanie wniosków usprawnień przezbrojeń wizualizacja efektów procesu redukcji czasów przestawiania produkcji stworzenie zaangażowania, entuzjazmu i systemu nagradzania w celu satysfakcji Uwaga: Nie należy oczekiwać sukcesu po pierwszym dniu
 PANACEUM. przechowywać matryce blisko procesów i odpowiednio oznaczone (kolor, numer) przygotowanie instrukcji przezbrojeń dla danej pracy, dla danego procesu. tworzenie zespołów pracowniczych do spraw przezbrojeń, przeszkolenie zespołu (metoda SMED) i wymiana uwag, doświadczeń i sposobów ulepszeń. dać ludziom możliwość doskonalenia swojej pracy. wdrażanie wniosków usprawnień przezbrojeń. wizualizacja efektów procesu redukcji czasów przestawiania produkcji. stworzenie zaangażowania, entuzjazmu i systemu nagradzania w celu satysfakcji. Uwaga: Nie należy oczekiwać sukcesu po pierwszym dniu.")
115
Minimalizacja czasów przestawiania produkcji - metoda SMED
Synonimy pojęcia czasu przestawienia produkcji (set-up time): czas przygotowawczo-zakończeniowy czas przezbrojenia Czas jaki upływa między ostatnią dobrą częścią lub wyrobem wyprodukowanym przy poprzednim przezbrojeniu i pierwszą dobrą częścią lub wyrobem wyprodukowanym przy nowym przezbrojeniu. Czas działań wykonywanych podczas pracy maszyny nie są czasem przezbrajania. METODA SMED LUB SMET SMED - Single Minute Exchange of Die - zmiana matrycy w czasie kilku minut, SMET - Single Minute Exchange of Tool zmiana narzędzia w czasie kilku minut, SMED - Single Minute Exchange or Die - zmiana w czasie kilku minut lub upadek
: czas przygotowawczo-zakończeniowy. czas przezbrojenia. Czas jaki upływa między ostatnią dobrą częścią lub wyrobem wyprodukowanym przy poprzednim przezbrojeniu i pierwszą dobrą częścią lub wyrobem wyprodukowanym przy nowym przezbrojeniu. Czas działań wykonywanych podczas pracy maszyny nie są czasem przezbrajania. METODA SMED LUB SMET. SMED - Single Minute Exchange of Die - zmiana matrycy w czasie kilku minut, SMET - Single Minute Exchange of Tool zmiana narzędzia w czasie kilku minut, SMED - Single Minute Exchange or Die - zmiana w czasie kilku minut lub upadek.")
116
Metoda SMED Kroki w metodzie SMED:
Krok 1. Wyróżnienie czynności zewnętrznych i wewnętrznych lista narzędzi i przyrządów do zgromadzenia zawczasu tablica z szkicem wszystkich potrzebnych narzędzi i ich części prowadzenie wcześniejszych działań sprawdzających - po naprawach minimalizacja transportowania narzędzi gdy maszyna nie pracuje - rolkowe stoły dla ciężkich narzędzi i ich części IED - czynności wewnętrzne. Czynności które można wykonać tylko gdy maszyna nie pracuje OED - czynności zewnętrzne. Czynności, które można wykonać gdy maszyna pracuje 30%- 50% redukcji czasu przestawiania produkcji Krok 2. Zamiana czynności wewnętrznych w zewnętrzne przygotowanie zawczasu warunków operacyjnych podgrzewanie matryc składanie oprzyrządowania poza maszyną duplikowanie zespołu maszyny przekładnie kasetowe wymienialna, zduplikowana oprawa uchwytu pośredni osprzęt do strojenia/dopasowania

117
Metoda SMED Krok 3. Eliminacja nastawiania
bez nastawiania: rowki linii środkowych standardowa szerokość, wysokość, rozmiar urządzenia lokujące - ograniczniki, kołki standaryzowane zaciski zamiana nastawiania w mocowanie dążenie do jednokrotnego prawidłowego mocowania stopniowane suwaki, rygle oznaczone karby zapadki Krok 4. Eliminacja przykręcania śrub otwory o gruszkowatym kształcie zaciski, zatrzaski dzielony gwint podkładki u-kształtne Krok 5. Standaryzacja znajdź najlepszy sposób napisz procedurę przestrzegaj ją ulepszaj ją Automatyzacja - FMS elastyczne systemy produkcyjne (duże koszty)
")
118
Metoda SMED Czynności przezbrajania maszyny Krok Czynności zewnętrzne
Czynności wewnętrzne Czynności które mogą być wykonywane przy pracującej maszynie Czynności które można wykonać tylko przy zatrzymanej maszynie I III/IV II V - czas przestoju maszyny

119
Kompleksowe prewencyjne utrzymanie ruchu (Total Preventive Meintenance - TPM)
Cel: Uniknięcie awarii maszyn i przerw w produkcji Metody: Zapobiegające utrzymanie ruchu - preventive maintenance: Rozpoznanie prawdopodobnej częstotliwości awarii wyposażenia i harmonogramowanie przeglądów i napraw lub wymiany przed wystąpieniem awarii. Ustalenie całej zmiany na działania zapewniające utrzymanie ruchu Ustalenie części czasu zmiany roboczej na utrzymanie ruchu Częste przeglądy, smarowanie i przestrzeganie właściwych technik operowania wyposażeniem Przewidujące utrzymanie ruchu - predictive maintenance: Techniki analityczne (analiza wibracji, testowanie olejów smarujących na zawartość metalu) dla wykrycia bieżącej awarii w fazach początkowych, aby wydłużyć czas między przeglądami bez ryzyka wystąpienia awarii Zaangażowanie pracowników Operator bierze odpowiedzialność za utrzymanie ruchu maszyny oraz produktywności komórki w której pracuje poprzez zmniejszenie awaryjności Operator wykonuje bieżące naprawy, konserwacje, czyszczenie, regulacje Posiada odpowiednie kwalifikacje do wykonania powyższych działań. Szkolenia Jest wielofunkcyjny Ujawnia i rozwiązuje problemy System monitoringu poznać przypadki awarii i rozpoznać ich przyczyny
 dla wykrycia bieżącej awarii w fazach początkowych, aby wydłużyć czas między przeglądami bez ryzyka wystąpienia awarii. Zaangażowanie pracowników. Operator bierze odpowiedzialność za utrzymanie ruchu maszyny oraz produktywności komórki w której pracuje poprzez zmniejszenie awaryjności. Operator wykonuje bieżące naprawy, konserwacje, czyszczenie, regulacje. Posiada odpowiednie kwalifikacje do wykonania powyższych działań. Szkolenia. Jest wielofunkcyjny. Ujawnia i rozwiązuje problemy. System monitoringu. poznać przypadki awarii i rozpoznać ich przyczyny.")
120
Kompleksowe prewencyjne utrzymanie ruchu (Total Preventive Meintenance - TPM)
Korzyści ze stosowania TPM: większa niezawodność realizacji zamówień wyższy poziom obsługi klienta zwiększenie produktywności lepsze wykorzystanie maszyn większa efektywność w dole strumienia materiałowego mniejsze zapasy wyższa jakość krótszy czas realizacji

121
Kaizen Ciągłe doskonalenie
Co to jest KAIZEN? Kaizen oznacza ciągłe doskonalenie angażujące każdego - zarząd, kierowników i pracowników Kaizen oznacza poprawę osiąganą małymi krokami bez dużych nakładów inwestycyjnych. Wiele usprawnień można osiągnąć przy małych nakładach lub bez wydatków. Najważniejsze w ciągłej poprawie jest nauczenie się przez ludzi stosowania i utrzymywania właściwej postawy. Zamiast inwestowania dużych nakładów w środki trwałe inwestuje się w ludzi. Kaizen pozwala na obniżenie kosztów i zwiększenie produktywności Kaizen to filozofia niekończącego się dążenia do doskonałości, która mimo japońskich korzeni ma uniwersalne zastosowanie w zarządzaniu każdego przedsiębiorstwa

122
Tradycyjna strategia zwiększania konkurencyjności przedsiębiorstwa CEL: poprawa pozycji konkurencyjnej Innowacja/ reengineering Pozycja konkurencyjna Degradacja „Nawet największy głupiec jest w stanie zwiększyć produktywność, jeśli wyda na to odpowiednio dużą ilość środków. Prawdziwą sztuką jest zwiększenie produktywności bez dodatkowych inwestycji w nowe urządzenia i technologie” Masaaki Imai, Prezes Kaizen Institute

123
Kaizen jako strategia zwiększania konkurencyjności przedsiębiorstwa CEL: poprawa pozycji konkurencyjnej Innowacja/ reengineering Proces ciągłego doskonalenia Kaizen Pozycja konkurencyjna

124
Gemba Kaizen Gemba - miejsce gdzie tworzy się wartość
Inicjatywa zmian wychodzi nie „z góry” ale z samego miejsca pracy - gemba Tylko menedżer, który zna swoje gemba może zarządzać ciągłym doskonaleniem. Ma ono sens tylko w konkretnym miejscu pracy, w hali produkcyjnej, czy w miejscu kontaktu z klientem Zrozumienie tego, co dzieje się w miejscu pracy - gemba jest podstawą wszelkich usprawnień w ramach kaizen

125
Gemba Kaizen 5 zasad gemba kaizen
Gdy pojawia się problem, zacznij od miejsca działania, czyli od gemba - idź na halę fabryczną lub miejsca dodawania wartości i obserwuj Sprawdź gembutsu, czyli przedmioty znajdujące się w gemba i szukaj przyczyny awarii Podejmij na miejscu tymczasowe działania zaradcze Poszukaj bezpośredniej przyczyny problemu. Stosuj technikę „pięciu pytań dlaczego” Określ odpowiednie standardy zapobiegające powtórzeniu się problemu. Po rozwiązaniu problemu należy opracować nowe, właściwe procedury określające odpowiednie standardy nadzoru, konserwacji, zachowań czy bezpieczeństwa. Jest to gwarancja uniknięcia podobnych problemów w przyszłości

126
Lean Production jako filozofia eliminacji start
Filozofia eliminacji strat Filozofia ciągłej poprawy Kompleksowe zaangażowanie Metody planowania Metody projektowania wyrobu (DFP) System produkcyjny LP Środowisko produkcyjne LP Płynny przepływ strumienia wartości sterowany systemem Kanban Strategia Lean Production i system Kanban w koncernie Toyota (TPS) 80% - eliminacja strat, 15% - system produkcji, 5% - KANBAN według Shigeo Shingo (1981)
 System produkcyjny LP Środowisko produkcyjne LP. Płynny przepływ strumienia wartości sterowany systemem Kanban. Strategia Lean Production i system Kanban w koncernie Toyota (TPS) 80% - eliminacja strat, 15% - system produkcji, 5% - KANBAN. według Shigeo Shingo (1981)")
128
Nadprodukcja Co to jest nadprodukcja?
Wytwarzanie więcej niż potrzebuje następny proces Wytwarzanie wcześniej niż potrzebuje następny proces Wytwarzanie szybciej niż potrzebuje następny proces Oczeki-wanie Zapasy Przemieszczanie Defek-ty Ekstra obróbka

129
Eliminacja strat (muda)
Straty nadprodukcji – tworzenie zbędnych zapasów Eliminacja: redukcja czasów przezbrojeń, synchronizacja czasów procesów i operacji, wytwarzanie tylko tego co jest aktualnie potrzebne, nie produkowanie dla uniknięcia przestojów maszyn i pracowników 2. Straty oczekiwania – oczekiwanie na obróbkę, na narzędzia, na materiał, na transport, na kontrolę Eliminacja: synchronizacja przepływu produkcji, balansowanie obciążenia dzięki elastyczności robotników i wyposażenia 3. Straty przemieszczania – duże odległości między stanowiskami Eliminacja: racjonalizacja rozplanowania przestrzennego, struktury przedmiotowe, produkcja w komórkach przedmiotowych

130
Eliminacja strat (muda)
4. Straty procesowe – procesy niezdolne do zapewnienia wymaganych cech wyrobu najniższym kosztem, operacje zbędne dla nadania wyrobowi wymaganych cech Eliminacja: zmiany w procesach, dopasowanie procesu do produktu oraz projektu produktu do procesu 5. Straty składowania – zapasy „produkcji nie w toku”, zapasy międzyoperacyjne, duże serie, zapasy materiałów wejściowych, zapasy wyrobów gotowych, zapasy zabezpieczające Eliminacja: redukcja czasów przezbrojeń, synchronizacja przepływu, dostawy dokładnie na czas, produkcja w małych partiach

131
Eliminacja strat (muda)
6. Straty ruchów – zbędne ruchy, czynności i przemieszczenia pracowników, czynności wykonywane z powodu nieracjonalnej organizacji pracy Eliminacja: racjonalizacja pracy, organizacja stanowisk pracy, mechanizacja i automatyzacja, zasady 5S 7. Straty wadliwej produkcji – wytwarzanie, poprawa i naprawa wadliwych wyrobów, braki nienaprawialne, kontrola produktów Eliminacja: organizacja procesów wytwarzania zapobiegających powstawaniu wadliwych produktów, poka-yoke, SPC – statystyczna kontrola procesu, samokontrola w miejscu wytwarzania, kontrola kaskadowa, 5S, ciągłe doskonalenie

132
Pojęcia czasu produkcji
Czas cyklu produkcyjnego – Czas od pobrania materiału do ukończenia procesu produkcyjnego wyrobu lub przekazania wyrobu do klienta. Czas dodawania wartości. Część czasu cyklu za którą jest gotów zapłacić klient Czas realizacji zamówienia (Order Lead Time). Czas miedzy przyjęciem zamówienia a przyrzeczonym terminem dostawy produktu Straty czasu. Marnotrawstwo. Czas wszelkich działań, które nie dodają wartości, czyli takich za zapłacenie, których klient nie jest zainteresowany zapłacić Oczekiwanie Sortowanie Testowanie Transportowanie Przeliczanie Poprawianie Im bardziej czas cyklu produkcyjnego jest większy od czasu realizacji zamówienia, tym większa część produkcji jest planowana według prognoz oraz tym mniej akuratną będzie prognoza Cel lean production – redukcja cyklu produkcyjnego poprzez eliminację start – redukcję czasu nie związanego z dodawaniem wartości
. Czas miedzy przyjęciem zamówienia a przyrzeczonym terminem dostawy produktu. Straty czasu. Marnotrawstwo. Czas wszelkich działań, które nie dodają wartości, czyli takich za zapłacenie, których klient nie jest zainteresowany zapłacić. Oczekiwanie Sortowanie. Testowanie Transportowanie. Przeliczanie Poprawianie. Im bardziej czas cyklu produkcyjnego jest większy od czasu realizacji zamówienia, tym większa część produkcji jest planowana według prognoz oraz tym mniej akuratną będzie prognoza. Cel lean production – redukcja cyklu produkcyjnego poprzez eliminację start – redukcję czasu nie związanego z dodawaniem wartości.")
133
Udział czasu dodawania wartości w czasie cyklu produkcyjnego
SUMA CZASÓW DODAWANIA WARTOŚCI Straty procesowe Zależność od prognoz PLANOW. CZAS REALIZACJI ZAMÓWIENIA CZAS CYKLU PRODUKCYJNEGO Czas - dni

134
Wskaźnik cyklu produkcyjnego WCT
- Operacja dodająca wartość - Transportu - Składowanie - Kontrola produktu - Oczekiwanie ( ) Czas operacji WCP = % Cykl produkcyjny Cel odchudzania: maksymalizacja wskaźnika WCP Jak zmaksymalizować WCP? Eliminacja i redukcja czasu nie związanego z dodawaniem wartości
 Czas operacji. WCP = % Cykl produkcyjny. Cel odchudzania: maksymalizacja wskaźnika WCP. Jak zmaksymalizować WCP Eliminacja i redukcja czasu nie związanego z dodawaniem wartości.")
135
Usprawnianie procesu poprzez zwiększenie udziału czasu dodania wartości w cyklu produkcyjnym
JIT (MRP, KANBAN) Skracanie czasu roboczego (inwestycje w nowoczesne technologie, zwiększanie wydajności) TQC, Statystyczna kontrola procesu SPC Synchronizacja Usprawnienie transportu Struktura przedmiotowa Rozmieszczenie - Layout WCP = % ( ) +
 Skracanie czasu roboczego. (inwestycje w nowoczesne technologie, zwiększanie wydajności) TQC, Statystyczna kontrola procesu SPC. Synchronizacja. Usprawnienie transportu. Struktura przedmiotowa. Rozmieszczenie - Layout. WCP = % ( ) +")
136
Planowanie produkcji Lean Production
Celem wdrażania strategii Lean Production w przedsiębiorstwie jest uzyskanie przewagi w zakresie jakości, czasu dostawy i jej niezawodności oraz ceny. Strategia Lean Production w obszarze sprzedaży pozwala na redukcję kosztów poprzez dostarczanie produktów o perfekcyjnej jakości, w wymaganych ilościach, dokładnie kiedy są wymagane i po akceptowalnej przez klienta cenie. Aby przedsiębiorstwo mogło sprzedawać po akceptowalnej cenie i w wymaganych ilościach jego procesy produkcyjne muszą być odpowiednio elastyczne w dostosowaniu się do zmian w popycie oraz zdolne do szybkiego i ekonomicznego wytwarzania wymaganych ilości wyrobów. W przedsiębiorstwach stosujących strategię Lean występuje zarówno Zagregowane planowanie produkcji, jak i Główne planowanie produkcji (MPS). Różnica, w porównaniu z konwencjonalnymi systemami zarządzania produkcją, polega na tym, że horyzont planowania produkcji Lean/JIT jest krótszy a produkcja jest sterowana systemem Kanban, a nie systemem MRP.
. Różnica, w porównaniu z konwencjonalnymi systemami zarządzania produkcją, polega na tym, że horyzont planowania produkcji Lean/JIT jest krótszy a produkcja jest sterowana systemem Kanban, a nie systemem MRP.")
137
Płynna produkcja Flow production
Aby umożliwić produkcji efektywne reagowanie na krótkookresowe zmiany w popycie rynku, bez angażowania zapasów, w strategii Lean stosuje się tzw. płynną produkcja (flow production) lub wygładzoną produkcję (smooth production) oraz model mieszanej produkcji (heijunka). Płynna produkcja polega na „równoczesnym” montowaniu każdego dnia w linii, kilku wyrobów finalnych z jednej rodziny w jak najmniejszych partiach. Warunkiem płynnej produkcji w całym łańcuchu logistycznym produkcji jest synchronizacja produkcji i dostaw zasilających linię wyrobu finalnego oraz produkcja w małych partiach, a także szybkie przezbrojenia. W efekcie płynnej produkcji uzyskuje się redukcję strat spowodowanych zapasami oraz możliwość szybkiej reakcji na zmiany w popycie. Dzięki płynnej produkcji pojedyncza linia może produkować każdego dnia wiele różnych wyrobów z danej rodziny i zaspokajać popyt rynku z produkcji, a nie z zapasów.
 lub wygładzoną produkcję (smooth production) oraz model mieszanej produkcji (heijunka). Płynna produkcja polega na „równoczesnym montowaniu każdego dnia w linii, kilku wyrobów finalnych z jednej rodziny w jak najmniejszych partiach. Warunkiem płynnej produkcji w całym łańcuchu logistycznym produkcji jest synchronizacja produkcji i dostaw zasilających linię wyrobu finalnego oraz produkcja w małych partiach, a także szybkie przezbrojenia. W efekcie płynnej produkcji uzyskuje się redukcję strat spowodowanych zapasami oraz możliwość szybkiej reakcji na zmiany w popycie. Dzięki płynnej produkcji pojedyncza linia może produkować każdego dnia wiele różnych wyrobów z danej rodziny i zaspokajać popyt rynku z produkcji, a nie z zapasów.")
138
Harmonogram montażu końcowego
Główny plan produkcji (MPS) w środowisku Lean/JIT jest opracowywany w krótszym horyzoncie np. 3 miesięcy. Krótsza jest także ta część MPS, która podlega zamrożeniu (w zamrożonej części MPS nie wprowadza się zmian) gdyż czasy realizacji w środowisku Lean/JIT są krótsze. W Toyota Motor Company horyzont planowania wynosi trzy miesiące i dla każdego miesiąca planuje się zdolności produkcyjne oraz liczbę kanbanów. Z trzymiesięcznym wyprzedzeniem przekazywane są dostawcom informacje o planowanym zapotrzebowaniu na składniki. Miesięczny MPS stanowi podstawę do ustalania dziennego harmonogramu montażu końcowego (HMK). HMK określa szczegółowo co, ile i w jakiej kolejności będzie montowane każdego dnia w zakresie wyrobów finalnych wytwarzanych w określonej linii. W środowisku Lean/JIT, HMK jest tworzony po obliczeniu poziomu dziennej produkcji i w oparciu o ideę modelu mieszanej produkcji. W Toyocie HMK jest ustalany każdego dnia na dzień następny.
 w środowisku Lean/JIT jest opracowywany w krótszym horyzoncie np. 3 miesięcy. Krótsza jest także ta część MPS, która podlega zamrożeniu (w zamrożonej części MPS nie wprowadza się zmian) gdyż czasy realizacji w środowisku Lean/JIT są krótsze. W Toyota Motor Company horyzont planowania wynosi trzy miesiące i dla każdego miesiąca planuje się zdolności produkcyjne oraz liczbę kanbanów. Z trzymiesięcznym wyprzedzeniem przekazywane są dostawcom informacje o planowanym zapotrzebowaniu na składniki. Miesięczny MPS stanowi podstawę do ustalania dziennego harmonogramu montażu końcowego (HMK). HMK określa szczegółowo co, ile i w jakiej kolejności będzie montowane każdego dnia w zakresie wyrobów finalnych wytwarzanych w określonej linii. W środowisku Lean/JIT, HMK jest tworzony po obliczeniu poziomu dziennej produkcji i w oparciu o ideę modelu mieszanej produkcji. W Toyocie HMK jest ustalany każdego dnia na dzień następny.")
139
Planowanie produkcji JIT
Zagregowane planowanie produkcji: Plan produkcji: krótszy horyzont planowania określa poziom produkcji podstawa planowania zasobów Główne planowanie produkcji: Główny plan produkcji (MPS) określa spływ produkcji wyrobów (co, ile i na kiedy wyprodukować?) podstawa planowania potrzeb materiałowych ( popyt dla dostawców) podstawa planowania zdolności produkcyjnych Harmonogramowanie montażu końcowego: Harmonogram montażu końcowego (HMK) Model mieszanej produkcji Szczegółowe, dzienne harmonogramy pracy linii montażowych
 określa spływ produkcji wyrobów (co, ile i na kiedy wyprodukować ) podstawa planowania potrzeb materiałowych ( popyt dla dostawców) podstawa planowania zdolności produkcyjnych. Harmonogramowanie montażu końcowego: Harmonogram montażu końcowego (HMK) Model mieszanej produkcji. Szczegółowe, dzienne harmonogramy pracy linii montażowych.")
140
Zwiększanie płynności produkcji (model mieszanej produkcji)
Przykład: Produkcja trzech modeli samochodów A,B,C ( Toyota Motor Company) (A -czterodrzwiowy, B - trzydrzwiowy i C - dwudrzwiowy). Plan produkcji na poziomie szt w miesiącu; Przykładowe Główne planowanie produkcji w konwencjonalnym systemie MRP: Montaż w seriach równych miesięcznemu popytowi każdego modelu:Tydz 1 i 2 A=5000 szt,Tydz 3 B = 2500 szt, Tydz 4 C = 2500 szt. Harmonogramowanie montażu końcowego w oparciu o Model mieszanej produkcji Model Mieszanej produkcji: techniką wspomagającą osiągnięcie “płynnej produkcji”. Kroki:: równomierne rozłożenie produkcji wyrobów w poszczególnych dniach miesiąca równomierne rozłożenie produkcji w ramach zmiany roboczej. Zapas 5000 2500 (marzec) 15.03 1.03 A B C 30.03
 (A -czterodrzwiowy, B - trzydrzwiowy i C - dwudrzwiowy). Plan produkcji na poziomie szt w miesiącu; Przykładowe Główne planowanie produkcji w konwencjonalnym systemie MRP: Montaż w seriach równych miesięcznemu popytowi każdego modelu:Tydz 1 i 2 A=5000 szt,Tydz 3 B = 2500 szt, Tydz 4 C = 2500 szt. Harmonogramowanie montażu końcowego w oparciu o Model mieszanej produkcji. Model Mieszanej produkcji: techniką wspomagającą osiągnięcie płynnej produkcji . Kroki:: równomierne rozłożenie produkcji wyrobów w poszczególnych dniach miesiąca. równomierne rozłożenie produkcji w ramach zmiany roboczej. Zapas (marzec) A. B. C")
141
Zwiększanie płynności produkcji (model mieszanej produkcji)
Przykład c.d.: Marzec - 20 dni roboczych, 8 godz/dzień = 10000/m : 20 = 500/dzień Takt spływu: T = (8 godz x 60 min)/500 = 0,94 min (jeden samochód co minutę). Jak zaplanować płynną produkcję w linii montażowej? Warunek - 500szt/dzień. Przykładowe warianty harmonogramu (HMK). AABCAABCAABCAACB.... lub AAAABBCCAAAABBCC.... System Kanban - sterowanie produkcją zespołów zasilających linię oraz produkcją składników i dostawami materiałów wejściowych. Przykład c.d. Zakładając, pojemność kontenera 20 szt. (10 dla A, 5 dla B, 5 dla C) oraz czas realizacji jednego kontenera 8 godz. (jedna zmiana), należy przygotować min. 25 kanbanów, aby pokryć dzienne zapotrzebowanie na 500 szt składnika. W przypadku zmian w popycie na wyroby finalne następuje korekta planu miesięcznego, ustalenia dziennego zapotrzebowania na poszczególne modele, opracowanie dziennego harmonogram montażu końcowego i obliczenie liczby kanbanów. Planowanie miesięczne oprócz tworzenia zapasów charakteryzuje się dużą sztywnością. Planowanie dzienne pozwala płynnie przestawić się na nowe zapotrzebowanie ilościowe.
/500 = 0,94 min (jeden samochód co minutę). Jak zaplanować płynną produkcję w linii montażowej Warunek - 500szt/dzień. Przykładowe warianty harmonogramu (HMK). AABCAABCAABCAACB.... lub AAAABBCCAAAABBCC.... System Kanban - sterowanie produkcją zespołów zasilających linię oraz produkcją składników. i dostawami materiałów wejściowych. Przykład c.d. Zakładając, pojemność kontenera 20 szt. (10 dla A, 5 dla B, 5 dla C) oraz czas realizacji jednego kontenera 8 godz. (jedna zmiana), należy przygotować min. 25 kanbanów, aby pokryć dzienne zapotrzebowanie na 500 szt składnika. W przypadku zmian w popycie na wyroby finalne następuje korekta planu miesięcznego, ustalenia dziennego zapotrzebowania na poszczególne modele, opracowanie dziennego harmonogram montażu końcowego i obliczenie liczby kanbanów. Planowanie miesięczne oprócz tworzenia zapasów charakteryzuje się dużą sztywnością. Planowanie dzienne pozwala płynnie przestawić się na nowe zapotrzebowanie ilościowe.")
142
System KANBAN (liczba kart kanban)
gdzie: D - średni popyt w sztukach na jednostkę czasu (godz., dzień, tydz.); Tw - czas wykonania kontenera części, czas od wyjęcia kanbanu produkcji z kontenera do jego powrotu z pełnym kontenerem na pole odkładcze (produkcja) Tt - czas uzupełnienia zapasu części, czas od wyjęcia kanbanu transferu do powrotu z nowym kontenerem (transport) C - pojemność jednego kontenera G - rezerwa przypadająca na odchylenia w czasie; zwykle G < 10%Dx(Tw+ Tt ) Przypadek 1. Popyt wzrasta. System produkcyjny bez usprawnień. Liczba kanbanów musi wzrosnąć. Zapas rośnie Przypadek 2. Popyt wzrasta. Zapobieżenie wzrostowi zapasów przez usprawnienia systemu produkcyjnego i transportu. Czas produkcji i czas transportu oraz G muszą ulec redukcji W systemie Kanban zakłada się stałe dążenie do minimalizacji liczby kanbanów poprzez redukcję czasu wykonywania operacji, czasów przezbrojeń, czasów przestojów spowodowanych awariami i innymi zakłóceniami, czasów transportu, zwiększanie wydajności i kwalifikacji robotników, produkcję bez braków, czyli dąży się do redukcji czasu Tw oraz Tt.
; Tw - czas wykonania kontenera części, czas od wyjęcia kanbanu produkcji z kontenera do jego powrotu z pełnym kontenerem na pole odkładcze (produkcja) Tt - czas uzupełnienia zapasu części, czas od wyjęcia kanbanu transferu do powrotu z nowym kontenerem (transport) C - pojemność jednego kontenera. G - rezerwa przypadająca na odchylenia w czasie; zwykle G < 10%Dx(Tw+ Tt ) Przypadek 1. Popyt wzrasta. System produkcyjny bez usprawnień. Liczba kanbanów musi wzrosnąć. Zapas rośnie. Przypadek 2. Popyt wzrasta. Zapobieżenie wzrostowi zapasów przez usprawnienia systemu produkcyjnego i transportu. Czas produkcji i czas transportu oraz G muszą ulec redukcji. W systemie Kanban zakłada się stałe dążenie do minimalizacji liczby kanbanów poprzez redukcję czasu wykonywania operacji, czasów przezbrojeń, czasów przestojów spowodowanych awariami i innymi zakłóceniami, czasów transportu, zwiększanie wydajności i kwalifikacji robotników, produkcję bez braków, czyli dąży się do redukcji czasu Tw oraz Tt.")
143
Przykład karty kanban

144
System Kanban (Pull System) - sterowanie przebiegiem produkcji wg zasady ssania
Dwa typy systemów Kanban: jednokanbanowy - tylko kanban produkcji dwukanbanowy - kanban produkcji i kanban transferu Dwa rodzaje kanbanów - kanban transferu (zlecenie dostawy), kanban produkcji (zlecenie produkcji) Rodzaje sygnałów: kanban - karteczka, puste pole odkładcze, podniesiona ręka, zapalona lampka, piłeczka do golfa i inne Montaż finalny odbywa się zgodnie z harmonogramem montażu końcowego Tworzy się samoregulujące układy odbiorców i dostawców Uwaga! System Kanban wprowadza się w warunkach braku przepływu ciągłego - braku synchronizacji czasów procesów System Kanban, oparty na zasadzie ssania, zapobiega powstawaniu strat nadprodukcji
, kanban produkcji (zlecenie produkcji) Rodzaje sygnałów: kanban - karteczka, puste pole odkładcze, podniesiona ręka, zapalona lampka, piłeczka do golfa i inne. Montaż finalny odbywa się zgodnie z harmonogramem montażu końcowego. Tworzy się samoregulujące układy odbiorców i dostawców. Uwaga! System Kanban wprowadza się w warunkach braku przepływu ciągłego - braku synchronizacji czasów procesów. System Kanban, oparty na zasadzie ssania, zapobiega powstawaniu strat nadprodukcji.")
145
System Kanban (jednokanbanowy)
Stanowisko 2 Stanowisko 1 KP Kanban produkcji Kontener z kanbanem

146
System Kanban (dwukanbanowy)
Tablica kanbanów transferu Kanban transferu Stanowisko 2 KT KP Stanowisko 1 Kanban produkcji Kontener z kanbanem Tablica kanbanów produkcji 1 2 Pole odkładcze stanowiska 2 Pole odkładcze stanowiska 1

147
System KANBAN Stanowisko montażu Dostawca zespołu Dostawca podzespołu
AABCAABCAABCAACB AABCAABCAABCAACB AABCAABCAABCAACB Linia montażu wyrobów finalnych Stanowisko montażu Liczba kanbanów – pojemników w obiegu między stanowiskiem montażu a dostawcą zespołu System Kanban Dostawca zespołu System Kanban Dostawca podzespołu System Kanban Dostawca surowca

148
(konwencjonalne planowanie i sterowanie produkcją)
System pchający (konwencjonalne planowanie i sterowanie produkcją) Naniesienie warstwy kleju porcji kleju Wycinanie z papieru szt. arkuszy Nadruk znaku firmowego nadruków Złożenie koperty i sklejenie 35000 1 2 3 4 MPS – kopert/ tydz Zamówienie klienta 70000 kopert z nadrukiem
 Naniesienie warstwy kleju porcji kleju. Wycinanie z papieru szt. arkuszy. Nadruk znaku firmowego nadruków. Złożenie koperty i sklejenie MPS – kopert/ tydz. Zamówienie klienta kopert z nadrukiem.")
149
System ssący (sterowanie produkcją z wykorzystaniem systemu Kanban)
1 2 3 4 MPS – kopert/tydz 7000 kopert/dzień Zamówienie klienta KANBAN (500 szt) KANBAN (500 szt) Harmonogram dzienny HMK
 KANBAN (500 szt) Harmonogram dzienny HMK.")
150
Wdrażanie Lean Production/Lean Manufacturing w przedsiębiorstwie

151
Wdrażanie lean production w przedsiębiorstwie
Wdrażanie lean production w przedsiębiorstwie przebiega w kolejnych iteracjach pętli odchudzania Wdrażania lean production zorientowane jest na doskonalenie strumieni wartości w przedsiębiorstwie Doskonały strumień wartości to taki, w którym czas dodawania wartości jest równy cyklowi produkcyjnemu, czasowi realizacji W projektowaniu udoskonalonego strumienia wartości wykorzystuje się metodę mapowania strumienia wartości Doskonalenie określonego strumienia wartości obejmuje kompleksowe doskonalenie przepływu (doskonalenie systemu produkcyjnego) oraz doskonalenie procesów dodawania wartości
 oraz doskonalenie procesów dodawania wartości.")
152
Zasady wdrażania lean production 14 zasad Drogi Toyoty (Toyota Way)
Zasada 1. Opierać decyzje w zarządzaniu na dalekosiężnej koncepcji – nawet kosztem krótkoterminowych wyników finansowych. Zasada 2. Stworzyć ciągły i płynny przepływ procesu oraz ujawnianie problemów z chwilą ich powstania. Zasada 3. Wykorzystać systemy „ssania”, aby uniknąć nadprodukcji. Zasada 4. Wyrównywać obciążenie pracą i eliminować nierównomierności harmonogramu produkcji (heijunka). Zasada 5. Stworzyć kulturę przerywania procesów w celu rozwiązywania problemów, by od razu uzyskiwać właściwą jakość (andon). Zasada 6. Standardowe zadania są podstawą ciągłej poprawy i upełnomocniania pracowników. Zasada 7. Stosować kontrolę wizualną, aby żaden problem nie pozostał w ukryciu. Zasada 8. Stosować wyłącznie niezawodną, gruntownie sprawdzoną technologię, służącą pracownikom i procesom. Zasada 9. Wychowywać liderów, którzy gruntownie rozumieją pracę, żyją ogólną koncepcją firmy i nauczają innych. Zasada 10. Wykształcić wyjątkowych ludzi i zespoły realizujące ogólną koncepcję firmy. Zasada 11. Szanować szeroką sieć partnerów i dostawców, rzucając im wyzwania i pomagając im w doskonaleniu się. Zasada 12. Angażować się osobiście, aby gruntownie zrozumieć sytuację (genchi genbutsu) Zasada 13. Podejmować decyzje powoli, w drodze konsensusu i starannie rozważając wszystkie możliwości; szybko wdrażając decyzje (nemawashi). Zasada 14. Zostać organizacją uczącą się dzięki niestrudzonej refleksji (hansei) i ciągłej poprawie (kaizen).
. Zasada 5. Stworzyć kulturę przerywania procesów w celu rozwiązywania problemów, by od. razu uzyskiwać właściwą jakość (andon). Zasada 6. Standardowe zadania są podstawą ciągłej poprawy i upełnomocniania pracowników. Zasada 7. Stosować kontrolę wizualną, aby żaden problem nie pozostał w ukryciu. Zasada 8. Stosować wyłącznie niezawodną, gruntownie sprawdzoną technologię, służącą. pracownikom i procesom. Zasada 9. Wychowywać liderów, którzy gruntownie rozumieją pracę, żyją ogólną koncepcją. firmy i nauczają innych. Zasada 10. Wykształcić wyjątkowych ludzi i zespoły realizujące ogólną koncepcję firmy. Zasada 11. Szanować szeroką sieć partnerów i dostawców, rzucając im wyzwania i pomagając. im w doskonaleniu się. Zasada 12. Angażować się osobiście, aby gruntownie zrozumieć sytuację (genchi genbutsu) Zasada 13. Podejmować decyzje powoli, w drodze konsensusu i starannie rozważając. wszystkie możliwości; szybko wdrażając decyzje (nemawashi). Zasada 14. Zostać organizacją uczącą się dzięki niestrudzonej refleksji (hansei) i ciągłej. poprawie (kaizen).")
153
Koncepcja wdrażania TPS wg Domu Toyoty
Eliminacja strat, najwyższa jakość, najniższe koszty, najkrótszy czas realizacji, najwyższe bezpieczeństwo, najwyższe morale „Dokładnie na czas” Produkcja wg czasu taktu Kanban SMED Jidoka Andon Poka – yoke TPM 5S Kaizen Genchi genbutsu Ludzie Wyrównana produkcja (heijunka) Stabilne i zestandaryzowane procesy Zarządzanie wizualne Ogólna koncepcja drogi Toyoty
 Stabilne i zestandaryzowane procesy. Zarządzanie wizualne. Ogólna koncepcja drogi Toyoty.")
154
Kroki pętli odchudzania
Określenie wartości dla klienta Rozpoznanie strumienia wartości. Identyfikacja strat w strumieniu wartości Kształtowanie ciągłego płynnego przepływu Wprowadzenie zasysania wartości przez klienta. Wprowadzenie systemu sterowania opartego na zasadzie ssania Ciągłe doskonalenie

155
Pętla odchudzania

156
Projektowanie strumienia wartości
Projektowanie strumienia wartości (PSW) jest metodą we wdrażaniu Lean Production (odchudzonej produkcji) w oparciu o strategię Lean Production Cel: odchudzenie strumienia wartości i osiągnięcie stanu odchudzona produkcja Stan aktualny Produkcja masowa Stan docelowy „Wizja” Odchudzona produkcja I II III ..... I,II,III, ……N – iteracje pętli odchudzania
 jest metodą we wdrażaniu Lean Production (odchudzonej produkcji) w oparciu o strategię Lean Production. Cel: odchudzenie strumienia wartości i osiągnięcie stanu odchudzona produkcja. Stan aktualny. Produkcja masowa. Stan docelowy „Wizja Odchudzona produkcja. I. II. III I,II,III, ……N – iteracje pętli odchudzania.")
160
Projektowanie strumienia wartości Metoda mapowania strumienia wartości
Wybór rodziny produktów Mapa stanu obecnego Mapa stanu przyszłego Harmonogram działań i wdrożenie

161
Projektowanie strumienia wartości Mapa stanu obecnego
? Opracowanie mapy stanu obecnego obejmuje identyfikację strat w strumieniu wartosci

162
Mapa stanu obecnego dla rodziny płyt klejonych litych

163
Projektowanie strumienia wartości Definicje mierników strumienia wartości
Takt spływu (czas cyklu) Co jaki czas spływa z procesu kolejna część? Czas realizacji procesu Ile czasu zabiera jednej sztuce przejście przez proces; od początku do końca Czas realizacji Ile czasu zabiera jednej sztuce przejście przez strumień wartości; od początku do końca A B Czas przestawienia produkcji Czas między zejściem ostatniej dobrej sztuki z partii A a wykonaniem pierwszej dobrej sztuki z partii B
 Co jaki czas spływa z procesu kolejna część Czas realizacji procesu Ile czasu zabiera jednej sztuce przejście przez proces; od początku do końca. Czas realizacji Ile czasu zabiera jednej sztuce przejście przez strumień wartości; od początku do końca. A. B. Czas przestawienia produkcji Czas między zejściem ostatniej dobrej sztuki z partii A a wykonaniem pierwszej dobrej sztuki z partii B.")
164
Projektowanie strumienia wartości Mapowanie stanu przyszłego
Cel: Zaprojektowanie udoskonalonego i zorientowanego na klienta strumienia wartości Wskazówki doskonalenia strumienia wartości: Obliczenie i uwzględnianie w projektowaniu taktu klienta Wytwarzanie na zamówienie lub dla uzupełnienia supermarketu wyrobów gotowych Wprowadzanie ciągłego przepływu produkcji Wprowadzanie ssących systemów typu supermarket Próbować harmonogramować tylko jeden proces (proces stymulujący lub punkt oddziaływania zamówienia ODP) Produkcja w małych partiach i poziomowanie (równoważenie) w procesie stymulującym za pomocą modelu mieszanej produkcji i heijunki Takt dla procesów ustalać rozpoczynając od procesu stymulującego (takt ssania)
 Produkcja w małych partiach i poziomowanie (równoważenie) w procesie stymulującym za pomocą modelu mieszanej produkcji i heijunki. Takt dla procesów ustalać rozpoczynając od procesu stymulującego (takt ssania)")
165
Projektowanie strumienia wartości Produkcja pchana (Push)
Typowa postawa: Mentalność „pracy na wyspie”, duże partie, pchanie Cel: więcej, szybciej, lepiej Spawanie Materiał Składowanie Magazyn przyjęć Magazyn wysyłki Poprawki Składowanie Cięcie Montaż Wysyłka Czas dodawania wartości: minuty Czas realizacji (w zakładzie): tygodnie Zamówienie Gotówka
: tygodnie. Zamówienie. Gotówka.")
166
Projektowanie strumienia wartości 1. Takt klienta
Jest pomocny w synchronizacji taktu montażu finalnego z taktem sprzedaży Wyznacza wielkość montażu produktów w oparciu o wielkość sprzedaży Stanowi podstawę synchronizacji czasów kolejnych faz (procesów) procesu produkcyjnego Efektywny czas pracy / zmiana (czas pracy dostępny) Takt klienta = Popyt klienta / zmiana (poziom zamówień odbiorcy) 27000 sek. = = 60 sek./szt. 450 szt.
 procesu produkcyjnego. Efektywny czas pracy / zmiana (czas pracy dostępny) Takt klienta = Popyt klienta / zmiana (poziom zamówień odbiorcy) sek. = = 60 sek./szt. 450 szt.")
167
System ssący typu supermarket
Projektowanie strumienia wartości 2. Wytwarzanie na zamówienie lub dla uzupełnienia Na zamówienie Dla uzupełnienia Klient Montaż Wysyłka Klient Montaż Wysyłka System ssący typu supermarket

168
Projektowanie strumienia wartości 3
Projektowanie strumienia wartości 3. Wprowadzanie ciągłego przepływu produkcji Ciągły przepływ charakteryzuje się najmniejszym udziałem strat (działań nie związanych z dodawaniem wartości) w strumieniu wartości
 w strumieniu wartości.")
169
Czas realizacji: 30+++min
Projektowanie strumienia wartości 3. Wprowadzanie ciągłego przepływu produkcji Proces 1 Proces 2 Proces 3 Produkcja w partiach w systemie pchającym 10min Czas realizacji: 30+++min Produkcja o przepływie ciągłym zrób 1 szt. – przekaż 1 szt.

170
Projektowanie strumienia wartości 4. System ssący typu supermarket
Proces klienta idzie do supermarketu i pobiera to co i wtedy kiedy jest potrzebne Proces dostawczy produkuje dla uzupełnienia tego co zostało pobrane 2 1 Proces dostawczy Proces klienta Supermarket Samoregulacja przepływu produkcji bez harmonogramu Pozwala uniknąć nadprodukcji W dalszej perspektywie likwidacja supermarketu

171
Projektowanie strumienia wartości 4
Projektowanie strumienia wartości 4. System ssący typu FIFO lub ssania sekwencyjnego dla produkcji zgodnie ze specyfikacją klienta aby nie utrzymywać wszystkich części w supermarkecie FIFO – first in, first out, kolejka FIFO – bufor na zsuwni, który może pomieścić określoną ilość części. Bufor zapełniony - sygnał stop. Ssanie sekwencyjne – proces dostawcy produkuje określoną stałą ilość danej części na sygnał klienta. Sygnał – piłeczka w danym kolorze Kanban Stop Kolejka pełna? Proces dostawcy Max.40 szt. Proces klienta FIFO Supermarket

172
Projektowanie strumienia wartości 5
Projektowanie strumienia wartości 5. Harmonogramowanie tylko w jednym punkcie (ODP) Proces 1 Proces 2 Proces 3 Proces 4 Przepływ ciągły Proces 1 Proces 2 Proces 3 Proces 4 FIFO FIFO Przepływ ciągły lub FIFO lub ssanie sekwencyjne Tam gdzie to możliwe przepływ ciągły, w pozostałych przypadkach Supermarket
 Proces 1. Proces 2. Proces 3. Proces 4. Przepływ ciągły. Proces 1. Proces 2. Proces 3. Proces 4. FIFO. FIFO. Przepływ ciągły lub FIFO lub ssanie sekwencyjne. Tam gdzie to możliwe przepływ ciągły, w pozostałych przypadkach Supermarket.")
173
Projektowanie strumienia wartości 6
Projektowanie strumienia wartości 6. Małe partie produkcyjne i model mieszanej produkcji w procesie stymulującym. Poziomuj zróżnicowanie wyrobów OXOX Każda część w każdym okresie Źle Harmonogram montażu: Pn A Wt A, 300 B Śr B, 200 C Cz C Pt C, 200 A Lepiej Harmonogram montażu: Poniedziałek: A B C Każda część każdego dnia Poniedziałek Jeszcze lepiej 50 B A C B A C Każda część na każdą datę dostawy Należy dążyć do bardzo szybkich i częstych przestawień produkcji w procesie stymulującym

174
Projektowanie strumienia wartości 7
Projektowanie strumienia wartości 7. Wprowadzanie inicjującego rytmicznego ssania w procesie stymulującym. Stwórz „ssanie wstępne” Regularne zlecanie procesowi stymulującemu niewielkich zleceń produkcyjnych o czasie realizacji od 5 do 60 min. Czas realizacji zlecenia = podziałka Podziałka = Pojemność pojemnika x Czas taktu Przykład: Czas taktu = 60 sek. Pojemność pojemnika = 40 szt. Podziałka = 60 sek x 40 szt = 40 min Co 40 min należy zlecać procesowi stymulującemu zadanie wykonania jednego pojemnika oraz odbierać jeden pełny pojemnik Podziałka powinna stanowić jednostkę miary czasu w harmonogramach dla danej rodziny produktów układanych według modelu mieszanej produkcji

175
Projektowanie strumienia wartości 7
Projektowanie strumienia wartości 7. Skrzynka do poziomowania wielkości produkcji (heijunka) 7:00 7:40 8:20 9:00 9:40 10:20 11:00 11:40 Typ A B C A A A B B B C C kanban produkt podziałka
 7:00. 7:40. 8:20. 9:00. 9:40. 10:20. 11:00. 11:40. Typ. A. B. C. A. A. A. B. B. B. C. C. kanban. produkt. podziałka.")
176
Projektowanie strumienia wartości 7
Projektowanie strumienia wartości 7. Przykład systemu „ssania rytmicznego” Skrzynka heijunka Klient B Pobierz następny kanban 1 Wymagania klienta Przekaż kanban procesowi Powtarzaj cykl co podziałkę 2 Proces stymulujący Wysyłka 4 3 Przetransportuj go do supermarketu lub na wysyłkę Pobierz jeden gotowy pojemnik

177
Jak duże zlecenia produkcyjne zlecasz jednorazowo?
Projektowanie strumienia wartości 7. Rytmiczna wysyłka z procesu stymulującego Jak duże zlecenia produkcyjne zlecasz jednorazowo? Jak często jesteś w stanie porównywać wyprodukowaną ilość produktów z rzeczywistym popytem klientów? Jeżeli zlecasz zadania, które wymagają tygodnia realizacji, to „Co tydzień”. Wtedy nie regulujesz produkcji zgodnie z rytmem równym taktowi. Jeżeli zlecasz i odbierasz produkcję co podziałkę, możesz szybko reagować na zmiany w popycie oraz na inne problemy i utrzymywać odpowiedni czas taktu 1 tydzień 1 dzień 1 zmiana 1 godzina 1 podziałka rytm)
")
178
Projektowanie strumienia wartości 8
Projektowanie strumienia wartości 8. Doprowadź do produkcji każdej „części każdego dnia”, potem może „każdą część każdej ...zmiany, godziny, podziałki, czy taktu” Dzięki skracaniu czasów przezbrojeń i produkcji w mniejszych partiach w górze strumienia wartości, system produkcyjny będzie mógł szybciej reagować na zmiany w dole strumienia. W supermarketach będzie mogła być gromadzona mniejsza ilość zapasów Dostępny czas pracy Czas na przezbrojenia Ile czasu dostępnego czasu możemy przeznaczyć na przezbrojenia? Np = 1,5h Jeżeli tpz = 15 min, to 6 przezbrojeń W Wąskim Gardle - 0 Czas przetworzenia Zamówienia dzienne x czas cyklu

179
Projektowanie strumienia wartości 8
Projektowanie strumienia wartości 8. Zaplanuj projekty ciągłego doskonalenia procesów Projekty ciągłego doskonalenia procesów: Maksymalizacja dostępności - cel: dostępność = 100% Minimalizacja czasu przestawiania produkcji – cel: czas przestawiania = kilka sekund Minimalizacja taktu

180
Projektowanie strumienia wartości Kluczowe pytania dotyczące stanu przyszłego
Ile wynosi czas taktu, wyliczony na podstawie potrzeb klienta i dostępnego czasu pracy procesu znajdującego się najbliżej klienta? Czy produkcja wyrobów gotowych do supermarketu, czy na wysyłkę? Gdzie można zastosować przepływ ciągły? W których miejscach przepływu zastosować supermarkety dla sterowania produkcją w górze strumienia wartości? Który proces będzie procesem stymulującym i będzie pracował według harmonogramu? W jaki sposób będzie poziomowane zróżnicowanie wielkości produkcji w procesie stymulującym? W jakich partiach produkcja będzie zlecana procesowi stymulującemu i od niego odbierana? Jakie usprawnienia procesów i systemu produkcyjnego będą potrzebne, aby strumień wartości mógł płynąć zgodnie z projektem stanu przyszłego?

181
Projektowanie strumienia wartości Mapa stanu przyszłego
?
182
Mapa stanu przyszłego dla rodziny płyt klejonych litych

183
Arkusz oceny transformacji strumienia wartości
Przed transformacją Po transformacji Poprawa Czas prac dodających wartość (w dniach) Czas niezbędnych prac nie dodających wartość (w dniach) Czas oczekiwania nie dodający wartości (w dniach) Całkowity czas realizacji (w dniach) Dystans pokonywany przez materiał lub dokument (w m) Liczba etapów procesu Wskaźnik cyklu produkcyjnego WCP
 Czas niezbędnych prac nie dodających wartość (w dniach) Czas oczekiwania nie dodający wartości (w dniach) Całkowity czas realizacji (w dniach) Dystans pokonywany przez materiał lub dokument (w m) Liczba etapów procesu. Wskaźnik cyklu produkcyjnego WCP.")
184
Stopień zaawansowania
Projektowanie strumienia wartości Jak rzeczywiście przebiega projektowanie strumienia wartości zgodnie ze strategią Lean Production? Czas Inicjujący projekt Stopień zaawansowania 100% Dostrajanie wizji przyszłego stanu w interaktywnych cyklach (6 – 18 miesięcy) Obecny stan Przyszły stan Projekty wdrożeniowe
 Obecny stan. Przyszły stan. Projekty wdrożeniowe.")
185
Bariery wdrażania odchudzonej produkcji
Brak zrozumienia i zaangażowania wyższego kierownictwa Brak wspólnego celu (wizji gdzie podążamy) Brak pracy zespołowej Brak lidera Nieodpowiednie style przywódcze Koncentracja na wynikach a nie na procesach Krótkoterminowe priorytety zamiast długoterminowych Brak spojrzenia systemowego - koncentracja na małych problemach bez całościowego podejścia do problemu Brak czasu na szkolenia i ulepszanie Brak ciągłej koncentracji i realizacji Brak przestrzegania standardowych procedur (gdy się pojawią, to muszą być przestrzegane, w przeciwnym razie - chaos)
 Brak pracy zespołowej. Brak lidera. Nieodpowiednie style przywódcze. Koncentracja na wynikach a nie na procesach. Krótkoterminowe priorytety zamiast długoterminowych. Brak spojrzenia systemowego - koncentracja na małych problemach bez całościowego podejścia do problemu. Brak czasu na szkolenia i ulepszanie. Brak ciągłej koncentracji i realizacji. Brak przestrzegania standardowych procedur (gdy się pojawią, to muszą być przestrzegane, w przeciwnym razie - chaos)")
186
Zarządzanie ograniczeniami

187
TEORIA OGRANICZEŃ Theory of Constraints Strategia OPT/TOC
Technologia Optymalnej Produkcji (Optimized Production Technology - OPT) Synchroniczne Wytwarzanie (Synchronous Manufacturing) Teoria Ograniczeń (Theory of Constraints) Eliyahu M. Goldratt - Izrael, lata 70-te, USA 1979
 Synchroniczne Wytwarzanie (Synchronous Manufacturing) Teoria Ograniczeń (Theory of Constraints) Eliyahu M. Goldratt - Izrael, lata 70-te, USA")
188
TECHNOLOGIA OPTYMALNEJ PRODUKCJI Zasady OPT + pakiet programowy OPT
(Optimized Production Technology - OPT) Zasady OPT + pakiet programowy OPT Creative Output Inc. of Milford, Connecticut PODEJŚCIE OPT System sterowania OPT pakiet programowy OPT Filozofia OPT cele OPT zasady OPT
 Zasady OPT + pakiet programowy OPT. Creative Output Inc. of Milford, Connecticut. PODEJŚCIE OPT. System sterowania OPT. pakiet programowy OPT. Filozofia OPT. cele OPT. zasady OPT.")
189
CELE PRZEDSIĘBIORSTWA (zgodnie z podejściem OPT)
CEL NADRZĘDNY: Zarabiać pieniądze teraz i w przyszłości Mierniki realizacji celu nadrzędnego OCENA PRZEDSIĘBIORSTWA (mierniki ekonomiczne) ZYSK NETTO (Net profit) (przychód ze sprzedaży – koszty uzyskania przychodu) ZWROT NAKŁADÓW INWESTYCYJNYCH (Return on Investment - ROI) (zysk/ kapitał całkowity) PRZEPŁYW GOTÓWKI (Cash flow) (bieżące wpływy - bieżące wydatki)
 ZYSK NETTO (Net profit) (przychód ze sprzedaży – koszty uzyskania przychodu) ZWROT NAKŁADÓW INWESTYCYJNYCH (Return on Investment - ROI) (zysk/ kapitał całkowity) PRZEPŁYW GOTÓWKI (Cash flow) (bieżące wpływy - bieżące wydatki)")
190
CELE PRZEDSIĘBIORSTWA (zgodnie z podejściem OPT)
OCENA PRODUKCJI (mierniki operacyjne) WYDAJNOŚĆ, PRZEPUSTOWOŚĆ ( Throughput) - tempo generowania pieniędzy – tempo w którym system produkcyjny generuje pieniądze poprzez sprzedaż produktów ZAPASY (Inventory) - pieniądze zamrożone w nabytych surowcach i elementach zakupu, produkcji nie zakończonej i nie sprzedanych wyrobach oraz w środkach trwałych - kapitał całkowity KOSZTY OPERACYJNE (Operating expences) - pieniądze wydatkowane na przetworzenie zapasów w produkty sprzedaży Marża pokrycia (względna) cj - kzj Tempo generowania pieniędzy Tg = = Czas jednostkowy operacji wąskiego gardła tjwg
 WYDAJNOŚĆ, PRZEPUSTOWOŚĆ ( Throughput) - tempo generowania. pieniędzy – tempo w którym system produkcyjny generuje pieniądze poprzez. sprzedaż produktów. ZAPASY (Inventory) - pieniądze zamrożone w nabytych surowcach i. elementach zakupu, produkcji nie zakończonej i nie sprzedanych wyrobach oraz. w środkach trwałych - kapitał całkowity. KOSZTY OPERACYJNE (Operating expences) - pieniądze wydatkowane na. przetworzenie zapasów w produkty sprzedaży. Marża pokrycia (względna) cj - kzj. Tempo generowania pieniędzy Tg = = Czas jednostkowy operacji wąskiego gardła tjwg.")
191
CELE PRZEDSIĘBIORSTWA (zgodnie z podejściem OPT)
PRZEPŁYW GOTÓWKI ZWROT NAKŁADÓW ZYSK NETTO WYDAJNOŚĆ ZAPASY KOSZTY OPERACYJNE Cele przedsiębiorstwa: maksymalizacja zysku, ROI i przepływu gotówki Cele operacyjne – cele zarządzania produkcją: maksymalizacja wydajności Tg - przepływu, minimalizacja zapasów i kosztów operacyjnych

192
ISTOTA PODEJŚCIA OPT Definicja systemu OPT:
Wyróżnik OPT: Koncentracja uwagi na zasobach krytycznych (wąskich gardłach) Definicja systemu OPT: System zarządzania produkcją kładący nacisk na identyfikację wąskiego gardła i efektywne zarządzanie zasobami z nim związanymi, celem maksymalizacji przepływu i redukcji zapasów
 Definicja systemu OPT: System zarządzania produkcją kładący nacisk na identyfikację wąskiego gardła i efektywne zarządzanie zasobami z nim związanymi, celem maksymalizacji przepływu i redukcji zapasów.")
193
Relacje wąskie gardło - zasoby niekrytyczne
Zasób krytyczny (wąskie gardło) - komórka produkcyjna determinująca wydajność - przepustowość systemu produkcyjnego (której zdolność produkcyjna jest równa lub mniejsza od zapotrzebowania) Zasób niekrytyczny - komórka produkcyjna o zdolności produkcyjnej większej od zapotrzebowania Y X Z RELACJA I RELACJA II RELACJA IV RELACJA III X - zasób krytyczny Y - zasób niekrytyczny
 - komórka produkcyjna determinująca. wydajność - przepustowość systemu produkcyjnego. (której zdolność produkcyjna jest równa lub mniejsza. od zapotrzebowania) Zasób niekrytyczny - komórka produkcyjna o zdolności produkcyjnej. większej od zapotrzebowania. Y. X. Z. RELACJA I. RELACJA II. RELACJA IV. RELACJA III. X. - zasób krytyczny. Y. - zasób niekrytyczny.")
194
ZASADY TEORII OGRANICZEŃ TOC
Zidentyfikuj ograniczenie systemu. Zdecyduj w jaki sposób najlepiej wykorzystać ograniczenie. Obniżenie przepustowości procesu ograniczającego to obniżenie przepustowości całego łańcucha. Należy uważnie zarządzać procesem wąskiego gardła. Podporządkowanie wszystkiego zarządzaniu ograniczeniem. Usunięcie ograniczenia. Zwiększ wydajność – przepustowość systemu. Jeżeli w poprzednim kroku wyeliminowałeś ograniczenie wróć do kroku 1. W żadnym przypadku nie dopuść do tego, aby inercja stała się ograniczeniem. Rodzaje ograniczeń Ograniczenie zewnętrzne – popyt Ograniczenie wewnętrzne – zdolność produkcyjna systemu produkcyjnego – zdolność produkcyjna wąskiego gardła

195
ZASADY STEROWANIA PRODUKCJĄ OPT
Należy równoważyć przepływ produkcji, a nie zdolność produkcyjną Poziom wykorzystania zasobu niekrytycznego nie jest zdeterminowany przez jego własny potencjał, ale przez inne ograniczenia w systemie Wykorzystanie i aktywność zasobu nie są synonimami Godzina stracona na wąskim gardle jest godziną straconą dla całego systemu Godzina zaoszczędzona w zasobie niekrytycznym jest złudzeniem Wąskie gardła decydują o wydajności (przepustowości) systemu i o zapasach w systemie Partia transportowa nie musi, a często nie powinna być równa partii produkcyjnej Partia produkcyjna powinna być zmienna w procesie produkcyjnym, a nie stała Harmonogramy powinny być ustalane z uwzględnieniem wszystkich ograniczeń jednocześnie. Priorytety i zdolności produkcyjne należy ustalać równocześnie, a nie kolejno. Cykle produkcyjne i wielkości partii produkcyjnych nie są stałe i wcześniej znane, ale wynikają z harmonogramów MOTTO. Suma optimów lokalnych nie stanowi optimum globalnego systemu Przedsiębiorstwo, które stara się wykorzystać każdy zasób w 100% jest przedsiębiorstwem mało efektywnym „Jeżeli tego nie potrzebujesz, to tego nie wytwarzaj”
 systemu i o zapasach w systemie. Partia transportowa nie musi, a często nie powinna być równa partii produkcyjnej. Partia produkcyjna powinna być zmienna w procesie produkcyjnym, a nie stała. Harmonogramy powinny być ustalane z uwzględnieniem wszystkich ograniczeń jednocześnie. Priorytety i zdolności produkcyjne należy ustalać równocześnie, a nie kolejno. Cykle produkcyjne i wielkości partii produkcyjnych nie są stałe i wcześniej znane, ale wynikają z harmonogramów. MOTTO. Suma optimów lokalnych nie stanowi optimum globalnego systemu. Przedsiębiorstwo, które stara się wykorzystać każdy zasób w 100% jest przedsiębiorstwem mało efektywnym. „Jeżeli tego nie potrzebujesz, to tego nie wytwarzaj")
196
DBR - zasada werbla, bufora i liny
Zasada 6. Wąskie gardło decyduje o wydajności systemu i o zapasach D - Drum (werbel) - wąskie gardło jest „werblem” dyktującym tempo pracy wszystkich zasobów w systemie B - Buffor (bufor) - zadaniem buforów powinno być utrzymanie ciągłości pracy wąskiego gardła Bufory czasowe: produkcja z wyprzedzeniem czasowym Wprowadza się - przed wąskim gardłem - przed łączeniem wyrobów wąskiego gardła Bufor ilościowy - zapasy wyrobów finalnych R - Rope (lina) - synchronizacja produkcji poprzez jej uruchamianie zgodnie z harmonogramem produkcji wąskiego gardła Zamówienia Zapotrzebowanie na surowce Zapotrzebowanie rynku - kierunek przepływu produkcji Bufor wyrobów gotowych Bufor czasowy Wąskie gardło
 - wąskie gardło jest „werblem dyktującym tempo pracy wszystkich. zasobów w systemie. B - Buffor (bufor) - zadaniem buforów powinno być utrzymanie ciągłości pracy wąskiego. gardła. Bufory czasowe: produkcja z wyprzedzeniem czasowym. Wprowadza się - przed wąskim gardłem. - przed łączeniem wyrobów wąskiego gardła. Bufor ilościowy - zapasy wyrobów finalnych. R - Rope (lina) - synchronizacja produkcji poprzez jej uruchamianie zgodnie z harmonogramem. produkcji wąskiego gardła. Zamówienia. Zapotrzebowanie na surowce. Zapotrzebowanie rynku. - kierunek przepływu produkcji. Bufor wyrobów gotowych. Bufor czasowy. Wąskie gardło.")
197
Planowanie produkcji i sterowanie nią w systemie OPT
Planowanie produkcji – „z dołu do góry” – wąskie gardło decyduje o realności MPS Cecha charakterystyczna systemu OPT – harmonogramowanie przy ograniczonych zdolnościach produkcyjnych - harmonogramowanie skończone (Finite Scheduling) pracy wąskiego gardła
 pracy wąskiego gardła.")
Podobne prezentacje
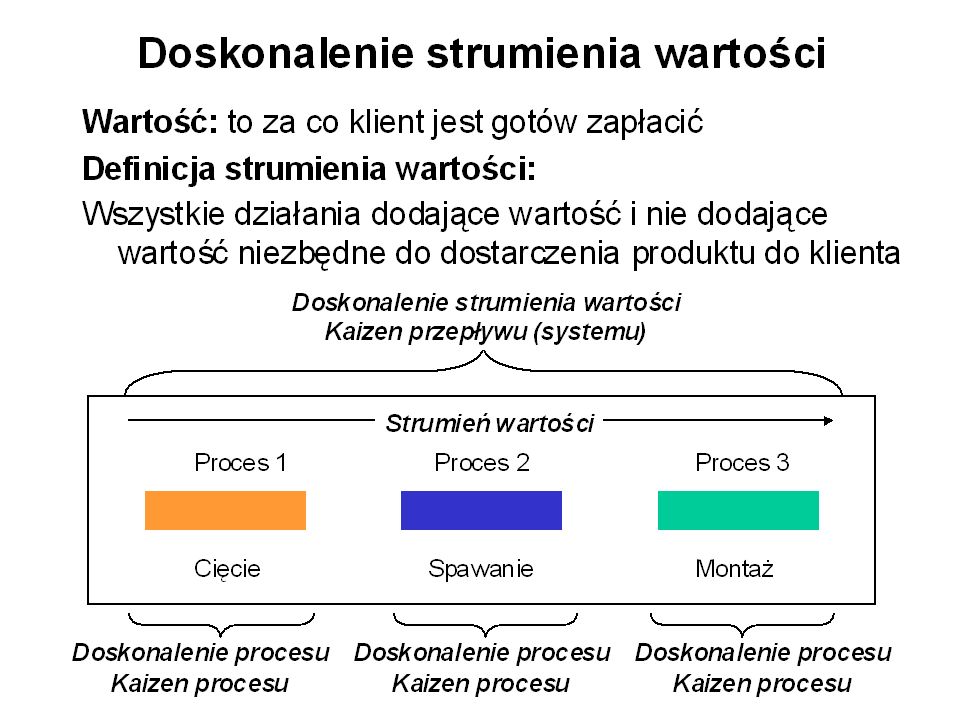













>")





